K-tekijä selitettynä: Taivutusvaran laskeminen tarkkaan ohutlevytyöhön
Ohutlevyvalmistajat, jotka työskentelevät ±0,25 mm:n toleransseja tiukemmilla toleransseilla, kohtaavat perusongelman: tarkkojen taivutusmittojen saavuttamisen ottaen huomioon materiaalin muodonmuutokset taivutusprosessin aikana. K-tekijä toimii matemaattisena siltana litteän mallin kehityksen ja lopullisen taivutetun geometrian välillä, mikä määrittää, täyttävätkö osat kriittiset kokoonpanovaatimukset vai päätyvätkö ne kalliiksi romuksi.
K-tekijän laskennan ymmärtäminen on olennaista suunniteltaessa kiinnikkeitä, koteloita ja rakenneosia, joissa taivutustarkkuus vaikuttaa suoraan istuvuuteen ja toimintaan. Tämä kattava opas tarkastelee suunnitteluperiaatteita, laskentamenetelmiä ja käytännön sovelluksia, jotka määrittelevät tarkan ohutlevyvalmistuksen.
- K-tekijä edustaa neutraaliakselin sijainnin suhdetta materiaalin paksuuteen, tyypillisesti välillä 0,25–0,50 tavallisille ohutlevyille
- Tarkat taivutusvaran laskelmat edellyttävät materiaaliominaisuuksien, työkalugeometrian ja muovausparametrien huomioon ottamista
- Tarkkuussovellukset edellyttävät empiiristä K-tekijän validointia testitaivutuksilla ja mittausvarmennuksella
- Kehittyneet CAD-järjestelmät integroivat K-tekijätietokantoja automaattista litteän mallin kehitystä varten
K-tekijän perusteiden ymmärtäminen ohutlevyn taivutuksessa
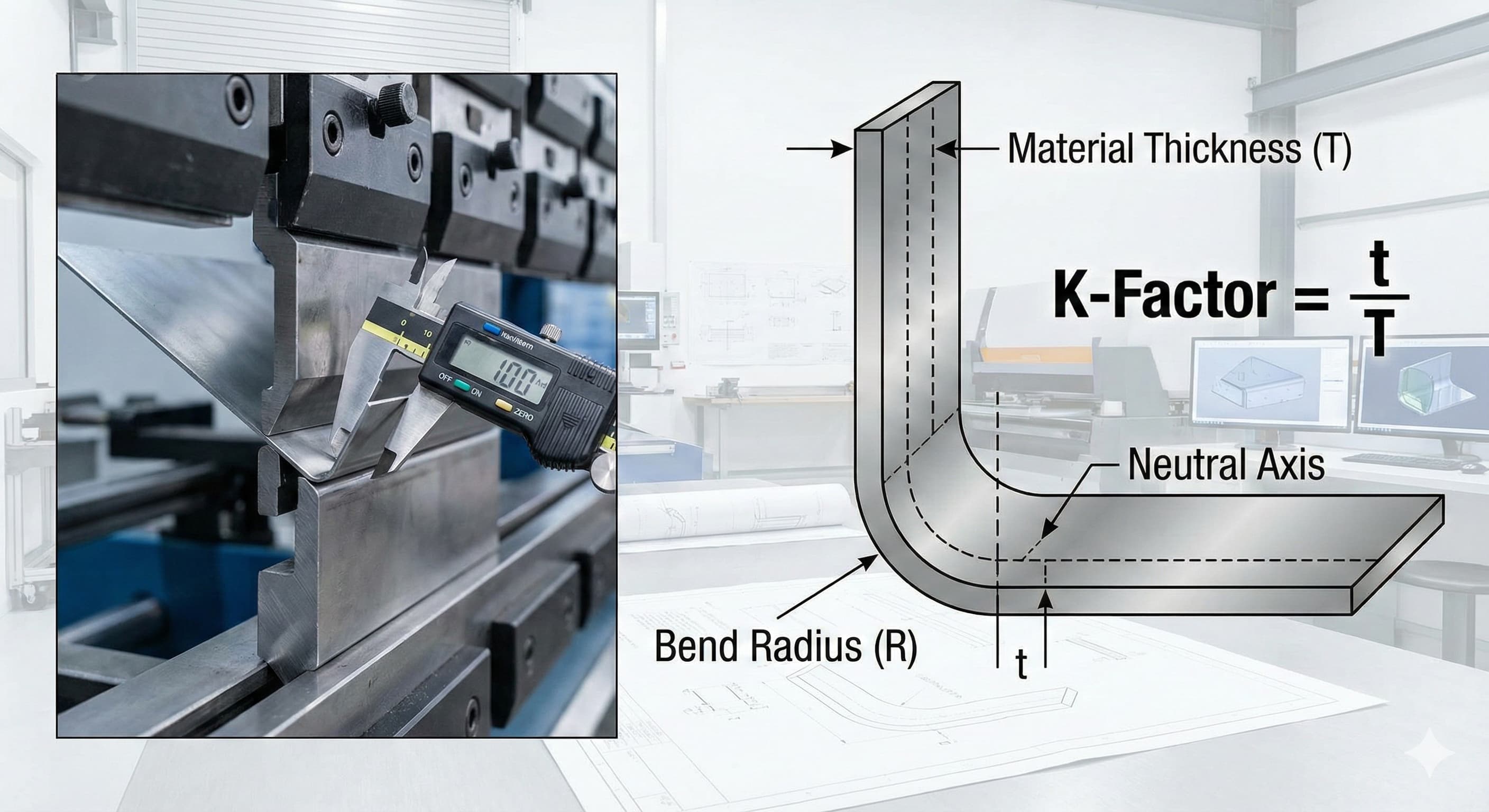
K-tekijä kvantifioi materiaalin neutraaliakselin ja sen paksuuden välisen suhteen taivutusprosessin aikana. Kun ohutlevy taivutetaan, ulkopinta venyy, kun taas sisäpinta puristuu, jolloin syntyy neutraaliakseli, jossa materiaalin pituus pysyy vakiona. Tämä neutraaliakselin sijainti määrittää tarkan litteän mallin kehittämiseen tarvittavan taivutusvaran.
Matemaattisesti K-tekijä on yhtä suuri kuin etäisyys sisemmästä taivutussäteestä neutraaliakseliin jaettuna materiaalin paksuudella. Osalle, jonka paksuus on 2,0 mm ja neutraaliakseli sijaitsee 0,8 mm:n päässä sisäpinnasta, K-tekijäksi lasketaan 0,40. Tämä dimensioton arvo pysyy suhteellisen johdonmukaisena tietyille materiaali-työkaluyhdistelmille.
Materiaaliominaisuudet vaikuttavat merkittävästi K-tekijän arvoihin. Sitkeät materiaalit, kuten alumiini 1100-O, osoittavat korkeampia K-tekijöitä (0,45–0,50) johtuen materiaalin suuremmasta virtauksesta muovauksen aikana. Sitä vastoin kovemmat materiaalit, kuten ruostumaton teräs 304, osoittavat tyypillisesti alhaisempia K-tekijöitä (0,30–0,40) johtuen pienemmistä muodonmuutosominaisuuksista.
Työkalugeometria vaikuttaa myös K-tekijän määrittämiseen. Pienemmät meistin säteet luovat terävämpiä taivutuksia alhaisemmilla K-tekijöillä, kun taas suuremmat säteet edistävät asteittaista muovausta korkeammilla arvoilla. Meistin säteen ja materiaalin paksuuden välinen suhde, ilmaistuna R/T-suhteena, tarjoaa alustavan K-tekijän arviointiohjeen.
| Materiaalin laatu | Tyypillinen K-kerroin alue | Vetolujuus (MPa) | Muovausominaisuudet |
|---|---|---|---|
| Alumiini 1100-O | 0,45 - 0,50 | 90 - 165 | Erinomainen muovattavuus, korkea sitkeys |
| Alumiini 6061-T6 | 0,35 - 0,42 | 310 - 380 | Hyvä muovattavuus, kohtalainen lujuus |
| Teräs 1008/1010 | 0,40 - 0,45 | 320 - 420 | Hyvä muovattavuus, alhainen hiilipitoisuus |
| Ruostumaton teräs 304 | 0,30 - 0,40 | 515 - 620 | Kohtalainen muovattavuus, muokkauslujittuminen |
| Ruostumaton teräs 316 | 0,32 - 0,42 | 515 - 670 | Parempi muovattavuus kuin 304 |
Taivutusvaran laskentamenetelmät ja kaavat
Taivutusvara edustaa neutraaliakselin kaaren pituutta taivutusalueen läpi, mikä tarjoaa kriittisen mitan litteän mallin kehittämiselle. Peruskaava sisältää taivutuskulman, sisäsäteen, materiaalin paksuuden ja K-tekijän: BA = (π/180) × (R + K × T) × A, jossa BA on taivutusvara, R edustaa sisäsädettä, K tarkoittaa K-tekijää, T osoittaa materiaalin paksuuden ja A määrittää taivutuskulman asteina.
Esimerkiksi 90 asteen taivutukselle 1,5 mm:n alumiinissa 6061-T6, jonka sisäsäde on 3,0 mm ja K-tekijä 0,38, laskelma tuottaa: BA = (π/180) × (3,0 + 0,38 × 1,5) × 90 = 9,42 + 0,90 = 10,32 mm. Tämä taivutusvaran arvo määrittää kaaren pituuden, joka sisällytetään litteän mallin kehitykseen.
Taivutusvähennysmenetelmä tarjoaa vaihtoehtoisen lähestymistavan, joka laskee materiaalin pituuseroa taivutettujen ja taivuttamattomien tilojen välillä. Taivutusvähennys on yhtä suuri kuin 2 × (ulkopuolinen takaisku) - taivutusvara, jossa ulkopuolinen takaisku edustaa etäisyyttä taivutusviivasta ulkopintaan. Tämä menetelmä on erityisen hyödyllinen CAD-järjestelmille ja automatisoiduille pesäohjelmistoille.
Kehittyneet sovellukset saattavat vaatia taivutusvaran korjauskertoimia ottamaan huomioon jousipalautuksen, työkalun kulumisen ja materiaalin vaihtelut. Nämä korjauskertoimet, tyypillisesti välillä 0,95–1,05, hienosäätävät teoreettisia laskelmia empiirisen testauksen ja tuotantokokemuksen perusteella.
Monitaivutuslaskelmat edellyttävät huolellista taivutusjärjestyksen ja välimittaisten litteiden pituuksien huomioon ottamista. Jokainen taivutus lisää oman yksilöllisen varansa säilyttäen samalla osan kokonaismitat. Monimutkaiset geometriat, joissa on useita taivutuksia, palautuksia ja offsetteja, vaativat systemaattisia laskentamenetelmiä kumulatiivisten virheiden estämiseksi.
Materiaaliominaisuuksien vaikutus K-tekijän valintaan
Materiaalin raerakenne vaikuttaa merkittävästi K-tekijän määrittämiseen ja taivutuskäyttäytymiseen. Kylmävalssatuilla materiaaleilla on suuntaavia ominaisuuksia, joissa on erilaiset K-tekijät yhdensuuntaisesti ja kohtisuorassa valssaussuuntaan nähden. Alumiini 6061-T6 voi osoittaa K-tekijän 0,38 yhdensuuntaisesti rakeen kanssa ja 0,42 kohtisuorassa, mikä edellyttää suuntauskohtaisia laskelmia kriittisissä sovelluksissa.
Työkarkaisuominaisuudet vaikuttavat K-tekijän vakauteen muovaustoimintojen aikana. Materiaalit, joilla on korkea työkarkaisunopeus, kuten ruostumaton teräs 301, voivat osoittaa K-tekijän vaihteluita taivutuksen vakavuudesta ja muovausnopeudesta riippuen. Progressiivinen karkaisu vähentää materiaalin virtausta, mikä tehokkaasti alentaa K-tekijöitä taivutuksen edetessä.
Pintaolosuhteet ja materiaalin viimeistely vaikuttavat taivutuskäyttäytymiseen kitkavaikutusten ja jännityskeskittymien kautta. Tehdaspintaiset materiaalit tarjoavat tyypillisesti johdonmukaisen K-tekijän suorituskyvyn, kun taas pinnoitetut tai kuvioidut pinnat saattavat vaatia säätökertoimia. Esimaalattu teräs osoittaa usein hieman korkeampia K-tekijöitä pinnoitteen voiteluvaikutusten vuoksi.
Paksuusvaihtelut standarditoleranssien sisällä voivat vaikuttaa K-tekijän tarkkuuteen tarkkuussovelluksissa. Materiaalit, jotka on määritelty 2,0 mm ±0,1 mm, voivat osoittaa K-tekijän vaihteluita ±0,02, mikä mahdollisesti vaikuttaa lopullisiin osan mittoihin 0,05 mm tai enemmän kriittisillä taivutusalueilla.
Korkean tarkkuuden tuloksia varten pyydä ilmainen tarjous ja hanki hinnoittelu 24 tunnissa Microns Hubilta.
| Paksuusalue (mm) | Alumiini 6061-T6 K-kerroin | Teräs 1008 K-kerroin | Ruostumaton teräs 304 K-kerroin |
|---|---|---|---|
| 0,5 - 1,0 | 0,33 - 0,38 | 0,35 - 0,42 | 0,27 - 0,33 |
| 1,0 - 2,0 | 0,36 - 0,41 | 0,38 - 0,44 | 0,30 - 0,37 |
| 2,0 - 3,0 | 0,38 - 0,43 | 0,40 - 0,46 | 0,32 - 0,39 |
| 3,0 - 5,0 | 0,40 - 0,45 | 0,42 - 0,48 | 0,34 - 0,41 |
Työkalujen vaikutukset ja särmäyspuristimen huomioiminen
Meistin kärjen säde vaikuttaa suoraan K-tekijän arvoihin sen vaikutuksen kautta taivutuksen muodostumiseen. Terävät meistit, joissa on pienet säteet, keskittävät jännitystä ja vähentävät materiaalin virtausta, mikä johtaa alhaisempiin K-tekijöihin. Sitä vastoin suuremmat meistin säteet edistävät asteittaista muovausta korkeammilla K-tekijöillä ja parantavat pinnan laatua.
Muotin aukon leveys vaikuttaa materiaalin tukeen taivutuksen aikana, mikä vaikuttaa jännityksen jakautumiseen ja neutraaliakselin sijaintiin. Vakiokäytäntö suosittelee muotin aukkoja 8–12 kertaa materiaalin paksuuden, ja leveämmät aukot edistävät korkeampia K-tekijöitä. Kapeat muotit voivat aiheuttaa pohjausvaikutuksia, jotka keinotekoisesti vähentävät laskettuja K-tekijöitä.
Pohjaus- ja ilmataivutustekniikat tuottavat erilaisia K-tekijän ominaisuuksia. Ilmataivutus mahdollistaa luonnollisen materiaalin virtauksen johdonmukaisilla K-tekijöillä eri kulmissa, kun taas pohjaus luo hallitun muodonmuutoksen, joka saattaa vaatia kulmakohtaisia K-tekijän säätöjä. Kolikointitoiminnot osoittavat tyypillisesti alhaisimmat K-tekijät materiaalin puristusvaikutusten vuoksi.
Särmäyspuristimen tonnimäärä ja muovausnopeus vaikuttavat materiaalin virtaukseen taivutustoimintojen aikana. Riittämätön tonnimäärä voi johtaa epätäydelliseen muovaukseen epäjohdonmukaisilla K-tekijöillä, kun taas liiallinen voima voi aiheuttaa materiaalin ohenemista ja muuttuneita neutraaliakselin sijainteja. Optimaaliset muovausnopeudet mahdollistavat oikean materiaalin virtauksen aiheuttamatta jännityskeskittymiä.
Työkalun kuluminen vaikuttaa taivutuksen johdonmukaisuuteen tuotantoajojen aikana. Kuluneet meistit voivat luoda hieman erilaisia taivutussäteitä, mikä muuttaa K-tekijän laskelmia. Säännölliset työkalujen tarkastus- ja vaihtoaikataulut ylläpitävät K-tekijän johdonmukaisuutta tarkkuussovelluksissa, jotka vaativat tarkkuus CNC-koneistuspalveluiden integrointia.
Empiirinen K-tekijän määritys ja testimenetelmät
Teoreettiset K-tekijät tarjoavat lähtökohdat taivutuslaskelmille, mutta tarkkuussovellukset vaativat empiiristä validointia systemaattisen testauksen avulla. Testitaivutusmenettelyt sisältävät näyteosien muovaamisen tunnetuilla mitoilla, todellisten taivutustulosten mittaamisen ja tehokkaiden K-tekijöiden laskemisen havaitusta geometriasta.
Vakiotestimenettely alkaa tuotantomateriaalin testiliuskojen valmistelulla, tyypillisesti 150 mm pitkiä ja 25 mm leveitä. Merkitse tarkat taivutusviivat 50 mm:n päähän kummastakin päästä varmistaen tarkat mittausviitteet. Muovaa 90 asteen taivutukset käyttämällä tuotantotyökaluja ja -asetuksia säilyttäen johdonmukaiset muovausparametrit.
Mittausmenetelmät vaativat tarkkuusinstrumentteja, jotka pystyvät 0,01 mm:n resoluutioon. Mittaa sisäsäde sädemittareilla tai optisilla mittausjärjestelmillä ja varmista taivutuskulmat tarkkuuskulmaviivaimilla tai koordinaattimittauskoneilla. Laske tehokas K-tekijä työskentelemällä taaksepäin mitatuista mitoista teoreettisiin vaatimuksiin.
Useat testinäytteet tarjoavat tilastollisen validoinnin K-tekijän johdonmukaisuudelle. Pienimmät näytekoot 5 kappaletta per materiaali-työkaluyhdistelmä luovat luotettavat keskiarvot ja vaihteluvälit. Dokumentoi ympäristöolosuhteet, materiaalin eränumerot ja työkalujen tunnistetiedot jäljitettävyyttä varten.
Tuotannon validointi sisältää edustavien osien muovaamisen ja kriittisten mittojen mittaamisen suunnitteluvaatimuksia vasten. Osat, jotka vaativat ura- ja tappirakennetta, vaativat erityistä huomiota taivutustarkkuuteen oikean istuvuuden varmistamiseksi.
Kehittyneet K-tekijän sovellukset CAD/CAM-järjestelmissä
Nykyaikaiset CAD-järjestelmät integroivat kattavia K-tekijätietokantoja automaattista litteän mallin kehitystä varten. Nämä tietokannat sisältävät empiirisesti validoituja arvoja tavallisille materiaali-työkaluyhdistelmille, mikä vähentää suunnitteluaikaa ja parantaa tarkkuutta. Johtavat ohjelmistopaketit mahdollistavat mukautetun K-tekijän syöttämisen erikoistuneita sovelluksia varten.
Parametriset suunnittelumenetelmät yhdistävät K-tekijät materiaaliominaisuuksiin ja muovausparametreihin, mikä mahdollistaa automaattiset päivitykset suunnittelumuutosten tapahtuessa. Ominaisuusperusteiset mallinnusjärjestelmät tunnistavat taivutusominaisuudet ja soveltavat sopivia K-tekijöitä materiaalin valinnan ja työkalujen eritelmien perusteella.
CAM-integraatio laajentaa K-tekijän sovelluksia valmistuksen suunnitteluun ja laadunvalvontaan. CNC-särmäyspuristimien ohjelmointi käyttää K-tekijätietoja automaattiseen taivutusjärjestyksen optimointiin ja työkalujen valintaan. Reaaliaikaiset kulman korjausjärjestelmät säätävät muovausparametreja K-tekijän ennusteiden ja mittauspalautteen perusteella.
Simulointiohjelmisto sisältää elementtimenetelmäanalyysin K-tekijän validoinnilla monimutkaisia muovaustoimintoja varten. Nämä työkalut ennustavat materiaalin käyttäytymistä, jännityksen jakautumista ja lopullista geometriaa ennen fyysistä prototyyppien valmistusta. Kehittyneet simulaatiot ottavat huomioon materiaalin anisotropian, työkarkaisun ja työkalun ja osan väliset vuorovaikutukset.
Tiedonhallintajärjestelmät seuraavat K-tekijän suorituskykyä tuotantoajojen aikana, tunnistaen trendejä ja optimointimahdollisuuksia. Tilastollisen prosessinohjauksen sovellukset valvovat taivutustarkkuutta ja säätävät K-tekijöitä jatkuvaa parantamista varten. Integrointi valmistuspalveluihimme varmistaa johdonmukaisen laadunvalvonnan koko tuotantoprosessin ajan.
Laadunvalvonta ja mittausvarmennus
Tarkat ohutlevysovellukset vaativat tiukat laadunvalvontamenettelyt K-tekijän tarkkuuden ja taivutuksen vaatimustenmukaisuuden varmistamiseksi. ISO 2859-1:een perustuvat tilastolliset otantasuunnitelmat tarjoavat systemaattisia tarkastusmenetelmiä tuotannon validointia varten. Kriittiset sovellukset saattavat vaatia 100 %:n tarkastuksen automatisoiduilla mittausjärjestelmillä.
Koordinaattimittauskoneet (CMM) tarjoavat korkeimman tarkkuuden taivutuksen varmistamiseen, mittausepävarmuuksien ollessa alle ±0,005 mm. Optiset mittausjärjestelmät tarjoavat nopeat tarkastusominaisuudet tuotantoympäristöihin yhdistäen nopeuden riittävään tarkkuuteen useimpiin sovelluksiin. Kannettavat mittaustyökalut mahdollistavat prosessin aikaisen varmennuksen ja nopean palautteen.
Mittausepävarmuusanalyysi ottaa huomioon instrumenttien rajoitukset, osien vaihtelut ja ympäristövaikutukset. A-tyypin epävarmuudet toistuvien mittausten tilastollisesta analyysistä yhdistyvät B-tyypin epävarmuuksiin instrumenttien eritelmistä kokonaismittausluottamuksen määrittämiseksi. Tarkkuussovellukset vaativat epävarmuusbudjetit varmistaakseen, että mittauskyky ylittää vaaditut toleranssit.
Prosessikyvykkyystutkimukset arvioivat K-tekijän johdonmukaisuutta laajennettujen tuotantoajojen aikana. Cp- ja Cpk-laskelmat kvantifioivat prosessin suorituskyvyn suhteessa erittelyrajoihin tunnistaen parannusmahdollisuuksia. Ohjauskartat valvovat avainparametreja ja havaitsevat prosessin ajautumisen ennen laatuongelmien kehittymistä.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelulähestymistapamme tarkoittaa, että jokainen projekti saa ansaitsemansa huomion yksityiskohtiin, kattavalla laatudokumentaatiolla ja jäljitettävyydellä koko tuotantoprosessin ajan.
| Mittausmenetelmä | Tarkkuus (mm) | Nopeus | Paras sovellus |
|---|---|---|---|
| CMM | ±0,002 | Hidas | Kriittiset mitat, kalibrointi |
| Optinen skanneri | ±0,010 | Nopea | Tuotannon tarkastus |
| Sädemitat | ±0,025 | Nopea | Työpajan varmistus |
| Työntömitat | ±0,020 | Nopea | Perusmittatarkastukset |
Kustannusten optimointi tarkan K-tekijän soveltamisen avulla
Tarkka K-tekijän määritys vähentää materiaalihukkaa tarkan litteän mallin kehityksen avulla. Yliarvioidut taivutusvarat luovat ylimääräistä materiaalin kulutusta, kun taas aliarvioidut arvot johtavat lyhyisiin osiin, jotka vaativat uudelleenkäsittelyä tai romutusta. 2 %:n parannus K-tekijän tarkkuudessa voi vähentää materiaalin käyttöä 1–3 % monimutkaisissa osissa, joissa on useita taivutuksia.
Tuotannon tehokkuuden lisäykset johtuvat lyhennetystä asetusajasta ja vähemmistä iteratiivisista säädöistä. Tarkat K-tekijät minimoivat kokeilu- ja erehdysmenetelmät mahdollistaen ensimmäisen artikkelin onnistumisen ja nopeamman tuotannon käynnistyksen. Aikasäästöt prototyyppien kehityksessä ja tuotannon asetuksissa tarjoavat merkittäviä kustannusetuja kilpailukykyisillä markkinoilla.
Työkalujen optimointi K-tekijän analyysin avulla tunnistaa tehokkaimmat meistin ja muotin yhdistelmät tiettyihin sovelluksiin. Standardointi todistettuihin työkalusarjoihin validoiduilla K-tekijöillä vähentää varastovaatimuksia ja parantaa johdonmukaisuutta. Työkalun käyttöiän parannukset johtuvat optimoiduista muovausparametreista ja vähentyneestä ylitaivutuksesta.
Laatukustannusten vähentäminen vikojen ennaltaehkäisyn avulla tarjoaa suurimman taloudellisen vaikutuksen. Alle 1 %:n romutusasteet ovat saavutettavissa oikein validoiduilla K-tekijöillä verrattuna 5–10 %:n asteisiin pelkästään teoreettisilla arvoilla. Vähentyneet tarkastusvaatimukset ja takuuvaatimukset parantavat edelleen kannattavuutta.
Toimitusketjun edut syntyvät johdonmukaisesta osien laadusta ja luotettavista toimitusaikatauluista. Asiakkaat arvostavat toimittajia, jotka osoittavat prosessinohjauksen ja ennustettavat tulokset. Pitkäaikaiset kumppanuudet kehittyvät, kun tarkkuusvaatimukset täyttyvät johdonmukaisesti oikean K-tekijän soveltamisen avulla.
Toimialakohtaiset K-tekijän vaatimukset
Ilmailu- ja avaruussovellukset vaativat korkeimman tason K-tekijän validointia ja dokumentaatiota. AS9100-laatujärjestelmät vaativat täyden jäljitettävyyden muovausparametreille ja empiirisen validoinnin lentokriittisille komponenteille. Materiaalisertifikaattien, työkalutietojen ja prosessiparametrien on osoitettava tilastollinen ohjaus säännösten noudattamiseksi.
Lääketieteellisten laitteiden valmistus vaatii K-tekijän validoinnin FDA:n laadunvalvontajärjestelmän määräysten mukaisesti. Biologisesti yhteensopivat materiaalit, kuten titaani Grade 2 ja ruostumaton teräs 316L, vaativat erityisen K-tekijän määrityksen niiden ainutlaatuisten muovausominaisuuksien vuoksi. Prosessin validointi sisältää pahimman tapauksen analyysin ja suunnittelumarginaalin varmennuksen.
Autoteollisuuden sovellukset keskittyvät suurivolyymiseen johdonmukaisuuteen ja kustannusten optimointiin. Tilastollisen prosessinohjauksen järjestelmät valvovat K-tekijän suorituskykyä miljoonissa osissa tunnistaen hienovaraisia trendejä ja optimointimahdollisuuksia. Toimittajien laatusopimukset määrittelevät K-tekijän validointivaatimukset ja jatkuvat valvontaprotokollat.
Elektroniikkakoteloissa vaaditaan tarkat K-tekijät EMI-suojauksen tehokkuuden ja komponenttien istuvuuden varmistamiseksi. Ohuet materiaalit (0,5–1,0 mm) tiukoilla taivutustoleransseilla haastavat perinteiset K-tekijän lähestymistavat. Erityinen huomio PEM-kiinnittimien integrointiin vaatii koordinoituja suunnittelumenetelmiä.
Arkkitehtuuri- ja rakennussovellukset korostavat säänkestävyyttä ja lämpölaajenemisen huomioimista. Suurten paneelien muovaus useilla taivutuksilla vaatii huolellisen K-tekijän validoinnin kumulatiivisten virheiden estämiseksi. Kenttäkokoonpanonäkökohdat vaikuttavat suunnittelumenetelmiin ja toleranssien kohdentamisstrategioihin.
Usein kysytyt kysymykset
Mitä K-tekijää minun pitäisi käyttää 2 mm:n alumiinille 6061-T6?
2 mm:n alumiinille 6061-T6 aloita K-tekijällä 0,38–0,40 ilmataivutustoimintoja varten. Tarkka arvo riippuu meistin säteestä, muotin aukosta ja muovausnopeudesta. Vahvista tämä alkuperäinen arvio testitaivutuksilla käyttämällä todellisia työkaluja ja tuotantoparametreja optimaalisen tarkkuuden saavuttamiseksi.
Miten meistin säde vaikuttaa K-tekijän laskelmiin?
Pienemmät meistin säteet luovat terävämpiä taivutuksia alhaisemmilla K-tekijöillä (0,25–0,35), kun taas suuremmat säteet edistävät asteittaista muovausta korkeammilla K-tekijöillä (0,40–0,50). Suhde noudattaa R/T-suhdetta - säde jaettuna paksuudella. Pidä meistin säde vähintään yhtä suuri kuin materiaalin paksuus johdonmukaisten tulosten saavuttamiseksi ja halkeilun välttämiseksi.
Voinko käyttää samaa K-tekijää eri taivutuskulmille?
Ilmataivutus ylläpitää suhteellisen johdonmukaisia K-tekijöitä eri kulmissa (30–135 astetta), mikä tekee siitä suositellun menetelmän vaihtelevan geometrian osille. Pohjaus- ja kolikointitoiminnot saattavat vaatia kulmakohtaisia K-tekijöitä johtuen erilaisista materiaalin virtausominaisuuksista. Vahvista aina kriittiset kulmat testiosien avulla.
Miksi lasketut mitat eivät täsmää todellisten taivutettujen osien kanssa?
Mittapoikkeamat johtuvat tyypillisesti teoreettisten K-tekijöiden käytöstä empiirisesti validoitujen arvojen sijaan, jousipalautusvaikutuksista, joita ei ole otettu huomioon laskelmissa, tai epäjohdonmukaisesta työkalujen asettelusta. Mittaa todelliset sisäsäteesi ja taivutuskulmasi ja laske sitten tehokkaat K-tekijät todellisista osista tarkkuuden parantamiseksi.
Kuinka usein minun pitäisi tarkistaa K-tekijät tuotannossa?
Tarkista K-tekijät kuukausittain suurivolyymisessa tuotannossa tai työkalujen muutosten, materiaalin erämuutosten tai laitteiden huollon jälkeen. Kriittiset sovellukset saattavat vaatia päivittäisen varmennuksen tilastollisen otannan avulla. Ylläpidä ohjauskarttoja trendien tunnistamiseksi ja laatuongelmien estämiseksi ennen niiden esiintymistä.
Mikä mittaustarkkuus vaaditaan K-tekijän validointiin?
K-tekijän validointi vaatii mittausepävarmuuden, joka on vähintään 10 kertaa parempi kuin lopulliset toleranssivaatimuksesi. Osille, joiden taivutustoleranssit ovat ±0,1 mm, käytä instrumentteja, joiden tarkkuus on ±0,01 mm tai parempi. CMM:t tarjoavat korkeimman tarkkuuden, kun taas optiset skannerit tarjoavat hyvän kompromissin nopeuden ja tarkkuuden välillä tuotantoympäristöihin.
Miten käsittelen K-tekijöitä mukautetuille seoksille tai eksoottisille materiaaleille?
Mukautetut seokset vaativat empiirisen K-tekijän määrityksen systemaattisen testauksen avulla. Aloita samankaltaisten perusmateriaalien arvoilla ja suorita sitten taivutustestejä tyypillisellä paksuus- ja sädevalikoimallasi. Dokumentoi materiaaliominaisuudet, mukaan lukien vetolujuus, venymä ja työkarkaisuominaisuudet, ennustaaksesi K-tekijän käyttäytymistä ja luodaksesi prosessi-ikkunoita.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece