Pienin taivutussäde: Alumiinin 5052 vs. 6061 halkeilun välttäminen
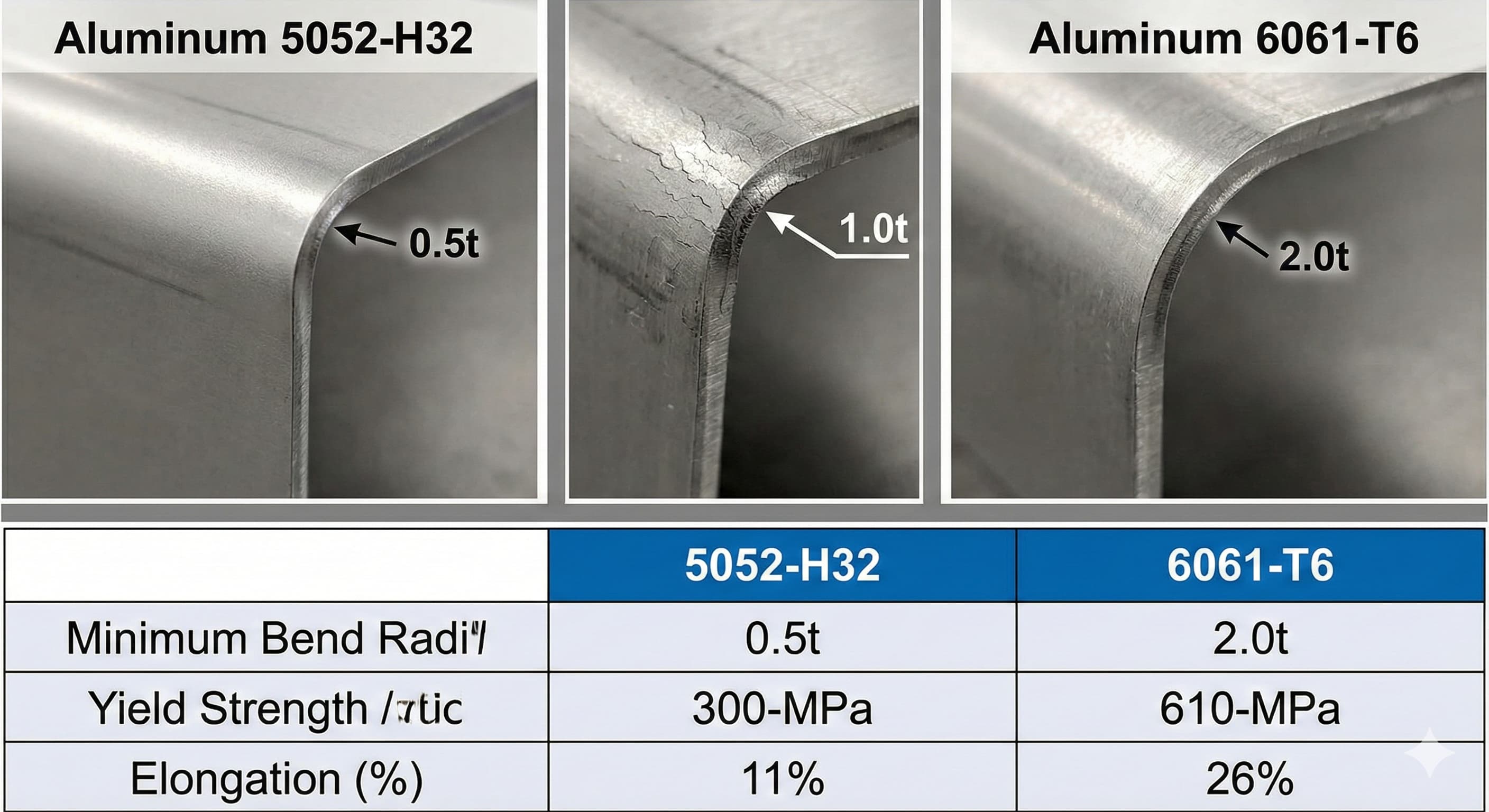
Alumiinin taivutusvirheet maksavat eurooppalaisille valmistajille miljoonia vuosittain, ja 5052- ja 6061-seokset edustavat yli 70 % ohutlevysovelluksista. Kriittinen ero on pienimmän taivutussäteen vaatimuksissa: 5052-H32 sietää taivutuksen 0,5t:hen (materiaalin paksuus), kun taas 6061-T6 vaatii vähintään 2,0t:n minimin mikrohalkeilun estämiseksi.
- Materiaalin valinnan vaikutus: Al 5052-H32 tarjoaa erinomaisen muovattavuuden jopa 0,5t:n taivutussäteillä, kun taas Al 6061-T6 vaatii vähintään 2,0t:n säteen jännitysmurtumien välttämiseksi
- Karkaisuaste kriittinen: Hehkutettu tila (O-karkaisu) pienentää pienintä taivutussädettä 40-60 % verrattuna työstökarkaistuihin tai erkautuskarkaistuihin tiloihin
- Syysuunnalla on merkitystä: Taivutus yhdensuuntaisesti valssaussuunnan kanssa lisää pienintä taivutussädettä 25-30 % johtuen syyrakenteen kohdistuksesta
- Kustannus-laatu-tasapaino: Oikea taivutussäteen määrittely estää 95 % halkeiluvioista säilyttäen samalla mittatarkkuuden ±0,1 mm:n sisällä
Alumiiniseosten perusteiden ymmärtäminen taivutussovelluksissa
Perusero alumiinin 5052 ja 6061 välillä on niiden metallurgisessa koostumuksessa ja vahvistusmekanismeissa. Al 5052 kuuluu 5xxx-sarjaan, joka on vahvistettu magnesiumlisäyksillä (2,2-2,8 %) ja työstökarkaisulla. Tämä luo pintakeskeisen kuutiokiderakenteen, joka säilyttää erinomaisen sitkeyden jopa kylmämuokkauksen jälkeen.
Al 6061 edustaa 6xxx-sarjaa, jossa käytetään magnesiumia (0,8-1,2 %) ja piitä (0,4-0,8 %) erkautuskarkaisuun lämpökäsittelyn avulla. T6-karkaisu saavuttaa huippulujuuden kontrolloidun vanhenemisen avulla, mutta uhraa muovattavuuden. Tämä kompromissi vaikuttaa suoraan pienimmän taivutussäteen vaatimuksiin.
Määritettäessä materiaaleja ohutlevyjen valmistuspalveluihin, näiden metallurgisten erojen ymmärtäminen estää kalliit uudelleensuunnittelut. Työstökarkaisukerroin (n-arvo) 5052-H32:lle on tyypillisesti 0,20-0,25, kun taas 6061-T6:lla se on vain 0,05-0,08, mikä osoittaa huomattavasti pienemmän muodonmuutoskarkaisukapasiteetin.
| Ominaisuus | Al 5052-H32 | Al 6061-T6 | Vaikutus taivutukseen |
|---|---|---|---|
| Myötölujuus (MPa) | 193-228 | 276-310 | Suurempi lujuus = suurempi taivutussäde |
| Venymä (%) | 12-18 | 8-12 | Pienempi sitkeys = halkeiluriski |
| Työstökarkaisu-eksponentti | 0.20-0.25 | 0.05-0.08 | Matala n-arvo = huono muovattavuus |
| Pienin taivutussäde | 0.5t-1.0t | 2.0t-3.0t | Kriittinen halkeilun ehkäisyssä |
Pienimmän taivutussäteen laskelmat ja standardit
Pienimmän taivutussäteen laskeminen edellyttää materiaaliominaisuuksien, levyn paksuuden ja jännitysjakauman välisen suhteen ymmärtämistä. Peruskaava ottaa huomioon vetolujuuden, venymän ja kullekin seosjärjestelmälle ominaisen turvallisuuskertoimen.
Al 5052-H32:lle pienimmän taivutussäteen laskenta on seuraava: R_min = t × (UTS/2σ_y - 1), jossa UTS edustaa vetolujuutta ja σ_y myötölujuutta. Tämä tuottaa tyypillisesti 0,5t - 1,0t useimmille levypaksuuksille 0,5 mm:stä 6,0 mm:iin.
Al 6061-T6 vaatii muokatun lähestymistavan erkautuskarkaistun rakenteensa vuoksi: R_min = t × [(UTS/1,5σ_y) + K], jossa K edustaa materiaalivakiota (1,5-2,0), joka ottaa huomioon pienemmän sitkeyden. Tämä laskelma selittää, miksi 6061-T6 vaatii vähintään 2,0t - 3,0t:n pienimmän taivutussäteen.
ISO 2768-2 tarjoaa yleiset toleranssit taivutetuille ohutlevyosille, mutta pienimmän taivutussäteen määrittely edellyttää viittausta standardiin ISO 12004-2 kylmämuovattujen terästuotteiden periaatteille, jotka on mukautettu alumiinisovelluksiin. Eurooppalainen EN 485-2 -standardi käsittelee erityisesti alumiinilevyjen toleransseja ja muovausvaatimuksia.
Paksuudesta riippuvat taivutussäteen vaatimukset
Materiaalin paksuus vaikuttaa suoraan pienimpään taivutussäteeseen jännityskeskittymien vaikutusten kautta. Paksummat materiaalit kokevat suurempia jännitysgradientteja taivutusalueella, mikä edellyttää suhteellisesti suurempia säteitä kuormien tehokkaaseen jakamiseen.
| Paksuus (mm) | Al 5052-H32 Minimisäde | Al 6061-T6 Minimisäde | Suositellut työkalut |
|---|---|---|---|
| 0.5-1.0 | 0.5-1.0 mm | 1.0-3.0 mm | Terävä lyöntiterä, 1-2 mm muotin säde |
| 1.0-2.0 | 0.8-2.0 mm | 2.0-6.0 mm | 2-3 mm lyöntiterän säde |
| 2.0-4.0 | 1.5-4.0 mm | 4.0-12.0 mm | 4-6 mm työkalun säde |
| 4.0-6.0 | 2.5-6.0 mm | 8.0-18.0 mm | 8-12 mm muovaussäde |
Saat tarkkoja tuloksia,lähetä projektisi 24 tunnin tarjousta varten Microns Hubilta.
Syysuunnan vaikutukset taivutussuorituskykyyn
Valssaussuunta vaikuttaa merkittävästi taivutussäteen vaatimuksiin ja halkeilun muodostumistaipumuksiin. Alumiinilevyillä on suuntaavia ominaisuuksia johtuen syyrakenteen venymisestä valssausprosessien aikana, mikä luo anisotropista käyttäytymistä, joka vaikuttaa muovattavuuteen.
Taivutus yhdensuuntaisesti valssaussuunnan kanssa (syyhyn) vaatii tyypillisesti 25-30 % suuremman pienimmän taivutussäteen verrattuna kohtisuoraan taivutukseen. Tämä johtuu siitä, että venyneet syyt luovat suotuisia halkeilun etenemisreittejä syyrajoja pitkin, kun niitä rasitetaan yhdensuuntaisesti niiden pituuden kanssa.
Al 5052-H32:lle taivutus kohtisuoraan valssaussuuntaan saavuttaa luotettavasti 0,5t:n säteen, kun taas yhdensuuntainen taivutus voi vaatia vähintään 0,8t:n. Al 6061-T6 osoittaa selvempiä suuntaavia vaikutuksia: kohtisuora taivutus sallii 2,0t:n säteen, kun taas yhdensuuntainen suuntaus vaatii vähintään 2,5-3,0t:n.
Materiaalitodistusten tulisi määrittää valssaussuunta, joka on tyypillisesti merkitty nuolilla tai syyvirtausindikaattoreilla. Suunniteltaessa osia, jotka vaativat tiukkoja taivutussäteitä, suuntaa taivutukset kohtisuoraan valssaussuuntaan aina kun mahdollista. Tämä huomiointi integroituu luonnollisesti valmistuspalveluidemme suunnitteluprosessiin.
Metallurgisen rakenteen vaikutus
Taustalla oleva kiderakenne selittää seosten väliset suuntaavan käyttäytymisen erot. Al 5052:n työstökarkaistu rakenne sisältää suhteellisen yhtenäisiä dislokaatioverkostoja, jotka mukautuvat muodonmuutokseen johdonmukaisemmin eri suuntauksissa.
Al 6061-T6:n erkautusrakenne luo paikallisia jännityskeskittymiä Mg2Si-hiukkasissa. Nämä erkautumat kohdistuvat jonkin verran valssaussuunnan kanssa, mikä luo anisotrooppisia vikatiloja. Pyyhkäisyelektronimikroskopia paljastaa, että halkeamat alkavat erkautuma-matriisi-rajapinnoista, kun taivutussäde laskee alle kriittisten kynnysarvojen.
Näiden mikrorakenteellisten vaikutusten ymmärtäminen mahdollistaa osien suuntauksen optimoinnin valmistussuunnittelun aikana. Komponenttien suunnittelussa tulisi ottaa huomioon syysuunnan vaikutukset varhaisessa kehitysvaiheessa valmistusrajoitusten välttämiseksi.
Karkaisuasteen vaikutus pienimpään taivutussäteeseen
Karkaisumerkintä vaikuttaa syvästi taivutettavuuteen, ja hehkutetut (O-karkaisu) olosuhteet tarjoavat maksimaalisen muovattavuuden lujuuden kustannuksella. Karkaisun ja pienimmän taivutussäteen välinen suhde noudattaa ennustettavia malleja, jotka perustuvat dislokaatiotiheyteen ja erkautumien jakautumiseen.
Al 5052 -karkaisuasteet vaihtelevat täysin hehkutetusta (5052-O) eri työstökarkaistuihin olosuhteisiin (H32, H34, H36). Jokainen karkaisutaso lisää lujuutta ja vähentää sitkeyttä suhteellisesti. 5052-O saavuttaa jopa 0,2t:n taivutussäteet, kun taas 5052-H38 (täysi kova) voi vaatia vähintään 1,5t:n.
Al 6061 -karkaisuvaihtoehtoihin sisältyy hehkutettu (6061-O), liuoslämpökäsitelty (6061-T4) ja erkautuskarkaistu (6061-T6). Dramaattinen ero T4- ja T6-olosuhteiden välillä havainnollistaa vanhenemisvaikutuksia: T4 sallii 0,8-1,2t:n taivutussäteen, kun taas T6 vaatii vähintään 2,0-3,0t:n.
| Seos-karkaisu | Myötölujuus (MPa) | Minimitaivutussäde | Tyypilliset käyttökohteet |
|---|---|---|---|
| 5052-O | 90-110 | 0.2t-0.4t | Syväveto, monimutkaiset muodot |
| 5052-H32 | 193-228 | 0.5t-1.0t | Yleinen valmistus |
| 5052-H38 | 262-290 | 1.2t-1.8t | Rakenteelliset sovellukset |
| 6061-O | 55-75 | 0.3t-0.6t | Monimutkaiset taivutusoperaatiot |
| 6061-T4 | 145-186 | 0.8t-1.5t | Kohtalaiset lujuustarpeet |
| 6061-T6 | 276-310 | 2.0t-3.0t | Korkean lujuuden sovellukset |
Käytännön taivutussäteen testaus ja validointi
Laboratoriotestaus tarjoaa lopulliset pienimmät taivutussäteen arvot tietyille materiaalierille ja prosessointiolosuhteille. Standarditestausmenetelmä sisältää progressiivisen säteen pienentämisen, kunnes halkeilu alkaa, mikä havaitaan tyypillisesti 10-kertaisella suurennuksella.
Testikappaleiden tulisi edustaa todellista tuotantomateriaalia, mukaan lukien paksuus, karkaisu ja pinnan kunto. Näytteen suuntaus valssaussuuntaan nähden on vastattava aiottua osageometriaa. Testauksessa käytetään tyypillisesti 90 asteen taivutuskulmia vakion lävistysnopeuden (5-10 mm/min) kanssa tasaisen venymisnopeuden varmistamiseksi.
Visuaaliset tarkastuskriteerit määrittelevät vian pinnan halkeamina, jotka ovat näkyvissä 10-kertaisella suurennuksella, tai mitattavissa olevana paksuuden vähenemisenä, joka ylittää 10 %. Tiukemmat sovellukset voivat vaatia tunkeumanestetestausta tai ultraäänitarkastusta pinnanalaisen vian havaitsemiseksi.
Tuotannon validointi sisältää taivutustestauksen todellisilla osilla tai edustavilla näytteillä jokaisesta materiaalierästä. Tilastolliset prosessinohjauskartat seuraavat pienimmän taivutussäteen kyvykkyyttä ajan mittaan, tunnistaen materiaalierien vaihtelut tai prosessointimuutokset, jotka vaikuttavat muovattavuuteen.
Laadunvalvonta- ja tarkastusmenetelmät
Tehokas laadunvalvonta yhdistää taivutusta edeltävän materiaalin varmennuksen taivutuksen jälkeisiin tarkastusprotokolliin. Saapuvan materiaalin tarkastuksen tulisi varmistaa karkaisumerkintä, pinnanlaatu ja paksuuden tasaisuus määritettyjen toleranssien sisällä.
Taivutuksen jälkeinen tarkastus kattaa visuaalisen tarkastuksen, mittatarkastuksen ja rakenteellisen eheyden arvioinnin. Kriittiset sovellukset voivat vaatia rikkomatonta testausta, kuten tunkeumanestetarkastusta tai magneettijauhetarkastusta, joka on mukautettu alumiinisovelluksiin.
Kun työskennellään tarkkuusvaatimusten kanssa,oikea reunan kunnon määrittely on ratkaisevan tärkeää sekä turvallisuuden että suorituskyvyn kannalta. Taivutetut reunat vaativat huolellista huomiota jännityskeskittymien estämiseksi, jotka voivat käynnistää väsymismurtumia.
Dokumentaation tulisi tallentaa materiaalitodistukset, testitulokset ja tarkastushavainnot jäljitettävyyden varmistamiseksi. Tästä tulee erityisen tärkeää ilmailu- tai lääketieteellisissä sovelluksissa, jotka vaativat täydellisen materiaalin sukupuun.
Työkalujen suunnittelunäkökohdat halkeilun estämiseksi
Oikea työkalujen suunnittelu on ensisijainen ohjausmenetelmä pienimmän taivutussäteen saavuttamiseksi ilman halkeilua. Lävistimen ja muotin geometria vaikuttavat suoraan jännitysjakaumaan taivutusalueella, mikä tekee työkalujen valinnasta kriittisen tärkeää menestyksen kannalta.
Lävistimen nenäsäteen tulisi vastata aiotun osan taivutussädettä tai ylittää se hieman. Terävät lävistimet keskittävät jännityksen liikaa, kun taas ylisuuret lävistinsäteet aiheuttavat jousipalautumisongelmia. Optimaalinen lävistinsäde on tyypillisesti 1,0-1,2 × haluttu osan säde alumiinisovelluksissa.
Muotin aukon leveys vaikuttaa merkittävästi materiaalin virtaukseen ja jännityskuvioihin. Kapeat muotin aukot rajoittavat materiaalin liikettä, mikä lisää vetojännitystä ulkokuidussa. Yleinen sääntö määrittää muotin aukon leveyden = 8-12 × materiaalin paksuus alumiinille, riippuen taivutussäteestä ja materiaaliominaisuuksista.
Muotin olkasäde estää jännityskeskittymän kosketuspisteissä ja mahdollistaa samalla hallitun materiaalin virtauksen. Terävät muotin olkapäät luovat painepisteitä, jotka voivat käynnistää pintavikoja. Suositeltu muotin olkasäde on 1-2 × materiaalin paksuus useimmissa alumiinin taivutussovelluksissa.
| Työkaluparametri | Al 5052-H32 | Al 6061-T6 | Toiminto |
|---|---|---|---|
| Lyöntiterän säde | 0.5t-1.2t | 2.0t-3.5t | Muodostaa taivutussäteen |
| Muotin aukko | 8t-10t | 10t-12t | Säätelee materiaalin virtausta |
| Muotin olkapään säde | 1t-2t | 2t-3t | Vähentää jännityskeskittymää |
| Lyöntiterän ja muotin välys | 1.1t-1.2t | 1.2t-1.3t | Estää tarttumisen/hankaamisen |
Kustannusanalyysi: Materiaalin valinta vs. suunnittelun monimutkaisuus
Taloudellinen optimointi edellyttää materiaalikustannusten tasapainottamista valmistuksen monimutkaisuutta ja vikaantumisriskejä vastaan. Al 5052-H32 maksaa tyypillisesti 2,80-3,20 € per kg, kun taas Al 6061-T6 vaihtelee 3,50-4,10 € per kg Euroopan markkinoilla, mikä heijastaa erilaisia prosessointivaatimuksia.
Kokonaishintaan sisältyy kuitenkin muovausmonimutkaisuustekijöitä. Osat, jotka vaativat tiukkoja taivutussäteitä, voivat vaatia hehkutettua materiaalia myöhemmällä lämpökäsittelyllä, mikä lisää 150-250 € per prosessointierä. Vaihtoehtoisia lähestymistapoja ovat suunnittelumuutokset, jotka mahdollistavat vakio karkaisuasteen taivutusominaisuudet.
Vikaantumiskustannukset vaikuttavat merkittävästi koko projektin talouteen. Halkeilleet osat vaativat uudelleenkäsittelyä tai romuttamista, ja korvauskustannukset sisältävät materiaalin, työvoiman ja aikatauluviivästykset. Ennaltaehkäisy oikean taivutussäteen määrittelyn avulla maksaa tyypillisesti 5-10 % osan kokonaiskustannuksista, samalla kun se eliminoi 95 % taivutukseen liittyvistä vioista.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelulähestymistapamme tarkoittaa, että jokainen projekti saa metallurgisen analyysin ja työkalujen optimoinnin, jonka se ansaitsee halkeamattomien tulosten saavuttamiseksi.
Sijoitetun pääoman tuotto oikealle suunnittelulle
Investoiminen oikeaan taivutussäteen analyysiin tarjoaa mitattavia tuottoja pienentyneiden romutusasteiden, parantuneiden sykliaikojen ja parantuneen osien luotettavuuden kautta. Valmistustoiminnot näkevät tyypillisesti 15-25 %:n kustannussäästöjä, kun taivutusviat eliminoidaan oikealla suunnittelulla.
Pienimpien taivutussäteiden vaatimusten dokumentointi ja standardointi luo uudelleenkäytettävää tietoa, joka hyödyttää tulevia projekteja. Suunnittelutiimit voivat viitata validoituihin taivutussäteen tietoihin sen sijaan, että suorittaisivat kalliita kokeilu- ja virhekehityssyklejä.
Pitkän aikavälin etuihin sisältyy parantuneet toimittajasuhteet, vähentyneet takuuvaatimukset ja parantunut tuotteen luotettavuus. Nämä tekijät edistävät kilpailuetuja, jotka ulottuvat välittömien kustannussäästöjen ulkopuolelle.
Edistyneet sovellukset ja erityishuomiot
Monimutkaiset geometriat vaativat kehittyneempää analyysiä kuin perus pienimmän taivutussäteen laskelmat. Monitaivutussekvenssit, vaihtelevat materiaalin paksuudet ja yhdistetyt kaaret luovat jännitysvuorovaikutuksia, jotka vaikuttavat halkeilun muodostumistaipumuksiin.
Peräkkäiset taivutustoiminnot voivat työstökarkaista materiaalia paikallisesti, mikä vähentää muovattavuutta myöhemmille taivutuksille. Tämä vaikutus on erityisen voimakas Al 5052:ssa, jossa jokainen muovaustoiminto lisää paikallista myötölujuutta 15-25 %. Taivutussekvenssien suunnittelu edellyttää kumulatiivisten muodonmuutoskarkaisuasteiden huomioon ottamista.
Yhdistetyt kaaret sisältävät samanaikaisen taivutuksen useissa tasoissa, mikä luo monimutkaisia jännitystiloja, joita yksinkertaiset taivutussäteen laskelmat eivät tavoita. Elementtimenetelmästä tulee välttämätöntä muovausrajojen tarkan ennustamisen kannalta tällaisissa sovelluksissa.
Lämpötilan vaikutukset muuttavat materiaaliominaisuuksia merkittävästi. Lämminmuovaus (150-200 °C) voi pienentää pienintä taivutussädettä 30-50 % molemmille seoksille, mutta vaatii erikoislaitteita ja prosessinohjausta. Kryogeeninen muovaus löytää satunnaisesti sovelluksia tietyille korkean lujuuden vaatimuksille.
Integrointi muihin prosesseihin, kuten hitsaukseen tai koneistukseen, luo lisänäkökohtia. Hitsauksen lämpövaikutusalueet muuttavat paikallisia materiaaliominaisuuksia, mikä voi vaikuttaa taivutussuorituskykyyn lähellä hitsaussaumoja. Koneistetut ominaisuudet voivat luoda jännityskeskittymiä, jotka vaikuttavat halkeilun käynnistymistaipumuksiin.
Usein kysytyt kysymykset
Mikä on alumiinin 5052-H32 absoluuttinen pienin taivutussäde ilman halkeilua?
Alumiini 5052-H32 voi saavuttaa jopa 0,5t:n (puolet materiaalin paksuudesta) taivutussäteet, kun taivutetaan kohtisuoraan valssaussuuntaan oikeilla työkaluilla. Yhdensuuntaiseen syyhyn taivutukseen lisää pienin säde 0,8t:hen. Nämä arvot olettavat vakiomuovausnopeudet, huoneenlämpötilan ja oikean muotin suunnittelun riittävillä välyksillä.
Miksi alumiini 6061-T6 vaatii niin suuria taivutussäteitä verrattuna 5052:een?
Al 6061-T6:n erkautuskarkaistu rakenne sisältää Mg2Si-hiukkasia, jotka luovat paikallisia jännityskeskittymiä ja vähentävät yleistä sitkeyttä. T6-karkaisu saavuttaa korkean lujuuden kontrolloidun vanhenemisen avulla, mutta tämä prosessi vähentää merkittävästi työstökarkaisukertoimen arvosta 0,20+ (5052:ssa) vain 0,05-0,08:aan, mikä vaatii vähintään 2,0-3,0t:n taivutussäteen mikrohalkeilun estämiseksi.
Voinko pienentää pienintä taivutussädettä muuttamalla karkaisuastetta?
Kyllä, merkittävästi. Muuttaminen 6061-T6:sta 6061-T4:ään pienentää pienintä taivutussädettä 2,0-3,0t:sta 0,8-1,5t:hen. 5052:lle hehkutettu tila (5052-O) sallii 0,2-0,4t:n säteen verrattuna 0,5-1,0t:hen H32-karkaisulle. Lujuusominaisuudet kuitenkin pienenevät suhteellisesti parantuneen muovattavuuden kanssa.
Miten valssaussuunta vaikuttaa taivutussäteen vaatimuksiin?
Taivutus yhdensuuntaisesti valssaussuunnan kanssa tyypillisesti lisää pienintä taivutussädettä 25-30 % johtuen syyrakenteen venymisvaikutuksista. Kriittisissä sovelluksissa suuntaa taivutukset kohtisuoraan valssaussuuntaan aina kun mahdollista. Materiaalitodistusten tulisi ilmoittaa valssaussuunta suuntanuolilla tai syyvirtausmerkinnöillä.
Mitkä työkalumuutokset auttavat saavuttamaan tiukempia taivutussäteitä?
Optimoi lävistimen nenäsäde vastaamaan haluttua osan sädettä (1,0-1,2 × tavoitesäde), käytä sopivaa muotin aukon leveyttä (8-12 × paksuus) ja varmista riittävä muotin olkasäde (1-3 × paksuus). Oikea lävistimen ja muotin välys (1,1-1,3 × paksuus) estää kiinnileikkautumisen ja mahdollistaa samalla hallitun materiaalin virtauksen muovauksen aikana.
Miten voin testata pienimmän taivutussäteen tietylle materiaalierälleni?
Suorita progressiivinen taivutustestaus käyttämällä edustavia näytteitä, joilla on sama paksuus, karkaisu ja suuntaus kuin tuotanto-osilla. Pienennä taivutussädettä asteittain, kunnes pinnan halkeamia ilmestyy 10-kertaisella suurennuksella. Testaa sekä yhdensuuntaiset että kohtisuorat suuntaukset valssaussuuntaan täydellisen karakterisoinnin saavuttamiseksi.
Mitkä tarkastusmenetelmät havaitsevat taivutukseen liittyvät viat tehokkaimmin?
Visuaalinen tarkastus 10-kertaisella suurennuksella havaitsee useimmat pintaviat. Kriittisissä sovelluksissa käytä tunkeumanestetestausta pinnanalaisen halkeaman paljastamiseksi. Ultraäänitestaus voi havaita sisäisiä vikoja, kun taas mittatarkastus varmistaa taivutussäteen tarkkuuden määritettyjen toleranssien sisällä. Luo tilastollinen prosessinohjaus jatkuvaa laadunvalvontaa varten.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece