Conception de motifs de ventilation : compromis entre blindage EMI et débit d'air
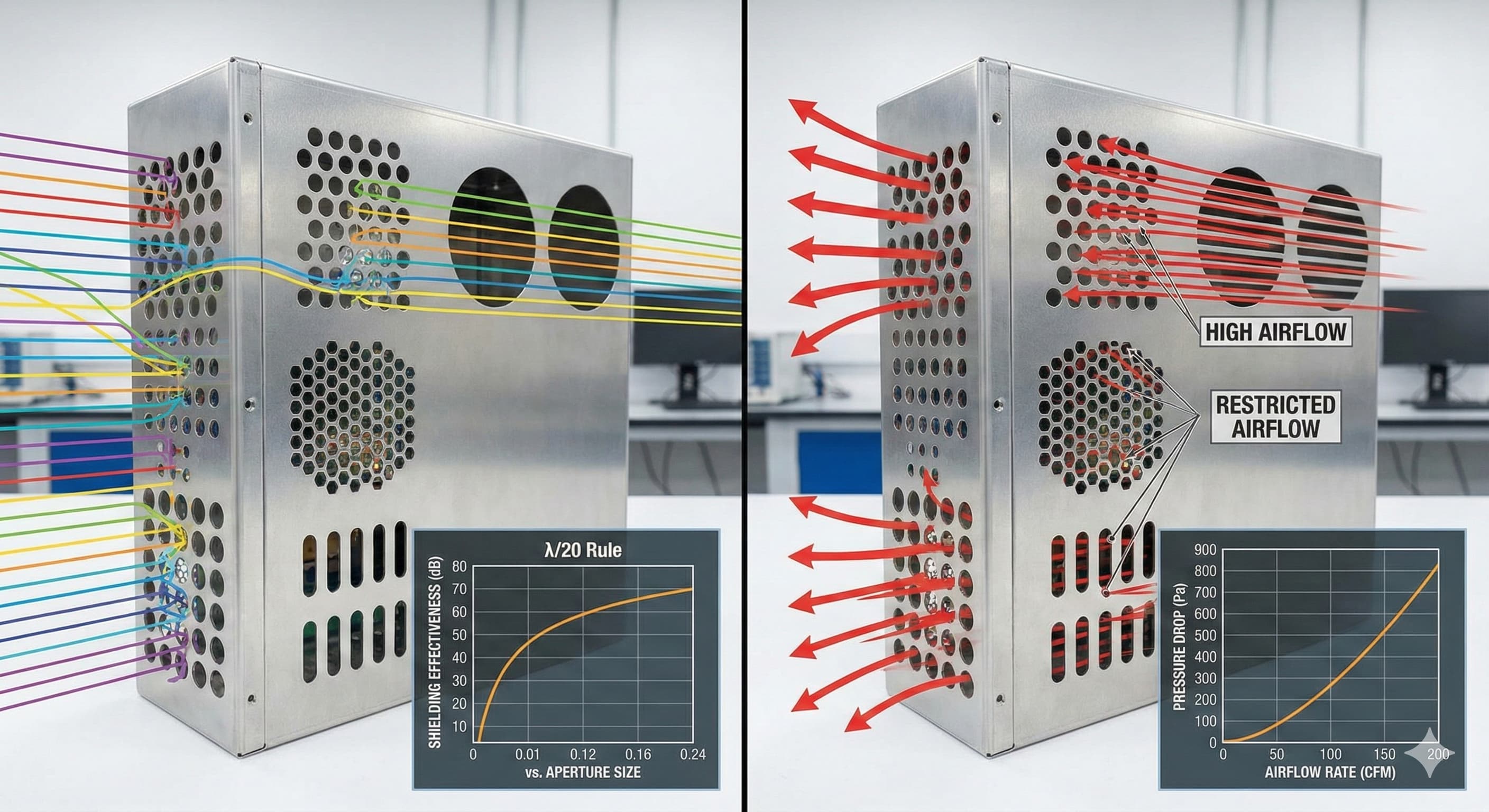
L'efficacité du blindage EMI diminue de façon exponentielle lorsque la taille des ouvertures dépasse λ/20 de la fréquence d'interférence, mais la plupart des ingénieurs ne découvrent cette contrainte fondamentale qu'après que des défaillances thermiques forcent des révisions de conception. Le défi s'intensifie lorsque les exigences de ventilation nécessitent des ouvertures plus grandes qui compromettent directement la compatibilité électromagnétique.
Principaux points à retenir
- La taille de l'ouverture doit rester inférieure à λ/20 pour les fréquences supérieures à 1 GHz afin de maintenir une efficacité de blindage de 20 dB
- Les motifs en nid d'abeille et perforés peuvent atteindre une efficacité de débit d'air de 60 à 80 % tout en préservant la protection EMI
- L'épaisseur et la conductivité du matériau ont un impact significatif sur les performances de blindage et les coûts de fabrication
- Les géométries de mailles avancées réduisent la perte de charge de 35 % par rapport aux motifs de trous ronds traditionnels
Comprendre les principes fondamentaux du blindage EMI
Le blindage contre les interférences électromagnétiques repose sur trois mécanismes principaux : la réflexion, l'absorption et les réflexions multiples à l'intérieur du matériau de blindage. L'efficacité dépend de manière critique de la conductivité électrique, de la perméabilité magnétique et de l'épaisseur du matériau de blindage, ainsi que de la géométrie de toute ouverture.
Pour les ouvertures dans les enceintes conductrices, l'efficacité du blindage (SE) suit la relation : SE = 20 log₁₀(λ/2L), où λ représente la longueur d'onde et L la dimension maximale de l'ouverture. Cette relation logarithmique signifie que doubler la taille de l'ouverture réduit l'efficacité du blindage de 6 dB, ce qui représente une réduction de 75 % de la protection.
Les matériaux de blindage courants comprennent les alliages d'aluminium (6061-T6, 5052-H32), les alliages de cuivre (C11000, C10100) et les nuances d'acier (acier inoxydable 304, laminé à froid 1008). Chaque matériau présente des compromis distincts entre la conductivité, le coût et les propriétés mécaniques qui influencent à la fois les performances EMI et les caractéristiques du débit d'air.
Exigences de débit d'air et gestion thermique
Les enceintes électroniques nécessitent généralement des débits d'air compris entre 10 et 50 CFM par 100 watts de puissance dissipée, en fonction des conditions ambiantes et des températures acceptables des composants. Cette demande de refroidissement est en conflit avec les exigences de blindage EMI, car une ventilation efficace nécessite des ouvertures qui peuvent compromettre la protection électromagnétique.
La perte de charge à travers les ouvertures de ventilation suit la relation ΔP = ρv²/2 × K, où ρ représente la densité de l'air, v la vitesse et K le coefficient de perte. Le coefficient de perte varie considérablement avec la géométrie de l'ouverture, de 0,6 pour les trous circulaires à bords vifs à 1,2 pour les fentes rectangulaires avec des rapports d'aspect élevés.
Les services modernes de fabrication de tôles permettent un contrôle précis des dimensions des ouvertures et de la finition de surface, ce qui a un impact direct sur l'efficacité du débit d'air et les performances EMI. Les valeurs de rugosité de surface inférieures à 3,2 μm Ra réduisent la turbulence et les pertes de charge associées jusqu'à 15 %.
Géométries et performances des motifs de ventilation
La sélection de la géométrie du motif de ventilation représente la décision de conception la plus critique affectant à la fois le blindage EMI et les performances du débit d'air. Chaque type de motif offre des avantages et des limitations distincts qui doivent être évalués par rapport aux exigences spécifiques de l'application.
Motifs de trous ronds
Les ouvertures circulaires offrent l'équilibre optimal entre la simplicité de fabrication et la prévisibilité des performances. La relation entre le diamètre du trou (d), l'espacement centre à centre (s) et le pourcentage de surface ouverte est la suivante : Surface ouverte % = π(d/s)² × 100 pour les arrangements à pas carré.
Pour les applications EMI supérieures à 1 GHz, les diamètres des trous doivent rester inférieurs à 15 mm pour maintenir une efficacité de blindage de 20 dB. Les rapports d'espacement optimaux (s/d) varient de 1,5 à 2,0, offrant une surface ouverte de 20 à 35 % tout en maintenant l'intégrité structurelle dans les épaisseurs de tôle de 1,0 à 3,0 mm.
Motifs hexagonaux en nid d'abeille
Les géométries en nid d'abeille atteignent une densité d'emballage supérieure à celle des motifs circulaires, permettant des surfaces ouvertes jusqu'à 60 % tout en maintenant des performances EMI constantes. La structure cellulaire hexagonale assure une distribution uniforme du courant et élimine les effets de concentration de champ courants dans les ouvertures rectangulaires.
La fabrication de motifs en nid d'abeille nécessite un outillage spécialisé et des techniques de formage précises pour maintenir la précision dimensionnelle. Les tailles de cellules typiques varient de 3,2 à 12,7 mm, avec des épaisseurs de paroi comprises entre 0,08 et 0,25 mm selon le matériau de base et les exigences structurelles.
Configurations de fentes allongées
Les motifs de fentes excellent dans les applications nécessitant un débit d'air directionnel ou lorsque des considérations structurelles limitent les ouvertures circulaires. La dimension critique à des fins EMI est la largeur de la fente, pas la longueur, ce qui permet des conceptions à rapport d'aspect élevé qui maximisent la surface de débit d'air.
Les largeurs de fente doivent être soigneusement contrôlées pour éviter les fuites EMI, en particulier pour les fréquences supérieures à 100 MHz. Les tolérances de largeur de ±0,05 mm deviennent essentielles pour maintenir des performances de blindage constantes sur les quantités de production.
| Type de motif | Zone ouverte (%) | Efficacité EMI (dB) | Chute de pression (Pa) | Coût de fabrication |
|---|---|---|---|---|
| Trous ronds (3 mm) | 25-30 | 25-30 | 45-55 | €2.80/dm² |
| Hexagonal (6 mm) | 55-60 | 22-28 | 25-35 | €4.20/dm² |
| Fentes rectangulaires | 35-45 | 20-25 | 40-50 | €3.50/dm² |
| Maille perforée | 40-50 | 28-35 | 30-40 | €5.60/dm² |
Sélection des matériaux et considérations relatives à l'épaisseur
La sélection du matériau de base a un impact significatif sur l'efficacité du blindage EMI et la faisabilité de la fabrication. L'alliage d'aluminium 6061-T6 offre une excellente conductivité (59 % IACS) et une bonne formabilité, ce qui le rend idéal pour les motifs de ventilation complexes nécessitant des rayons de courbure serrés ou des emboutissages profonds.
L'acier inoxydable 304 offre une résistance supérieure à la corrosion et une résistance mécanique, mais nécessite des forces de formage 25 % plus élevées et un outillage spécialisé pour les ouvertures de précision. La perméabilité magnétique de l'acier inoxydable (μᵣ ≈ 1,02) offre un blindage magnétique basse fréquence minimal par rapport aux nuances d'acier au carbone.
L'épaisseur de la tôle affecte directement les performances de blindage et les contraintes de fabrication. Les épaisseurs inférieures à 0,8 mm peuvent présenter une déflexion excessive sous les charges de débit d'air, tandis que les épaisseurs supérieures à 2,5 mm augmentent considérablement les coûts des matériaux et les forces de formage. La plage d'épaisseur optimale de 1,0 à 1,6 mm équilibre les exigences structurelles avec les considérations économiques.
Techniques avancées d'optimisation de la conception
L'analyse de la dynamique des fluides computationnelle (CFD) permet une optimisation précise des motifs de ventilation pour des exigences de débit d'air spécifiques tout en maintenant les contraintes EMI. La modélisation tridimensionnelle révèle la séparation de l'écoulement, les zones de recirculation et les effets de récupération de pression que les calculs bidimensionnels ne peuvent pas prédire.
Les algorithmes d'optimisation multi-objectifs peuvent simultanément minimiser la perte de charge tout en maximisant l'efficacité du blindage dans les contraintes de fabrication. Ces techniques ont permis d'améliorer l'efficacité du débit d'air de 15 à 20 % par rapport aux approches de conception traditionnelles.
Pour des résultats de haute précision, demandez un devis gratuit et obtenez un prix en 24 heures auprès de Microns Hub.
Ouvertures chanfreinées et arrondies
Les chanfreins d'entrée et les bords arrondis réduisent la séparation de l'écoulement et les pertes de charge associées de 20 à 30 % par rapport aux ouvertures à bords vifs. Les angles de chanfrein compris entre 30 et 45° offrent des performances optimales, bien que les coûts de fabrication augmentent d'environ 0,80 €/dm² pour la finition de bord de précision.
La profondeur du chanfreinage doit être contrôlée pour éviter un enlèvement excessif de matière qui pourrait compromettre l'intégrité structurelle. Les profondeurs de chanfrein typiques varient de 0,2 à 0,5 fois l'épaisseur de la tôle, en fonction de la taille de l'ouverture et des propriétés du matériau.
Dimensionnement progressif des ouvertures
Les tailles d'ouverture variables dans un seul motif de ventilation peuvent optimiser les conditions d'écoulement locales tout en maintenant les performances EMI globales. Les ouvertures plus grandes dans les régions à faible vitesse réduisent la perte de charge, tandis que les ouvertures plus petites dans les zones EMI critiques préservent l'efficacité du blindage.
Cette approche nécessite une analyse sophistiquée pour garantir la compatibilité électromagnétique sur l'ensemble du spectre de fréquences tout en atteignant les objectifs de gestion thermique. La complexité de la fabrication augmente considérablement, mais des améliorations de performances de 25 à 35 % sont réalisables dans les applications spécialisées.
Considérations relatives au processus de fabrication
Le poinçonnage reste la méthode la plus rentable pour produire des motifs de ventilation simples en quantités supérieures à 100 pièces. Les presses à poinçonner CNC modernes atteignent des précisions de positionnement de ±0,025 mm et peuvent maintenir des tolérances de dimension d'ouverture de ±0,05 mm dans des épaisseurs de tôle allant jusqu'à 6,0 mm.
La découpe au laser offre une qualité de bord supérieure et permet des géométries complexes impossibles avec le poinçonnage conventionnel. Les systèmes laser à fibre fonctionnant à une longueur d'onde de 1070 nm produisent des zones affectées par la chaleur (ZAT) de moins de 0,1 mm de large dans l'aluminium et l'acier inoxydable, préservant ainsi les propriétés du matériau à proximité des ouvertures.
La découpe au jet d'eau élimine complètement les effets thermiques, mais augmente le temps de traitement et le coût de 300 à 400 % par rapport aux méthodes laser. Le processus excelle pour les matériaux épais (supérieurs à 3,0 mm) ou les applications nécessitant des conditions de bord absolument parfaites pour des performances EMI critiques.
| Processus | Plage d'épaisseur (mm) | Qualité des bords (μm Ra) | Vitesse de traitement | Coût par pièce |
|---|---|---|---|---|
| Poinçonnage CNC | 0.5-6.0 | 1.6-3.2 | Élevée | €0.15-0.45 |
| Laser à fibre | 0.3-25.0 | 0.8-1.6 | Moyenne | €0.35-0.90 |
| Jet d'eau | 1.0-150.0 | 0.4-1.2 | Faible | €1.20-3.50 |
| Découpe plasma | 3.0-50.0 | 6.3-12.5 | Élevée | €0.25-0.75 |
Méthodes de test et de validation
Les tests d'efficacité du blindage EMI suivent les procédures normalisées IEEE 299, en utilisant soit des chambres de réverbération imbriquées, soit des cellules TEM en fonction de la gamme de fréquences et de la configuration de l'échantillon. Les mesures couvrent généralement de 10 kHz à 18 GHz pour capturer les caractéristiques d'émission conduites et rayonnées.
Les tests de débit d'air nécessitent des souffleries ou des bancs de débit calibrés capables de mesurer des différentiels de pression jusqu'à une résolution de 1 Pa. L'anémométrie à fil chaud fournit des profils de vitesse détaillés à travers les motifs de ventilation, révélant l'uniformité de l'écoulement et les opportunités d'optimisation potentielles.
Les protocoles de test combinés évaluent l'interaction entre les performances thermiques et électromagnétiques dans des conditions de fonctionnement réalistes. Ces tests révèlent souvent des effets de couplage inattendus où la dilatation thermique modifie suffisamment les dimensions de l'ouverture pour avoir un impact sur le blindage EMI.
Stratégies d'optimisation des coûts
L'efficacité de l'utilisation des matériaux a un impact significatif sur les coûts de production, en particulier pour les motifs de ventilation complexes nécessitant un enlèvement important de chutes. Les algorithmes d'optimisation de l'imbrication peuvent améliorer le rendement des matériaux de 15 à 25 %, ce qui réduit directement les coûts par pièce.
Les coûts d'outillage dominent la production à faible volume, nécessitant souvent plus de 500 pièces pour amortir les dépenses de poinçon et de matrice. Pour les quantités inférieures à ce seuil, la découpe au laser offre généralement une meilleure économie malgré des coûts de traitement par pièce plus élevés.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de service personnalisée signifient que chaque projet reçoit l'attention aux détails nécessaire pour des performances EMI et thermiques optimales.
Considérations relatives à la production en volume
La production en volume élevé permet des investissements dans l'outillage spécialisé qui peuvent réduire les coûts par pièce de 40 à 60 %. Les matrices progressives pour les motifs de ventilation complexes nécessitent des investissements initiaux de 15 000 à 45 000 €, mais atteignent des taux de traitement supérieurs à 300 pièces par heure.
Les opérations secondaires telles que l'application de revêtement doivent tenir compte des exigences de masquage des ouvertures pour maintenir la conductivité aux interfaces EMI critiques. Les revêtements conducteurs ajoutent 2,80 à 5,60 €/dm² aux coûts de traitement, mais peuvent améliorer l'efficacité du blindage de 5 à 10 dB dans certaines gammes de fréquences.
Intégration à la conception globale de l'enceinte
Le placement du motif de ventilation dans la géométrie globale de l'enceinte affecte de manière critique les performances thermiques et EMI. Les emplacements d'angle présentent généralement des densités de courant plus élevées et nécessitent un dimensionnement d'ouverture plus conservateur pour maintenir l'efficacité du blindage.
Les interfaces de joint autour des panneaux amovibles présentent des défis particuliers, car la déformation rémanente et la dégradation environnementale peuvent créer des chemins de fuite EMI qui contournent les motifs de ventilation soigneusement conçus. Les joints conducteurs avec des taux de compression de 40 à 60 % assurent une étanchéité fiable à long terme.
La conception complète de l'enceinte nécessite une coordination entre les disciplines de l'ingénierie mécanique, thermique et EMI. Nos services de fabrication comprennent l'examen de la conception et les recommandations d'optimisation pour garantir que tous les critères de performance sont remplis efficacement.
Développements futurs et matériaux avancés
Les structures métamatérielles offrent des capacités de rupture potentielles pour les applications de blindage EMI, permettant des ouvertures sublongueur d'onde qui maintiennent des débits d'air élevés. Ces matériaux d'ingénierie manipulent les champs électromagnétiques grâce à des motifs géométriques précis plutôt qu'aux propriétés des matériaux en vrac.
Les technologies de fabrication additive commencent à permettre des géométries de ventilation tridimensionnelles complexes impossibles avec les processus de tôlerie conventionnels. Le frittage laser direct de métal (DMLS) peut produire des chemins de débit d'air tortueux qui assurent une atténuation EMI tout en maintenant d'excellentes performances thermiques.
Les revêtements nanostructurés et les traitements de surface sont prometteurs pour améliorer la conductivité et la résistance à la corrosion tout en maintenant la compatibilité avec les processus de fabrication existants. Ces développements pourraient permettre de nouvelles combinaisons de matériaux et approches de conception au cours de la prochaine décennie.
Foire aux questions
Quelles sont les limites de taille d'ouverture requises pour différentes gammes de fréquences EMI ?
Pour les fréquences inférieures à 100 MHz, les ouvertures jusqu'à 300 mm peuvent maintenir un blindage adéquat. Entre 100 MHz et 1 GHz, les dimensions maximales de l'ouverture ne doivent pas dépasser 30 mm. Au-dessus de 1 GHz, les ouvertures doivent rester inférieures à 15 mm pour atteindre une efficacité de blindage de 20 dB, avec des limites progressivement plus petites requises pour les fréquences plus élevées.
Comment l'épaisseur du matériau affecte-t-elle à la fois le blindage EMI et les coûts de fabrication ?
L'épaisseur du matériau a un impact logarithmique sur le blindage basé sur l'absorption, chaque doublement de l'épaisseur ajoutant environ 6 dB d'efficacité. Cependant, les coûts de fabrication augmentent linéairement avec l'épaisseur en raison des coûts de matériaux plus élevés et des forces de formage accrues. La plage optimale de 1,0 à 1,6 mm équilibre les performances avec les considérations économiques pour la plupart des applications.
Quelles tolérances de fabrication sont essentielles pour maintenir les performances EMI ?
Les tolérances de dimension d'ouverture de ±0,05 mm sont essentielles pour les fréquences supérieures à 1 GHz afin de garantir des performances de blindage constantes. Les tolérances de positionnement de ±0,1 mm empêchent les problèmes d'alignement de l'ouverture qui pourraient créer des chemins de fuite inattendus. Les spécifications de qualité de bord inférieures à 3,2 μm Ra aident à minimiser les effets de concentration de courant haute fréquence.
Comment les différentes géométries de motifs de ventilation se comparent-elles en termes de complexité de fabrication ?
Les motifs de trous ronds offrent la fabrication la plus simple avec des outils de poinçonnage standard. Les motifs hexagonaux nécessitent un outillage spécialisé, mais offrent des performances supérieures. Les fentes allongées présentent une complexité modérée, mais peuvent nécessiter des opérations secondaires pour une finition de bord optimale. Les motifs complexes avec un dimensionnement variable nécessitent une découpe au laser CNC ou un traitement au jet d'eau.
Quelles méthodes de test valident simultanément les performances EMI et thermiques ?
Les protocoles de test combinés utilisent des chambres environnementales avec une capacité de mesure EMI intégrée. Les échantillons subissent des cycles thermiques tout en surveillant l'efficacité du blindage sur plusieurs bandes de fréquences. Cette approche révèle les effets de la dilatation thermique sur les dimensions de l'ouverture et identifie la dégradation potentielle des performances dans des conditions de fonctionnement.
Comment le traitement de surface affecte-t-il le blindage EMI et les caractéristiques du débit d'air ?
Les revêtements conducteurs peuvent améliorer l'efficacité du blindage de 5 à 10 dB, mais peuvent augmenter la rugosité de surface et la perte de charge de 10 à 15 %. L'anodisation de l'aluminium offre une protection contre la corrosion tout en maintenant la conductivité, mais nécessite un contrôle rigoureux du processus pour éviter une épaisseur de revêtement excessive qui pourrait modifier les dimensions de l'ouverture.
Quelles considérations de conception s'appliquent aux applications de blindage EMI à haute température ?
Les applications à haute température nécessitent des matériaux avec une conductivité stable et une dilatation thermique minimale. L'acier inoxydable 321 et l'Inconel 625 conservent leurs propriétés au-dessus de 300 °C, mais augmentent considérablement les coûts de fabrication. Les calculs de dilatation thermique doivent tenir compte des changements de dimension de l'ouverture qui pourraient compromettre les performances EMI à des températures élevées.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece