Purseenpoistostandardit: Reunan viimeistelyn määrittäminen turvallista käsittelyä varten
Terävät reunat koneistuksesta, stanssauksesta ja leikkausoperaatioista aiheuttavat turvallisuusriskejä ja toiminnallisia ongelmia, jotka edellyttävät järjestelmällisiä purseenpoistomenetelmiä. Oikea reunan viimeistelyn määrittely ehkäisee työtapaturmia, parantaa osien suorituskykyä ja varmistaa johdonmukaiset valmistustulokset tuotantoerissä.
Tärkeimmät huomiot
- Reunan murtumisen määrittelyjen on vastattava materiaalin ominaisuuksia ja aiottuja käyttövaatimuksia
- Purseenpoistostandardit vaihtelevat merkittävästi eri teollisuudenaloilla, ja ilmailuteollisuus vaatii tiukempia toleransseja kuin yleinen valmistus
- Automatisoidut purseenpoistoprosessit tarjoavat paremman johdonmukaisuuden, mutta manuaaliset menetelmät tarjoavat paremman hallinnan monimutkaisille geometrioille
- Kustannustehokkaat purseenpoistostrategiat tasapainottavat turvallisuusvaatimukset tuotannon tehokkuuden kanssa oikean prosessin valinnan avulla
Reunan murtumisen perusteiden ymmärtäminen
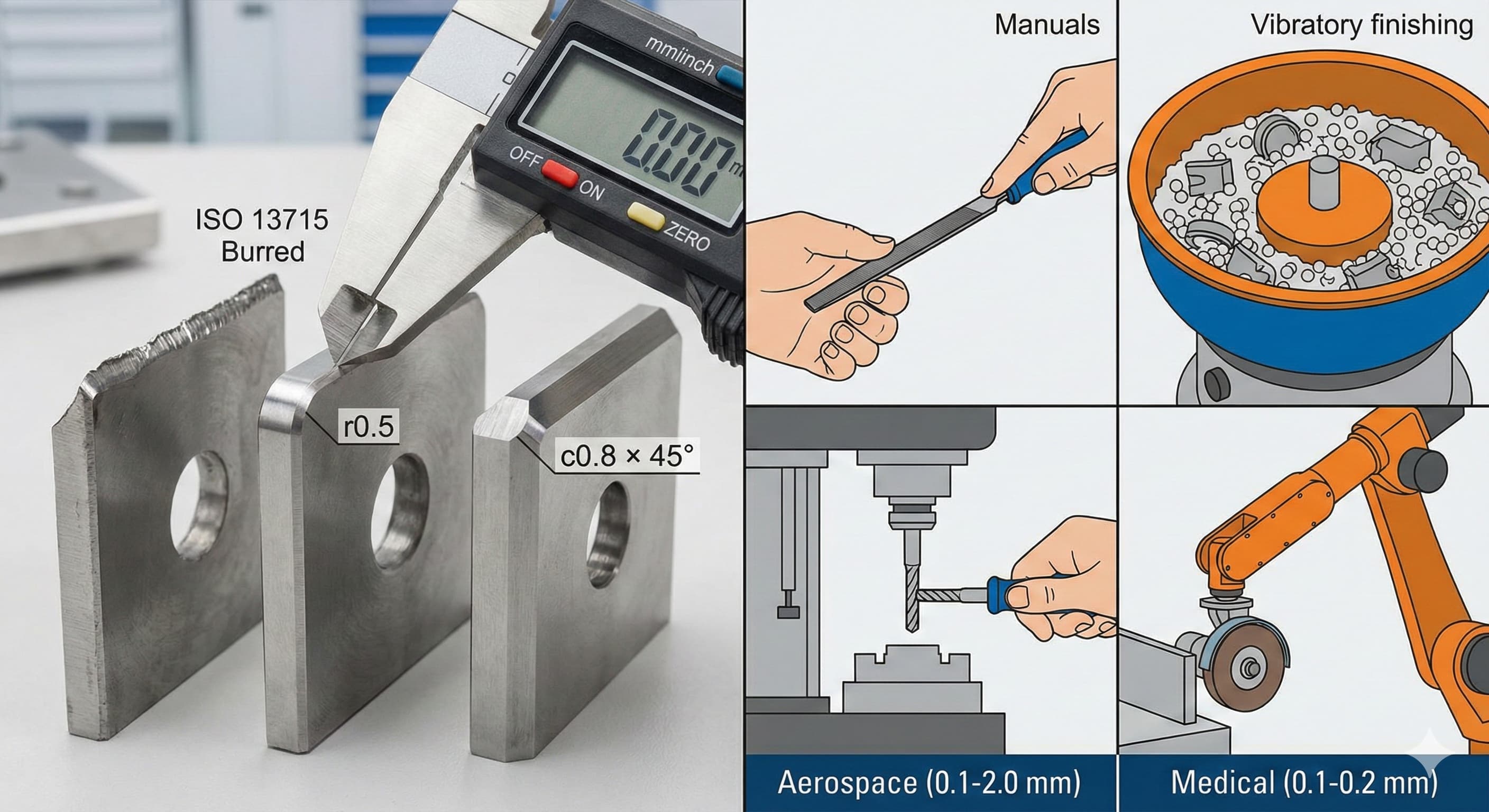
Reunan murtuminen, joka määritellään terävien reunojen tarkoitukselliseksi poistamiseksi tai muokkaamiseksi, muuttaa mahdollisesti vaaralliset leikkauspinnat turvallisiksi ja toimiviksi reunoiksi. Perusmittaus sisältää kaksi avainparametria: reunan säteen ja viisteen mitan. Reunan säteen mittaukset vaihtelevat tyypillisesti 0,1 mm:stä 2,0 mm:iin useimmissa valmistussovelluksissa, kun taas viisteen määrittelyt ovat yleensä 0,2 mm:n ja 1,5 mm:n välillä 45 asteen kulmissa.
Materiaalin ominaisuudet vaikuttavat suoraan reunan murtumisen vaatimuksiin. Alumiiniseokset, kuten 6061-T6, koneistuvat puhtaasti, mutta tuottavat teräviä purseita, jotka vaativat johdonmukaiset 0,2–0,4 mm:n reunan murtumat turvallista käsittelyä varten. Ruostumaton teräs 316L tuottaa aggressiivisempia purseita leikkausoperaatioiden aikana, mikä edellyttää suurempia 0,5–0,8 mm:n reunan murtumia kaikkien terävien ulokkeiden poistamiseksi. Hiiliteräslaadut, kuten 1018, sijoittuvat näiden ääripäiden väliin, mikä tyypillisesti vaatii 0,3–0,6 mm:n reunan murtumat käytetystä leikkausmenetelmästä riippuen.
Geometrian monimutkaisuus vaikuttaa merkittävästi purseenpoistomenetelmän valintaan. Yksinkertaiset suorakulmaiset osat, joissa on suorat reunat, soveltuvat automatisoituun rumpu- tai värähtelyviimeistelyyn. Monimutkaiset geometriat, joissa on sisäkulmia, reikiä ja vaihtelevia paksuuksia, vaativat valikoivaa manuaalista purseenpoistoa tai erikoistyökalumenetelmiä. Paneelivahvistimet, joissa on kylkiluita ja laippoja, ovat esimerkki tästä monimutkaisuudesta, mikä vaatii huolellista huomiota reunan viimeistelyyn kohdissa, joissa eri materiaalin paksuudet kohtaavat.
Teollisuusstandardit ja -määrittelyt
ISO 13715 tarjoaa perustan reunan murtumien määrittelylle teknisissä piirustuksissa, luoden standardinmukaisen merkintätavan ja mittausmenetelmät. Standardi määrittelee reunan murtumien merkinnät käyttäen muotoa "r" säteen murtumille ja "c" viisteen murtumille, jota seuraa mittatarkka määrittely. Esimerkiksi "r0.5" tarkoittaa 0,5 mm:n säteen murtumaa, kun taas "c0.8 x 45°" määrittää 0,8 mm:n viisteen 45 asteessa.
Ilmailusovellukset noudattavat AS9100-laadunhallintastandardeja, jotka edellyttävät erityisiä reunan murtumien vaatimuksia turvallisuuskriittisille komponenteille. Tyypilliset ilmailun reunan murtumat vaihtelevat 0,1–0,3 mm:stä tarkkuusosille aina 1,0–2,0 mm:iin rakenneosille. Nämä määrittelyt varmistavat johdonmukaisen suorituskyvyn äärimmäisissä käyttöolosuhteissa säilyttäen samalla tarkat mittatoleranssit.
Lääketieteellisten laitteiden valmistus noudattaa ISO 13485 -standardeja, jotka edellyttävät purseettomia pintoja potilasturvallisuuden vuoksi. Lääketieteellisten sovellusten reunan murtumat määrittävät tyypillisesti enintään 0,1–0,2 mm:n mitat sileillä, johdonmukaisilla profiileilla. Terävät reunat tai jäljellä olevat purjeet voivat aiheuttaa kudosvaurioita tai vaarantaa laitteen toimivuuden, mikä tekee tiukasta purseenpoistosta välttämätöntä.
| Teollisuus | Tyypillinen särmeen pyöristysalue | Ensisijainen standardi | Kriittiset vaatimukset |
|---|---|---|---|
| Ilmailu- ja avaruusteollisuus | 0.1-2.0 mm | AS9100 | Jännityskeskittymien ehkäisy |
| Lääketieteelliset laitteet | 0.1-0.2 mm | ISO 13485 | Biologinen yhteensopivuus ja turvallisuus |
| Autoteollisuus | 0.2-1.0 mm | ISO/TS 16949 | Väsymiskestävyys |
| Yleinen valmistus | 0.3-1.5 mm | ISO 9001 | Turvallinen käsittely |
Purseenpoistoprosessin valinta
Manuaalinen purseenpoisto viiloilla, kaapimilla ja hiomatyökaluilla tarjoaa maksimaalisen hallinnan monimutkaisille geometrioille ja kriittisille sovelluksille. Ammattitaitoiset käyttäjät voivat saavuttaa johdonmukaiset 0,1–0,5 mm:n reunan murtumat säilyttäen samalla tiukat mittatoleranssit. Manuaaliset menetelmät ovat erinomaisia, kun käsitellään vaihtelevia osien geometrioita, sisäisiä ominaisuuksia tai kun samassa komponentissa on erilaisia reunan murtumien vaatimuksia. Työvoimakustannukset vaihtelevat tyypillisesti 25–45 euroon tunnissa riippuen taitotasosta ja maantieteellisestä sijainnista.
Rummuttamisprosessit käyttävät pyöriviä rumpuja, jotka on täytetty hiomamateriaalilla, luodakseen yhtenäiset reunan murtumat useille osille samanaikaisesti. Keraaminen materiaali tuottaa aggressiivisen leikkausvaikutuksen, joka soveltuu 0,5–2,0 mm:n reunan murtumille, kun taas muovimateriaali tarjoaa hellävaraisemman vaikutuksen 0,2–0,8 mm:n murtumille. Käsittelyajat vaihtelevat 2–8 tuntiin riippuen materiaalin kovuudesta ja halutusta reunan murtuman koosta. Rummuttaminen toimii tehokkaasti osille, joissa ei ole herkkiä ominaisuuksia tai tiukkoja toleranssivaatimuksia.
Värähtelyviimeistelyssä käytetään värähteleviä kulhoja tai altaita, jotka sisältävät hiomamateriaalia ja osia huolellisesti valvotussa ympäristössä. Tämä menetelmä tuottaa johdonmukaisempia tuloksia kuin rummuttaminen säilyttäen samalla paremman mittatarkkuuden. Värähtelyjärjestelmät voivat saavuttaa reunan murtumat 0,1–1,5 mm:stä 1–6 tunnin käsittelyajoilla. Yhdisteen valinta vaikuttaa merkittävästi tuloksiin, ja emäksiset yhdisteet edistävät nopeampaa leikkausta ja neutraalit yhdisteet tarjoavat tasaisemman viimeistelyn.
Saat tarkkoja tuloksia ja pyydä ilmainen tarjous ja hinta 24 tunnissa Microns Hubilta.
Automatisoidut purseenpoistoteknologiat
CNC-purseenpoistojärjestelmät integroivat erikoistyökalut ja ohjelmoinnin poistamaan purseet ensisijaisen koneistusoperaation aikana. Viistojyrsimet, purseenpoistotyökalut ja harjajärjestelmät voidaan ohjelmoida koneistusjaksoihin luomaan johdonmukaiset reunan murtumat ilman toissijaisia operaatioita. Tämä lähestymistapa eliminoi käsittelyn operaatioiden välillä säilyttäen samalla tarkan mittatarkkuuden. Tyypilliset CNC-purseenpoiston avulla saavutettavat reunan murtumat vaihtelevat 0,1–1,0 mm:stä erinomaisella toistettavuudella.
Robottipurseenpoistojärjestelmät yhdistävät teollisuusrobotit erilaisiin purseenpoistotyökaluihin automatisoimaan monimutkaisia reunan murtumien operaatioita. Voimaohjatut robotit voivat seurata osien ääriviivoja säilyttäen samalla tasaisen paineen leikkaustyökaluja tai hiomalaikkoja vasten. Ohjelmoinnin joustavuus mahdollistaa erilaiset reunan murtumien määrittelyt samassa osassa, mikä tekee robottijärjestelmistä ihanteellisia sekoitettuihin tuotantoympäristöihin. Investointikustannukset vaihtelevat 150 000–500 000 euroon riippuen järjestelmän monimutkaisuudesta ja työkalujen vaatimuksista.
Terminen purseenpoisto, joka tunnetaan myös räjähdyspurseenpoistona, käyttää kontrolloitua palamista poistamaan purseet sisäisistä kanavista ja monimutkaisista geometrioista. Tämä prosessi tavoittaa tehokkaasti alueet, joihin perinteiset purseenpoistomenetelmät eivät pääse, luoden samalla johdonmukaiset 0,1–0,3 mm:n reunan murtumat. Terminen purseenpoisto toimii erityisen hyvin ruiskuvaletuille komponenteille, joissa on monimutkaisia sisäisiä ominaisuuksia, jotka vaativat purseettomia pintoja asianmukaista toimintaa varten.
| Purseenpoistomenetelmä | Särmeen pyöristysalue | Tyypillinen sykliaika | Investointikustannus |
|---|---|---|---|
| Manuaalinen | 0.1-0.5 mm | 5-30 min/osa | €500-2,000 |
| Rumpukiillotus | 0.5-2.0 mm | 2-8 tuntia | €15,000-50,000 |
| Värähtely | 0.1-1.5 mm | 1-6 tuntia | €25,000-75,000 |
| CNC-integraatio | 0.1-1.0 mm | 1-5 min/osa | €5,000-25,000 |
| Robottiavusteinen | 0.2-2.0 mm | 2-15 min/osa | €150,000-500,000 |
Materiaalikohtaiset purseenpoistonäkökohdat
Alumiiniseokset vaativat huolellista purseenpoistomenetelmän valintaa, koska niillä on taipumus kuormittaa leikkaustyökaluja ja tuottaa säikeisiä purseita. 6061-T6-alumiini reagoi hyvin teräviin purseenpoistotyökaluihin, joissa on positiiviset lastuamiskulmat ja riittävä lastunpoisto. Suositellut leikkausnopeudet vaihtelevat 200–400 pintajalkaan minuutissa syöttönopeuksilla 0,05–0,15 mm kierrosta kohti. Tulvavaikutteinen jäähdytysneste estää materiaalin kertymisen leikkausreunoille säilyttäen samalla mittatarkkuuden.
Ruostumattomat teräslaadut, kuten 316L ja 304, aiheuttavat työstökarkaisuhaasteita, jotka vaikuttavat purseenpoistotyökalun valintaan. Kovametallipurseenpoistotyökalut säilyttävät terävät leikkausreunat pidempään kuin pikateräsvaihtoehdot ruostumattomia materiaaleja käsiteltäessä. Leikkausnopeudet tulisi pienentää 100–200 pintajalkaan minuutissa liiallisen lämmön muodostumisen estämiseksi, mikä voi aiheuttaa työstökarkaisua. Johdonmukaiset syöttönopeudet estävät työkalun hankausta, mikä johtaa huonoihin pintaviimeistelyihin ja ennenaikaiseen työkalun kulumiseen.
Hiiliteräsmateriaalit yleensä koneistuvat ja poistavat purseet ennustettavasti yleisissä laaduissa, kuten 1018, 1045 ja 4140. Työkalun valinta riippuu ensisijaisesti materiaalin kovuudesta eikä työstökarkaisuominaisuuksista. Hehkutetut hiiliteräkset hyväksyvät aggressiiviset purseenpoistoparametrit, kun taas karkaistut laadut vaativat konservatiivisempia lähestymistapoja. Kuparisten virtakiskojen valmistus osoittaa, kuinka materiaalin ominaisuudet vaikuttavat sekä ensisijaiseen käsittelyyn että purseenpoistovaatimuksiin sähkösovelluksissa.
Laadunvalvonta ja mittaus
Reunan murtuman mittaus vaatii asianmukaiset työkalut ja tekniikat määrittelyjen noudattamisen varmistamiseksi. Optiset vertailulaitteet tarjoavat kosketuksettoman mittauksen reunan säteelle ja viisteen mitoille 0,01 mm:n tarkkuudella. Sädemittarit tarjoavat nopean hyväksytty/hylätty-vahvistuksen tuotantoympäristöihin, joissa nopeus on tärkeämpää kuin tarkkuusmittaus. Kosketusprofilmittarit tarjoavat suurimman tarkkuuden kriittisille sovelluksille, jotka edellyttävät todellisten reunan murtumien profiilien dokumentointia.
Pinnan karheusmäärittelyt seuraavat usein reunan murtumien vaatimuksia, erityisesti ilmailu- ja lääketieteellisissä sovelluksissa. Ra-arvot 0,8–3,2 μm ovat yleisiä purseiden poistetuille reunoille, ja tasaisempia viimeistelyjä vaaditaan sovelluksissa, joissa on ihmiskontakti tai nesteen virtaus. Pinnan karheuden mittaus kannettavilla karheusmittareilla mahdollistaa tuotantotason vahvistuksen ilman laboratoriolaitteita.
Tilastollisen prosessinohjauksen toteutus seuraa purseenpoiston johdonmukaisuutta tuotantoerissä ja tunnistaa suuntauksia ennen kuin osat putoavat määrittelyrajojen ulkopuolelle. Reunan murtumien mittoja valvovat ohjauskartat auttavat optimoimaan prosessiparametreja ja vähentämään hylkyprosentteja. Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja kattavat mittausominaisuutemme tarkoittavat, että jokainen projekti saa johdonmukaisiin reunan murtumien määrittelyihin vaadittavan huomion.
Kustannusten optimointistrategiat
Prosessin yhdistäminen vähentää käsittely- ja asennuskustannuksia integroimalla purseenpoisto-operaatiot ensisijaisiin valmistusvaiheisiin. CNC-ohjelmointi, joka sisältää purseenpoistotyökalujen reitit, eliminoi toissijaiset operaatiot säilyttäen samalla mittatarkkuuden. Osien suunnittelumuutokset, kuten yhtenäisten reunan murtumien määrittäminen kaikille reunoille, yksinkertaistavat käsittelyä ja vähentävät tarkastusvaatimuksia.
Eräkäsittely maksimoi laitteiden käytön rummutus- ja värähtelyviimeistelyoperaatioissa. Samanlaisten purseenpoistovaatimusten omaavien osien ryhmittely mahdollistaa pidemmät käsittelyajot johdonmukaisella materiaalin ja yhdisteen valinnalla. Oikea osien kiinnitys estää vaurioita automatisoidun purseenpoiston aikana varmistaen samalla yhtenäiset tulokset kaikilla pinnoilla.
Työkalun käyttöiän optimointi oikean valinnan ja huollon avulla vähentää osakohtaisia purseenpoistokustannuksia. Kovametallipurseenpoistotyökalut oikeuttavat korkeammat alkukustannukset pidemmän käyttöiän ansiosta tuotantoympäristöissä. Säännölliset työkalujen tarkastus- ja vaihtoaikataulut estävät laatuongelmia säilyttäen samalla johdonmukaiset sykliajat. Valmistuspalvelumme sisältävät kattavat työkalujen hallintaohjelmat, jotka optimoivat purseenpoisto-operaatiot kustannustehokasta tuotantoa varten.
Turvallisuus- ja käsittelyvaatimukset
Henkilökohtaisten suojavarusteiden määrittelyjen purseenpoisto-operaatioissa on otettava huomioon sekä mekaaniset että kemialliset vaarat. Leikkausta kestävät käsineet, joiden luokitus on vähintään taso 3, suojaavat teräviltä reunoilta ja pyöriviltä työkaluilta. Suojalasit sivusuojilla estävät silmävammoja lentäviltä hiukkasilta manuaalisten purseenpoisto-operaatioiden aikana. Hengityssuojaimia voidaan tarvita käsiteltäessä materiaaleja, jotka tuottavat haitallista pölyä, tai käytettäessä kemiallisia yhdisteitä viimeistelyoperaatioissa.
Työaseman suunnittelu vaikuttaa sekä turvallisuuteen että tuottavuuteen manuaalisissa purseenpoisto-operaatioissa. Oikea valaistus eliminoi varjot, jotka voivat piilottaa jäljellä olevat purseet tai terävät reunat. Ergonomiset työkalujen kahvat vähentävät käsien väsymistä pitkien purseenpoistojaksojen aikana. Osat tulee kiinnittää tukevasti estämään liikettä purseenpoisto-operaatioiden aikana, mikä voi aiheuttaa vammoja tai mittavirheitä.
Automatisoitujen järjestelmien turvaominaisuuksiin kuuluvat valoverhot, hätäpysäytykset ja asianmukaiset suojukset pyörivien laitteiden ympärillä. Lukitus-/merkintämenettelyt varmistavat turvallisen pääsyn rummutus- ja värähtelylaitteiden huoltoon. Materiaalinkäsittelyjärjestelmien tulisi minimoida raskaiden osien manuaalinen nostaminen ja sijoittaminen purseenpoisto-operaatioiden aikana.
Usein kysytyt kysymykset
Mitä reunan murtuman määrittelyä minun pitäisi käyttää yleisissä valmistustöissä?
Yleisissä valmistussovelluksissa 0,3–0,6 mm:n reunan murtumat tarjoavat riittävän turvallisuuden käsittelyyn säilyttäen samalla kustannustehokkuuden. Määritä yhtenäiset reunan murtumat kaikille osien reunoille aina kun mahdollista käsittelyn yksinkertaistamiseksi. Ota huomioon materiaalin paksuus ja aiottu sovellus määritettäessä erityisiä mittoja.
Kuinka määrittelen reunan murtumat teknisissä piirustuksissa?
Käytä ISO 13715 -merkintää, jossa "r" tarkoittaa säteen murtumia ja "c" viisteen murtumia, jota seuraa mitta. Esimerkiksi "r0.5" tarkoittaa 0,5 mm:n säteen murtumaa. Sisällytä yleisiä huomautuksia yhtenäisistä reunan murtumista tai mitoita tietyt reunat yksilöllisesti, kun vaatimukset vaihtelevat.
Voiko purseenpoisto vaikuttaa osien mittoihin ja toleransseihin?
Kyllä, aggressiivinen purseenpoisto voi poistaa materiaalia aiotun reunan murtuman ulkopuolelta, mikä vaikuttaa kriittisiin mittoihin. Määritä reunan murtumien sijainnit huolellisesti ja ota huomioon mittatoleranssien vaikutukset. CNC-purseenpoisto tarjoaa tyypillisesti parhaan mittatarkkuuden tarkkuusosille.
Mikä purseenpoistomenetelmä toimii parhaiten pienille tuotantoerille?
Manuaalinen purseenpoisto tarjoaa eniten joustavuutta pienille erille, joissa on vaihtelevia geometrioita. Värähtelyviimeistely toimii hyvin pienille erille samanlaisia osia, jotka vaativat yhtenäiset reunan murtumat. Ota huomioon asennuskustannukset verrattuna työvoimakustannuksiin valittaessa menetelmiä pienille määrille.
Kuinka hallitsen purseenpoiston laatua automatisoiduissa järjestelmissä?
Toteuta säännöllisiä mittaustarkastuksia käyttämällä hyväksytty/hylätty-mittareita tai optisia mittausjärjestelmiä. Valvo prosessiparametreja, kuten materiaalin kuntoa, sykliaikoja ja osien sijoittelua. Luo ohjauskarttoja seuraamaan reunan murtumien johdonmukaisuutta ja tunnistamaan suuntauksia ennen laatuongelmien ilmenemistä.
Mitä turvallisuusnäkökohtia sovelletaan purseenpoisto-operaatioihin?
Käytä aina asianmukaisia henkilökohtaisia suojavarusteita, mukaan lukien leikkausta kestävät käsineet ja suojalasit. Varmista asianmukainen ilmanvaihto käytettäessä kemiallisia yhdisteitä tai käsiteltäessä materiaaleja, jotka tuottavat haitallisia hiukkasia. Toteuta asianmukaiset lukitus-/merkintämenettelyt automatisoitujen laitteiden huoltoa varten.
Kuinka materiaalin kovuus vaikuttaa purseenpoistovaatimuksiin?
Kovemmat materiaalit vaativat tyypillisesti aggressiivisempia purseenpoistomenetelmiä ja pidempiä käsittelyaikoja. Työkalun valinnasta tulee kriittistä karkaistuille materiaaleille ennenaikaisen kulumisen estämiseksi. Harkitse hehkuttamista ennen purseenpoistoa käsiteltäessä erittäin kovia materiaaleja ja sitten lämpökäsittelyä lopulliseen kovuuteen tarvittaessa.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece