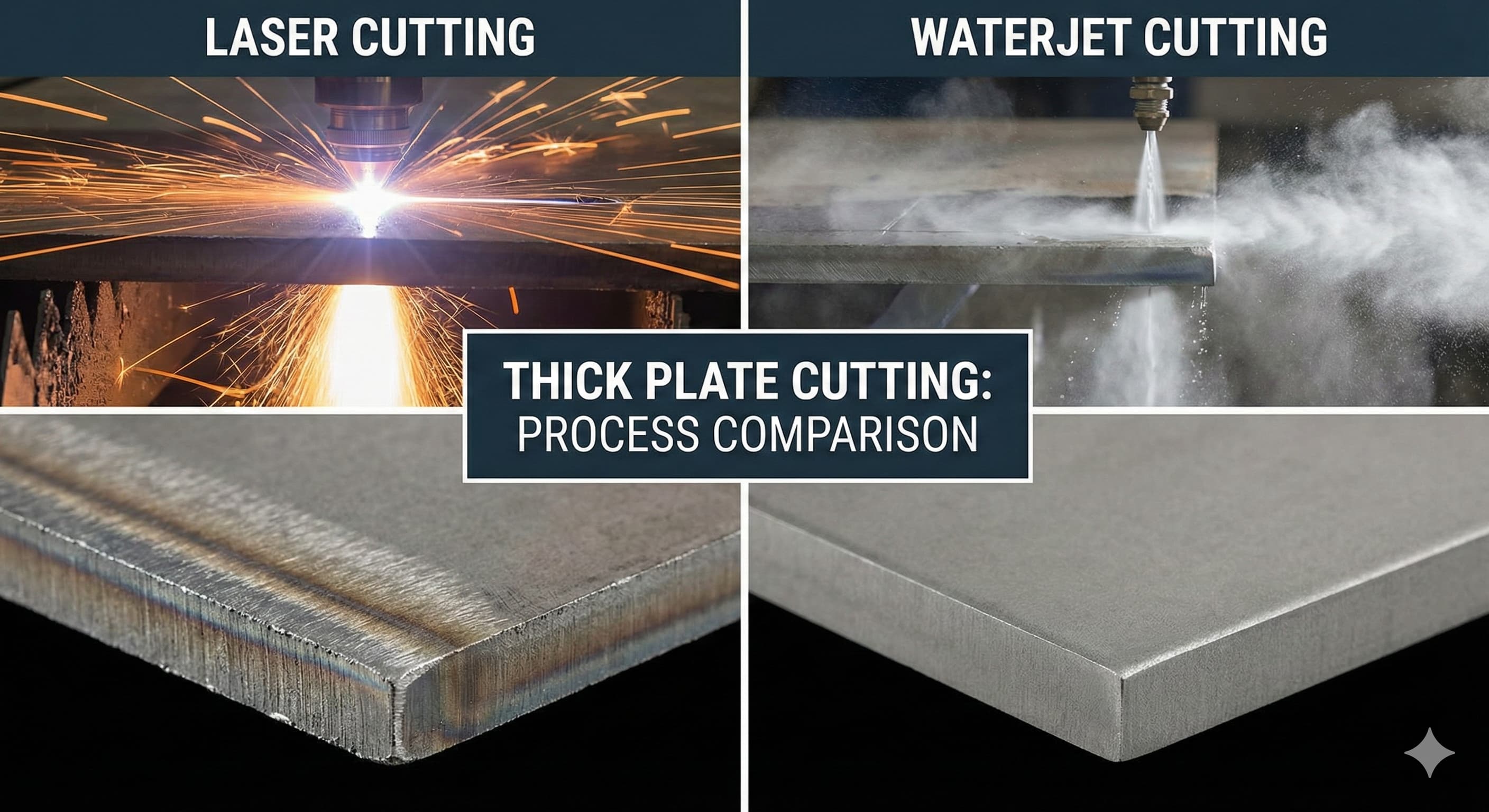
Laserleikkaus vs. Vesisuihku: Oikean menetelmän valinta paksuille levyille
Kun leikataan paksuja, yli 25 mm:n paksuisia levyjä, laserleikkauksen ja vesisuihkuteknologian välinen valinta määrittää pohjimmiltaan projektin onnistumisen, kustannustehokkuuden ja lopullisen osan laadun. Tämä päätös vaikuttaa kaikkeen metallurgisista ominaisuuksista mittatarkkuuteen ja tuotannon taloudellisuuteen.
Tärkeimmät huomiot:
- Vesisuihku on erinomainen yli 100 mm:n paksuisille levyille, joissa on erinomainen reunan laatu eikä lämpövaikutteisia alueita
- Laserleikkaus hallitsee nopeutta ja kustannustehokkuutta 25–50 mm:n paksuisille levyille hiiliteräksissä
- Materiaalityyppi sanelee menetelmän valinnan: heijastavat materiaalit suosivat vesisuihkua, hiiliteräkset laseria
- Projektin kokonaiskustannukset sisältävät materiaalihukan, jälkikäsittelyt ja asetusajan tuntihintojen lisäksi
Paksujen levyjen leikkauksen perusteiden ymmärtäminen
Paksujen levyjen leikkaus asettaa ainutlaatuisia haasteita, jotka korostavat laser- ja vesisuihkuteknologioiden välisiä eroja. Materiaalin paksuuden kasvaessa yli 25 mm:n, tekijät, kuten lämmöntuonti, leikkausnopeus, reunan kohtisuoruus ja materiaalin jännitys, ovat kriittisiä huomioita, jotka voivat joko toteuttaa tai pilata projektin vaatimukset.
Laserleikkaus käyttää kohdennettua koherenttia valonsädettä, tyypillisesti kuitu- tai CO2-lähteistä, yhdistettynä aputarhkoihin materiaalin sulattamiseksi ja pois puhaltamiseksi. Paksuille levyille kuitulaserit, joiden teho on 6 kW - 30 kW, ovat vakiona, ja suuremmat tehot mahdollistavat nopeammat leikkausnopeudet ja parantavat paksujen osien leikkausmahdollisuuksia. Prosessi tuottaa merkittävän lämmöntuonnin, luoden lämpövaikutteisen alueen (HAZ), joka ulottuu 0,1–0,5 mm:n päähän leikkausreunasta riippuen materiaalista ja paksuudesta.
Vesisuihkuleikkaus käyttää erittäin korkeapaineista vettä (tyypillisesti 60 000–90 000 PSI), joka on sekoitettu hankaaviin granaattihiukkasiin materiaalin kuluttamiseksi mekaanisen vaikutuksen avulla. Tämä kylmäleikkausprosessi ei tuota HAZ-aluetta ja voi leikata käytännössä mitä tahansa materiaalia riippumatta sen kovuudesta tai lämpöominaisuuksista. Prosessi toimii paljon hitaammilla nopeuksilla kuin laser, mutta tuottaa erinomaisen reunan laadun ja mittatarkkuuden paksuille osille.
Materiaalin paksuuden ominaisuudet ja rajoitukset
Kunkin teknologian käytännöllisten paksuusrajojen ymmärtäminen auttaa määrittämään alustavat prosessin valintakriteerit ennen yksityiskohtaista analyysiä.
| Materiaalityyppi | Laserin maksimi (mm) | Vesisuihkun maksimi (mm) | Laserin optimaalinen alue | Vesisuihkun optimaalinen alue |
|---|---|---|---|---|
| Hiiliteräs | 40-50 | 200+ | 6-25 | 25-150 |
| Ruostumaton teräs 316L | 30-40 | 200+ | 6-20 | 20-100 |
| Alumiini 6061-T6 | 25-30 | 150+ | 3-15 | 15-80 |
| Työkaluteräs H13 | 15-20 | 200+ | Ei suositella | 10-100 |
| Inconel 718 | 8-12 | 100+ | Ei suositella | 5-50 |
Nämä paksuusalueet edustavat käytännöllisiä rajoja, joissa voidaan ylläpitää hyväksyttävää leikkauslaatua ja kohtuullisia tuotantonopeuksia. Optimaalisten alueiden ylittäminen johtaa tyypillisesti huonoon reunan laatuun, liialliseen kapenemiseen tai epätaloudellisiin leikkausnopeuksiin.
Reunan laatu ja metallurgiset näkökohdat
Laserin ja vesisuihkun väliset reunan laatu -erot korostuvat paksujen levyjen sovelluksissa, mikä vaikuttaa suoraan osan toiminnallisuuteen ja jälkikäsittelyvaatimuksiin.
Paksujen levyjen laserleikkaus tuottaa tunnusomaisen reunan viimeistelyn, jossa on erilliset vyöhykkeet. Yläosassa on tyypillisesti sileä, hieman viiruinen pinta sulamisesta ja kaasun puhallustoiminnasta. Paksuuden kasvaessa alaosa voi osoittaa lisääntynyttä viiruisuutta, lievää kapenemista ja mahdollista kuonan kiinnittymistä. HAZ ulottuu 0,2–0,8 mm riippuen materiaalista ja paksuudesta, mikä voi vaikuttaa mekaanisiin ominaisuuksiin kriittisissä sovelluksissa.
Vesisuihkuleikkaus tuottaa tasaisen reunan laadun koko materiaalin paksuudelta minimaalisella kapenemisella (tyypillisesti 0,003–0,005 mm paksuusmillimetriä kohden). Reunassa on hieno, tasainen rakenne hankaavasta leikkaustoiminnasta ilman metallurgisia muutoksia. Tämä tekee vesisuihkusta ihanteellisen sovelluksiin, jotka vaativat tarkat reunaolosuhteet turvalliseen käsittelyyn tai myöhempiin hitsaustöihin.
Jos haluat erittäin tarkkoja tuloksia, Hanki mukautettu tarjous 24 tunnissa Microns Hubilta.
Pinnan karheusarvot vaihtelevat merkittävästi prosessien välillä. Laserleikkaus tuottaa tyypillisesti Ra-arvoja 6,3–12,5 μm paksuilla levyillä, kun taas vesisuihku saavuttaa tasaisesti 1,6–6,3 μm. Tämä ero eliminoi usein jälkikoneistusvaatimukset vesisuihkuosille.
Leikkausnopeus ja tuotannon taloudellisuus
Tuotantonopeusanalyysissä on otettava huomioon asetus-, lävistys- ja todellinen leikkausnopeus todellisen suorituskyvyn määrittämiseksi.
| Paksuus (mm) | Materiaali | Laserin nopeus (mm/min) | Vesisuihkun nopeus (mm/min) | Laserin puhkaisuaika (sek) | Vesisuihkun puhkaisuaika (sek) |
|---|---|---|---|---|---|
| 25 | Hiiliteräs | 800-1200 | 200-300 | 2-4 | 10-15 |
| 40 | Hiiliteräs | 300-500 | 150-200 | 5-8 | 15-25 |
| 50 | Ruostumaton teräs 316L | 200-300 | 120-180 | 8-12 | 20-30 |
| 75 | Alumiini 6061 | Ei käytännöllinen | 100-150 | N/A | 25-40 |
| 100 | Hiiliteräs | Ei käytännöllinen | 80-120 | N/A | 40-60 |
Läpäisyaika on yhä merkittävämpi paksuille levyille, mikä vaikuttaa erityisesti pieniin osiin, joissa on useita lävistyksiä. Laserlävistys heikkenee nopeasti paksuuden myötä, kun taas vesisuihkulävistysaika kasvaa lineaarisemmin, mutta alkaa korkeammalta lähtötasolta.
Materiaalikohtaiset näkökohdat
Eri materiaalit reagoivat eri tavoin laser- ja vesisuihkuleikkaukseen, mikä vaikuttaa prosessin valintaan yksinkertaisten paksuusnäkökohtien lisäksi.
Hiiliteräksen suorituskyky: Hiiliteräkset reagoivat erinomaisesti laserleikkaukseen jopa 40–50 mm:n paksuuteen asti, koska raudan ja hapen aputarhkan välinen eksoterminen reaktio. Tämä reaktio tuottaa lisäleikkausenergiaa, mikä mahdollistaa nopeammat nopeudet ja puhtaammat leikkaukset. Hiiliteräksen vesisuihkuleikkaus tuottaa erinomaisen reunan laadun, mutta huomattavasti hitaammilla nopeuksilla ohuemmille osille.
Ruostumattoman teräksen haasteet: Ruostumattomat teräkset aiheuttavat vaikeuksia laserleikkauksessa korkean heijastavuuden ja lämmönjohtavuuden vuoksi. Typpiapukaasua tarvitaan tyypillisesti hapettumisen estämiseksi, mikä lisää käyttökustannuksia. Vesisuihkuleikkaus eliminoi nämä ongelmat ja tarjoaa erinomaisia tuloksia kaikissa ruostumattomissa teräslajeissa.
Alumiinin komplikaatiot: Alumiinin korkea heijastavuus ja lämmönjohtavuus tekevät laserleikkauksesta haastavaa, erityisesti paksuille osille. Vesisuihku on erinomainen alumiinin leikkaamiseen, ja se tarjoaa puhtaat reunat ilman sulamista ja uudelleenjähmettymistä, mikä voi vaarantaa pinnan viimeistelyn kriittisissä sovelluksissa.
Eksoottiset seokset: Materiaalit, kuten Inconel, Hastelloy ja työkaluteräkset, soveltuvat paremmin vesisuihkuleikkaukseen niiden korkean lämpötilan lujuuden ja työstökarkaisuominaisuuksien vuoksi, jotka vaikeuttavat laserprosessointia.
Toleranssi ja mittatarkkuus
Saavutettavat toleranssit vaihtelevat merkittävästi prosessien välillä, ja niihin vaikuttavat materiaalin paksuus, osan geometria ja koneen kunto.
Paksujen levyjen laserleikkaustoleranssit vaihtelevat tyypillisesti ±0,1–0,3 mm riippuen paksuudesta ja materiaalista. Lämpömuodonmuutos on merkittävä tekijä paksuuden kasvaessa, mikä voi vaikuttaa mittatarkkuuteen suurissa osissa. Leikkausraon leveys (tyypillisesti 0,2–0,4 mm) pysyy suhteellisen tasaisena, mutta paksuissa osissa voi kehittyä lievää kapenemista.
Vesisuihkuleikkaus saavuttaa tasaisesti ±0,05–0,1 mm:n toleranssit koko paksuusalueella minimaalisella kapenemisella. Kapea leikkausraon leveys (0,8–1,2 mm) ja kylmäleikkausprosessi eliminoivat lämpömuodonmuutosongelmat. Pidemmät leikkausajat voivat kuitenkin mahdollistaa lievän koneen ajautumisen erittäin pitkissä leikkauksissa.
Kustannusanalyysi ja taloudelliset tekijät
Todellinen kustannusvertailu edellyttää analyysiä yksinkertaisten tuntikohtaisten käyttömaksujen lisäksi, mukaan lukien asetusajan, materiaalin hyödyntämisen, jälkikäsittelyt ja laatuun liittyvät näkökohdat.
| Kustannustekijä | Laserleikkaus | Vesisuihkuleikkaus | Vaikutus kokonaiskustannuksiin |
|---|---|---|---|
| Tuntikohtainen käyttöaste | €45-85 | €55-95 | Keskitaso |
| Asennusaika | 15-30 minuuttia | 20-40 minuuttia | Korkea pienille erille |
| Materiaalin hyödyntäminen | 85-92% | 88-95% | Korkea kalliille materiaaleille |
| Jälkikäsittelyt | Usein tarvitaan | Harvoin tarvitaan | Korkea |
| Kulutustarvikekustannukset | €2-8 per tunti | €15-25 per tunti | Keskitaso |
Kulutustarvikekustannukset vaihtelevat merkittävästi prosessien välillä. Laserleikkaus kuluttaa aputarhkoja (happea, typpeä tai ilmaa) ja satunnaisia suuttimien vaihtoja. Vesisuihkuleikkaus vaatii hankaavaa granaattia (0,30–0,50 €/kg), korkeapainetiivisteitä ja säännöllistä jalokivisuuttimen vaihtoa.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelulähestymistapamme tarkoittaa, että jokainen projekti saa ansaitsemansa huomion yksityiskohtiin, ja käytettävissä ovat sekä laser- että vesisuihkuleikkausmahdollisuudet saman katon alla.
Prosessin valintapäätösmatriisi
Systemaattinen prosessin valinta edellyttää useiden tekijöiden arviointia, jotka on painotettu projektin prioriteettien mukaan. Kriittisiä päätöstekijöitä ovat materiaalityyppi ja paksuus, vaadittu reunan laatu, mittatoleranssit, tuotantomäärä ja budjettirajoitukset.
Valitse laserleikkaus, kun: materiaalin paksuus on alle 25 mm useimmille materiaaleille, tuotantonopeus on kriittinen, materiaali on hiiliterästä, tiukka sisäkkäisyys on tarpeen materiaalin tehokkuuden kannalta tai budjettirajoitukset suosivat alhaisempia tuntihintoja mahdollisista jälkikäsittelyistä huolimatta.
Valitse vesisuihkuleikkaus, kun: materiaalin paksuus ylittää optimaaliset laserleikkausalueet, vaaditaan erinomainen reunan laatu, HAZ-aluetta ei saa olla, materiaaleihin kuuluvat alumiini, ruostumaton teräs tai eksoottiset seokset, tiukat toleranssit ovat kriittisiä koko paksuudelta tai sovellus sisältää sähkökomponentteja, jotka vaativat puhtaat reunat.
Integrointi valmistuksen työnkulkuun
Molemmat leikkausmenetelmät integroituvat eri tavoin jatkojalostusprosesseihin, mikä vaikuttaa yleiseen tuotannon tehokkuuteen ja osan laatuun.
Laserleikatut osat vaativat usein purseiden poistoa, reunan viimeistelyä tai jännityksenpoistoa, erityisesti paksuille osille. HAZ voi vaatia lämpökäsittelyn mekaanisten ominaisuuksien palauttamiseksi kriittisissä sovelluksissa. Nopeammat leikkausnopeudet voivat kuitenkin mahdollistaa juuri oikeaan aikaan -tuotantostrategiat monissa sovelluksissa.
Vesisuihkuosat siirtyvät tyypillisesti suoraan myöhempiin toimenpiteisiin, kuten muotoiluun, hitsaukseen tai kokoonpanoon ilman välivaiheita. Tämä virtaviivaistettu työnkulku kompensoi usein hitaammat leikkausnopeudet vähentämällä käsittelyä ja jälkikäsittelyjä. Integrointi tarkkoihin CNC-koneistuspalveluihin on saumatonta erinomaisen reunan laadun ja mittatarkkuuden ansiosta.
Molemmat prosessit täydentävät kaikkia valmistuspalveluitamme, mukaan lukien muotoilu, hitsaus ja viimeistely. Avainasemassa on leikkausmenetelmän valinta, joka optimoi koko tuotannon työnkulun sen sijaan, että keskityttäisiin pelkästään leikkaussuorituskykyyn.
Laadunvalvonta- ja tarkastusvaatimukset
Laadunvalvontamenettelyt vaihtelevat laser- ja vesisuihkuleikkauksen välillä kunkin prosessin erillisten ominaisuuksien ja niiden tyypillisten sovellusten vuoksi.
Laserleikattujen osien on tarkastettava reunan laadun tasaisuus, kuonan kiinnittyminen, mittatarkkuus, mukaan lukien mahdollinen lämpömuodonmuutos, HAZ-alueen laajuus ja ominaisuudet sekä pinnan viimeistelyn vaihtelu ylemmän ja alemman leikkauspinnan välillä. Paksummilla osilla voi olla kapenemista, joka on mitattava ja verrattava vaatimuksiin.
Vesisuihkuleikattujen osien on arvioitava mittatarkkuus ja kapeneminen, pinnan viimeistelyn tasaisuus, reunan kohtisuoruus ja mahdollinen delaminoituminen kerroksellisissa materiaaleissa. Tasainen leikkaustoiminta johtaa tyypillisesti ennustettavampiin laatutuloksiin tuotantoajoissa.
Molemmat prosessit hyötyvät keskeisten parametrien, kuten leikkausnopeuden, kulutustarvikkeiden kunnon ja koneen kalibroinnin, tilastollisesta prosessinohjauksesta, jotta voidaan ylläpitää tasaisia tuloksia tuotantoajoissa.
Ympäristö- ja turvallisuusnäkökohdat
Ympäristövaikutukset ja turvallisuusvaatimukset vaihtelevat merkittävästi laser- ja vesisuihkuleikkaustoimintojen välillä, mikä vaikuttaa laitostovaatimuksiin ja toimintatapoihin.
Laserleikkaus tuottaa höyryjä ja hiukkasia, jotka vaativat poisto- ja suodatusjärjestelmiä. Aputarhkankulutus, erityisesti typpi ruostumattoman teräksen leikkaamiseen, on jatkuva ympäristönäkökohta. Melutasot ovat yleensä kohtalaiset, mutta laserturvallisuusprotokollia on noudatettava tiukasti silmävammojen estämiseksi.
Vesisuihkuleikkaus tuottaa minimaalisesti ilman epäpuhtauksia, mutta tuottaa merkittäviä määriä hankaavaa lietettä, joka on hävitettävä asianmukaisesti. Vedenkäsittely- ja kierrätysjärjestelmät ovat välttämättömiä ympäristön vaatimustenmukaisuuden kannalta. Melutasot ovat korkeammat kuin laserleikkauksessa, mikä edellyttää kuulosuojaimia käyttäjille.
Molemmat prosessit kuluttavat merkittävästi sähköenergiaa, laserjärjestelmien tyypillisesti 20–100 kW ja vesisuihkujärjestelmien 50–200 kW riippuen koosta ja kokoonpanosta. Energiatehokkuusnäkökohdat suosivat laserleikkausta useimmissa sovelluksissa sen kyvykkyysalueella.
Usein kysytyt kysymykset
Mikä on kunkin prosessin suurin paksuus, jonka se voi leikata luotettavasti?
Laserleikkaus käsittelee luotettavasti hiiliterästä jopa 40–50 mm:iin ja ruostumatonta terästä 30–40 mm:iin hyvällä reunan laadulla. Vesisuihkuleikkaus voi käsitellä käytännössä mitä tahansa materiaalia jopa 200+ mm:n paksuuteen tasaisella laadulla, rajoittuen ensisijaisesti koneen kurkun syvyyteen eikä leikkauskykyyn.
Miten leikkausnopeus vertautuu laserin ja vesisuihkun välillä paksuille levyille?
Laserleikkaus on huomattavasti nopeampaa materiaaleille, jotka ovat sen paksuusominaisuuksien sisällä, usein 3–5 kertaa nopeampaa kuin vesisuihku. Kun paksuus lähestyy laserin rajoja, nopeusetu kuitenkin pienenee samalla kun reunan laatu heikkenee. Vesisuihku ylläpitää tasaisia leikkausnopeuksia paksuudesta riippumatta.
Kumpi prosessi tarjoaa paremman mittatarkkuuden paksuille levyille?
Vesisuihkuleikkaus tuottaa tasaisesti erinomaisen mittatarkkuuden (±0,05–0,1 mm) minimaalisella kapenemisella koko materiaalin paksuudelta. Laserleikkauksen tarkkuus heikkenee paksuuden myötä lämpövaikutusten ja mahdollisen kapenemisen kehittymisen vuoksi, saavuttaen tyypillisesti ±0,1–0,3 mm paksuilla osilla.
Mitkä ovat tyypilliset kustannuserot laser- ja vesisuihkuleikkauksen välillä?
Laserleikkaus tarjoaa yleensä alhaisemmat tuntihinnat (45–85 € verrattuna vesisuihkun 55–95 €) mutta saattaa vaatia jälkikäsittelyjä. Vesisuihkulla on korkeammat kulutustarvikekustannukset (15–25 €/tunti verrattuna 2–8 €/tunti), mutta se tarvitsee harvoin lisäkäsittelyä. Projektin kokonaiskustannukset riippuvat erityisvaatimuksista ja osan monimutkaisuudesta.
Miten materiaalin ominaisuudet vaikuttavat prosessin valintaan?
Hiiliteräkset suosivat laserleikkausta eksotermisen reaktion etujen vuoksi, kun taas heijastavat materiaalit (alumiini, kupari) ja korkean lämpötilan seokset (Inconel, työkaluteräkset) toimivat paremmin vesisuihkulla. Ruostumattomat teräkset voivat käyttää kumpaa tahansa prosessia, laser tarjoaa nopeutta ja vesisuihku erinomaisen reunan laadun.
Mitä jälkikäsittelyjä tyypillisesti vaaditaan kullekin prosessille?
Laserleikatut osat vaativat usein purseiden poistoa, kuonan poistoa ja mahdollisesti lämpökäsittelyä HAZ-vaikutusten korjaamiseksi. Vesisuihkuosat tarvitsevat tyypillisesti vain vähäisiä jälkikäsittelyjä tavanomaisen puhdistuksen lisäksi, siirtyen suoraan myöhempiin valmistusvaiheisiin, kuten hitsaukseen tai muotoiluun.
Kumpi prosessi on parempi osille, jotka vaativat myöhempää hitsausta?
Vesisuihkuleikkaus on yleensä suositeltava osille, jotka vaativat hitsausta, koska siinä ei ole HAZ-aluetta ja reunan laatu on erinomainen. Vesisuihkun tuottama puhdas, oksiditon reuna eliminoi mahdolliset hitsauksen saastumislähteet ja lyhentää hitsauksen valmisteluaikaa.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece