Pulverimaalaus ohutlevyssä: Paksuuden huomioiminen toleransseissa
Pulverimaalin paksuus on yksi yleisimmistä unohdetuista muuttujista tarkassa ohutlevyvalmistuksessa. Tyypillinen pulverimaalaus lisää 50–150 mikronia kaikkiin pintoihin, mikä muuttaa olennaisesti mittatarkkuutta ja vaatii huolellista toleranssien suunnittelua suunnitteluvaiheesta lopputarkastukseen.
Tärkeimmät huomiot:
- Vakiomainen pulverimaalin paksuus on 50–150 mikronia, mikä vaikuttaa suoraan mittatoleransseihin kaikilla pinnoitetuilla pinnoilla
- Kriittisissä mitoissa on otettava huomioon pinnoitteen paksuuntuminen perusmetallikomponenttien tarkoituksellisella alimitoituksella
- ISO 2768:n yleistoleranssit eivät riitä pulverimaalatuille osille, jotka vaativat tarkan istuvuuden ja kokoonpanon
- Pinnoitusta edeltävä mittasuunnittelu voi estää kalliit korjaukset ja varmistaa osan asianmukaisen toimivuuden
Pulverimaalin paksuuden muuttujien ymmärtäminen
Pulverimaalin paksuus vaihtelee merkittävästi levitysmenetelmän, jauheen tyypin ja alustan valmistelun mukaan. Sähköstaattinen ruiskutus tuottaa tyypillisesti 60–120 mikronin paksuisia kalvoja, kun taas leijukerrospinnoituksella voidaan saavuttaa 150–500 mikronia osan lämpötilasta ja upotusajasta riippuen.
Jauhehiukkaskoon ja lopullisen paksuuden välinen suhde noudattaa ennustettavia malleja. Hienot jauheet (10–30 mikronia) luovat sileämmän pinnan, mutta vaativat useita kerroksia riittävän paksuuden saavuttamiseksi, kun taas karkeat jauheet (30–80 mikronia) kasvattavat paksuutta nopeasti, mutta voivat heikentää pintalaatua yksityiskohtaisissa ominaisuuksissa.
Alustan geometria vaikuttaa merkittävästi pinnoitteen jakautumiseen. Sisäkulmat ja syvennykset saavat tyypillisesti 70–80 % tasaisilla pinnoilla olevasta paksuudesta, kun taas ulkoreunat ja terävät kulmat keräävät usein 120–150 % nimellispaksuudesta sähkökentän keskittymisen vuoksi levityksen aikana.
Lämpötilan säätö kovettumisen aikana vaikuttaa lopulliseen paksuuteen virtaus- ja tasoitusominaisuuksien kautta. Polyesterijauheet kovettuvat optimaalisesti 180–200 °C:ssa, jolloin saadaan tasainen paksuus ja mahdollisimman vähän appelsiini-ihoa. Epoksikoostumukset vaativat 160–180 °C, mutta tarjoavat erinomaisen reunan peittävyyden ja tunkeutumisen monimutkaisiin geometrioihin.
Mittavaikutus yleisiin ohutlevyominaisuuksiin
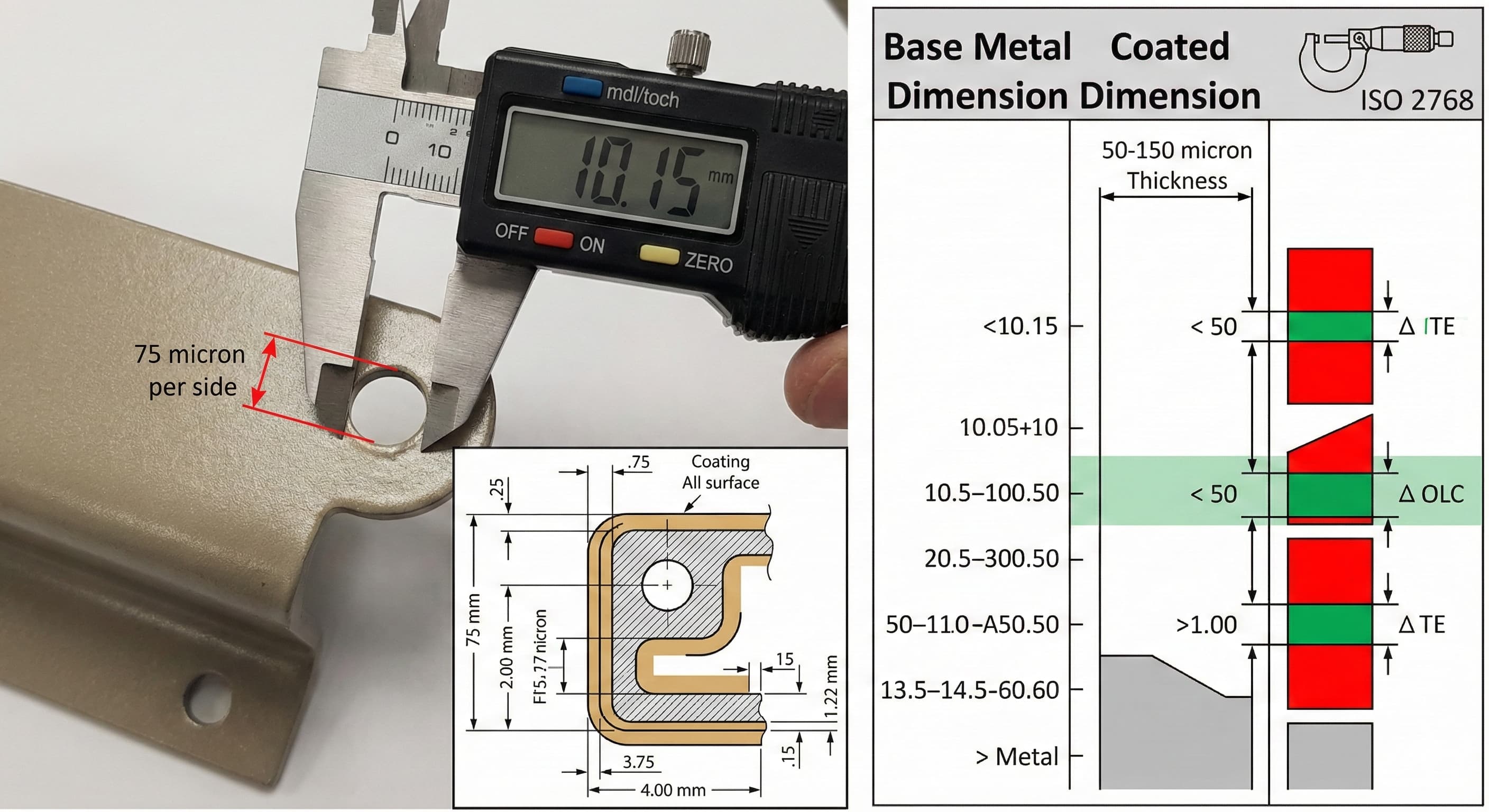
Reikien ja sisäisten ominaisuuksien halkaisija pienenee pinnoitteen paksuuden kaksinkertaisesti. 10,0 mm:n reikä, jossa on 75 mikronin pinnoite, muuttuu 9,85 mm:ksi, mikä on 1,5 %:n mittamuutos, joka voi estää asianmukaisen kiinnittimen asettamisen tai komponenttien kokoonpanon.
Kierteitetyt ominaisuudet aiheuttavat erityisiä haasteita, koska pinnoitteen paksuuntuminen tapahtuu sekä suurilla että pienillä halkaisijoilla. M6 x 1,0 -kierteet, joissa on 100 mikronin pinnoite, saattavat vaatia kierretapin poran säätämistä 5,0 mm:stä 5,2 mm:iin, jotta kierre pysyy oikein kiinni pinnoituksen jälkeen.
Taivutetut reunat ja muotoillut ominaisuudet keräävät pinnoitteen paksuutta sekä sisä- että ulkosäteisiin. Pienimmän taivutussäteen laskelmissa on otettava huomioon pinnoitteen paksuus, jotta vältetään halkeamia taivutusprosessin tai pinnoitteen levityksen aikana.
Ura leveydet pienenevät pinnoitteen paksuuden kaksinkertaisesti, mikä vaikuttaa liukuviin sovituksiin ja välyksiin. 12,0 mm:n urasta tulee 11,85 mm 75 mikronin pinnoitteella, mikä voi mahdollisesti sitoa H7/g6-sovituksiin suunniteltuja komponentteja.
Materiaalikohtaiset pinnoitusnäkökohdat
Eri alustamateriaaleilla on erilaiset pinnoitteen tarttuvuus- ja paksuuden tasaisuusominaisuudet, jotka vaikuttavat suoraan mittatarkkuuteen.
| Materiaalin laatu | Tyypillinen paksuusalue (μm) | Tasaisuuskerroin | Reunan paksuuntuminen | Kustannusvaikutus |
|---|---|---|---|---|
| Al 6061-T6 | 60-100 | ±15 % | 1.2-1.4x | €2.50/m² |
| Al 5052-H32 | 65-110 | ±20 % | 1.1-1.3x | €2.30/m² |
| Kylmävalssattu teräs | 70-120 | ±10 % | 1.3-1.5x | €2.80/m² |
| Ruostumaton 304 | 80-130 | ±25 % | 1.0-1.2x | €3.50/m² |
| Galvanoitu teräs | 75-125 | ±12 % | 1.4-1.6x | €3.00/m² |
Alumiinialustat tarjoavat yleensä ennustettavimman pinnoitteen paksuuden erinomaisen sähköstaattisen vetovoiman ja tasaisen pinnan valmistelun ansiosta. Luonnollinen oksidikerros parantaa jauheen tarttuvuutta säilyttäen samalla tasaisen kalvon paksuuden monimutkaisissa geometrioissa.
Kylmävalssattu teräs vaatii fosfaattipinnoituksen optimaalisen tarttuvuuden saavuttamiseksi, mikä lisää 5–10 mikronia kokonaispaksuuteen. Tämä esikäsittely parantaa pinnoitteen tasaisuutta, mutta lisää mittavaihtelua erityisesti hitsattujen liitosten ja lämpövaikutusalueiden ympärillä.
Ruostumattomat teräsalustat aiheuttavat ainutlaatuisia haasteita passiivisen oksidikerroksensa vuoksi. Mekaaninen kulutus tai kemiallinen etsaus on välttämätöntä riittävän tarttuvuuden saavuttamiseksi, mikä voi vaikuttaa perusmateriaalin mittoihin ennen pinnoitteen levitystä.
Toleranssien suunnittelustrategiat
Tehokas toleranssien suunnittelu pulverimaalatuille osille edellyttää systemaattista mittakompensaatiota, joka perustuu pinnoitteen paksuuden ennusteisiin ja geometriseen monimutkaisuuteen.
Kriittisissä mitoissa on määritettävä pinnoitteettomat alueet maskauksen tai pinnoituksen jälkeisen koneistuksen avulla. Maskaus lisää 0,50–1,20 € per ominaisuus, mutta varmistaa mittatarkkuuden laakeripinnoille, kierretyille rei'ille ja tarkkuussovituksille.
Kahdenvälinen toleranssi tarjoaa optimaalisen joustavuuden pinnoitetuille mitoille. Sen sijaan, että määritettäisiin 25,0 ±0,1 mm, käytä 24,925 +0,175/-0,025 mm odotetun pinnoitteen paksuuden huomioon ottamiseksi säilyttäen samalla toiminnalliset vaatimukset.
Erittäin tarkkojen tulosten saamiseksi, Pyydä tarjous 24 tunnissa Microns Hubilta.
Toiminnallinen mitoitus erottaa kriittiset ominaisuudet ei-kriittisistä ominaisuuksista. Laakerin halkaisijat, parittelupinnat ja kokoonpanoviittaukset vaativat tiukkaa hallintaa, kun taas esteettiset pinnat voivat mukautua tavallisiin pinnoitteen vaihteluihin ilman toiminnallisia vaikutuksia.
Tilastollinen toleranssianalyysi on välttämätöntä kokoonpanoille, jotka sisältävät useita pinnoitettuja komponentteja. Monte Carlo -simulaatio auttaa ennustamaan kokoonpanon onnistumisprosentteja ja tunnistamaan kriittiset toleranssitekijät ennen tuotannon aloittamista.
Laadunvalvonta- ja tarkastusmenetelmät
Pinnoitteen paksuuden mittaus edellyttää tuotantoympäristöihin soveltuvia rikkomattomia tekniikoita. Magneettiset ja pyörrevirtamittarit tarjoavat ±2–5 %:n tarkkuuden useimpiin sovelluksiin, kun taas ultraäänimenetelmät saavuttavat ±1–2 %:n tarkkuuden monimutkaisissa geometrioissa.
Rikkovat testit poikkileikkausanalyysin avulla tarjoavat lopullisen paksuuden mittauksen ja pinnoitteen laadun arvioinnin. Tämä menetelmä tunnistaa delaminaation, huokoisuuden ja tarttuvuusongelmat, jotka vaikuttavat pitkän aikavälin mittapysyvyyteen.
Prosessin aikainen seuranta jauheen levityksen aikana auttaa ylläpitämään paksuuden tasaisuutta. Sähköstaattinen jännite, jauheen virtausnopeus ja osan maadoitus vaikuttavat kaikki lopulliseen paksuuteen, ja ne on kirjattava jokaiselle tuotantoerälle.
Kovettumisen jälkeisessä mittatarkastuksessa on otettava huomioon pinnoitteen kutistuminen polymeroinnin aikana. Lämpökovettuvat jauheet kutistuvat tyypillisesti 2–5 % kovettumisen aikana, mikä vaikuttaa lopullisiin mittoihin ja voi aiheuttaa sisäisiä jännityksiä ohutseinäisissä komponenteissa.
| Tarkastusmenetelmä | Tarkkuus | Hinta per testi | Vaadittu aika | Paras sovellus |
|---|---|---|---|---|
| Magneettinen irrotus | ±5 % | €0.20 | 10 sekuntia | Rautapitoiset alustat |
| Pyörrevirta | ±3 % | €0.35 | 15 sekuntia | Ei-rautapitoiset metallit |
| Ultraääni | ±2 % | €0.50 | 30 sekuntia | Monimutkaiset geometriat |
| Poikkileikkaus | ±1 % | €15.00 | 45 minuuttia | Laadun validointi |
| Beeta-takaisinsironta | ±2 % | €0.80 | 60 sekuntia | Automatisoidut järjestelmät |
Prosessin integrointi valmistuksen työnkulkuun
Onnistunut pulverimaalauksen integrointi edellyttää suunnittelun, valmistuksen ja viimeistelytoimintojen koordinointia. Valmistuspalvelumme kattavat tämän täydellisen työnkulun varmistaaksemme mittatarkkuuden koko tuotantojakson ajan.
Pinnoitusta edeltävässä valmistuksessa on otettava huomioon pinnoitteen paksuus kaikissa koneistetuissa ominaisuuksissa. CNC-ohjelmointi vaatii offset-säätöjä, jotka ovat tyypillisesti 0,050–0,150 mm odotetun pinnoitteen paksuuden ja ominaisuuden kriittisyyden mukaan.
Kiinnityssuunnittelu vaikuttaa pinnoitteen jakautumiseen ja lopullisiin mittoihin. Kosketuspisteet luovat pinnoitteen varjoja, kun taas liiallinen puristusvoima voi muuttaa ohuita osia muotoaan kovettumissyklin aikana. Jousikuormitteiset kiinnikkeet pitävät osan paikallaan ja mukautuvat samalla lämpölaajenemiseen.
Hitsausliitoksen valmistelusta tulee kriittistä, koska pinnoitteen paksuusvaihtelut lämpövaikutusalueiden ympärillä voivat aiheuttaa jännityskeskittymiä ja mittaepäjohdonmukaisuuksia. Hitsauksen jälkeinen hionta tasaiseksi pintaprofiiliksi varmistaa tasaisen pinnoitteen levityksen.
Samanlainen kuin ruiskuvalupalvelut, jotka vaativat tarkan lämpötilan ja paineen hallinnan, pulverimaalaus vaatii huolellista parametrien hallintaa, jotta saavutetaan tasaisia tuloksia tuotantoajoissa.
Kustannusten optimointi suunnittelun avulla
Pinnoitusta varten optimoitu suunnittelu vähentää sekä materiaalikustannuksia että mittavaihtelua säilyttäen samalla toiminnalliset vaatimukset. Yksinkertaiset geometriset ominaisuudet pinnoittuvat tasaisemmin kuin monimutkaiset muodot, mikä vähentää paksuusvaihtelua ja parantaa ennustettavuutta.
Osien yhdistäminen hitsaamalla tai mekaanisella kokoonpanolla ennen pinnoitusta eliminoi useita pinnoitustoimenpiteitä ja vähentää mittakasaumaa. Yksiosainen rakenne maksaa tyypillisesti 15–25 % vähemmän kuin yksittäisten komponenttien erillinen pinnoitus.
Pinnan valmisteluvaatimukset vaihtelevat merkittävästi alustan kunnon ja pinnoitteen eritelmän mukaan. Valssihilseen poisto lisää 1,50–3,00 € neliömetriltä, mutta varmistaa tasaisen pinnoitteen tarttuvuuden ja paksuuden. Kemiallinen puhdistus maksaa 0,80–1,20 € neliömetriltä ja sopii useimpiin kaupallisiin sovelluksiin.
Jauheen talteenottojärjestelmät voivat vähentää materiaalikustannuksia 20–40 % säilyttäen samalla pinnoitteen laadun. Paksuuden hallinta vaikeutuu kuitenkin hiukkaskoon muutosten vuoksi talteenottoprosessin aikana, mikä edellyttää tiheämpää kalibrointia ja seurantaa.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelulähestymistapamme tarkoittaa, että jokainen projekti saa huomiota yksityiskohtiin, joita tarvitaan tasaisiin pulverimaalaustuloksiin.
Kehittyneet pinnoitustekniikat ja paksuuden hallinta
Sähköstaattiset levyt ja pyörivät kellosovellukset tarjoavat paremman paksuuden tasaisuuden verrattuna perinteisiin ruiskupistooleihin. Nämä järjestelmät saavuttavat ±5–8 %:n paksuusvaihtelun tasaisilla pinnoilla ja ±10–15 %:n monimutkaisissa geometrioissa, mikä parantaa mittaennustettavuutta.
Pulssilataustekniikka mahdollistaa jauheen kerrostumisnopeuden ja lopullisen paksuuden tarkan hallinnan. Lyhyt pulssin kesto (0,1–0,5 sekuntia) rakentaa ohuita kalvoja vähitellen, kun taas pidemmät pulssit (1–3 sekuntia) saavuttavat maksimaalisen paksuuden tehokkaasti.
Infrapunakarkaisujärjestelmät tarjoavat paremman lämpötilan hallinnan verrattuna konvektiouuneihin, mikä vähentää pinnoitteen virtausta ja saavuttaa tasaisemmat lopulliset mitat. Lähi-infrapuna-aallonpituudet (0,7–1,4 μm) tunkeutuvat jauhekalvoihin tehokkaasti minimoiden samalla alustan lämmityksen.
Plasmaesikäsittely parantaa pinnoitteen tarttuvuutta vaikeilla alustoilla säilyttäen samalla mittatarkkuuden. Matalapaineinen plasmapuhdistus poistaa pinnan epäpuhtaudet ilman mekaanista kulutusta, mikä säilyttää perusmateriaalin mitat ennen pinnoitusta.
Toimialakohtaiset sovellukset ja vaatimukset
Autokomponentit vaativat pinnoitteen paksuuden tasaisuuden ±10 mikronin sisällä oikean istuvuuden ja viimeistelyn varmistamiseksi. Ovenkahvojen, koristelistojen ja rakenneosien on säilytettävä mittatarkkuus ja samalla tarjottava korroosiosuoja yli 10 vuoden käyttöiälle.
Ilmailu- ja avaruussovellukset edellyttävät tilastollista prosessinohjausta, jonka Cpk-arvot ylittävät 1,33 kaikissa mittaominaisuuksissa. Pinnoitteen paksuuden dokumentoinnista tulee osa pysyvää kirjaa, mikä edellyttää jäljitettävyyttä yksittäisiin jauhe-eriin ja kovetussykliin.
Lääketieteellisten laitteiden komponenteissa määritetään usein bioyhteensopivia jauhekoostumuksia, joiden paksuutta säädellään FDA:n vaatimustenmukaisuuden varmistamiseksi. Kirurgiset instrumentit vaativat alle 50 mikronin pinnoitteen paksuuden terävyyden ja tuntoaistin palautteen säilyttämiseksi.
Elektroniikkakotelot tarvitsevat tarkan paksuuden hallinnan jäähdytysaukkojen ja liittimien aukkojen ympärillä. Liiallinen pinnoitteen paksuuntuminen voi rajoittaa ilmavirtausta tai estää asianmukaisen parittelun, kun taas riittämätön peitto vaarantaa EMI-suojauksen tehokkuuden.
Yleisten paksuusongelmien vianmääritys
Appelsiini-ihon rakenne osoittaa liiallista pinnoitteen paksuutta tai vääriä kovettumisolosuhteita. Jauheen virtausnopeuden vähentäminen 10–20 %:lla tai kovettumislämpötilan nostaminen 10–15 °C:lla ratkaisee tyypillisesti pinnanlaatuongelmat säilyttäen samalla riittävän suojan.
Ohuet kohdat reunoissa ja kulmissa johtuvat liiallisesta osan maadoituksesta tai riittämättömästä jauheen latauksesta. Sähköstaattisen jännitteen säätäminen 60–90 kV:sta parantaa usein peittävyyden tasaisuutta vaikuttamatta merkittävästi kokonaispaksuuteen.
Pinnoitteen valumat ja notkot tapahtuvat, kun kalvon paksuus ylittää kriittiset rajat ennen geeliytymistä. Useimmat jauhekoostumukset alkavat virrata 80–120 mikronissa, mikä edellyttää lämpötilan nousun hallintaa, jotta vältetään vikoja pystysuorilla pinnoilla.
Pinnoitteen ja alustan välinen delaminaatio osoittaa kontaminaatiota tai riittämätöntä pinnan valmistelua. Liuotinpuhdistus, jota seuraa mekaaninen kulutus, palauttaa tyypillisesti asianmukaisen tarttuvuuden ja pinnoitteen eheyden.
Usein kysytyt kysymykset
Kuinka paljon minun pitäisi pienentää reikien halkaisijoita pulverimaalin paksuuden huomioon ottamiseksi?
Pienennä reikien halkaisijoita odotetun pinnoitteen paksuuden kaksinkertaisesti. 75 mikronin pinnoitteelle suurenna poran kokoa 0,15 mm. 10,0 mm:n valmis reikä vaatii 10,15 mm:n poratun halkaisijan ennen pinnoitusta oikeiden lopullisten mittojen saavuttamiseksi.
Voidaanko pulverimaalin paksuutta hallita tasaisesti ±10 mikroniin?
Kyllä, asianmukaisella laitteiden kalibroinnilla ja prosessinohjauksella. Sähköstaattiset levysovellukset yhdistettynä automaattiseen jauheen virtauksen ohjaukseen voivat ylläpitää ±10–15 mikronin tasaisuuden tasaisilla pinnoilla, vaikka monimutkaisissa geometrioissa voi esiintyä ±20–25 mikronin vaihtelua.
Pitäisikö kierretyt reiät kierteittää ennen vai jälkeen pulverimaalauksen?
Kierteen leikkaus tulisi suorittaa pinnoituksen jälkeen kriittisissä sovelluksissa. Maskaa kierteet pinnoituksen aikana tai käytä erikoistuneita matalan lämpötilan kovettuvia koostumuksia, jotka eivät vahingoita kierteen leikkaustyökaluja. Pinnoitusta edeltävä kierteitys vaatii ylisuuria kierretappiporia ja aiheuttaa kierteen vaurioitumisriskin pinnoitteen poiston aikana.
Mikä toleranssiluokka minun pitäisi määrittää pulverimaalatuille ohutlevyosille?
Käytä IT12- tai IT13-toleranssiluokkia pinnoitettujen osien ei-kriittisille mitoille ja kiristä IT9- tai IT10-luokkaan toiminnallisille pinnoille, joissa on pinnoituksen jälkeinen koneistus. Tavalliset ISO 2768-m:n yleistoleranssit eivät riitä tarkkuuskokoonpanoihin, joissa on pulverimaalattuja komponentteja.
Miten pinnoitteen paksuus vaikuttaa osan painoon ja tasapainoon?
Pinnoite lisää noin 0,1–0,4 g neliömetriä kohti mikronia kohti. 1000 cm²:n osa, jossa on 100 mikronin pinnoite, painaa 1–4 grammaa enemmän, mikä voi vaikuttaa pyörivien komponenttien tai tarkkuusmekanismien dynaamiseen tasapainoon.
Voinko määrittää eri pinnoitteen paksuuksia samalle osalle?
Selektiivinen maskaus mahdollistaa paksuusvaihtelun, mutta lisää kustannuksia 2–5 € per maskattu ominaisuus. Vaihtoehtoisesti määritä pinnoituksen jälkeinen koneistus kriittisille mitoille ja hyväksy samalla vakiopaksuus ei-toiminnallisilla pinnoilla.
Mitä tapahtuu pinnoitteen paksuudelle hitsaussaumoissa ja lämpövaikutusalueilla?
Hitsausalueet saavat tyypillisesti 80–120 % nimellispaksuudesta pinnan karheuden ja geometristen vaikutusten vuoksi. Lämpövaikutusalueilla voi esiintyä heikentynyttä tarttuvuutta, mikä edellyttää mekaanista pinnan valmistelua ennen pinnoitusta tasaisen tuloksen saavuttamiseksi.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece