Viisteet vs. Pyöristykset: Kumpi reunojen viimeistelymenetelmä on edullisempi koneistaa?
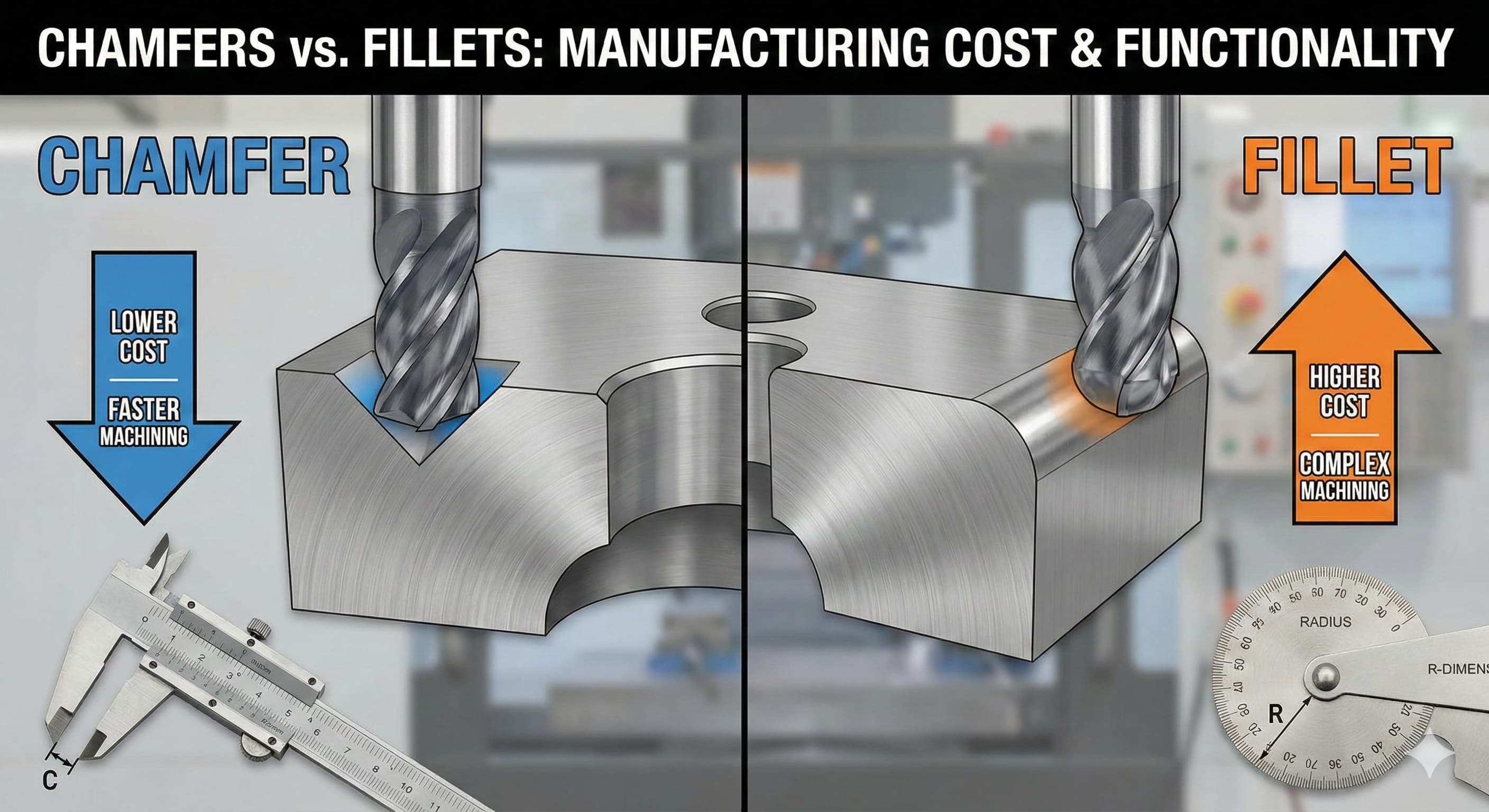
Valmistusinsinöörit kohtaavat kriittisen kustannuspäätöksen jokaisen koneistetun osan kohdalla: pitäisikö reunojen viimeistelyn olla viisteitä vai pyöristyksiä? Tämä näennäisesti pieni yksityiskohta voi heilauttaa tuotantokustannuksia 15–40 % osan geometriasta, materiaalivalinnasta ja tuotantomäärästä riippuen. Valinta vaikuttaa paitsi koneistusaikaan myös työkalun kulumiseen, pinnanlaatuun ja myöhempiin kokoonpanoprosesseihin.
Useimmat insinöörit olettavat viisteiden olevan yksinkertaisempia ja valitsevat ne oletusarvoisesti, mutta tämä oletus johtaa usein epäoptimaalisiin kustannustuloksiin. Todellisuudessa on kyse monimutkaisista vuorovaikutuksista leikkaustyökalun geometrian, karan nopeuksien, materiaalin poistonopeuksien ja työkalureitin tehokkuuden välillä, jotka edellyttävät syvällisempää analyysiä.
- Viisteet lyhentävät tyypillisesti koneistusaikaa 25–35 % verrattuna pyöristyksiin tavallisissa CNC-työstöissä.
- Alle 0,5 mm:n pyöristyssäteet vaativat erikoistyökaluja, jotka nostavat kustannuksia 0,15–0,45 € per lineaarimetri.
- Materiaalin kovuus yli 45 HRC suosii merkittävästi viistegeometriaa työkalun käyttöiän optimoinnissa.
- Yli 500 kappaleen tuotantomäärät oikeuttavat usein pyöristystyökaluihin investoinnin korkeammista asennuskustannuksista huolimatta.
Reunojen viimeistelyn perusteiden ymmärtäminen
Reunojen viimeistelyllä on useita teknisiä tehtäviä estetiikan lisäksi. Terävät reunat luovat jännityskeskittymiä, jotka voivat käynnistää väsymismurtumia, erityisesti syklisissä kuormitussovelluksissa. Ne aiheuttavat myös turvallisuusriskejä käsittely- ja kokoonpanotoiminnoissa. Valmistuksen näkökulmasta hallitut reunojen viimeistelyt poistavat mikroskooppiset purseet ja terävät ulokkeet, jotka väistämättä syntyvät koneistustoiminnoista.
Viisteet ovat yksinkertaisin geometrinen ratkaisu – suora kulmaleikkaus, joka poistaa terävän reunan risteyksen. Tavalliset viistekulmat vaihtelevat 30°:sta 60°:een, ja 45° on yleisin työkalujen saatavuuden ja tarkastuksen helppouden vuoksi. Viisteen mitat noudattavat tyypillisesti merkintää "C0.5", joka tarkoittaa 0,5 mm:n viistettä 45°:ssa, vaikka muut kulmat vaativat erityisiä merkintöjä, kuten "0.5 x 30°".
Pyöristykset luovat tasaisen säteen siirtymän pintojen välille poistaen kulmikkaan risteyksen kokonaan. Yleiset pyöristyssäteet vaihtelevat R0.2 mm:stä hienoille yksityiskohdille aina R5.0 mm:iin tai suurempiin rakenteellisiin sovelluksiin. Toisin kuin viisteet, pyöristykset tarjoavat paremman jännityksen jakautumisen ja väsymiskestävyyden, mikä tekee niistä suositeltavia voimakkaasti kuormitetuille komponenteille.
Valmistuksen vaikutukset eroavat merkittävästi näiden lähestymistapojen välillä. Viisteet voidaan usein luoda tavallisilla jyrsinterillä tai viistetyökaluilla yhdellä vedolla, kun taas pyöristykset vaativat pallopääjyrsimiä tai säde-työkaluja huolellisesti ohjelmoiduilla työkalureiteillä tasaisen pinnanlaadun ylläpitämiseksi.
Koneistusprosessin analyysi
Viisteiden koneistus hyödyntää yksinkertaista leikkausmekaniikkaa. Tavallisissa viistetyökaluissa on yksipisteiset leikkuureunat, jotka on hiottu tarkkoihin kulmiin, mikä mahdollistaa täysileveät leikkaukset yhdellä vedolla. Tämä lähestymistapa minimoi karan ajan ja vähentää ohjelmoinnin monimutkaisuutta. Työkalun kosketus pysyy tasaisena koko leikkauksen ajan, mikä mahdollistaa ennustettavat leikkausvoimat ja erinomaisen pinnanlaadun.
Jopa 2,0 mm:n viisteille materiaaleissa, kuten alumiini 6061-T6, tyypillisiä leikkausparametreja ovat:
| Parametri | Arvoalue | Optimointihuomiot |
|---|---|---|
| Karan nopeus | 8 000-15 000 RPM | Suuremmat nopeudet pienemmille viisteille |
| Syöttönopeus | 1 500-4 000 mm/min | Säädä materiaalin kovuuden mukaan |
| Leikkaussyvyys | Täysi leveys yhdellä vedolla | Poistaa useita vetoja |
| Työkalun kestoikä | 15-25 lineaarimetriä | Karbidi työkalut alumiinissa |
Pyöristysten koneistus on monimutkaisempaa kaarevan geometrian vaatimusten vuoksi. Pallopääjyrsimien on noudatettava tarkkoja 3D-työkalureittejä tasaisen säteen mittojen ylläpitämiseksi. Pinnanlaatu riippuu voimakkaasti askelvälistä – tiheämpi väli parantaa pinnanlaatua, mutta pidentää koneistusaikaa eksponentiaalisesti.
Tärkeitä pyöristysten koneistusnäkökohtia ovat työkalun taipuma, josta tulee ongelmallista pienillä säde-työkaluilla. 2,0 mm:n pallopääjyrsin, joka ulottuu 15 mm karan ulkopuolelle, voi taipua 0,02–0,05 mm normaaleissa leikkauskuormissa, mikä vaikuttaa suoraan säteen tarkkuuteen. Tämä edellyttää lyhyempiä, jäykempiä työkaluja tai pienempiä leikkausparametreja.
Tarkat CNC-koneistuspalvelumme käyttävät erikoiskiinnittimiä ja lyhennettyjä työkalunpidikkeitä taipumaongelmien minimoimiseksi säilyttäen samalla optimaaliset leikkausparametrit sekä viiste- että pyöristystöille.
Kustannustekijöiden analyysi
Työkalujen hankintakustannuksissa on välittömiä eroja viiste- ja pyöristystöiden välillä. Tavalliset viistetyökalut vaihtelevat 45–85 euroon per työkalu laadukkaissa kovametallivaihtoehdoissa, ja jokainen työkalu pystyy käsittelemään 15–25 lineaarimetriä alumiinia tai 8–12 metriä terästä. Erikoispyöristystyökalut maksavat 65–150 euroa per työkalu säteen koosta ja pinnoitteen teknisistä tiedoista riippuen.
Työkalujen varaston vaikutus pahentaa näitä kustannuksia. Viistetyökalut kattavat laajan mittavalikoiman – yksi 45° viistetyökalu voi luoda minkä tahansa viistekoon, jota rajoittaa vain työkalun halkaisija. Pyöristystöissä tarvitaan erillisiä työkaluja jokaiselle säteen koolle, mikä moninkertaistaa varastovaatimukset. Tyypillisessä konepajassa on 3–4 viistetyökalua verrattuna 12–18 säde-työkaluun vastaavan suorituskyvyn kattamiseksi.
Koneistusajan erot ovat vielä merkittävämpiä kuin työkalukustannukset suurivolyymisessa tuotannossa. Viisteet vaativat tyypillisesti 0,8–1,2 minuuttia per lineaarimetri reunojen viimeistelyä, kun taas pyöristykset vaativat 2,5–4,5 minuuttia per lineaarimetri monimutkaisten työkalureittivaatimusten ja pallopääjyrsimen geometrian edellyttämien hitaampien syöttönopeuksien vuoksi.
| Toiminto | Asennusaika | Kiertoaika/metri | Työkalun hinta | Työkalun kestoikä |
|---|---|---|---|---|
| Viiste (Standardi) | 8-12 minuuttia | 0,8-1,2 minuuttia | €45-85 | 15-25 metriä |
| Viiste (Monimutkainen) | 12-18 minuuttia | 1,2-1,8 minuuttia | €65-120 | 12-18 metriä |
| Pyöristys R0.5-2.0 | 15-25 minuuttia | 2,5-3,5 minuuttia | €85-140 | 8-15 metriä |
| Pyöristys R2.0-5.0 | 12-20 minuuttia | 1,8-2,8 minuuttia | €95-150 | 12-22 metriä |
Myös jälkikäsittelyt vaikuttavat kokonaiskustannuksiin. Viistetyt reunat vaativat usein kevyen purseiden poiston pienten työkalunjälkien poistamiseksi, mikä lisää 0,08–0,15 euroa per lineaarimetri manuaalisia viimeistelykustannuksia. Hyvin toteutetut pyöristystoimenpiteet eivät tyypillisesti tarvitse jälkiviimeistelyä, vaikka tämän laatutason saavuttaminen edellyttää tarkkaa koneen asennusta ja optimaalisia leikkausparametreja.
Materiaalikohtaiset näkökohdat
Materiaalin ominaisuudet vaikuttavat dramaattisesti viisteiden ja pyöristysten väliseen kustannusyhtälöön. Alumiiniseoksissa, kuten 6061-T6, molemmat toiminnot toimivat hyvin tavallisilla työkaluilla ja parametreilla. Materiaalin erinomainen työstettävyys ja lastunpoisto-ominaisuudet tukevat aggressiivista leikkausta kummassakin geometriassa.
Ruostumattomat teräkset, kuten 316L, asettavat erilaisia haasteita. Materiaalin muokkauslujittumistaipumus suosii viistegeometriaa, jossa tasainen leikkauskosketus estää kovettuneiden kerrosten muodostumisen, jotka voivat vahingoittaa myöhempiä leikkauksia. Pyöristystoimenpiteet ruostumattomassa teräksessä edellyttävät huolellista huomiota leikkausnopeuden ja syöttönopeuden suhteisiin oikean lastunmuodostuksen ylläpitämiseksi ja muokkauslujittumisen välttämiseksi kaarevilla siirtymävyöhykkeillä.
Erittäin lujat teräkset, joiden kovuus on yli 40 HRC, suosivat merkittävästi viistetoimenpiteitä. Lineaarinen leikkausreitti mahdollistaa tasaisen työkalun kosketuksen ja ennustettavat kulumismallit. Pyöristysten leikkaus kovetetuissa materiaaleissa aiheuttaa usein värinää, joka johtuu vaihtelevista leikkausvoimista koko kaarevan työkalureitin ajan, mikä johtaa huonoon pinnanlaatuun ja nopeuttaa työkalun kulumista.
Haastavien materiaalien kohdalla lähestymistavan valinta voi vaikuttaa kustannuksiin 200–300 %. Inconel 718:ssa viistetoimenpiteet voivat maksaa 2,50–3,20 euroa per lineaarimetri, kun taas vastaavat pyöristystoimenpiteet voivat nousta 7,50–9,80 euroon per lineaarimetri erikoistyökalujen vaatimusten ja dramaattisesti pienentyneiden leikkausparametrien vuoksi.
Työskenneltäessä eksoottisten materiaalien tai kriittisten sovellusten kanssa, erikoistuneista koneistusstrategioista tulee välttämättömiä sekä laadun että kustannustehokkuuden ylläpitämiseksi.
Saat korkean tarkkuuden tuloksia pyytämällä mukautetun tarjouksen 24 tunnin sisällä Microns Hubilta.
Valmistettavuuden optimointi suunnittelussa
Älykkäät suunnitteluvalinnat voivat poistaa viisteiden ja pyöristysten välisen kustannusongelman kokonaan. Strateginen ominaisuuksien sijoittelu, mittastandardisointi ja valmistustietoiset geometriapäätökset vähentävät tuotantokustannuksia reunojen viimeistelyn valinnasta riippumatta.
Yleisten viistekokojen, kuten C0.5, C1.0 ja C1.5, standardointi mahdollistaa maksimaalisen työkalujen käytön useissa projekteissa. Samoin pyöristysten standardointi R0.5, R1.0, R2.0 ja R3.0 ympärille vähentää työkalujen varastoa ja asennuksen monimutkaisuutta. Osat, jotka on suunniteltu näiden vakiomittojen ympärille, hyötyvät optimoiduista leikkausparametreista ja vakiintuneista työkalun käyttöiän tiedoista.
Ominaisuuksien saavutettavuus vaikuttaa merkittävästi koneistuksen tehokkuuteen. Ulkoreunojen viisteet vaativat minimaalisen työkalun välyksen ja ne voidaan usein koneistaa tavallisilla työkaluilla. Sisäpyöristykset edellyttävät huomioon otettavaksi työkalun pääsyn, välystarpeet ja mahdolliset häiriöt työkappaleen kiinnityslaitteiden kanssa.
Reunojen viimeistelyjen ja vierekkäisten ominaisuuksien välinen vuorovaikutus luo lisäkustannuksia. Viisteet päättyvät tyypillisesti siististi risteäviin ominaisuuksiin, kun taas pyöristykset saattavat vaatia monimutkaista sekoitusgeometriaa, joka lisää ohjelmointiaikaa ja koneistuksen monimutkaisuutta. Nämä risteykset on otettava huomioon huolellisesti suunnitteluvaiheessa, jotta vältetään kalliita yllätyksiä tuotannon aikana.
Myös toleranssimääritykset vaikuttavat kustannussuhteisiin. Viisteet voidaan tyypillisesti pitää ±0,1 mm:n sisällä ilman erityistä huomiota, kun taas pyöristyssäteen toleranssit alle ±0,05 mm saattavat vaatia erikoismittauslaitteita ja tiukempaa prosessinohjausta, mikä lisää tarkastuskustannuksia 0,25–0,45 euroa per ominaisuus.
Volyymituotannon taloustiede
Tuotantovolyymi muuttaa olennaisesti viisteiden ja pyöristysten välistä kustannusyhtälöä. Pienivolyyminen prototyyppien valmistus ja räätälöity työ suosivat voimakkaasti viisteitä, koska ne vähentävät asennuksen monimutkaisuutta ja työkalujen vaatimuksia. Pyöristysten ohjelmointiin ja erikoistyökalujen asennukseen käytettyä aikaa ei voida jakaa riittävän monelle osalle lisämonimutkaisuuden oikeuttamiseksi.
Kohtuullisilla volyymeilla (50–500 osaa) päätöksentekopiste siirtyy osakohtaisten tekijöiden perusteella. Monimutkaiset geometriat, joissa on useita sädevaatimuksia, voivat oikeuttaa erikoistyökaluihin investoinnit, kun taas yksinkertaiset osat, joissa on minimaaliset reunojen viimeistelyvaatimukset, suosivat edelleen viistemenetelmiä.
Suurivolyyminen tuotanto yli 1 000 osaa avaa lisäoptimointimahdollisuuksia. Erilliset kiinnittimet, erikoistyökalut ja optimoidut ohjelmat voivat vähentää osakohtaisia pyöristyskustannuksia viistevaihtoehtojen alapuolelle tietyissä sovelluksissa. Avainasemassa on kaikkien kustannustekijöiden kattava analyysi, mukaan lukien jälkikäsittelyt, laatuvaatimukset ja myöhemmät kokoonpanonäkökohdat.
Automatisoidut tuotantojärjestelmät osoittavat erityistä mieltymystä viistetoimenpiteisiin niiden ennustettavien leikkausvoimien ja yksinkertaistettujen työkalureittivaatimusten vuoksi. Valottomat valmistusskenaariot hyötyvät viisteprosessien vähentyneestä monimutkaisuudesta ja parantuneesta luotettavuudesta.
| Volyymialue | Viisteen hinta/kappale | Pyöristyksen hinta/kappale | Suositeltava lähestymistapa |
|---|---|---|---|
| 1-25 kappaletta | €0,85-1,20 | €1,85-3,20 | Viiste ensisijainen |
| 25-100 kappaletta | €0,65-0,95 | €1,25-2,10 | Viiste tyypillisesti parempi |
| 100-500 kappaletta | €0,45-0,75 | €0,85-1,45 | Riippuu monimutkaisuudesta |
| 500-2000 kappaletta | €0,35-0,55 | €0,55-0,95 | Pyöristys kilpailukykyinen |
| 2000+ kappaletta | €0,25-0,45 | €0,35-0,65 | Täysi analyysi vaaditaan |
Tilatessasi Microns Hubilta hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelumme tarkoittavat, että jokainen projekti saa ansaitsemansa huomion yksityiskohtiin, olipa kyseessä sitten viisteiden tai pyöristysten optimointi.
Laatu- ja tarkastusnäkökohdat
Laadunvalvontavaatimukset vaikuttavat merkittävästi viisteiden ja pyöristysten todellisiin kustannuksiin. Viisteiden tarkastus käyttää yksinkertaisia mittaustekniikoita – perusmallisia työntömittoja, korkeusmittareita tai optisia vertailulaitteita voidaan käyttää mittojen tarkistamiseen nopeasti ja tarkasti. Tavalliset viitemerkinnät, kuten "C1.0", tarjoavat selkeät ja yksiselitteiset tarkastuskriteerit, jotka minimoivat laatuun liittyvät riidat ja korjaukset.
Pyöristysten tarkastus vaatii kehittyneempiä lähestymistapoja. Sädemittarit tarjoavat perusvarmennuksen suuremmille pyöristyksille, mutta tarkkuusmittaus vaatii koordinaattimittauskoneita (CMM) tai erikoistuneita optisia laitteita. Kaareva geometria vaikeuttaa selkeiden mittauspisteiden määrittämistä, mikä voi johtaa tulkintaeroihin toimittajan ja asiakkaan laatustandardien välillä.
Myös pinnanlaatuvaatimukset eroavat näiden kahden lähestymistavan välillä. Viisteet saavuttavat tyypillisesti Ra 1,6–3,2 μm suoraan koneistustoimenpiteistä, mikä sopii useimpiin sovelluksiin ilman jälkiviimeistelyä. Pyöristykset vaativat huolellisempaa huomiota leikkausparametreihin ja työkalureittistrategioihin vastaavan pinnanlaadun saavuttamiseksi, erityisesti siirtymävyöhykkeillä, joissa työkalun kosketus vaihtelee jatkuvasti.
Sovelluksissa, jotka vaativat erinomaisen pinnanlaadun (Ra 0,8 μm tai parempi), pyöristykset voivat itse asiassa tarjota kustannusetuja. Tasainen kaareva siirtymä poistaa kulmikkaan risteyksen, joka voi kerätä epäpuhtauksia tai aiheuttaa puhdistusvaikeuksia elintarvike- tai lääkesovelluksissa.
Dokumentointi- ja jäljitettävyysvaatimukset suosivat viistetoimenpiteitä niiden yksinkertaisten mittaus- ja tallennusmenettelyjen vuoksi. Laatusertifikaatit voivat selvästi ilmoittaa "C1.0 ±0.1" luottavaisin mielin, kun taas pyöristysten dokumentointi saattaa vaatia monimutkaisempia geometrisia mitta- ja toleranssimerkintöjä (GD&T) hyväksymiskriteerien riittävään määrittämiseen.
Sovelluskohtaiset suositukset
Rakennesovellukset, jotka vaativat maksimaalista väsymiskestävyyttä, suosivat selvästi pyöristysgeometriaa korkeammista valmistuskustannuksista huolimatta. Oikein suunniteltujen pyöristysten tarjoama tasainen jännityssiirtymä voi pidentää komponentin käyttöikää 200–400 % verrattuna vastaaviin viisteisiin malleihin. Ilmailu-, auto- tai lääketieteellisissä laitesovelluksissa, joissa vaurioiden seuraukset ovat vakavat, lisäinvestointi valmistukseen osoittautuu perustelluksi.
Toisaalta kuluttajatuotteet, kotelot ja yleiset teollisuuskomponentit toimivat usein riittävän hyvin viistetyillä reunoilla huomattavasti pienemmillä valmistuskustannuksilla. Avainasemassa on reunojen viimeistelyn valinnan sovittaminen todellisiin suorituskykyvaatimuksiin sen sijaan, että oletetaan jompaakumpaa lähestymistapaa ilman analyysiä.
Esteettiset näkökohdat voivat ohittaa puhtaan kustannusoptimoinnin näkyvissä komponenteissa. Pyöristykset tarjoavat yleensä hienostuneemman ja viimeistellymmän ulkonäön, jonka kuluttajat yhdistävät korkeampaan laatuun. Tämä havaintopohjainen arvo voi oikeuttaa lisävalmistuskustannukset kuluttajille suunnatuissa sovelluksissa.
Myös kokoonpano- ja käsittelyvaatimukset vaikuttavat optimaaliseen valintaan. Viisteet tarjoavat tasaisen ja ennustettavan geometrian, joka yksinkertaistaa automatisoituja kokoonpanoprosesseja ja vähentää häiriöiden tai sitoutumisen riskiä osien liittämisen aikana. Pyöristykset, vaikka ne ovatkin tasaisempia, voivat luoda epämääräisiä kosketusolosuhteita, jotka vaikeuttavat automatisoituja kokoonpanojärjestelmiä.
Reunojen viimeistelyjen ja muiden valmistusprosessien, kuten porausoperaatioiden, välinen suhde on otettava huomioon suunnittelun optimoinnin aikana kokonaisvalmistuksen tehokkuuden varmistamiseksi.
Kattava lähestymistapamme valmistuspalveluidemme kautta varmistaa, että reunojen viimeistelyn valinta on linjassa erityisten sovellusvaatimustesi kanssa samalla kun optimoidaan kokonaistuotantokustannukset.
Tulevaisuuden teknologiatrendit
Kehittyvät valmistusteknologiat muokkaavat viisteiden ja pyöristysten välistä kustannusdynamiikkaa. Kehittynyt CAM-ohjelmisto, jossa on automatisoitu työkalureitin optimointi, vähentää perinteisesti pyöristystoimenpiteisiin liittyvää ohjelmoinnin monimutkaisuutta. Koneoppimisalgoritmit voivat nyt optimoida leikkausparametrit reaaliajassa, mikä vähentää viisteiden ja pyöristysten koneistuksen välistä asiantuntemuksen kuilua.
Nopeat työstökeskukset, joissa on parannettu karan dynamiikka ja tärinänvaimennus, tekevät pienisäteisten pyöristysten käytöstä taloudellisesti kannattavampaa. Työkalujen valmistajat kehittävät erikoispinnoitteita ja -geometrioita, jotka pidentävät työkalun käyttöikää vaikeissa pyöristyssovelluksissa, mikä vähitellen kaventaa kustannuseroa viistetoimenpiteisiin verrattuna.
Hybridivalmistusmenetelmät, joissa yhdistyvät additiiviset ja subtraktiiviset prosessit, voivat lopulta poistaa viisteiden ja pyöristysten välisen päätöksen kokonaan. Osat voidaan tulostaa integroidulla pyöristysgeometrialla ja viimeistellä koneistamalla kriittiset pinnat, jolloin saadaan molempien lähestymistapojen edut.
Teollisuus 4.0:n toteutus reaaliaikaisella seurannalla ja ennakoivilla kunnossapitotoiminnoilla suosii monimutkaisempia toimintoja, kuten pyöristyksiä, tarjoamalla prosessinohjauksen, joka on välttämätön johdonmukaisten ja toistettavien tulosten saavuttamiseksi. Älykkäät työkalut, joissa on sisäänrakennetut anturit, voivat optimoida leikkausparametrit jatkuvasti, mikä vähentää prosessitietokuilua, joka perinteisesti suosi yksinkertaisempia viistetoimenpiteitä.
Usein kysytyt kysymykset
Mikä on tyypillinen kustannusero viiste- ja pyöristystoimenpiteiden välillä?
Viisteet maksavat tyypillisesti 40–60 % vähemmän kuin vastaavat pyöristykset tavallisissa koneistustoimenpiteissä. Alumiiniosien kohdalla viisteet maksavat keskimäärin 0,45–0,75 euroa per lineaarimetri, kun taas pyöristykset vaihtelevat 0,85–1,45 euroon per lineaarimetri, mukaan lukien työkalut, asennus ja koneistusaika. Tarkka ero riippuu materiaalista, geometrian monimutkaisuudesta ja tuotantovolyymistä.
Voidaanko viisteitä ja pyöristyksiä käyttää keskenään vaihdettavissa toiminnallisesta näkökulmasta?
Ei aina. Vaikka molemmat poistavat terävät reunat, pyöristykset tarjoavat paremman jännityksen jakautumisen ja väsymiskestävyyden tasaisten sädesiirtymiensä ansiosta. Viisteet ovat riittäviä yleiseen purseiden poistoon ja turvallisuusvaatimuksiin, mutta eivät pysty vastaamaan pyöristysten suorituskykyä korkean rasituksen sovelluksissa. Rakenteelliset komponentit syklisen kuormituksen alaisena vaativat tyypillisesti pyöristysgeometriaa kustannuksista riippumatta.
Mitkä sädekoot tekevät pyöristystoimenpiteistä kustannuskilpailukykyisiä viisteiden kanssa?
Suuremmat pyöristyssäteet (R2,0 mm ja suuremmat) lähestyvät viisteiden kustannustehokkuutta aggressiivisempien leikkausparametrien ja parantuneen työkalun käyttöiän ansiosta. Pienet säteet alle R0,8 mm vaativat erikoistyökaluja ja konservatiivisia leikkausparametreja, jotka nostavat kustannuksia merkittävästi. Risteytymispiste tapahtuu tyypillisesti noin R1,5–2,0 mm:n kohdalla materiaalista ja tuotantovolyymistä riippuen.
Miten materiaalin ominaisuudet vaikuttavat viisteiden ja pyöristysten kustannusyhtälöön?
Kovat materiaalit, joiden kovuus on yli 45 HRC, suosivat voimakkaasti viistetoimenpiteitä tasaisen työkalun kosketuksen ja ennustettavien kulumismallien ansiosta. Pehmeät, tahmeat materiaalit, kuten puhdas alumiini, voivat itse asiassa suosia pyöristystoimenpiteitä, koska jatkuva leikkaus estää kerääntyneen reunan muodostumisen. Ruostumattomat teräkset ja muokkauslujittuvat seokset koneistetaan yleensä taloudellisemmin viistegeometrialla niiden herkkyyden vuoksi keskeytyneille leikkauksille.
Mitkä suunnitteluominaisuudet voivat minimoida reunojen viimeistelyn koneistuskustannukset geometrian valinnasta riippumatta?
Yleisten kokojen (C0.5, C1.0, R0.5, R1.0) standardointi maksimoi työkalujen käytön ja lyhentää asennusaikaa. Riittävän työkalun pääsyn ja välyksen varmistaminen poistaa erikoiskiinnittimien tai pidennettyjen työkalujen tarpeen. Monimutkaisten risteysten ja sekoitusten välttäminen vähentää ohjelmoinnin monimutkaisuutta ja koneistusaikaa sekä viiste- että pyöristystoimenpiteissä.
Miten tuotantovolyymi vaikuttaa optimaaliseen reunojen viimeistelyn valintaan?
Pienet volyymit alle 100 osaa suosivat voimakkaasti viisteitä, koska ne vähentävät asennus- ja työkalukustannuksia. Keskisuuret volyymit 100–1 000 osaa luovat päätöksentekopisteen, jossa osan monimutkaisuus ja suorituskykyvaatimukset määräävät optimaalisen valinnan. Suuret volyymit yli 1 000 osaa voivat oikeuttaa pyöristystyökaluihin investoinnit, kun toiminnalliset vaatimukset edellyttävät sädegeometriaa, jolloin voidaan mahdollisesti saavuttaa osakohtaiset kustannukset, jotka ovat kilpailukykyisiä viistetoimenpiteiden kanssa.
Mitä tarkastus- ja laadunvalvontaeroja on viisteiden ja pyöristysten välillä?
Viisteet käyttävät yksinkertaisia mittaustyökaluja, kuten työntömittoja ja korkeusmittareita, joissa on selkeät mittamerkinnät. Pyöristykset vaativat kehittyneempiä mittauslaitteita, kuten sädemittareita tai CMM-järjestelmiä tarkan varmennuksen saavuttamiseksi. Tämä ero lisää tarkastuskustannuksia 0,15–0,35 euroa per ominaisuus pyöristysgeometrian kohdalla, mikä on erityisen tärkeää korkean tarkkuuden tai sertifioiduissa sovelluksissa, jotka edellyttävät täydellisiä mittausraportteja.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece