Kulman helpotusmallit: Suorakulmaiset vs. pyöreät helpotukset puhtaisiin taivutuksiin
Kulman helpotusmalli on yksi kriittisimmistä päätöksistä ohutlevyvalmistuksessa, ja se vaikuttaa suoraan taivutuksen laatuun, työkalujen käyttöikään ja tuotannon tehokkuuteen. Suorakulmaisen ja pyöreän kulman helpotuksen valinta määrittää esteettisen lopputuloksen lisäksi myös taivutettujen komponenttien rakenteellisen eheyden ja valmistettavuuden.
Tärkeimmät huomiot:
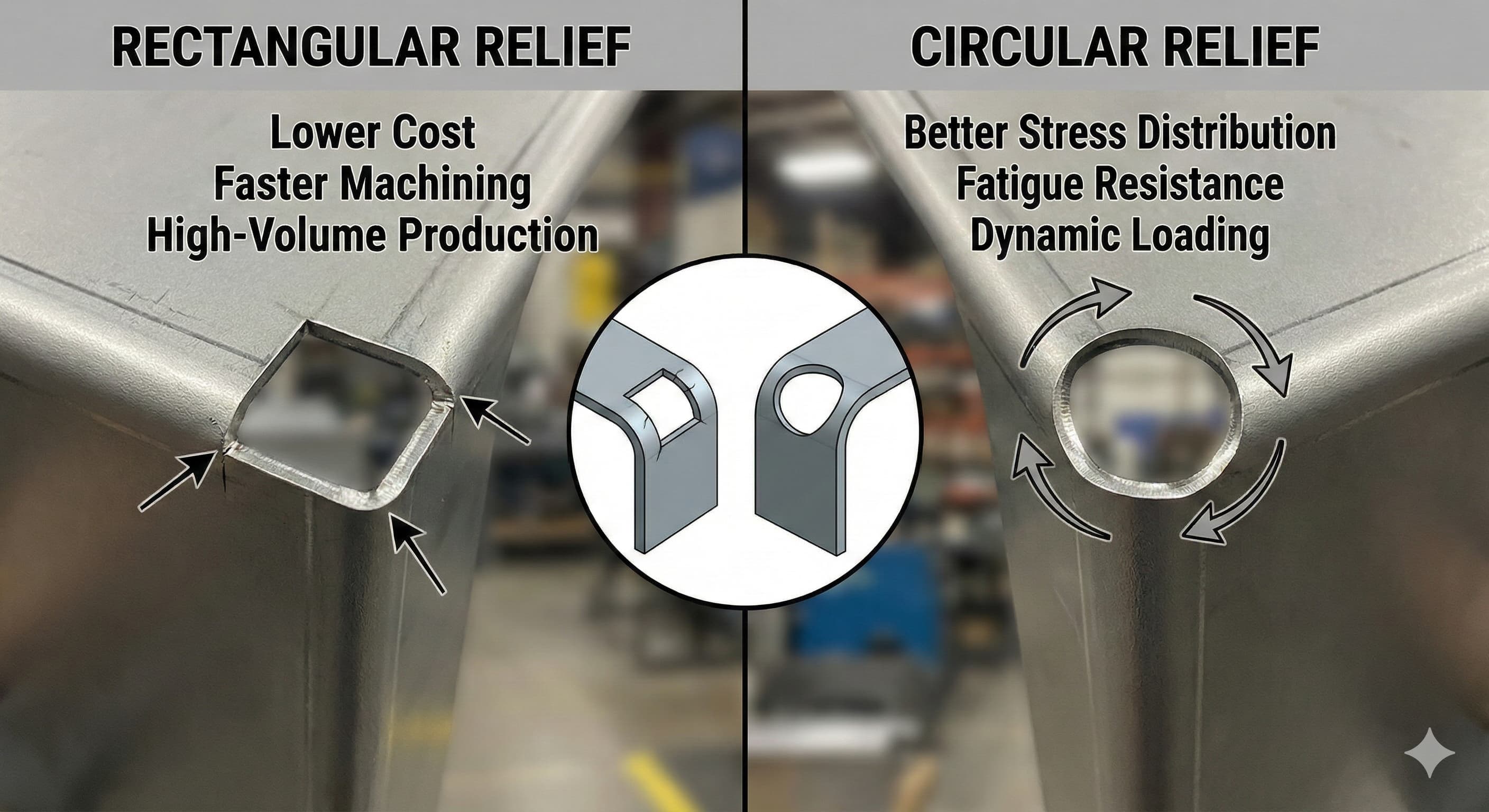
- Suorakulmaiset helpotukset tarjoavat paremman materiaalisäästön ja nopeammat työstöajat, mikä tekee niistä ihanteellisia suurivolyymiseen tuotantoon
- Pyöreät helpotukset tarjoavat paremman jännitysjakauman ja väsymiskestävyyden, mikä on ratkaisevan tärkeää dynaamisissa kuormitussovelluksissa
- Helpotuksen mittojen on noudatettava ISO 2768 -ohjeita, ja tyypilliset syvyydet vaihtelevat 0,5 mm:stä 2,0 mm:iin materiaalin paksuudesta riippuen
- Oikea helpotusmalli voi vähentää kulman halkeilua jopa 85 % materiaaleissa, kuten Al 6061-T6 ja ruostumaton teräs 304
Kulman helpotuksen perusteiden ymmärtäminen
Kulman helpotukset toimivat jännityskeskittymien hallintaominaisuuksina ohutlevymalleissa, mikä estää materiaalin kertymisen ja halkeilun taivutusprosessin aikana. Kun kaksi taivutusviivaa leikkaavat, päällekkäinen materiaali luo geometrisen mahdottomuuden, joka on ratkaistava strategisella materiaalin poistolla.
Kulman helpotuksen välttämättömyyden taustalla oleva fysiikka johtuu metallin peruskäyttäytymisestä plastisen muodonmuutoksen aikana. Kun ohutlevy taipuu, ulommat kuidut kokevat vetojännitystä, kun taas sisemmät kuidut puristuvat. Kulman leikkauskohdissa tämä jännityskuvio muuttuu monimutkaiseksi ja luo monisuuntaisia voimia, jotka voivat ylittää materiaalin vetolujuuden.
ISO 2768 -standardit määrittävät vähimmäishelpotusmitat materiaalin paksuuden ja taivutussäteen suhteiden perusteella. Materiaaleille, joiden paksuus (t) on 0,5 mm–3,0 mm, helpotuksen syvyyden tulisi olla 1,5 t + taivutussäde, kun taas helpotuksen leveyden on vastattava taivutusvaran laskelmia häiriöiden estämiseksi.
Materiaalin ominaisuudet vaikuttavat merkittävästi helpotusmallin vaatimuksiin. Erittäin lujat seokset, kuten Al 7075-T6, vaativat suurempia helpotusmittoja verrattuna pehmeämpiin materiaaleihin, kuten Al 1100-H14, niiden pienemmän sitkeyden ja korkeampien kimmomoduuliarvojen vuoksi.
Suorakulmainen kulman helpotusmalli
Suorakulmaiset helpotukset ovat teollisuuden taloudellisin ja laajimmin käytetty kulman helpotusratkaisu ohutlevyjen valmistuspalveluissa. Niiden geometrinen yksinkertaisuus johtaa suoraan valmistusetuihin, erityisesti suurivolyymisissä tuotantoympäristöissä.
Suorakulmainen helpotusmalli koostuu kahdesta kohtisuorasta leikkauksesta, jotka leikkaavat 90 asteen kulmassa ja luovat neliön tai suorakulmaisen tyhjän tilan kulman leikkauskohtaan. Vakiomitat noudattavat kaavaa: Pituus (L) = 1,5 t + R + 0,5 mm, Leveys (W) = 1,5 t + R + 0,5 mm, jossa t edustaa materiaalin paksuutta ja R tarkoittaa taivutussädettä.
Suorakulmaisten helpotusten valmistusetuihin kuuluvat yksinkertaistettu ohjelmointi CNC-lävistystoiminnoille, vähentynyt työkalujen kuluminen suoraviivaisten leikkausreittien ansiosta ja nopeammat sykliajat verrattuna kaareviin geometrioihin. Revolveripuristimet voivat suorittaa suorakulmaisia helpotuksia käyttämällä tavallisia suorakulmaisia lävistyksiä, mikä eliminoi erikoistyökalujen tarpeen.
Rakenteellisesta näkökulmasta suorakulmaiset helpotukset tarjoavat riittävän jännityksen lievityksen useimpiin sovelluksiin, erityisesti niihin, joihin liittyy staattisia kuormitusolosuhteita. Terävät kulmat luovat paikallisia jännityskeskittymiä, mutta ne pysyvät tyypillisesti hyväksyttävissä rajoissa tavallisissa teollisissa sovelluksissa.
| Materiaalin paksuus | Suositeltu pituus (mm) | Suositeltu leveys (mm) | Tyypillinen toleranssi (±mm) |
|---|---|---|---|
| 0.5mm | 2.0 | 2.0 | 0.05 |
| 1.0mm | 3.5 | 3.5 | 0.08 |
| 1.5mm | 4.75 | 4.75 | 0.10 |
| 2.0mm | 6.0 | 6.0 | 0.13 |
| 3.0mm | 8.5 | 8.5 | 0.15 |
Kustannusanalyysi osoittaa, että suorakulmaiset helpotukset maksavat tyypillisesti 15–25 % vähemmän kuin pyöreät vaihtoehdot johtuen lyhyemmästä työstöajasta ja vakiotyökalujen vaatimuksista. Yli 1 000 kappaleen tuotantoajoissa tämä kustannusero muuttuu merkittäväksi, mikä usein oikeuttaa suorakulmaisten helpotusten valinnan jopa sovelluksissa, joissa pyöreät mallit saattavat tarjota marginaalisia teknisiä etuja.
Pyöreä kulman helpotusmalli
Pyöreät kulman helpotukset tarjoavat erinomaiset jännitysjakaumaominaisuudet, mikä tekee niistä ensisijaisen valinnan sovelluksiin, joihin liittyy dynaamista kuormitusta, tärinää tai väsymistä. Kaareva geometria eliminoi terävät jännityskeskittymät, jotka ovat ominaisia suorakulmaisille malleille.
Pyöreässä helpotusmallissa käytetään yhtä sädeleikkausta, joka on tyypillisesti 2,0 mm–6,0 mm materiaalin paksuudesta ja sovellusvaatimuksista riippuen. Säteen laskenta noudattaa kaavaa: R = 1,2 × (materiaalin paksuus + taivutussäde) + 1,0 mm, mikä varmistaa riittävän välyksen optimoiden samalla jännitysvirtakuvioita.
Elementtimenetelmillä tehty jännitysanalyysi osoittaa, että pyöreät helpotukset vähentävät huippujännityskeskittymiä 35–45 % verrattuna suorakulmaisiin vaihtoehtoihin. Tämä parannus on kriittinen ilmailu-, auto- ja lääketieteellisissä laitesovelluksissa, joissa komponenttien luotettavuus vaikuttaa suoraan turvallisuuteen.
Pyöreiden helpotusten valmistus vaatii erikoistyökaluja tai lisätyöstötoimenpiteitä. CNC-revolveripuristimet tarvitsevat pyöreitä lävistyksiä eri halkaisijoilla, kun taas laserleikkausjärjestelmät voivat tuottaa minkä tahansa säteen ilman työkalurajoituksia. Tämä joustavuus tekee laserleikkauksesta erityisen houkuttelevan prototyyppien valmistukseen ja pienierätuotantoon.
Saat erittäin tarkkoja tuloksia Pyydä mukautettu tarjous 24 tunnin sisällä Microns Hubilta.
Materiaalin poistomäärä pyöreissä helpotuksissa ylittää tyypillisesti suorakulmaiset mallit 20–30 %, mikä merkitsee pientä materiaalikustannusten nousua, mutta mahdollisesti merkittävää parannusta komponentin pitkäikäisyydessä. Tämä kompromissi osoittautuu kannattavaksi sovelluksissa, joissa vaihtokustannukset ylittävät alkuperäiset valmistusmaksut.
Vertailuanalyysi: Suorituskykyominaisuudet
Väsymistestaus paljastaa merkittäviä suorituskykyeroja suorakulmaisten ja pyöreiden helpotusmallien välillä. Komponentit, joissa on pyöreät helpotukset, osoittavat 40–60 % pidemmän väsymisiän syklisen kuormituksen alaisena, mikä on erityisen tärkeää autojen jousituskomponenteissa ja ilmailurakenteissa.
Jännityskeskittymäkertoimet (Kt) tarjoavat kvantitatiivisia vertailumittareita. Suorakulmaiset helpotukset osoittavat tyypillisesti Kt-arvoja välillä 2,8–3,2, kun taas pyöreät helpotukset saavuttavat Kt-arvoja 1,8–2,1. Pienemmät Kt-arvot osoittavat tasaisemman jännitysjakauman ja pienemmän vikaantumisen todennäköisyyden.
| Suorituskykymittari | Suorakulmainen aukko | Pyöreä aukko | Parannuskerroin |
|---|---|---|---|
| Jännityskeskittymä (Kt) | 2.8-3.2 | 1.8-2.1 | 35-45% vähennys |
| Väsymiskestävyys (sykliä) | 50,000-80,000 | 85,000-130,000 | 60-70% kasvu |
| Valmistusaika (sek) | 2.5-3.0 | 3.5-4.5 | 40% kasvu |
| Työkalun kesto (osumia) | 100,000-150,000 | 80,000-120,000 | 20% vähennys |
| Materiaalin käyttö (%) | 98.5-99.0 | 97.5-98.0 | 1-1.5% kasvu |
Pinnan viimeistelyyn liittyvät näkökohdat suosivat myös pyöreitä helpotuksia, erityisesti näkyvissä sovelluksissa. Sileä kaareva geometria eliminoi terävät reunat, jotka voivat tarttua kiinni käsittelyn tai kokoonpanon aikana, mikä vähentää viiltojen riskiä ja parantaa yleistä turvallisuutta.
Materiaalikohtaiset näkökohdat
Eri materiaalit reagoivat ainutlaatuisesti kulman helpotusmalleihin, mikä edellyttää räätälöityjä lähestymistapoja optimaalisten tulosten saavuttamiseksi. Alumiiniseokset, ruostumattomat teräkset ja pehmeät teräkset tarjoavat kukin erilaisia haasteita ja mahdollisuuksia.
Alumiini 6061-T6 osoittaa erinomaisen sitkeyden, jolloin sekä suorakulmaiset että pyöreät helpotukset toimivat riittävän hyvin. Materiaalin taipumus työstökarkaisuun tekee pyöreistä helpotuksista kuitenkin suositeltavia sovelluksiin, joihin liittyy toistuvaa taivutusta tai muovausta. Pienemmät jännityskeskittymät auttavat ylläpitämään sitkeyttä koko valmistusprosessin ajan.
Ruostumaton teräs 304 aiheuttaa suurempia haasteita työstökarkaisuominaisuuksiensa ja suuremman lujuutensa vuoksi. Pyöreät helpotukset ovat erityisen tärkeitä, koska parannettu jännitysjakauma auttaa estämään mikrohalkeamia, jotka voivat levitä ajan myötä. Helpotusmittoja tulisi suurentaa 20–25 % verrattuna alumiinisovelluksiin materiaalin pienemmän sitkeyden huomioon ottamiseksi.
Erittäin lujat teräkset edellyttävät huolellista helpotusmallin harkintaa, koska niiden rajoitettu sitkeys tekee niistä alttiita halkeilulle. Pyöreät helpotukset, joissa on suuret säteet, ovat usein pakollisia, huolimatta lisääntyneestä valmistuksen monimutkaisuudesta ja kustannuksista.
Valmistusprosessin integrointi
Helpotusmallin on integroitava saumattomasti yleisiin valmistustyönkulkuihin tehokkuuden ja laadun optimoimiseksi. Suorakulmaisten ja pyöreiden helpotusten valinta vaikuttaa työkalujen valintaan, ohjelmoinnin monimutkaisuuteen ja tuotannon järjestykseen.
CNC-revolveripuristustoiminnot suosivat suorakulmaisia helpotuksia vakiotyökalujen saatavuuden ja yksinkertaisten ohjelmointivaatimusten vuoksi. Lineaariset työkalureitit lyhentävät sykliaikaa ja pidentävät työkalujen käyttöikää, mikä on erityisen tärkeää suurivolyymisissä tuotantoajoissa. Nykyaikaiset revolveripuristimet voivat kuitenkin käyttää pyöreitä lävistyksiä, vaikka tämä edellyttää lisäinvestointeja työkaluihin.
Laserleikkausjärjestelmät tarjoavat enemmän joustavuutta, ja ne pystyvät tuottamaan minkä tahansa helpotusgeometrian ilman työkalurajoituksia. Tämä etu tekee laserleikkauksesta houkuttelevan prototyyppien valmistukseen ja pienivolyymiseen tuotantoon, jossa työkalujen poistot muuttuvat kohtuuttomiksi. Laserjärjestelmillä saavutettava tarkkuus mahdollistaa myös monimutkaiset helpotusgeometriat, joissa yhdistyvät suorakulmaiset ja pyöreät ominaisuudet.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja kattava valmistuspalvelumme lähestymistapa tarkoittaa, että jokainen projekti saa ansaitsemansa huomion yksityiskohtiin, tarvitsetpa yksinkertaisia suorakulmaisia helpotuksia tai monimutkaisia kaarevia geometrioita.
Integrointi ura- ja tappirakenteeseen edellyttää helpotuksen sijoittelun ja mittojen huolellista koordinointia. Helpotusten on tarjottava riittävä välys kokoonpanotoiminnoille säilyttäen samalla rakenteellisen eheyden liitoskohdissa.
Laadunvalvonta ja tarkastus
Kulman helpotuksen laatu vaikuttaa suoraan lopullisen komponentin suorituskykyyn, mikä tekee tiukoista tarkastusprotokollista välttämättömiä. Mittatarkkuus, reunan laatu ja geometrinen johdonmukaisuus edellyttävät kaikki todentamista, jotta varmistetaan spesifikaatioiden noudattaminen.
Mittatarkastuksessa keskitytään helpotuksen syvyyteen, leveyteen ja sijaintitarkkuuteen taivutusviivoihin nähden. Koordinaattimittauskoneet (CMM) tarjoavat kriittisiin sovelluksiin tarvittavan tarkkuuden, vaikka yksinkertaisemmat hyväksytty/hylätty-mittarit riittävät moniin tuotantoympäristöihin.
Reunan laadun arvioinnissa tutkitaan pinnan karheutta, purseiden muodostumista ja mikrohalkeilun mahdollisuutta. Suorakulmaiset helpotukset osoittavat tyypillisesti paremman reunan laadun lävistysprosessin puhtaan leikkausvaikutuksen ansiosta, kun taas laserleikatut pyöreät helpotukset saattavat vaatia toissijaisia purseiden poistotoimenpiteitä.
Tilastollisen prosessinohjauksen (SPC) toteuttaminen auttaa ylläpitämään tasaisen helpotuksen laadun koko tuotantoajon ajan. Tärkeimpiä parametreja ovat helpotuksen mitat, reunan karheus ja sijaintitarkkuus, ja ohjausrajat on määritetty komponentin kriittisyyden ja loppukäyttövaatimusten perusteella.
Kustannusten optimointistrategiat
Kustannusten optimointi edellyttää alkuperäisten valmistuskustannusten tasapainottamista komponentin pitkän aikavälin suorituskyvyn ja vaihtokustannusten kanssa. Tämä analyysi on erityisen tärkeä suurivolyymisissä sovelluksissa, joissa pienet yksikkökustannuserot kasvavat merkittäviksi kokonaismääriksi.
Suorat valmistuskustannukset suosivat suorakulmaisia helpotuksia, ja tyypilliset säästöt ovat 0,05–0,15 € per komponentti verrattuna pyöreisiin vaihtoehtoihin. Nämä säästöt johtuvat lyhyemmästä sykliajasta, vakiotyökalujen käytöstä ja yksinkertaistetuista ohjelmointivaatimuksista. Yli 10 000 kappaleen vuotuisissa tuotantomäärissä suorakulmaiset helpotukset tarjoavat usein houkuttelevia taloudellisia etuja.
Elinkaarikustannusanalyysi voi kuitenkin suosia pyöreitä helpotuksia sovelluksissa, joissa parannettu väsymiskestävyys vähentää huolto- ja vaihtotiheyttä. Pyöreiden helpotusten valmistuksesta maksettu lisämaksu osoittautuu usein kannattavaksi, kun vaihtokustannukset, seisokkien kustannukset ja turvallisuusnäkökohdat otetaan huomioon kokonaiskustannuksissa.
| Tuotantomäärä | Suorakulmainen hinta (€/kpl) | Pyöreä hinta (€/kpl) | Kannattavuusanalyysi |
|---|---|---|---|
| 100-500 kpl | 0.45-0.38 | 0.52-0.45 | Suorakulmainen suositeltava |
| 500-2,000 kpl | 0.35-0.28 | 0.42-0.35 | Sovelluksesta riippuvainen |
| 2,000-10,000 kpl | 0.25-0.20 | 0.32-0.26 | Harkitse elinkaarikustannuksia |
| 10,000+ kpl | 0.18-0.15 | 0.25-0.20 | Suorakulmainen erittäin suositeltava |
Kehittyneet suunnittelutekniikat
Nykyaikainen kulman helpotusmalli ulottuu yksinkertaisia suorakulmaisia tai pyöreitä geometrioita pidemmälle, ja se sisältää hybridilähestymistapoja, jotka optimoivat tietyt suorituskykyominaisuudet. Nämä edistyneet tekniikat edellyttävät kehittyneitä valmistusominaisuuksia, mutta ne voivat tuottaa erinomaisia tuloksia vaativiin sovelluksiin.
Pisaranmuotoiset helpotukset yhdistävät suorakulmaisia ja pyöreitä ominaisuuksia käyttämällä suoria sivuja valmistuksen tehokkuuden parantamiseksi ja samalla säteittäisiä päitä jännityksen vähentämiseksi. Tämä hybridilähestymistapa saavuttaa 70–80 % pyöreän helpotuksen jännityseduista säilyttäen samalla 85–90 % suorakulmaisen helpotuksen valmistuksen tehokkuudesta.
Muuttuvansäteiset helpotukset mukauttavat pyöreän geometrian vastaamaan erilaisia jännityskuvioita samassa komponentissa. Elementtianalyysi ohjaa säteen optimointia luoden helpotusgeometrioita, jotka on räätälöity tiettyihin kuormitusolosuhteisiin ja materiaalin ominaisuuksiin.
Monivaiheiset helpotukset sisältävät erilaisia geometrioita eri syvyyksissä, mikä tarjoaa optimaalisen jännitysjakauman minimoiden samalla materiaalin poiston. Nämä monimutkaiset geometriat edellyttävät edistyneitä valmistusominaisuuksia, mutta ne voivat saavuttaa suorituskyvyn parannuksia, jotka ylittävät yksigeometriset lähestymistavat.
Usein kysytyt kysymykset
Mitkä tekijät määräävät suorakulmaisten ja pyöreiden kulman helpotusten välisen valinnan?
Valinta riippuu sovellusvaatimuksista, tuotantomäärästä ja materiaalin ominaisuuksista. Suorakulmaiset helpotukset sopivat suurivolyymiseen tuotantoon vakiotyökaluilla, kun taas pyöreät helpotukset ovat erinomaisia väsymiskriittisissä sovelluksissa, jotka edellyttävät erinomaista jännitysjakaumaa. Materiaalin paksuus, taivutussäde ja kuormitusolosuhteet vaikuttavat kaikki optimaaliseen valintaan.
Miten kulman helpotuksen mitat skaalautuvat materiaalin paksuuden mukaan?
Helpotuksen mitat noudattavat tyypillisesti kaavaa: Helpotuksen koko = 1,5 × materiaalin paksuus + taivutussäde + 0,5 mm välys. Paksummat materiaalit vaativat suhteellisesti suurempia helpotuksia, jotta materiaalin lisääntynyt virtaus taivutuksen aikana voidaan ottaa huomioon. Erittäin lujat materiaalit saattavat vaatia 20–25 % suurempia helpotuksia verrattuna vakiolaskelmiin.
Voidaanko kulman helpotuksia lisätä alkuperäisen valmistuksen jälkeen?
Vaikka se on teknisesti mahdollista, helpotuksen lisääminen valmistuksen jälkeen osoittautuu haastavaksi ja kalliiksi. Toissijaiset työstötoimenpiteet aiheuttavat asennuskustannuksia ja mahdollisia laatuongelmia. Optimaaliset tulokset edellyttävät helpotuksen sisällyttämistä alkuperäiseen valmistussuunnitteluun, mikä varmistaa asianmukaisen integroinnin valmistustyönkulkuihin ja laadunvalvontaprosesseihin.
Mitkä tarkastusmenetelmät varmistavat kulman helpotuksen laadun?
Laadunvarmistuksessa käytetään mittatarkastusta CMM-järjestelmillä tai hyväksytty/hylätty-mittareilla, visuaalista tarkastusta reunan laadun ja purseiden muodostumisen varalta sekä toiminnallista testausta kriittisissä sovelluksissa. Tilastollinen prosessinohjaus valvoo helpotuksen johdonmukaisuutta koko tuotantoajon ajan, ja ohjausrajat perustuvat komponentin kriittisyyteen.
Miten kulman helpotukset vaikuttavat komponentin yleiseen lujuuteen?
Oikein suunnitellut helpotukset parantavat komponentin lujuutta estämällä jännityskeskittymiä, jotka voivat aiheuttaa halkeilua. Vaikka helpotukset poistavat materiaalia, jännitysjakauman parannus yleensä ylittää materiaalin vähennysvaikutukset. Pyöreät helpotukset tarjoavat 35–45 % paremman jännitysjakauman verrattuna suorakulmaisiin vaihtoehtoihin.
Mitkä valmistusprosessit toimivat parhaiten kullekin helpotustyypille?
Suorakulmaiset helpotukset optimoivat CNC-lävistystoiminnot vakiotyökaluilla, kun taas pyöreät helpotukset sopivat laserleikkausjärjestelmille, jotka tarjoavat geometrista joustavuutta. Vesileikkaus mahdollistaa molemmat geometriat tehokkaasti, vaikkakin korkeammalla hinnalla. Prosessin valinta riippuu tuotantomäärästä, tarkkuusvaatimuksista ja käytettävissä olevista laitteista.
Onko helpotustyypeille olemassa toimialakohtaisia mieltymyksiä?
Ilmailu- ja lääketieteellinen teollisuus suosivat tyypillisesti pyöreitä helpotuksia erinomaisen väsymiskestävyyden ja jännitysjakauman vuoksi. Autoteollisuuden sovellukset vaihtelevat komponentin toiminnan mukaan, ja rakenteelliset elementit suosivat pyöreitä helpotuksia, kun taas kosmeettiset osat käyttävät usein suorakulmaisia vaihtoehtoja. Elektroniikkakotelot käyttävät yleisesti suorakulmaisia helpotuksia kustannustehokkuuden ja EMI-suojauksen jatkuvuuden vuoksi.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece