V-uraus: Terävien taivutusten luominen arkkitehtonisessa ohutlevyssä
Terävät ja tarkat taivutukset arkkitehtonisessa ohutlevyssä vaativat enemmän kuin tavallisen särmäyksen – ne vaativat V-urausta, erikoistekniikkaa, jossa materiaalia poistetaan ennalta määrättyjä linjoja pitkin puhtaiden ja tarkkojen taivutusten luomiseksi. Tämä prosessi mahdollistaa jopa 0,5 mm:n taivutussäteet säilyttäen samalla rakenteellisen eheyden materiaaleissa Al 6061-T6:sta erittäin lujille ruostumattomille teräksille.
Tärkeimmät huomiot
- V-uraus saavuttaa 60–80 % pienemmät taivutussäteet kuin perinteinen särmäys, samalla kun se eliminoi materiaalin jännityskeskittymät
- Uran syvyyden laskelmissa on otettava huomioon materiaalin paksuus, taivutuskulma ja jousipalautumisominaisuudet, jotka ovat ominaisia kullekin seokselle
- Oikea työkalun geometria ja syöttönopeudet estävät työstökarkaisun ja pintaviat arkkitehtonisen tason viimeistelyissä
- Kustannustehokkuus ilmenee keskisuurissa ja suurissa tuotantoajoissa, joissa tarkkuus oikeuttaa ylimääräisen käsittelyvaiheen
V-urauksen perusteet ja materiaalin käyttäytyminen
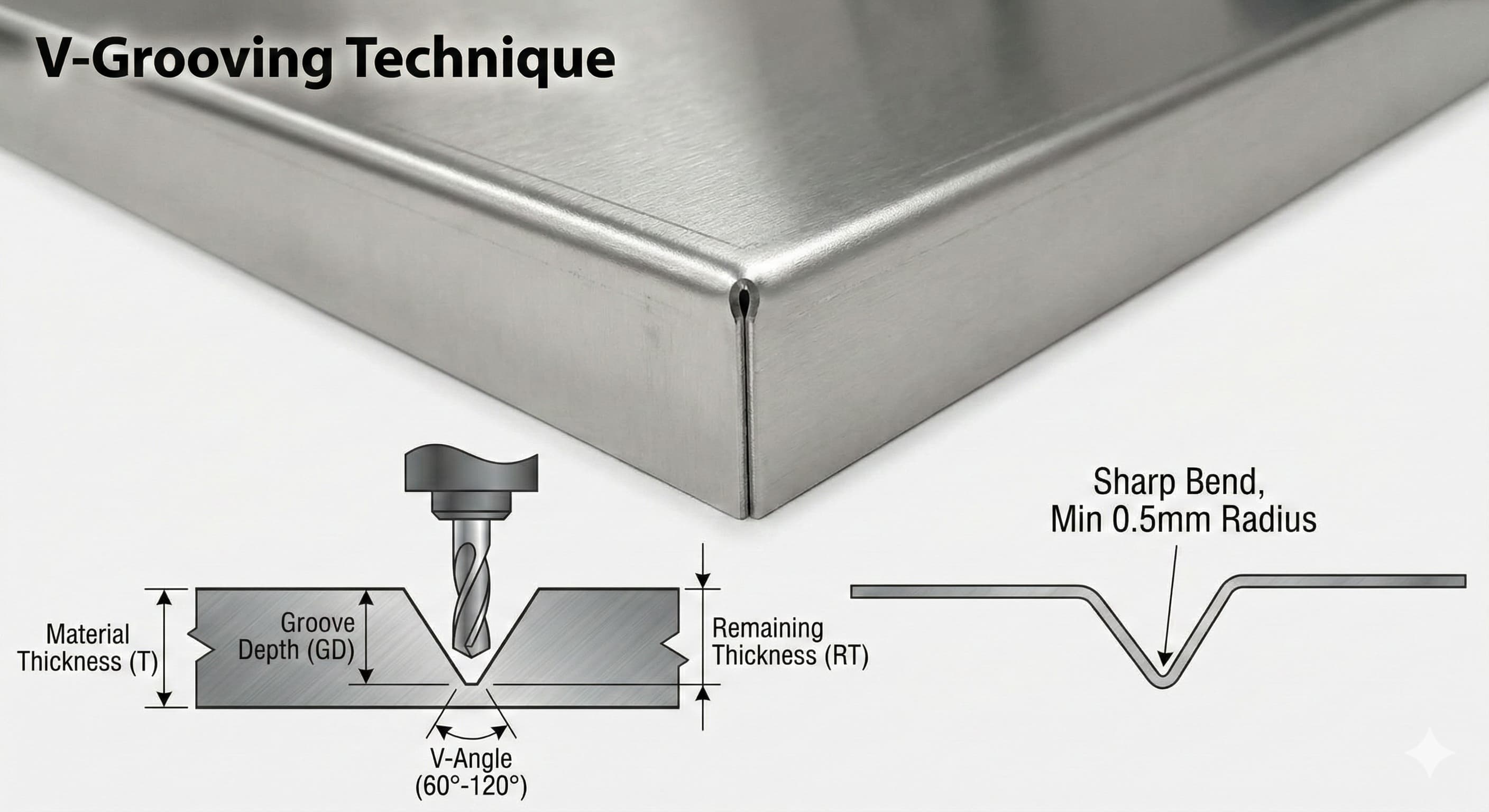
V-uraus luo hallitun heikkouden taivutuslinjaa pitkin poistamalla kolmion muotoisen osan materiaalia ulkopinnasta. Toisin kuin viiltäminen tai rei'ittäminen, tämä prosessi säilyttää materiaalin jatkuvuuden mahdollistaen samalla terävät taivutukset, jotka muuten halkeaisivat tai rypistyisivät. Uran geometria noudattaa tiettyjä matemaattisia suhteita, jotka perustuvat materiaalin ominaisuuksiin ja haluttuihin taivutuskulmiin.
V-urien kriittinen syvyyslaskenta noudattaa kaavaa: Uran syvyys = (Materiaalin paksuus - Haluttu jäljellä oleva paksuus), jossa jäljellä oleva paksuus on tyypillisesti 0,15 mm - 0,30 mm materiaalin laadusta ja sovellusvaatimuksista riippuen. Al 6061-T6:lle 2,0 mm:n paksuudella, kun tavoitteena on 90 asteen taivutus, optimaalinen uran syvyys on 1,7 mm, jolloin saranan muodostamiseen jää 0,3 mm materiaalia.
Materiaalin valinta vaikuttaa merkittävästi V-urauksen onnistumisprosentteihin. Alumiiniseoksilla on erinomaiset V-urausominaisuudet, ja 6061-T6 tarjoaa paremman muovattavuuden verrattuna 7075-T6:n suurempaan lujuuteen, mutta heikompaan sitkeyteen. Alumiiniseosten käyttäytymisen ymmärtäminen taivutustoimenpiteiden aikana on ratkaisevan tärkeää mikrohalkeilun estämiseksi uran reunoilla.
| Materiaalin laatu | Uran enimmäissyvyys (%) | Pienin taivutussäde (mm) | Jousipalautuskerroin | Kustannusindeksi (€/kg) |
|---|---|---|---|---|
| Al 6061-T6 | 85% | 0.5 | 1.02 | €4.20 |
| Al 5052-H32 | 80% | 0.7 | 1.04 | €4.50 |
| SS 316L | 75% | 1.2 | 1.15 | €8.90 |
| SS 304 | 78% | 1.0 | 1.12 | €7.60 |
| Pehmeä teräs | 82% | 0.8 | 1.08 | €2.10 |
Työkalujen ja laitteiden tekniset tiedot
V-uraus vaatii erikoistyökaluja, jotka on suunniteltu luomaan yhtenäisiä uraprofiileja säilyttäen samalla pinnan viimeistelyn eheyden. Jyrsinkonepohjaiset järjestelmät, joissa käytetään kovametallikärkisiä teriä, ovat yleisin lähestymistapa arkkitehtonisiin sovelluksiin, ja ne tarjoavat paremman hallinnan uran geometriaan verrattuna laser- tai vesisuihkuleikkausvaihtoehtoihin.
Työkalun geometrian tekniset tiedot vaikuttavat suoraan tuloksen laatuun. V-urajyrsinterissä on tyypillisesti 60–120 asteen kulmat, ja 90 asteen työkalut tarjoavat optimaalisen tasapainon materiaalin poiston tehokkuuden ja rakenteellisen lujuuden säilyttämisen välillä. Leikkuureunan geometria sisältää tietyt vapautuskulmat – tyypillisesti 12–15 astetta ensisijaista vapautusta ja 3–5 astetta toissijaista vapautusta – leikkuuvoimien minimoimiseksi ja työstökarkaisun estämiseksi.
Syöttönopeudet ja karan nopeudet vaativat huolellista optimointia materiaalin ominaisuuksien perusteella. Alumiiniseoksille optimaaliset parametrit sisältävät karan nopeudet 18 000–24 000 RPM ja syöttönopeudet 2,5–4,0 m/min. Ruostumattomat teräkset vaativat pienempiä nopeuksia (12 000–16 000 RPM) ja suhteellisesti hitaampia syöttönopeuksia (1,5–2,5 m/min) liiallisen lämmön muodostumisen estämiseksi, mikä voisi muuttaa materiaalin mikrorakennetta.
Nykyaikaiset tarkat CNC-työstöpalvelut sisältävät mukautuvat syötönohjausjärjestelmät, jotka säätävät automaattisesti leikkausparametreja reaaliaikaisen voimapalautteen perusteella, mikä varmistaa tasaisen uran laadun vaihtelevissa materiaalin paksuus- ja kovuusalueissa.
Prosessiparametrit ja laadunvalvonta
Onnistunut V-uraus riippuu useiden toisistaan riippuvaisten muuttujien tarkasta hallinnasta. Uran syvyystoleranssi on tyypillisesti ±0,05 mm koko taivutuslinjan pituudelta, mikä edellyttää jatkuvaa seurantaa kosketus- tai kosketuksettomien mittausjärjestelmien avulla. Näiden rajojen ylittäminen johtaa epäjohdonmukaisiin taivutuskulmiin tai mahdolliseen materiaalin vaurioitumiseen muovauksen aikana.
Pinnan karheus uran sisällä vaikuttaa merkittävästi lopullisen osan estetiikkaan ja korroosionkestävyyteen. Arkkitehtoniset sovellukset määrittävät tyypillisesti Ra-arvot alle 1,6 μm uran pinnoilla, mikä on saavutettavissa oikealla työkalun valinnalla ja leikkuunesteen levityksellä. Synteettiset leikkuunesteet, joissa on äärimmäisen paineen lisäaineita, estävät särmän muodostumista ja säilyttävät samalla erinomaisen pinnan viimeistelyn.
Jos haluat erittäin tarkkoja tuloksia, pyydä yksityiskohtainen tarjous 24 tunnin sisällä Microns Hubilta.
Uraprofiilin johdonmukaisuus tuotantoajoissa edellyttää tilastollisen prosessinohjauksen toteuttamista. Kriittisiä valvontapisteitä ovat uran syvyyden vaihtelu, sivuseinän kulman johdonmukaisuus ja pinnan karheusmittaukset, jotka on otettu ennalta määrätyin väliajoin. Näitä parametreja seuraavat ohjauskartat mahdollistavat ennakoivan työkalujen huollon ja parametrien säädön ennen laadun heikkenemistä.
Lämpötilan hallinta käsittelyn aikana
Lämmön muodostuminen V-uraustoimenpiteiden aikana voi vaikuttaa merkittävästi materiaalin ominaisuuksiin ja mittatarkkuuteen. Liialliset lämpötilat edistävät raerajaliikettä alumiiniseoksissa, mikä saattaa heikentää väsymiskestävyyttä taivutuslinjaa pitkin. Lämpötilan seuranta infrapuna-antureilla varmistaa, että käsittelylämpötilat pysyvät kriittisten kynnysarvojen alapuolella – tyypillisesti 150 °C alumiiniseoksille ja 200 °C ruostumattomille teräksille.
Jäähdytysstrategiat ulottuvat perinteisen tulvajäähdytysnesteen levityksen ulkopuolelle. Kryogeeniset jäähdytysjärjestelmät, joissa käytetään nestemäistä typpeä tai hiilidioksidia, tarjoavat erinomaisen lämpötilan hallinnan ja poistavat samalla jäähdytysnesteeseen liittyvät saastumisongelmat, jotka ovat kriittisiä arkkitehtonisissa sovelluksissa, jotka vaativat koskemattomia pintaviimeistelyjä.
Muovaustoimenpiteet ja taivutustarkkuus
V-urauksen jälkeinen muovaustoimenpide vaatii erikoistekniikoita saavuttaakseen terävät taivutukset, jotka oikeuttavat ylimääräiset käsittelykustannukset. Tavalliset särmäyspuristintyökalut osoittautuvat riittämättömiksi V-uritetuille osille, mikä edellyttää mukautettuja lyönti- ja muottisuunnitelmia, jotka ottavat huomioon pienemmän materiaalin paksuuden taivutuslinjoja pitkin.
Taivutuskulman tarkkuus riippuu suuresti jousipalautumisen kompensointilaskelmista, jotka ovat ominaisia kullekin materiaalille ja uran kokoonpanolle. Jousipalautumiskertoimet vaihtelevat merkittävästi materiaalien välillä, vaihdellen minimaalisesta korjauksesta (1–2 astetta) työstökarkaistuille alumiiniseoksille huomattavaan kompensointiin (8–12 astetta) erittäin lujille ruostumattomille teräksille.
Mukautetut muovausmuotit sisältävät vapautusominaisuuksia, jotka estävät häiriöitä V-uran geometriaan taivutustoimenpiteen aikana. Näissä muoteissa on pienempi kosketuspinta-ala uran linjaa pitkin, samalla kun ne tukevat täysin ympäröivää materiaalia, mikä estää paikallisen muodonmuutoksen, joka voisi vaarantaa taivutuksen laadun.
| Taivutuskulma | Al 6061-T6 jousipalautus | SS 316L jousipalautus | Vaadittu ylitaivutus | Toleranssin saavutus |
|---|---|---|---|---|
| 90° | 1.5° | 8.2° | 91.5° / 98.2° | ±0.5° |
| 120° | 2.1° | 11.4° | 122.1° / 131.4° | ±0.8° |
| 135° | 2.8° | 14.1° | 137.8° / 149.1° | ±1.0° |
| 150° | 3.2° | 16.8° | 153.2° / 166.8° | ±1.2° |
Kustannusanalyysi ja taloudelliset näkökohdat
V-urauksen taloudellisuus riippuu useista tekijöistä, kuten materiaalikustannuksista, käsittelyajasta, työkalujen vaatimuksista ja laatuvaatimuksista. Ylimääräinen käsittelyvaihe lisää tyypillisesti 0,15–0,35 € per lineaarimetri uraa, mikä vaihtelee materiaalin paksuuden ja vaadittavan tarkkuustason mukaan.
Kannattavuusanalyysi paljastaa, että V-urauksen kustannustehokkuus ilmenee noin 50–75 kappaleen kohdalla tyypillisille arkkitehtonisille komponenteille. Tämän kynnysarvon alapuolella vaihtoehtoiset tekniikat, kuten laserleikkaus mikroliitoksilla, voivat osoittautua taloudellisemmiksi. Yli 200 kappaleen kohdalla V-uraus osoittaa selviä kustannusetuja ja tuottaa samalla erinomaisia esteettisiä tuloksia.
Työkalujen käyttöiän huomioon ottaminen vaikuttaa merkittävästi osakohtaisiin kustannuksiin. Kovametallijyrsinterät saavuttavat tyypillisesti 2 500–4 000 lineaarimetriä urausta alumiiniseoksissa ennen kuin ne on vaihdettava, kun taas ruostumattomasta teräksestä valmistetut sovellukset lyhentävät työkalun käyttöiän 800–1 200 lineaarimetriin. Timanttipinnoitetut työkalut pidentävät käyttöiän 3–4-kertaiseksi, mutta lisäävät alkuperäisiä työkalukustannuksia 200–300 € per työkalu.
Pinnan viimeistelyn integrointi
V-uraustoimenpiteissä on otettava huomioon jatkokäsittelyprosessit kokonaistuotantokustannusten optimoimiseksi. Jauhemaalaussovellukset edellyttävät erityisiä toleranssinäkökohtia, koska pinnoitteen paksuus vaihtelee ura-alueiden ja tasaisten pintojen välillä.
Anodisointiprosessit aiheuttavat ainutlaatuisia haasteita V-uritetuille alumiinikomponenteille. Pienempi materiaalin paksuus uran linjoja pitkin luo virrantiheyden vaihteluita anodisoinnin aikana, mikä saattaa johtaa värivaihteluihin. Erikoisanodisointikiinnikkeet ja virranjakojärjestelmät vastaavat näihin haasteisiin, mutta lisäävät käsittelykustannuksia 0,25–0,45 € per osa.
Laadunvarmistus- ja tarkastusprotokollat
Kattava laadunvarmistus V-uritetuille komponenteille ulottuu mittatarkastuksen ulkopuolelle sisältäen materiaalin eheyden arvioinnin ja väsymiskestävyyden arvioinnin. Visuaaliset tarkastusprotokollat tunnistavat mahdolliset viat, kuten mikrohalkeilun, työkalu jäljet ja pinnan saastumisen, jotka voivat vaarantaa pitkän aikavälin suorituskyvyn.
Mittatarkastuksessa käytetään koordinaattimittauskoneita (CMM), jotka on varustettu erikoistuneella ohjelmistolla uraprofiilin analysointiin. Kriittisiä mittauksia ovat uran syvyyden johdonmukaisuus, sivuseinän kulman tarkistus ja taivutuskulman tarkkuus muovaustoimenpiteiden jälkeen. MIL-STD-105E:hen perustuvat tilastolliset otantasuunnitelmat tarjoavat asianmukaiset tarkastusväliajat säilyttäen samalla kustannusten hallinnan.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja integroitu valmistuspalvelumme tarkoittavat, että jokainen V-urausprojekti saa ansaitsemansa huomion yksityiskohtiin, alkuperäisestä suunnittelukonsultoinnista lopulliseen laadunvarmistukseen.
Rikkomattomat testausmenetelmät varmistavat materiaalin eheyden uran linjoja pitkin vaarantamatta osan toimivuutta. Väriainetunkeutumistarkastus paljastaa pinnan rikkoutuvat viat, kun taas pyörrevirtatestaus tunnistaa pinnanalaiset viat, jotka voivat levitä käytön aikana. Nämä testausprotokollat osoittautuvat erityisen kriittisiksi rakenteellisissa arkkitehtonisissa sovelluksissa, joissa vaurioiden seuraukset oikeuttavat ylimääräiset tarkastuskustannukset.
Väsymissuorituskyvyn näkökohdat
V-uritetut taivutukset tuovat mukanaan jännityskeskittymäkertoimia, jotka on arvioitava syklisesti kuormitetuissa sovelluksissa. Elementtimenetelmäanalyysi (FEA) ennustaa väsymisiän uran geometrian, materiaalin ominaisuuksien ja odotettujen kuormitusolosuhteiden perusteella. Jännityskeskittymäkertoimet vaihtelevat tyypillisesti välillä 1,8–2,4 uran syvyydestä ja säteen teknisistä tiedoista riippuen.
ASTM D7791 -standardien mukaiset väsymistestausprotokollat vahvistavat analyyttiset ennusteet kontrolloidun laboratoriotestauksen avulla. Näytekomponentit altistetaan sykliselle kuormitukselle jännitystasoilla, jotka edustavat 150 % odotetuista käyttöolosuhteista, ja vaurion kriteerit määritellään näkyvänä halkeaman leviämisenä uran rajojen ulkopuolelle.
Suunnitteluohjeet ja parhaat käytännöt
Tehokas V-uran suunnittelu edellyttää geometristen suhteiden, materiaalirajoitusten ja valmistusrajoitusten huolellista huomioon ottamista. Suunnitteluohjeet estävät yleiset sudenkuopat ja optimoivat samalla valmistettavuuden ja suorituskykyominaisuudet.
Vähimmäisetäisyysmääritykset vierekkäisten urien välillä estävät materiaalin heikkenemisen, mikä voisi vaarantaa rakenteellisen eheyden. Alumiiniseoksille vähimmäisetäisyys on 5x materiaalin paksuus, kun taas ruostumattomat teräkset vaativat 6x materiaalin paksuuden korkeampien työstökarkaisuominaisuuksien vuoksi. Pienempi etäisyys edellyttää elementtimenetelmäanalyysiä riittävien lujuusmarginaalien varmistamiseksi.
Uran päättymiskohdat vaikuttavat merkittävästi sekä estetiikkaan että rakenteelliseen suorituskykyyn. Kapenevat päättymiskohdat, jotka ulottuvat 2–3 mm vaaditun taivutuslinjan ulkopuolelle, estävät jännityskeskittymät ja säilyttävät samalla puhtaan visuaalisen ulkonäön. Äkilliset uran päättymiskohdat luovat jännityskohottajia, jotka voivat käynnistää halkeaman leviämisen syklisissä kuormitusolosuhteissa.
| Suunnitteluparametri | Alumiiniseokset | Ruostumaton teräs | Pehmeä teräs | Vaikutus kustannuksiin |
|---|---|---|---|---|
| Pienin uraväli | 5x paksuus | 6x paksuus | 4x paksuus | Suuri tiheys = +15% |
| Uran enimmäispituus | 3000 mm | 2500 mm | 3500 mm | Pituus >2m = +8% |
| Päättymiskartio | 2.5 mm | 3.0 mm | 2.0 mm | Vakiovaruste |
| Pinnan karheus | Ra 1.6 μm | Ra 1.2 μm | Ra 2.0 μm | Ra<1.0 = +25% |
Edistyneet sovellukset ja uudet tekniikat
Uudet V-uraussovellukset ylittävät perinteiset rajat innovatiivisten lähestymistapojen ja edistyneiden työkalujärjestelmien avulla. Moniakseliset CNC-koneet mahdollistavat yhdistetyt urageometriat, jotka luovat monimutkaisia kolmiulotteisia muotoja, jotka ovat mahdottomia perinteisillä tekniikoilla.
Laseravusteinen V-uraus on hybridilähestymistapa, jossa yhdistyvät termiset ja mekaaniset materiaalinpoistomekanismit. Materiaalin esilämmitys juuri ennen leikkaustyökalua vähentää leikkuuvoimia 30–40 % ja mahdollistaa samalla syvemmät urat erittäin lujissa materiaaleissa, joita aiemmin pidettiin sopimattomina perinteiseen V-uraukseen.
Mukautuvat ohjausjärjestelmät, jotka sisältävät reaaliaikaisen voiman ja lämpötilan palautteen, optimoivat leikkausparametreja jatkuvasti koko urauksen ajan. Koneoppimisalgoritmit analysoivat historiallisia tietoja ennustaakseen optimaaliset parametriyhdistelmät materiaalin erävaihteluiden ja työkalun kulumisolosuhteiden perusteella, mikä parantaa johdonmukaisuutta ja vähentää samalla käyttäjän taitovaatimuksia.
Integrointi digitaaliseen valmistukseen
Digitaalinen kaksoisteknologia mahdollistaa V-urausparametrien virtuaalisen optimoinnin ennen fyysisen tuotannon alkamista. Kattavat mallit, jotka sisältävät materiaalin ominaisuudet, työkalun geometrian ja koneen dynamiikan, ennustavat optimaaliset leikkausolosuhteet ja tunnistavat samalla mahdolliset laatuongelmat ennen kuin niitä ilmenee tuotannossa.
Automatisoidut tarkastusjärjestelmät, jotka käyttävät konenäkötekniikkaa, tarjoavat 100 %:n mittatarkastuksen uran geometriasta vaikuttamatta tuotannon läpimenoaikaan. Korkearesoluutioiset kamerat yhdistettynä strukturoidun valon projektiin luovat yksityiskohtaisia 3D-profiileja jokaisesta urasta, verraten tuloksia CAD-määrityksiin alle 0,01 mm:n resoluutiokyvyllä.
Yleisten vikojen vianmääritys
Systemaattiset vikojen analysointi- ja korjausmenettelyt varmistavat tasaisen V-urauksen laadun vaihtelevissa tuotanto-olosuhteissa. Perimmäisten syiden ymmärtäminen mahdollistaa nopean ongelmanratkaisun ja estää samalla toistuvia laatuongelmia.
Värinät uran pinnoilla johtuvat tyypillisesti riittämättömästä koneen jäykkyydestä tai sopimattomista leikkausparametreista. Ratkaisuja ovat syöttönopeuksien pienentäminen 20–30 %, karan nopeuden lisääminen suositelluilla alueilla tai tärinää vaimentavien kiinnikkeiden käyttöönotto. Vakava värinä saattaa vaatia koneen dynaamista analyysiä resonanssitaajuuksien tunnistamiseksi.
Uran syvyyden vaihtelu, joka ylittää ±0,05 mm, viittaa usein työkalun kulumiseen, koneen välykseen tai työkappaleen taipumaongelmiin. Uran syvyyden systemaattinen mittaus säännöllisin väliajoin tunnistaa trendikuvioita, jotka mahdollistavat ennakoivan työkalun vaihdon ennen laadun heikkenemistä. Työkappaleen kiinnityksen on tarjottava riittävä jäykkyys taipuman estämiseksi leikkuuvoimien alaisena.
Materiaalikohtaiset haasteet
Työstökarkaisu ruostumattomissa teräksissä aiheuttaa progressiivista työkalun kulumista ja pinnan laadun heikkenemistä. Lievennysstrategioita ovat optimoitu leikkuunesteen levitys, pienemmät leikkausnopeudet ja erikoistyökalujen pinnoitteet, jotka on suunniteltu ruostumattomille teräksille. TiAlN-pinnoitteet osoittavat parempaa suorituskykyä verrattuna tavallisiin TiN-vaihtoehtoihin.
Särmän muodostuminen leikkaustyökaluissa heikentää pinnan viimeistelyä ja luo samalla mittatarkkuusvirheitä. Tämä ilmiö osoittautuu ongelmallisimmaksi alumiiniseoksissa, jotka sisältävät runsaasti piitä. Terävät leikkuureunat, sopivat leikkausnopeudet ja tehokas lastunpoisto estävät särmän muodostumisen ja pidentävät samalla työkalun käyttöikää.
Usein kysytyt kysymykset
Mikä on pienin materiaalin paksuus, joka soveltuu V-uraukseen?
V-uraus toimii tehokkaasti materiaaleissa, joiden paksuus on jopa 0,8 mm, vaikka optimaaliset tulokset saavutetaan 1,5 mm:n ja sitä suuremmilla paksuuksilla. Ohuemmat materiaalit vaativat erikoistyökaluja ja voivat saavuttaa rajoitettuja taivutuskulmia uran linjan rakenteellisten rajoitusten vuoksi.
Miten V-uraus vaikuttaa materiaalin lujuuteen verrattuna tavalliseen taivutukseen?
V-uraus pienentää poikkipinta-alaa taivutuslinjaa pitkin, mikä tyypillisesti vähentää paikallista lujuutta 15–25 % uran syvyydestä riippuen. Työstökarkaisun ja jäännösjännitysten poistaminen johtaa kuitenkin usein parempaan väsymissuorituskykyyn verrattuna perinteisiin taivutusmenetelmiin.
Voidaanko V-uritettuja osia hitsata tai liittää muihin komponentteihin?
Kyllä, V-uritetut komponentit hyväksyvät tavalliset liitosmenetelmät, mukaan lukien hitsaus, juottaminen ja mekaaninen kiinnitys. Hitsaus vaatii huolellista lämmönhallintaa vääristymien estämiseksi ohuilla ura-alueilla. TIG-hitsaus pienennetyillä ampeeriasetuksilla tarjoaa tyypillisesti optimaaliset tulokset.
Mitkä ovat saavutettavissa olevat toleranssit taivutuskulmille V-uritetuissa osissa?
Taivutuskulman toleranssit ±0,5° ovat rutiininomaisesti saavutettavissa kulmille, jotka ovat enintään 90°, ja ±1,0° on tyypillinen jyrkemmille taivutuksille, jotka ovat enintään 150°. Tiukemmat toleranssit vaativat toissijaisia toimenpiteitä tai erikoistuneita muovaustekniikoita, jotka lisäävät käsittelykustannuksia 20–30 %.
Miten uran pinnan viimeistely vaikuttaa lopullisen osan ulkonäköön?
Uran pinnan viimeistely vaikuttaa suoraan lopullisen taivutuslinjan ulkonäköön, erityisesti harjatuissa tai kiillotetuissa viimeistelyissä. Ra-arvot alle 1,6 μm varmistavat, että ura-alue sulautuu saumattomasti ympäröiviin pintoihin muovauksen jälkeen, kun taas karkeammat viimeistelyt voivat jäädä näkyviin erillisenä viivana.
Sopiiko V-uraus ulkokäyttöön tarkoitetuille arkkitehtonisille sovelluksille?
V-uraus osoittautuu erinomaiseksi ulkokäyttöön tarkoitetuille sovelluksille, kun se on suunniteltu ja viimeistelty oikein. Pienempi materiaalin paksuus taivutuslinjoja pitkin on otettava huomioon korroosiosuojauksen suunnittelussa, mutta oikein anodisoidut alumiini- tai passivoidut ruostumattomat teräskomponentit osoittavat vastaavaa kestävyyttä kuin perinteisesti muotoillut osat.
Mitkä ovat tyypilliset toimitusajat V-uritetuille arkkitehtonisille komponenteille?
Toimitusajat riippuvat monimutkaisuudesta ja määrästä, mutta ovat tyypillisesti 5–10 työpäivää tavallisille arkkitehtonisille paneeleille. Mukautetut työkalujen vaatimukset voivat lisätä 3–5 päivää alkuperäisiin tilauksiin, kun taas toistuvat tilaukset, joissa käytetään olemassa olevia työkaluja, säilyttävät vakiotoimitusajat.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece