Alileikkaukset CNC-työstössä: T-urajyrsimet vs. 5-akseliset strategiat
Alileikkausten työstö on yksi haastavimmista geometriaongelmista tarkkuusvalmistuksessa. Nämä ominaisuudet – määriteltynä pintoina, joihin leikkaustyökalu ei pääse käsiksi liikkuessaan yhtä akselia pitkin – vaativat erikoistuneita strategioita, jotka vaikuttavat suoraan sykliaikoihin, työkalukustannuksiin ja koko projektin toteutettavuuteen.
Tärkeimmät huomiot:
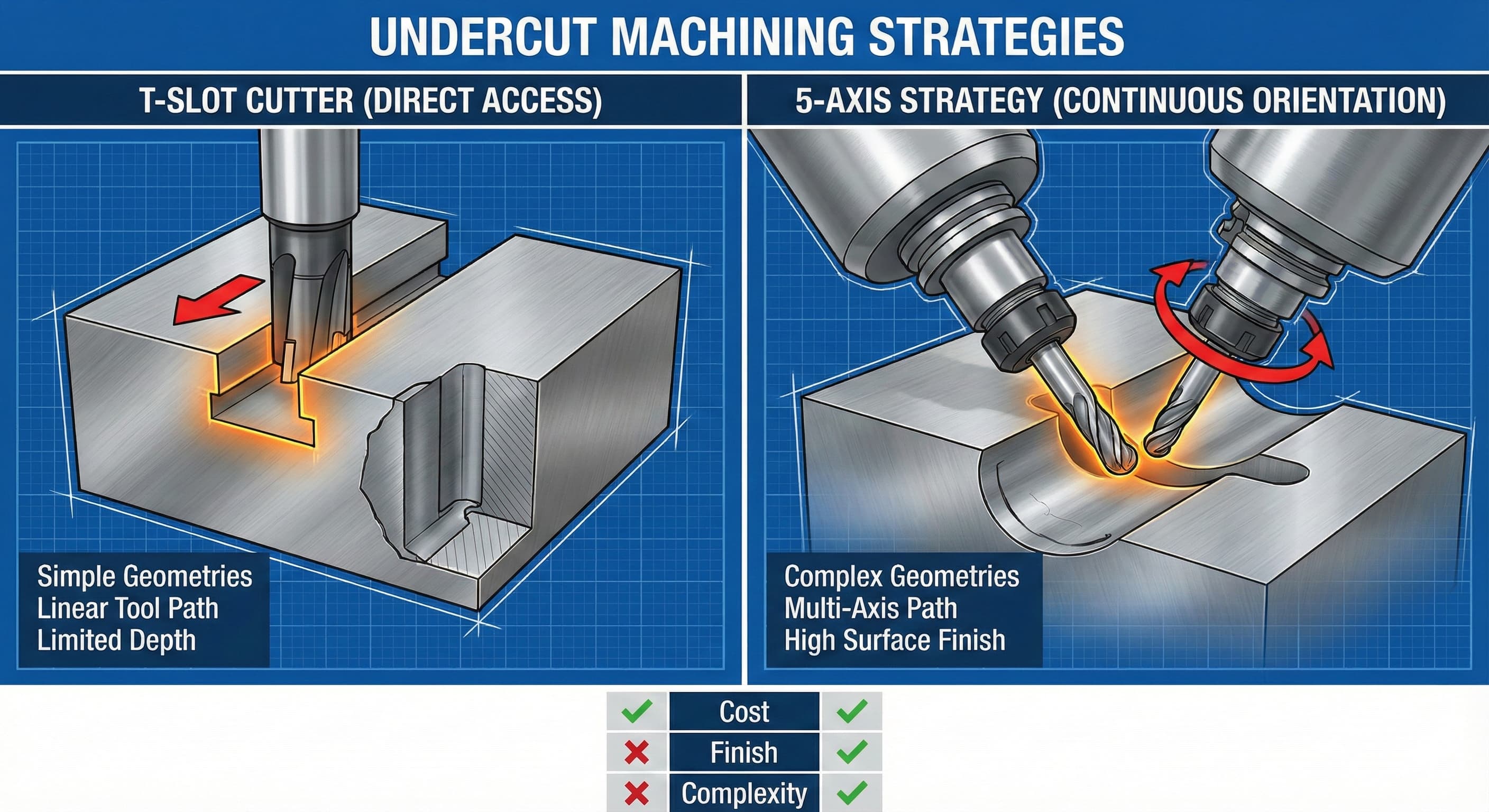
- T-urajyrsimet ovat erinomaisia yksinkertaisiin alileikkauksiin, mutta niiden käyttö on rajoitettua tiettyihin geometrioihin ja syvyyksiin (enintään 15–20 mm).
- 5-akselinen samanaikainen työstö mahdollistaa monimutkaiset alileikkausprofiilit erinomaisella pinnanlaadulla (Ra 0,8–1,6 μm).
- Hybridimenetelmät, joissa yhdistetään molemmat menetelmät, voivat lyhentää sykliaikoja 25–40 % monimutkaisissa komponenteissa.
- Materiaalin valinta ja työkappaleen jäykkyys määrittävät optimaalisen alileikkaustyöstöstrategian.
Alileikkausgeometrian luokittelun ymmärtäminen
CNC-työstön alileikkaukset jaetaan kolmeen pääluokkaan: yksinkertaiset lineaariset alileikkaukset, monimutkaiset kaarevat alileikkaukset ja yhdistetyt monisuuntaiset alileikkaukset. Jokainen luokitus vaatii erilaisia työkalumenetelmiä ja koneen ominaisuuksia.
Yksinkertaisissa lineaarisissa alileikkauksissa, kuten T-urissa ja loviprofiileissa, on suoraviivainen geometria, johon pääsee käsiksi erikoistuneilla varsijyrsimillä. Näiden syvyys on tyypillisesti 2–25 mm, ja seinäkulmat ovat 45–90 astetta. ISO 2768-m -standardia sovelletaan yleisiin toleransseihin, kun taas tietyt ominaisuudet saattavat vaatia tiukempia hallintatoimia jopa ±0,05 mm:iin asti.
Monimutkaisiin kaareviin alileikkauksiin kuuluvat pallomaiset ontelot, ulkonemien alla olevat muotoillut pinnat ja ilmailukomponenteissa esiintyvät orgaaniset muodot. Näitä geometrioita ei voida työstää perinteisillä 3-akselisilla strategioilla, ja ne vaativat jatkuvia moniakselisia työkaluratoja, jotta voidaan ylläpitää asianmukainen lastunpoisto ja pinnanlaatu.
Yhdistetyt alileikkaukset yhdistävät useita suuntia, ja niissä on usein vaihtelevia syvyyksiä yhden ominaisuuden sisällä. Lääketieteelliset implantit, turbiinien siivet ja ruiskuvalumuotit sisältävät usein näitä haastavia geometrioita, jotka venyttävät sekä työkalujen että koneen kykyjen rajoja.
T-urajyrsimet: Erikoistyökalut suoraan pääsyyn
T-urajyrsimet ovat suorin lähestymistapa lineaaristen alileikkausten työstöön. Näissä työkaluissa on kapea varsi, jossa on suurennettu leikkauspää, mikä mahdollistaa pääsyn ahtaisiin tiloihin samalla kun materiaalia poistetaan alueilla, joihin perinteiset varsijyrsimet eivät ylety.
Vakiomallisten T-urajyrsimien pään halkaisija on 6–50 mm, ja varren halkaisija on tyypillisesti 30–50 % pään koosta, jotta saadaan tarvittava jäykkyys. Kovametallilaadut, kuten K20–K30, tarjoavat optimaalisen kulutuskestävyyden teräskomponenteille, kun taas PCD-kärjillä varustetut työkalut ovat erinomaisia alumiiniseoksissa, kuten 6061-T6 ja 7075-T6.
T-uraoperaatioiden leikkausparametrit edellyttävät työkalun taipuman ja tärinän huolellista huomioimista. Suositellut leikkausnopeudet ovat 80–150 m/min teräkselle (riippuen kovuudesta), ja syöttönopeudet ovat 0,1–0,3 mm per hammas. Laajennettu työkalugeometria rajoittaa leikkaussyvyyden 0,5–2,0 mm:iin per kierros, mikä vaikuttaa merkittävästi syvien alileikkausten sykliaikoihin.
| Työkalutyyppi | Suurin syvyys (mm) | Pintanopeus (m/min) | Syöttönopeus (mm/hammas) | Tyypilliset kustannukset (€) |
|---|---|---|---|---|
| HSS T-urajyrsin | 15 | 60-80 | 0.05-0.15 | 45-85 |
| Karbidi T-urajyrsin | 25 | 120-180 | 0.15-0.25 | 120-220 |
| PCD T-urajyrsin | 20 | 200-400 | 0.2-0.4 | 350-650 |
Työkalun käyttöiän huomioiminen on kriittistä ulokkeellisen leikkausgeometrian vuoksi. Asianmukaiset työkappaleen kiinnitys- ja tärinänvaimennusjärjestelmät ovat välttämättömiä ennenaikaisen työkalun rikkoutumisen estämiseksi ja mittatarkkuuden ylläpitämiseksi koko tuotantoajon ajan.
5-akseliset samanaikaiset työstöstrategiat
Viisiakselinen samanaikainen työstö muuttaa alileikkauksen saavutettavuutta mahdollistamalla jatkuvat työkalun suunnan muutokset koko leikkausradan ajan. Tämän ominaisuuden ansiosta perinteiset varsijyrsimet pääsevät käsiksi monimutkaisiin geometrioihin säilyttäen samalla optimaaliset leikkausolosuhteet ja erinomaiset pinnanlaadut.
Perusetu on työkalun akselin manipulointi. Kallistamalla ja pyörittämällä työkappaletta tai karaa leikkaustyökalut säilyttävät kohtisuoran kosketuksen monimutkaisiin pintoihin, mikä eliminoi T-urajyrsimien luontaisten geometristen rajoitusten. Tämä parantaa lastunpoistoa, vähentää leikkausvoimia ja parantaa pinnanlaatua.
5-akselisten alileikkausstrategioiden ohjelmointi edellyttää kehittynyttä CAM-ohjelmistoa, joka pystyy havaitsemaan törmäykset ja optimoimaan työkaluradan. Johto- ja viivekulmia on valvottava huolellisesti, jotta vältetään urien muodostuminen ja varmistetaan samalla materiaalin täydellinen poisto. Tyypilliset johtokulmat ovat 2–5 astetta, ja viivekulmia säädetään materiaalin ominaisuuksien ja halutun pinnanlaadun perusteella.
Koneen kinematiikka on ratkaisevassa roolissa strategian valinnassa. Pöytä-pöytä-kokoonpanot (A- ja C-akselit pöydällä) ovat erinomaisia raskaille työkappaleille, mutta niiden työkalun pääsykulmat voivat olla rajoitettuja. Pää-pää-kokoonpanot (B- ja C-akselit karassa) tarjoavat erinomaisen saavutettavuuden, mutta niiden käyttö on tyypillisesti rajoitettu kevyempiin komponentteihin karan kuormitusrajoitusten vuoksi.
Jos haluat erittäin tarkkoja tuloksia, lähetä projektisi saadaksesi 24 tunnin tarjouksen Microns Hubilta.
Syöttönopeuden optimointi 5-akselisessa alileikkaustyöstössä edellyttää dynaamista säätöä, joka perustuu välittömään työkalun kosketukseen. Nykyaikaiset CNC-ohjaimet käyttävät kehittyneitä algoritmeja ylläpitääkseen tasaisen lastukuorman ja estääkseen samalla äkilliset kiihtyvyyden muutokset, jotka voisivat vaarantaa pinnanlaadun tai mittatarkkuuden.
Vertailuanalyysi: Suorituskyky- ja kustannustekijät
T-urajyrsimien ja 5-akselisten strategioiden välillä valitseminen edellyttää osan geometrian, tuotantomäärän ja kustannusrajoitteiden kattavaa analyysiä. Jokainen lähestymistapa tarjoaa selkeitä etuja riippuen tietyistä sovellusvaatimuksista.
| Tekijä | T-urajyrsimet | 5-akselinen samanaikainen | Vaikutus valintaan |
|---|---|---|---|
| Asetusaika | 15-30 minuuttia | 45-90 minuuttia | Suuri volyymi suosii T-uraa |
| Ohjelmoinnin monimutkaisuus | Matala | Korkea | Osaamisvaatimukset eroavat merkittävästi |
| Pinnanlaatu (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | Kriittinen näkyville pinnoille |
| Työkalukustannus per ominaisuus | €2-8 | €0.50-3 | Riippuu volyymista ja monimutkaisuudesta |
| Kiertoaika (yksinkertainen alitus) | 100% | 150-200% | T-uran etu perusgeometriassa |
Materiaalin huomioiminen vaikuttaa merkittävästi strategian valintaan. Työstökarkaisevat seokset, kuten Inconel 718, hyötyvät 5-akselisten lähestymistapojen mahdollistamasta jatkuvasta leikkaustoiminnasta, kun taas alumiiniseoksilla voidaan saavuttaa hyväksyttäviä tuloksia kummallakin menetelmällä. 5-akselisen työstön parannetut lastunpoisto-ominaisuudet ovat erityisen arvokkaita, kun työskennellään materiaalien kanssa, jotka ovat alttiita työstökarkaisulle tai jotka tuottavat pitkiä, säikeisiä lastuja.
Geometrinen monimutkaisuus on ensisijainen päätöksentekijä. Yksinkertaiset T-urat, lovet ja lineaariset alileikkaukset, joiden syvyys on alle 15 mm, suosivat tyypillisesti erikoistuneita jyrsimiä. Monimutkaiset kaarevat alileikkaukset, vaihtelevan syvyyden ominaisuudet tai alileikkaukset, jotka vaativat useita suuntauksia, edellyttävät 5-akselisia ominaisuuksia.
Kun arvioit kattavia valmistusratkaisuja, ota huomioon, miten alileikkaustyöstö integroidaan muihin prosesseihin. Komponentit, jotka vaativat sekä tarkkoja CNC-ominaisuuksia että muotoiltuja elementtejä, voivat hyötyä levytyöpalveluistamme hybridivalmistusmenetelmiä varten.
Kehittyneet hybridistrategiat
Kehittyneissä tuotantoympäristöissä käytetään usein hybridimenetelmiä, joissa yhdistetään T-urajyrsimet ja 5-akseliset strategiat yhden työstöohjelman sisällä. Tämä menetelmä optimoi sykliajat säilyttäen samalla laatustandardit eri ominaisuusvaatimusten mukaisesti.
Karkea alileikkauksen poisto käyttää usein 5-akselisia strategioita tavallisilla varsijyrsimillä poistaakseen suurimman osan materiaalista tehokkaasti. Erinomainen lastunpoisto ja vähentynyt työkalun rasitus mahdollistavat aggressiiviset materiaalinpoistonopeudet 15–25 cm³/min alumiiniseoksissa. Lopullinen profilointi käyttää sitten erikoistuneita T-urajyrsimiä tarkan mittatarkkuuden saavuttamiseksi ja kriittisten pintojen pinnanlaadun parantamiseksi.
Peräkkäiset työkalunvaihdot hybridiohjelmissa edellyttävät työkappaleen viitejärjestelmien ja työkalun pituuden kompensoinnin huolellista huomioimista. Yhtenäisten koordinaattijärjestelmien ylläpitäminen on kriittistä, kun vaihdetaan eri työkalugeometrioiden ja leikkausstrategioiden välillä. Asianmukaiset asetus- ja varmennusmenettelyt estävät osittain valmiiden komponenttien kalliin hylkäämisen.
Kehittyneet CAM-järjestelmät tarjoavat nyt integroituja hybridiohjelmointiominaisuuksia, jotka optimoivat automaattisesti työkalun valinnan ja leikkausstrategiat ominaisuusgeometrian analyysin perusteella. Nämä järjestelmät arvioivat tekijöitä, kuten materiaalinpoistonopeudet, työkalun pääsykulmat ja pinnanlaatuvaatimukset, luodakseen optimoituja työstösekvenssejä.
Lämpötilan hallinta on yhä tärkeämpää hybridistrategioissa vaihtelevien leikkauskuormien ja pidempien sykliaikojen vuoksi. Tulvajäähdytysjärjestelmät, joiden virtausnopeus on 15–25 litraa minuutissa, auttavat ylläpitämään tasaisia lämpötiloja ja tarjoavat samalla riittävän lastunpoiston molemmille leikkausmenetelmille.
Materiaalikohtaiset huomiot
Eri materiaalit reagoivat eri tavalla T-ura- ja 5-akselisiin alileikkaustyöstöstrategioihin, mikä edellyttää räätälöityjä lähestymistapoja optimaalisten tulosten saavuttamiseksi. Näiden materiaalikohtaisten käyttäytymismallien ymmärtäminen mahdollistaa tietoon perustuvan strategian valinnan ja parametrien optimoinnin.
Alumiiniseokset, erityisesti 6061-T6 ja 7075-T6, työstetään helposti molemmilla lähestymistavoilla, mutta niillä on erilaisia käyttäytymismalleja. T-urajyrsimet alumiinissa voivat saavuttaa korkeita materiaalinpoistonopeuksia erinomaisten lämmönpoisto-ominaisuuksien ansiosta, kun taas 5-akseliset strategiat hyötyvät materiaalin kyvystä tuottaa lyhyitä, helposti poistettavia lastuja. PCD-kärjillä varustetut työkalut ovat erinomaisia alumiinisovelluksissa, ja ne tarjoavat 300–500 %:n parannuksia työkalun käyttöikään verrattuna kovametallivaihtoehtoihin.
| Materiaalin laatu | Ensisijainen strategia | Tyypillinen työkalun käyttöikä | Pintanopeus (m/min) | Erityishuomioita |
|---|---|---|---|---|
| Al 6061-T6 | Joko/Hybridi | 2000-4000 osaa | 200-400 | Reunanmuodostuksen esto |
| Teräs 4140 (HRC 30) | 5-akselinen ensisijainen | 150-300 osaa | 120-180 | Työkarkaisun hallinta |
| Ruostumaton 316L | 5-akselinen vaaditaan | 80-150 osaa | 80-120 | Jatkuva leikkaus välttämätöntä |
| Inconel 718 | Vain 5-akselinen | 25-60 osaa | 45-80 | Lämmönhallinta kriittistä |
Ruostumattomat teräslaadut, kuten 316L ja 17-4 PH, aiheuttavat ainutlaatuisia haasteita työstökarkaisuominaisuuksiensa vuoksi. T-urajyrsimet, jotka toimivat ajoittaisella leikkaustoiminnalla, voivat aiheuttaa työstökarkaisua, mikä johtaa nopeaan työkalun kulumiseen ja huonoon pinnanlaatuun. Viisiakseliset jatkuvat leikkausstrategiat ylläpitävät tasaista kosketusta estäen työstökarkaisun ja saavuttaen samalla hyväksyttävän työkalun käyttöiän ja pinnanlaadun.
Titaaniseokset, mukaan lukien Ti-6Al-4V, vaativat erikoistuneita lähestymistapoja leikkausstrategiasta riippumatta. Materiaalin alhainen lämmönjohtavuus ja kemiallinen reaktiivisuus leikkaustyökalujen kanssa edellyttävät optimoituja parametreja ja mahdollisesti eksoottisia työkalumateriaaleja. Yksityiskohtaisia titaanin työstöstrategioita varten katso oppaamme työkalun kulumisen vähentämisestä titaanin työstössä saadaksesi kattavia CAD-optimointimenetelmiä.
Kiinnitys- ja työkappaleen kiinnitysnäkökohdat
Onnistunut alileikkaustyöstö edellyttää vankkoja työkappaleen kiinnitysjärjestelmiä, jotka pystyvät ylläpitämään osan jäykkyyden ja tarjoamaan samalla työkalun pääsyn ahtaisiin tiloihin. T-ura- ja 5-akselisten strategioiden välinen valinta vaikuttaa merkittävästi kiinnitysvaatimuksiin ja asennuksen monimutkaisuuteen.
T-urajyrsimien sovellukset hyötyvät tyypillisesti perinteisistä ruuvipenkki- tai kiinnityslevyasennuksista, koska työkalun pääsyvaatimukset pysyvät suhteellisen ennustettavissa. Laajennettu työkalugeometria luo kuitenkin merkittäviä momenttivarsia, jotka vahvistavat leikkausvoimia ja tärinöitä. Työkappaleen kiinnitysjärjestelmien on tarjottava riittävä tuki leikkausvyöhykkeen lähellä ja samalla otettava huomioon työkalun välystarpeet.
Viisiakselinen työstö vaatii kehittyneempiä kiinnitysratkaisuja, jotka ylläpitävät työkappaleen saavutettavuutta koko monimutkaisen työkaluratajakson ajan. Hautakivikiinnikkeet, indeksoidut pyörivät pöydät ja mukautetut kiinnitysmallit mahdollistavat useita osan suuntauksia minimoiden samalla asennusmuutokset. Kyky työstää alileikkauksia eri lähestymiskulmista vähentää usein kokonaiskiinnitysvaatimuksia verrattuna T-urajyrsimen menetelmiin.
Kun käsitellään monimutkaisia geometrioita, jotka vaativat useita asennuksia, harkitse suunnittelustrategioita, jotka sisältävät pidätysliuskoja monimutkaisille CNC-osille osan eheyden ylläpitämiseksi koko työstösekvenssin ajan.
Tärinänvaimennus on erityisen kriittistä T-uraoperaatioissa työkalun luontaisen joustavuuden vuoksi. Täydentävät tukijärjestelmät, mukaan lukien tukipylväät ja tärinänestokiinnikkeet, auttavat ylläpitämään mittatarkkuutta ja pidentämään työkalun käyttöikää. Nämä järjestelmät on suunniteltava huolellisesti, jotta vältetään häiriöt leikkaustyökalun ratoihin ja tarjotaan samalla maksimaalinen tukiteho.
Laadunvalvonta- ja tarkastusstrategiat
Alileikkausominaisuudet aiheuttavat ainutlaatuisia tarkastushaasteita, jotka vaativat erikoistuneita mittaustekniikoita ja -laitteita. Saavutettavuusrajoitukset, jotka vaikeuttavat työstöä, vaikuttavat myös laadunvarmistusmenettelyihin.
Koordinaattimittauskoneet (CMM), jotka on varustettu nivelletyillä mittauspääillä, mahdollistavat kattavan alileikkauksen tarkastuksen, mutta ohjelmoinnin monimutkaisuus kasvaa merkittävästi. Mittauspään pääsykulmat on suunniteltava huolellisesti, jotta vältetään törmäykset ja saavutetaan samalla ominaisuuden täydellinen varmennus. Kosketusmittauspääjärjestelmät, joiden pallon halkaisija on 2–5 mm, tarjoavat tyypillisesti optimaalisen tasapainon pääsykyvyn ja mittaustarkkuuden välillä.
Optiset mittausjärjestelmät, mukaan lukien laserskannerit ja strukturoidut valojärjestelmät, tarjoavat kosketuksettomia tarkastusvaihtoehtoja, jotka ovat erityisen arvokkaita monimutkaisille kaareville alileikkauksille. Nämä järjestelmät tallentavat täydelliset pintageometriatiedot, mikä mahdollistaa kattavan vertailun CAD-malleihin, joiden tarkkuus on tyypillisesti ±0,025 mm useimmissa teollisissa sovelluksissa.
Prosessin aikaisesta valvonnasta tulee yhä tärkeämpää alileikkaustyöstössä, koska näkyvyys on rajoitettu leikkaustoimintojen aikana. Karan kuormituksen valvonta, tärinäanalyysi ja akustiset päästöanturit auttavat havaitsemaan työkalun kulumisen tai leikkauspoikkeamat ennen kuin ne vaikuttavat osan laatuun. Nykyaikaiset CNC-järjestelmät integroivat nämä valvontaominaisuudet tarjotakseen reaaliaikaista palautetta ja automaattisen parametrien säädön.
Tilastollisen prosessinohjauksen (SPC) toteuttaminen edellyttää mittauksen toistettavuuden ja käyttäjän tekniikan huolellista huomioimista. Alileikkausominaisuuksilla on usein suurempi mittausepävarmuus verrattuna saavutettaviin pintoihin, mikä edellyttää säädettyjä ohjausrajoja ja näytteenottostrategioita tehokkaan prosessinohjauksen ylläpitämiseksi.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelulähestymistapamme tarkoittavat, että jokainen projekti saa ansaitsemansa huomion yksityiskohtiin, ja kattavat tarkastusominaisuudet jopa haastavimpiin alileikkausgeometrioihin.
Kustannusten optimointistrategiat
Tehokas kustannusten hallinta alileikkaustyöstössä edellyttää työkalukustannusten, sykliaikojen, asennusvaatimusten ja laatuvaatimusten kattavaa analyysiä. Kokonaiskustannusvaikutusten ymmärtäminen mahdollistaa tietoon perustuvat päätökset, jotka tasapainottavat alkukustannukset pitkän aikavälin tuotantotehokkuuden kanssa.
Työkalukustannukset vaihtelevat huomattavasti lähestymistapojen välillä. T-urajyrsimet vaihtelevat 45–650 euroon koosta ja pinnoitteesta riippuen, ja tyypillinen työkalun käyttöikä on 150–4000 osaa materiaalin ja leikkausolosuhteiden perusteella. Viisiakseliset strategiat käyttävät perinteisiä varsijyrsimiä, jotka maksavat 15–150 euroa, mutta voivat vaatia useita työkaluja täydelliseen alileikkaustyöstöön.
Ohjelmointi- ja asennuskustannukset suosivat T-urajyrsimiä yksinkertaisissa geometrioissa vähentyneen monimutkaisuuden vuoksi. Viisiakseliset strategiat osoittautuvat kuitenkin usein taloudellisemmiksi monimutkaisissa alileikkauksissa, kun otetaan huomioon kokonaissykliajat ja toissijaiset toiminnot. Kyky suorittaa useita alileikkaussuuntauksia yhdellä asennuksella eliminoi välivaiheiden käsittely- ja uudelleensijoituskustannukset.
Määrän huomioiminen vaikuttaa merkittävästi kustannusten optimointipäätöksiin. Pienivolyymiset prototyypit ja mukautetut osat voivat suosia 5-akselisia lähestymistapoja korkeammista asennuskustannuksista huolimatta, kun taas suurivolyyminen tuotanto hyötyy usein omistetuista T-urajyrsimistä ja optimoiduista kiinnitysjärjestelmistä.
Kattavaa kustannusanalyysiä varten, joka kattaa erilaisia valmistusprosesseja, katso yksityiskohtainen oppaamme CNC-työstön kustannustekijöistä, joka tarjoaa erityisiä strategioita osien hintojen alentamiseksi suunnittelun optimoinnin avulla.
Toissijaiset toiminnot, mukaan lukien purseiden poisto, pinnan viimeistely ja tarkastus, lisäävät monimutkaisuutta kustannuslaskelmiin. Viisiakselinen työstö tuottaa tyypillisesti erinomaisia pintaviimeistelyjä, jotka vaativat mahdollisimman vähän jälkikäsittelyä, kun taas T-uraoperaatiot voivat vaatia lisäviimeistelyvaiheita vertailukelpoisen laatutason saavuttamiseksi.
Integrointi valmistuspalveluihin
Alileikkaustyöstö on usein yksi osa kattavia valmistusohjelmia, jotka voivat sisältää useita prosesseja ja tekniikoita. Sen ymmärtäminen, miten alileikkausstrategiat integroituvat laajempiin valmistusominaisuuksiin, auttaa optimoimaan koko projektin toteutuksen ja kustannustehokkuuden.
Monet komponentit, jotka vaativat monimutkaisia alileikkauksia, sisältävät myös ominaisuuksia, jotka soveltuvat paremmin vaihtoehtoisiin valmistusprosesseihin. Levykomponentit, joissa on työstettyjä alileikkauksia, valukappaleet, jotka vaativat viimeistelytyöstöä, ja kokoonpanot, joissa yhdistetään useita valmistustekniikoita, hyötyvät integroidusta tuotannon suunnittelusta, jossa otetaan huomioon kaikki prosessien vuorovaikutukset.
Toimitusajan optimointi ohjaa usein prosessin valintapäätöksiä. Komponentit, jotka vaativat sekä tarkkoja alileikkauksia että muita valmistustoimintoja, voivat hyötyä rinnakkaisista prosessointistrategioista, joissa eri ominaisuudet tuotetaan samanaikaisesti käyttämällä asianmukaisia tekniikoita. Tämä lähestymistapa minimoi projektin kokonaiskeston säilyttäen samalla laatustandardit kaikissa ominaisuuksissa.
Laatujärjestelmän integrointi varmistaa yhdenmukaiset standardit useissa valmistusprosesseissa. Kun alileikkaustyöstö on yksi osa monimutkaisia valmistusohjelmia, jäljitettävyyden ja dokumentaation ylläpitämisestä tulee kriittistä aloilla, joilla on tiukat sääntelyvaatimukset, kuten ilmailu-, lääketieteelliset laitteet ja autoteollisuus.
Tutustu siihen, miten alileikkaustyöstö integroidaan valmistuspalveluihimme kehittääksesi kattavia ratkaisuja, jotka optimoivat sekä yksittäisen osan laadun että projektin kokonaistehokkuuden.
Usein kysytyt kysymykset
Mikä on T-urajyrsimillä saavutettava enimmäissyvyys verrattuna 5-akseliseen työstöön?
T-urajyrsimien käyttö on tyypillisesti rajoitettu 15–25 mm:n syvyyksiin työkalun jäykkyyden ja tärinärajoitusten vuoksi. Laajennettu työkalugeometria luo merkittävän taipuman, joka vaikuttaa mittatarkkuuteen näiden syvyyksien ulkopuolella. Viisiakselinen työstö käyttämällä perinteisiä varsijyrsimiä voi saavuttaa käytännössä rajattomat alileikkaussyvyydet, koska työkalut säilyttävät kohtisuoran kosketuksen pintoihin ominaisuuden syvyydestä riippumatta. Työkappaleen jäykkyys ja kiinnityksen saavutettavuus voivat kuitenkin asettaa käytännön rajoituksia erittäin syville ominaisuuksille.
Miten pinnanlaatuvaatimukset vaikuttavat T-urajyrsimien ja 5-akselisten strategioiden väliseen valintaan?
Viisiakselinen samanaikainen työstö tuottaa tyypillisesti erinomaisia pintaviimeistelyjä, jotka vaihtelevat Ra 0,8–1,6 μm:iin jatkuvan työkalun kosketuksen ja optimaalisen leikkausgeometrian ansiosta. T-urajyrsimet saavuttavat yleensä Ra 1,6–3,2 μm:n viimeistelyjä työkalun taipuman ja keskeytyneen leikkaustoiminnan vuoksi. Kriittisille pinnoille, jotka vaativat mahdollisimman vähän jälkikäsittelyä, 5-akseliset strategiat tarjoavat merkittäviä etuja. Erikoistuneet T-urajyrsimet, joissa on optimoitu geometria ja pinnoitteet, voivat kuitenkin saavuttaa hyväksyttäviä viimeistelyjä moniin sovelluksiin pienemmällä ohjelmoinnin monimutkaisuudella.
Mitkä materiaalit eivät sovellu T-urajyrsimen alileikkaustyöstöön?
Työstökarkaisevat materiaalit, mukaan lukien austeniittiset ruostumattomat teräkset (316L, 321), Inconel-seokset ja Hastelloy-laadut, toimivat huonosti T-urajyrsimillä ajoittaisen leikkaustoiminnan vuoksi, joka aiheuttaa työstökarkaisua. Nämä materiaalit vaativat jatkuvan leikkauskosketuksen, joka on mahdollista vain 5-akselisilla strategioilla. Lisäksi materiaalit, joilla on huono työstettävyys, kuten karkaistut työkaluteräkset yli HRC 45, voivat aiheuttaa liiallista työkalun kulumista käytettäessä T-urajyrsimille tyypillisiä laajennettuja geometrioita.
Miten osan määrä vaikuttaa leikkausstrategioiden väliseen taloudelliseen valintaan?
Pienivolyyminen tuotanto (1–50 osaa) suosii tyypillisesti 5-akselisia strategioita korkeammista ohjelmointikustannuksista huolimatta, koska työkaluinvestoinnit pysyvät kohtuullisina ja asennuksen joustavuus tarjoaa etuja. Keskisuuret määrät (50–500 osaa) edellyttävät yksityiskohtaista kustannusanalyysiä, jossa otetaan huomioon työkalun käyttöikä, sykliajat ja laatuvaatimukset. Suurivolyyminen tuotanto (>500 osaa) oikeuttaa usein omistetut T-uratyökalut ja optimoidut kiinnikkeet, kun geometria sen sallii, koska pienemmät osakohtaiset ohjelmointi- ja asennuskustannukset kompensoivat suuremmat alkutyökaluinvestoinnit.
Mitkä tarkastushaasteet ovat ainutlaatuisia työstetyille alileikkauksille?
Alileikkausten tarkastuksessa on merkittäviä saavutettavuusrajoituksia, jotka vaikeuttavat mittausmenettelyjä. Tavalliset CMM-mittauspäät vaativat nivellettyjä päitä tai erikoistuneita mittauspääkokoonpanoja päästäkseen ahtaisiin tiloihin, mikä lisää ohjelmoinnin monimutkaisuutta ja mittausepävarmuutta. Optiset mittausjärjestelmät tarjoavat etuja monimutkaisille geometrioille, mutta niillä voi olla vaikeuksia erittäin heijastavien pintojen tai syvien, kapeiden alileikkausten kanssa. Hyväksytty/hylätty-mittarit tarjoavat tehokkaan tuotantotarkastuksen, mutta ne vaativat mukautetun valmistuksen jokaiselle alileikkausgeometrialle, mikä tekee niistä sopivia pääasiassa suurivolyymisiin sovelluksiin.
Voivatko hybridimenetelmät, joissa yhdistetään molemmat menetelmät, vähentää kokonaistyöstökustannuksia?
Hybridistrategiat tarjoavat usein optimaalisen kustannustehokkuuden monimutkaisille komponenteille, joissa on useita alileikkaustyyppejä. 5-akselisen karkean työstön käyttäminen irtomateriaalin poistoon, jota seuraa T-urajyrsimen viimeistely, voi lyhentää sykliaikoja 25–40 % säilyttäen samalla mittatarkkuuden. Hybridimenetelmät edellyttävät kuitenkin kehittynyttä ohjelmointia ja huolellista työkalunvaihdon hallintaa koordinaattijärjestelmän tarkkuuden ylläpitämiseksi koko työstösekvenssin ajan. Edut oikeuttavat tyypillisesti lisääntyneen monimutkaisuuden keskisuuren ja suurivolyymisen geometrisesti monimutkaisten osien tuotannossa.
Mikä rooli työkappaleen materiaalipaksuudella on strategian valinnassa?
Ohutseinäiset komponentit, joissa on alileikkauksia, aiheuttavat ainutlaatuisia haasteita leikkausstrategiasta riippumatta. T-urajyrsimet tuottavat merkittäviä leikkausvoimia, jotka voivat aiheuttaa taipumaa tai tärinää ohuissa osissa, mikä saattaa vaarantaa mittatarkkuuden. Viisiakseliset strategiat mahdollistavat optimoidut työkaluradat, jotka minimoivat leikkausvoimat oikeiden johto-/viivekulmien ja askelmäärän hallinnan avulla. Komponentit, joiden seinämän paksuus on alle 2–3 mm, vaativat tyypillisesti 5-akselisia lähestymistapoja erikoistuneilla ohutseinäisten työstötekniikoilla hyväksyttävien toleranssien ylläpitämiseksi ja työkappaleen vääristymisen estämiseksi.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece