Réduire l'usure des outils dans l'usinage du titane : Stratégies CAD optimisées
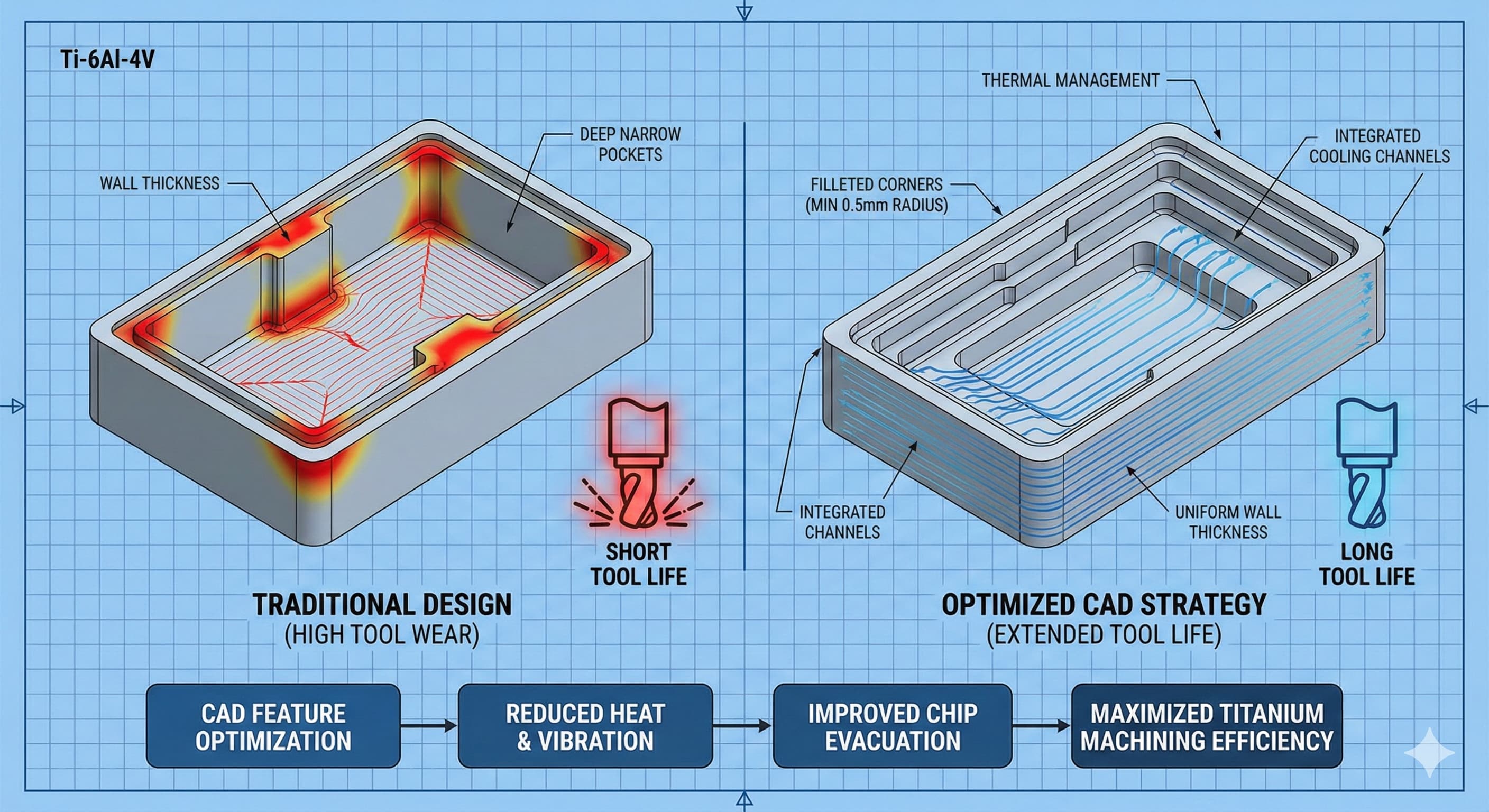
L'usinage du titane représente l'un des plus grands défis de la fabrication : équilibrer les propriétés exceptionnelles du Ti-6Al-4V et d'autres alliages de titane avec leur tendance notoire à détruire les outils de coupe. Les taux d'usure des outils dans le titane peuvent dépasser de 300 à 500 % ceux de l'usinage de l'acier, les outils en carbure ne durant que quelques minutes dans des conditions sous-optimales. La solution ne réside pas seulement dans les paramètres de coupe, mais dans des décisions stratégiques de conception CAD qui modifient fondamentalement la dynamique de l'usinage.
Points clés à retenir
- L'orientation stratégique des caractéristiques dans la CAD peut réduire le temps d'engagement de l'outil jusqu'à 40 %, prolongeant ainsi considérablement la durée de vie de l'outil.
- Une conception appropriée du rayon d'angle (minimum 0,5 mm) élimine les concentrateurs de contraintes qui accélèrent la défaillance des outils en carbure.
- L'optimisation du volume d'enlèvement de matière grâce à un placement intelligent des caractéristiques réduit le temps d'usinage total et la génération de chaleur.
- La conception intégrée des canaux de refroidissement dans les pièces complexes permet un accès continu du liquide de refroidissement aux zones de coupe critiques.
Comprendre les mécanismes d'usure des outils du titane
La faible conductivité thermique du titane (16,4 W/m·K contre 237 W/m·K pour l'aluminium) crée une situation idéale pour la dégradation des outils. La chaleur générée dans la zone de coupe ne peut pas se dissiper à travers la pièce, se concentrant à l'interface outil-copeau où les températures atteignent 800-1000°C. Cette charge thermique se combine à la réactivité chimique du titane pour créer une usure adhésive, où les atomes de titane se lient directement aux surfaces en carbure.
Les caractéristiques d'écrouissage du Ti-6Al-4V aggravent ce défi. Sous l'effet des forces de coupe, la microstructure du matériau se transforme d'une phase α+β relativement usinable en une structure durcie qui peut atteindre 45-50 HRC dans la subsurface immédiate. Cette couche durcie, généralement de 0,05 à 0,15 mm de profondeur, crée une usure abrasive lors des passages d'outil suivants.
Le grippage représente un autre mode de défaillance critique. La tendance du titane à se souder à froid sous pression provoque la formation d'un bord rapporté sur les outils de coupe. Ces dépôts soudés modifient la géométrie de l'outil, augmentant les forces de coupe et accélérant la défaillance catastrophique par écaillage ou rupture du bord.
Stratégies CAD pour minimiser l'engagement de l'outil
L'approche la plus efficace pour réduire l'usure des outils commence par une orientation stratégique des caractéristiques pendant la phase de conception. Les approches d'usinage traditionnelles positionnent souvent les caractéristiques en fonction des seules exigences fonctionnelles, ignorant les implications de la séquence d'usinage. Une conception CAD intelligente prend en compte la longueur du trajet de l'outil de coupe et l'angle d'engagement pour chaque caractéristique.
L'optimisation de la profondeur des poches représente une décision de conception critique. Les poches profondes (rapport profondeur/largeur supérieur à 3:1) créent des conditions d'évacuation difficiles où les copeaux ne peuvent pas s'échapper efficacement. Cela conduit à une recoupe, à des températures élevées et à une dégradation rapide de l'outil. Les alternatives de conception comprennent des configurations de poches étagées ou des stratégies d'usinage à plusieurs niveaux qui maintiennent des rapports profondeur/largeur optimaux inférieurs à 2:1.
La cohérence de l'épaisseur des parois sur l'ensemble de la géométrie de la pièce élimine les charges de coupe variables qui provoquent la déviation de l'outil et une usure prématurée. Le maintien d'une épaisseur de paroi uniforme de 2,0 à 3,0 mm dans toute la conception permet d'obtenir des paramètres de coupe cohérents et une durée de vie prévisible de l'outil. Lorsque la variation d'épaisseur est inévitable, des transitions progressives sur des distances d'au moins 10 mm empêchent les changements de charge soudains.
Les rayons d'angle méritent une attention particulière dans les applications du titane. Les angles internes vifs créent des concentrateurs de contraintes qui entraînent la rupture de l'outil, tandis que les rayons inférieurs à 0,3 mm nécessitent des outils de petit diamètre sujets à la déviation et à une usure rapide. Les rayons d'angle internes optimaux varient de 0,5 à 1,5 mm, ce qui correspond aux géométries d'outils en carbure disponibles tout en offrant une résistance adéquate aux forces de coupe du titane.
| Type de caractéristique | Conception traditionnelle | Conception optimisée | Amélioration de la durée de vie de l'outil |
|---|---|---|---|
| Coins internes | Rayon de 0,1 à 0,3 mm | Rayon de 0,5 à 1,5 mm | 200-300% |
| Profondeur de poche | Profondeur/Largeur > 3:1 | Profondeur/Largeur < 2:1 | 150-250% |
| Épaisseur de paroi | Variable (1-5 mm) | Constante (2-3 mm) | 100-200% |
| Transitions de surface | Changements brusques | Progressives (>10 mm) | 75-150% |
Géométrie avancée des caractéristiques pour la préservation des outils
Les stratégies de rampe doivent être prises en compte pendant la phase CAD pour garantir des conditions d'entrée optimales de l'outil. Les coupes verticales en plongée dans le titane créent des charges de coupe maximales et un choc thermique. Les caractéristiques de conception doivent intégrer des surfaces de rampe avec des angles compris entre 2 et 5 degrés, permettant un engagement progressif de l'outil qui répartit les forces de coupe sur une longueur de contact étendue.
La conception des trous nécessite une attention particulière pour l'usinage du titane. Les opérations de perçage standard créent une usure importante de l'outil en raison d'une mauvaise évacuation des copeaux et d'une génération de chaleur concentrée. Les conceptions CAD doivent intégrer des chanfreins ou des lamages pré-usinés qui permettent aux opérations de perçage de commencer avec des charges de coupe réduites. Pour les trous critiques, la géométrie d'interpolation hélicoïdale doit être conçue dans les caractéristiques environnantes pour permettre cette approche d'usinage supérieure.
Les modifications de la conception des filetages peuvent avoir un impact considérable sur la durée de vie des outils dans les applications du titane. Les filetages métriques standard avec des angles inclus de 60 degrés créent des forces de coupe élevées pendant les opérations de filetage. Dans la mesure du possible, les formes de filetage modifiées avec des angles inclus de 45 à 50 degrés réduisent les charges de coupe tout en maintenant une résistance de filetage adéquate pour la plupart des applications. La géométrie de dégagement du filetage doit fournir une longueur adéquate (minimum 3 pas de filetage) pour un retrait progressif de l'outil.
Pour les applications nécessitant des services d'usinage CNC de précision, l'accessibilité des caractéristiques devient primordiale. Les caractéristiques enfermées nécessitant des extensions d'outils profondes doivent être redessinées en tant que géométries ouvertes dans la mesure du possible. Cette approche permet d'utiliser des outils plus courts et plus rigides qui résistent à la déviation et maintiennent l'intégrité du tranchant tout au long des cycles d'usinage prolongés.
Optimisation du volume d'enlèvement de matière
La distribution stratégique des matériaux dans les conceptions CAD peut minimiser le temps d'usinage total et l'usure des outils associée. Le principe consiste à concentrer l'enlèvement de matière dans les zones où les conditions de coupe peuvent être optimisées, tout en minimisant la matière dans les régions nécessitant un accès difficile aux outils ou des géométries de coupe défavorables.
Des surépaisseurs d'ébauche doivent être intégrées dans la conception initiale pour permettre des stratégies d'enlèvement de matière efficaces. Plutôt que d'usiner les dimensions finales directement à partir de matériau solide, les conceptions doivent inclure des géométries intermédiaires qui permettent des opérations d'ébauche avec des outils robustes, suivies de passes de finition avec des conditions de coupe optimisées. Les surépaisseurs d'ébauche typiques pour le titane varient de 0,5 à 1,5 mm par surface, en fonction de la complexité de la pièce.
Les configurations de nervures et de parois ont un impact significatif sur l'efficacité de l'usinage. Les conceptions de nervures traditionnelles avec une épaisseur constante nécessitent souvent des opérations de semi-finition importantes qui accélèrent l'usure des outils. Les conceptions de nervures coniques avec une épaisseur diminuant de la base à la pointe permettent des séquences d'usinage plus efficaces tout en maintenant les exigences structurelles. L'épaisseur de la base doit correspondre aux diamètres d'outils disponibles (6-12 mm typiquement) tandis que l'épaisseur de la pointe peut être réduite à 2-3 mm minimum.
L'intégration de la conception des bossages affecte à la fois l'accès aux outils et les charges de coupe. Les bossages isolés nécessitent des approches d'outils individuelles qui augmentent le temps d'usinage total et les changements d'outils. Lorsque cela est fonctionnellement acceptable, les caractéristiques des bossages doivent être intégrées dans la géométrie environnante ou conçues comme des caractéristiques continues qui permettent des trajectoires d'outils efficaces avec des charges de coupe constantes.
Gestion thermique par la conception
La dissipation de la chaleur représente un facteur critique dans la durée de vie des outils en titane, nécessitant des conceptions CAD qui facilitent des stratégies de refroidissement efficaces. Les applications traditionnelles de liquide de refroidissement par inondation ne parviennent souvent pas à atteindre les zones de coupe critiques, en particulier dans les caractéristiques profondes ou les géométries enfermées. Des modifications de conception peuvent garantir l'accès du liquide de refroidissement là où il est le plus nécessaire.
Les canaux de refroidissement doivent être intégrés dans la géométrie de la pièce pendant la phase de conception plutôt que d'être ajoutés après coup. Ces canaux, généralement de 4 à 6 mm de diamètre, fournissent un flux de liquide de refroidissement dirigé vers les zones de coupe critiques. Le placement des canaux doit tenir compte de la séquence d'usinage pour garantir qu'ils restent intacts pendant les opérations d'ébauche tout en assurant le refroidissement pour les passes de finition.
L'épaisseur du matériau affecte la masse thermique et les caractéristiques d'absorption de la chaleur. Les sections épaisses (>20 mm) offrent un meilleur dissipateur thermique mais peuvent nécessiter des caractéristiques de refroidissement internes. Les sections minces (<5 mm) offrent une dissipation thermique rapide mais peuvent subir une distorsion thermique. Les plages d'épaisseur optimales pour les applications du titane se situent entre 8 et 15 mm, offrant une masse thermique adéquate tout en permettant un refroidissement efficace.
L'optimisation de la surface par des modifications de conception peut améliorer le refroidissement par convection naturelle. Les surfaces nervurées, les géométries étagées et les caractéristiques de dissipateur thermique intégrées augmentent la surface disponible pour le transfert de chaleur. Ces modifications doivent être équilibrées par rapport à la complexité de l'usinage, mais peuvent fournir des améliorations de 15 à 30 % des températures de la zone de coupe.
Pour des résultats de haute précision, Obtenez votre devis personnalisé en 24 heures auprès de Microns Hub.
Considérations relatives à la tolérance et à la finition de surface
La spécification de la tolérance a un impact direct sur la sélection des outils et les stratégies d'usinage pour les pièces en titane. Les tolérances serrées (±0,025 mm ou mieux) nécessitent généralement des passes de finition avec des charges de coupe légères, prolongeant la durée de vie de l'outil mais augmentant le temps d'usinage. La clé réside dans l'optimisation des exigences de tolérance pour équilibrer la précision et l'efficacité de la fabrication.
Les dimensions critiques doivent être concentrées sur les surfaces avec des géométries de coupe favorables. Les caractéristiques externes permettent généralement un meilleur accès aux outils et de meilleures conditions de coupe par rapport aux caractéristiques internes. Dans la mesure du possible, les tolérances critiques doivent être attribuées aux surfaces ou caractéristiques externes accessibles avec des outils courts et rigides.
Les exigences de finition de surface affectent considérablement les modèles d'usure des outils. Les valeurs Ra inférieures à 0,8 μm nécessitent généralement plusieurs passes de finition avec un enlèvement de matière minimal par passe. Cette approche prolonge la durée de vie de l'outil grâce à des charges de coupe réduites, mais augmente le temps d'usinage total. L'optimisation de la finition de surface peut impliquer la spécification d'exigences différentes pour les surfaces fonctionnelles par rapport aux surfaces esthétiques.
Les tolérances de forme et de position doivent tenir compte des propriétés élastiques du titane et du potentiel de distorsion pendant l'usinage. Des caractéristiques de relaxation des contraintes telles que l'enlèvement symétrique de matière et les charges de coupe équilibrées doivent être intégrées dans les conceptions nécessitant des tolérances géométriques serrées. Cette approche minimise les violations de tolérance induites par la distorsion tout en réduisant les forces de coupe qui accélèrent l'usure des outils.
| Plage de tolérance | Approche recommandée | Durée de vie prévue de l'outil | Impact sur les coûts |
|---|---|---|---|
| ±0,1 mm | Une seule passe de finition | Maximum | +15-25% |
| ±0,05 mm | Passes de finition légères | Bonne | +25-35% |
| ±0,025 mm | Plusieurs passes légères | Modérée | +40-60% |
| ±0,01 mm | Outillage spécialisé | Limitée | +75-100% |
Intégration à la planification du processus de fabrication
Les conceptions CAD doivent tenir compte de la séquence de fabrication complète pour optimiser la durée de vie des outils sur toutes les opérations. Le séquençage des caractéristiques affecte la rigidité de la pièce, les exigences de serrage et la distribution de la charge de coupe. Le placement stratégique des caractéristiques peut minimiser les changements d'outils et permettre des paramètres de coupe optimisés tout au long du cycle d'usinage.
L'intégration de la fixation doit être prise en compte pendant le développement de la conception plutôt que comme une préoccupation de fabrication distincte. Les languettes de maintien et les surfaces de serrage conçues dans la géométrie de la pièce assurent une rétention sûre de la pièce tout en minimisant le temps de configuration et en réduisant les vibrations qui accélèrent l'usure des outils.
L'analyse de l'accès aux outils pendant la phase CAD identifie les problèmes d'interférence potentiels qui pourraient nécessiter un outillage spécialisé ou des longueurs d'outils étendues. Les bibliothèques d'outils standard doivent être référencées pendant la conception pour garantir que les caractéristiques peuvent être usinées avec un outillage facilement disponible et rentable. Les exigences d'outils personnalisés doivent être minimisées par des modifications de conception dans la mesure du possible.
Les stratégies de réduction de la configuration grâce à l'orientation des pièces multi-opérations peuvent réduire considérablement le temps d'usinage total et l'usure des outils associée. Les conceptions doivent permettre un usinage complet ou quasi complet en une seule configuration, minimisant la manipulation de la pièce et le temps de configuration. Cette approche nécessite un examen attentif des angles de dépouille, des lignes de séparation et de l'accessibilité des caractéristiques depuis plusieurs directions.
Analyse coûts-avantages de l'optimisation de la conception
L'impact économique de l'optimisation CAD pour l'usinage du titane va au-delà de la simple réduction des coûts d'outils. Les améliorations de la durée de vie des outils de 200 à 400 % se traduisent par une réduction des temps d'arrêt des machines, une diminution des coûts de main-d'œuvre pour les changements d'outils et une amélioration de la cohérence des pièces grâce à des conditions de coupe stables. Ces avantages justifient souvent des modifications de conception qui pourraient augmenter la complexité initiale de la pièce.
La réduction du temps d'usinage grâce à des conceptions optimisées varie généralement de 20 à 50 % par rapport aux approches traditionnelles. Cette amélioration provient de la réduction des changements d'outils, de l'optimisation des paramètres de coupe et de l'élimination des opérations d'usinage difficiles. Les gains de temps se cumulent sur les volumes de production, ce qui rend l'optimisation de la conception de plus en plus précieuse pour les applications en plus grande quantité.
Les améliorations de la qualité grâce à des conditions de coupe stables réduisent les taux de rebut et les coûts de reprise. Les performances constantes des outils tout au long du cycle d'usinage maintiennent la précision dimensionnelle et la qualité de la finition de surface. Cette fiabilité est particulièrement précieuse pour les applications aérospatiales et médicales où les coûts de rejet des pièces sont importants.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique dans l'usinage du titane et notre compréhension approfondie de l'optimisation de la conception signifient que chaque projet reçoit l'attention spécialisée que les applications du titane exigent.
Techniques CAD avancées et intégration logicielle
Les systèmes CAD modernes offrent des outils spécialisés pour l'optimisation de l'usinage qui peuvent être utilisés pendant la phase de conception. Les fonctionnalités d'analyse de l'usinabilité identifient les géométries problématiques avant le début de la fabrication, permettant des modifications de conception pendant que les changements restent rentables. Ces outils évaluent l'accès aux outils de coupe, les angles d'engagement et les conditions d'interférence potentielles.
Les approches de conception basées sur les caractéristiques permettent une évaluation rapide des géométries alternatives pour une meilleure usinabilité. La modélisation paramétrique permet aux concepteurs d'évaluer rapidement l'impact des changements de rayon d'angle, des modifications de l'épaisseur des parois ou des déplacements de caractéristiques sur les exigences de fabrication. Cette capacité accélère le processus d'optimisation tout en maintenant l'intention de conception.
L'intégration de la simulation de fabrication fournit un retour d'information précoce sur la sélection des outils et les paramètres de coupe. Les systèmes CAD avancés peuvent simuler des séquences d'usinage complètes, identifiant les problèmes potentiels d'usure des outils et les opportunités d'optimisation. Cette capacité de simulation permet des modifications de conception proactives plutôt qu'une résolution réactive des problèmes de fabrication.
Les outils de collaboration au sein des systèmes CAD facilitent la communication entre les équipes de conception et de fabrication. Les fonctionnalités d'annotation et de révision intégrées permettent aux ingénieurs de fabrication de fournir un retour d'information spécifique sur les problèmes d'usure des outils et les opportunités d'optimisation de la conception. Cette collaboration garantit que les considérations de fabrication sont correctement intégrées dans les conceptions finales.
La vérification des règles de conception peut être personnalisée pour les exigences d'usinage du titane, signalant automatiquement les géométries susceptibles de causer des problèmes d'usure des outils. Les règles standard peuvent inclure des exigences de rayon d'angle minimum, des rapports profondeur/largeur maximum et des vérifications de la cohérence de l'épaisseur des parois. Ces vérifications automatisées empêchent les géométries problématiques de progresser vers la fabrication.
Études de cas et exemples de mise en œuvre
Une refonte typique d'un support aérospatial démontre l'impact de l'optimisation CAD systématique pour l'usinage du titane. La conception originale présentait des angles internes vifs (rayon de 0,2 mm), une épaisseur de paroi variable (1-4 mm) et des poches profondes avec des rapports profondeur/largeur de 4:1. La durée de vie des outils était en moyenne de 15 à 20 minutes avec des ruptures fréquentes dues aux chocs thermiques et aux variations de la charge de coupe.
La conception optimisée incorporait des rayons internes de 0,8 mm, une épaisseur de paroi constante de 2,5 mm et une géométrie de poche étagée maintenant des rapports profondeur/largeur maximum de 1,8:1. Des canaux de refroidissement intégrés assuraient un refroidissement direct des zones de coupe critiques. La durée de vie des outils s'est améliorée à 80-120 minutes tout en maintenant toutes les exigences fonctionnelles et en réduisant le temps d'usinage total de 35 %.
Les applications d'implants médicaux présentent des défis uniques en raison des exigences de biocompatibilité et des géométries organiques complexes. Les approches traditionnelles nécessitent souvent une finition manuelle importante en raison des problèmes d'usure des outils créant des irrégularités de surface. Les conceptions CAD optimisées intègrent des transitions progressives, des angles de coupe optimisés et une distribution stratégique des matériaux pour permettre un usinage cohérent tout au long du cycle de coupe.
Des principes d'optimisation similaires s'appliquent aux stratégies de réduction des coûts dans divers processus de fabrication, où les modifications de conception peuvent avoir un impact significatif sur l'économie globale de la production grâce à une efficacité améliorée et des coûts d'outillage réduits.
Méthodes de contrôle qualité et de validation
La vérification de l'efficacité de l'optimisation CAD nécessite une mesure systématique des modèles d'usure des outils, des temps d'usinage et des mesures de la qualité des pièces. Les mesures de base des conceptions traditionnelles fournissent des normes de comparaison pour évaluer les niveaux d'amélioration. Les mesures clés comprennent la durée de vie moyenne des outils, le temps de coupe par pièce, la cohérence de la finition de surface et la variation de la précision dimensionnelle.
L'analyse de l'usure des outils doit examiner à la fois les modèles d'usure progressive et les modes de défaillance catastrophique. Les conceptions optimisées présentent généralement une usure plus prévisible et progressive plutôt que des événements de défaillance soudaine. Cette prévisibilité permet une meilleure planification de la production et réduit les temps d'arrêt imprévus dus à la rupture des outils.
L'évaluation de l'intégrité de la surface devient essentielle pour les applications du titane, en particulier dans les secteurs aérospatial et médical. Les conditions d'usinage optimisées doivent maintenir une finition de surface cohérente et minimiser les zones affectées par la chaleur qui pourraient compromettre les propriétés du matériau. Des tests réguliers de l'intégrité de la surface valident l'efficacité des stratégies d'optimisation CAD.
La mise en œuvre du contrôle statistique des processus suit la cohérence des conceptions optimisées sur les volumes de production. Les cartes de contrôle de la durée de vie des outils, du temps d'usinage et des mesures de la qualité identifient le moment où les conditions du processus s'écartent des plages optimales. Cette surveillance permet des ajustements proactifs pour maintenir les avantages de l'optimisation tout au long des cycles de production.
Tendances futures et technologies émergentes
L'intégration de l'intelligence artificielle dans les systèmes CAD promet une optimisation automatisée pour les applications d'usinage du titane. Les algorithmes d'apprentissage automatique peuvent analyser les données d'usinage historiques pour identifier les paramètres de conception optimaux et prédire la durée de vie des outils en fonction des caractéristiques géométriques. Cette capacité accélérera le processus d'optimisation tout en améliorant la précision de la prédiction.
L'intégration de la fabrication additive offre de nouvelles possibilités pour les géométries internes complexes qui améliorent le refroidissement et réduisent le volume de matériau. Les approches hybrides combinant des préformes additives avec une finition soustractive optimisée permettent des géométries impossibles avec les méthodes de fabrication traditionnelles. Ces approches nécessitent de nouvelles stratégies CAD qui tiennent compte à la fois des contraintes de fabrication additive et soustractive.
La caractérisation avancée des matériaux permet de mieux comprendre le comportement d'usinage du titane dans diverses conditions. La surveillance en temps réel des forces de coupe, des températures et de l'usure des outils permet une optimisation continue des paramètres de coupe basée sur les performances réelles plutôt que sur des modèles théoriques. Ce retour d'information peut éclairer les stratégies d'optimisation CAD pour une efficacité améliorée.
La technologie de jumeau numérique permet la validation virtuelle des stratégies d'optimisation CAD avant la mise en œuvre physique. La simulation complète du processus de fabrication, y compris la prédiction de l'usure des outils et l'analyse thermique, fournit une évaluation complète des modifications de conception. Cette capacité réduit le coût et le temps requis pour la validation de l'optimisation tout en améliorant la précision de la prédiction.
Directives de mise en œuvre et meilleures pratiques
La mise en œuvre réussie de l'optimisation CAD pour l'usinage du titane nécessite une approche systématique et une communication claire entre les équipes de conception et de fabrication. Les directives d'optimisation doivent être documentées et intégrées dans les procédures de conception standard pour garantir une application cohérente sur tous les projets.
Les programmes de formation pour les ingénieurs de conception doivent mettre l'accent sur la relation entre les caractéristiques géométriques et les défis d'usinage spécifiques au titane. La compréhension des limitations des outils de coupe, des exigences de gestion thermique et des stratégies d'enlèvement de matière permet aux concepteurs de prendre des décisions d'optimisation éclairées pendant le processus de conception plutôt que de nécessiter une refonte importante ultérieure.
Les protocoles de collaboration entre les équipes de conception et de fabrication garantissent que les contraintes de fabrication sont correctement communiquées et comprises. Des revues de conception régulières avec la contribution de la fabrication peuvent identifier les opportunités d'optimisation au début du cycle de conception lorsque les changements restent rentables.
Pour les organisations utilisant nos services de fabrication, nous fournissons des recommandations complètes de revue de conception et d'optimisation pour garantir que vos pièces en titane atteignent une usinabilité optimale tout en maintenant toutes les exigences fonctionnelles.
Foire aux questions
Quel est le rayon d'angle minimum recommandé pour les caractéristiques internes des pièces en titane ?
Les rayons d'angle internes doivent être de 0,5 mm minimum pour les applications d'usinage du titane. Les rayons plus petits nécessitent des outils de coupe délicats sujets à la rupture et aux dommages thermiques. Les rayons optimaux varient de 0,8 à 1,5 mm, ce qui correspond aux géométries d'outils en carbure standard tout en offrant une résistance adéquate aux forces de coupe du titane. Les angles vifs inférieurs à 0,3 mm entraînent généralement des réductions de la durée de vie des outils de 70 à 80 % par rapport aux caractéristiques correctement arrondies.
Comment le rapport profondeur/largeur des poches affecte-t-il la durée de vie des outils dans l'usinage du titane ?
Les rapports profondeur/largeur des poches doivent rester inférieurs à 2:1 pour une durée de vie optimale des outils dans les applications du titane. Les rapports supérieurs à 3:1 créent de mauvaises conditions d'évacuation des copeaux, entraînant une recoupe, des températures élevées et une usure accélérée des outils. Les poches profondes nécessitent également des longueurs d'outils étendues qui augmentent la déviation et le broutage. Les conceptions de poches étagées ou les stratégies d'usinage à plusieurs niveaux maintiennent des rapports optimaux tout en atteignant la géométrie de pièce requise.
Quelle épaisseur de paroi offre le meilleur équilibre entre l'enlèvement de matière et la stabilité de l'usinage ?
Une épaisseur de paroi constante entre 2,0 et 3,0 mm offre un équilibre optimal pour l'usinage du titane. Les parois plus minces manquent de rigidité et peuvent vibrer pendant la coupe, tandis que les parois plus épaisses nécessitent un enlèvement de matière excessif. Les variations d'épaisseur doivent être progressives sur des distances de 10 mm minimum pour éviter les changements de charge de coupe soudains qui accélèrent l'usure des outils. Les conceptions à épaisseur variable réduisent souvent la durée de vie des outils de 40 à 60 % par rapport aux approches à épaisseur constante.
Comment la géométrie du filetage doit-elle être modifiée pour améliorer la durée de vie des outils dans le titane ?
Les filetages métriques standard à 60 degrés peuvent être modifiés en angles inclus de 45 à 50 degrés lorsque cela est fonctionnellement acceptable, réduisant les charges de coupe pendant les opérations de filetage. Le dégagement du filetage doit fournir une longueur de 3 pas minimum pour un retrait progressif de l'outil. Les filetages externes sont préférables aux filetages internes en raison d'un meilleur accès aux outils et d'une meilleure évacuation des copeaux. Les filetages internes nécessitant des opérations de taraudage doivent intégrer des départs chanfreinés et une géométrie d'entrée adéquate.
Quel rôle les canaux de refroidissement jouent-ils dans la conception CAD pour l'usinage du titane ?
Les canaux de refroidissement intégrés, généralement de 4 à 6 mm de diamètre, doivent être conçus dans la géométrie de la pièce pour fournir un refroidissement dirigé vers les zones de coupe critiques. Le placement des canaux doit tenir compte de la séquence d'usinage pour rester intact pendant l'ébauche tout en refroidissant les opérations de finition. Une distribution appropriée du liquide de refroidissement peut réduire les températures de la zone de coupe de 150 à 250 °C, prolongeant la durée de vie des outils de 200 à 300 %. Les canaux doivent être positionnés à moins de 10 à 15 mm des zones de coupe critiques pour une efficacité maximale.
Comment les exigences de tolérance affectent-elles la sélection des outils et l'usure dans l'usinage du titane ?
Les tolérances plus serrées (±0,025 mm ou mieux) nécessitent des passes de finition avec des charges de coupe réduites, prolongeant la durée de vie des outils mais augmentant le temps d'usinage. Les dimensions critiques doivent être placées sur des caractéristiques externes ou des surfaces avec des géométries de coupe favorables dans la mesure du possible. Les tolérances inférieures à ±0,01 mm peuvent nécessiter un outillage et des paramètres de coupe spécialisés qui ont un impact significatif sur la durée de vie et le coût des outils. L'optimisation de la tolérance peut réduire les coûts d'usinage de 25 à 40 % tout en maintenant les exigences fonctionnelles.
Quelles caractéristiques CAD doivent être évitées pour prévenir une usure excessive des outils dans le titane ?
Évitez les angles internes vifs inférieurs à 0,3 mm de rayon, les poches profondes enfermées avec un mauvais accès aux outils, l'épaisseur de paroi variable créant des changements de charge soudains et les caractéristiques nécessitant des longueurs d'outils étendues avec des rapports longueur/diamètre élevés. Les caractéristiques qui se croisent et créent des géométries de coupe complexes doivent être simplifiées dans la mesure du possible. Les trous borgnes plus profonds que 5 diamètres et les filetages internes dans les alésages profonds doivent être redessinés en tant que caractéristiques externes lorsque cela est fonctionnellement acceptable. Ces caractéristiques problématiques peuvent réduire la durée de vie des outils de 60 à 80 % par rapport aux alternatives optimisées.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece