Työstökalun kulumisen vähentäminen titaanin työstössä: Optimoidut CAD-strategiat
Titaanin työstö on yksi valmistuksen suurimmista haasteista: Ti-6Al-4V:n ja muiden titaaniseosten poikkeuksellisten ominaisuuksien tasapainottaminen niiden surullisenkuuluisan taipumuksen kanssa tuhota leikkuutyökaluja. Työstökalun kulumisnopeus titaanissa voi ylittää teräksen työstön 300-500 %, jolloin kovametallityökalut kestävät vain muutaman minuutin epäoptimaalisissa olosuhteissa. Ratkaisu ei ole pelkästään leikkausparametreissa, vaan strategisissa CAD-suunnittelupäätöksissä, jotka muuttavat olennaisesti työstödynamiikkaa.
Tärkeimmät huomiot
- Strateginen ominaisuuksien suuntaus CAD:ssa voi vähentää työkalun kosketusaikaa jopa 40 %, mikä pidentää dramaattisesti työkalun käyttöikää
- Oikea kulmasäteen suunnittelu (vähintään 0,5 mm) eliminoi jännityskeskittymät, jotka nopeuttavat kovametallityökalujen rikkoutumista
- Materiaalin poiston määrän optimointi älykkään ominaisuuksien sijoittelun avulla vähentää kokonaistyöstöaikaa ja lämmöntuotantoa
- Integroidut jäähdytyskanavien suunnittelu monimutkaisissa osissa mahdollistaa jatkuvan jäähdytysnesteen pääsyn kriittisille leikkausalueille
Titaanin työstökalun kulumismekanismien ymmärtäminen
Titaanin alhainen lämmönjohtavuus (16,4 W/m·K verrattuna alumiinin 237 W/m·K) luo täydellisen myrskyn työkalun heikkenemiselle. Leikkausalueella syntyvä lämpö ei pääse haihtumaan työkappaleen läpi, vaan se keskittyy työkalun ja lastun rajapintaan, jossa lämpötilat nousevat 800-1000 °C:seen. Tämä lämpökuormitus yhdistettynä titaanin kemialliseen reaktiivisuuteen luo tartuntakulumaa, jossa titaaniatomit sitoutuvat suoraan kovametallipintoihin.
Ti-6Al-4V:n muokkauslujittumisominaisuudet pahentavat tätä haastetta. Leikkausvoimien vaikutuksesta materiaalin mikrorakenne muuttuu suhteellisen helposti työstettävästä α+β-faasista karkaistuun rakenteeseen, joka voi saavuttaa 45-50 HRC välittömässä pinnanalaisessa kerroksessa. Tämä karkaistu kerros, tyypillisesti 0,05-0,15 mm syvä, aiheuttaa hiovaa kulumista myöhemmillä työkalun läpivienneillä.
Kiinnileikkautuminen on toinen kriittinen vikatila. Titaanin taipumus kylmähitsautua paineen alaisena aiheuttaa särmänmuodostusta leikkuutyökaluissa. Nämä hitsatut kerrostumat muuttavat työkalun geometriaa, mikä lisää leikkausvoimia ja nopeuttaa katastrofaalista rikkoutumista lohkeilun tai särmän irtoamisen kautta.
CAD-strategiat työstökalun kosketuksen minimoimiseksi
Tehokkain lähestymistapa työstökalun kulumisen vähentämiseen alkaa strategisella ominaisuuksien suuntauksella suunnitteluvaiheessa. Perinteiset työstömenetelmät sijoittavat ominaisuudet usein pelkästään toiminnallisten vaatimusten perusteella, jättäen huomiotta työstösekvenssin vaikutukset. Älykäs CAD-suunnittelu ottaa huomioon leikkuutyökalun polun pituuden ja kosketuskulman jokaiselle ominaisuudelle.
Taskun syvyyden optimointi on kriittinen suunnittelupäätös. Syvät taskut (syvyys-leveys-suhteet yli 3:1) luovat haastavat evakuointiolosuhteet, joissa lastut eivät pääse tehokkaasti poistumaan. Tämä johtaa uudelleenleikkaukseen, kohonneisiin lämpötiloihin ja nopeaan työkalun heikkenemiseen. Suunnitteluvaihtoehtoja ovat porrastetut taskukokoonpanot tai monikerroksiset työstöstrategiat, jotka ylläpitävät optimaaliset syvyys-leveys-suhteet alle 2:1.
Seinämän paksuuden johdonmukaisuus osan geometriassa eliminoi vaihtelevat leikkauskuormat, jotka aiheuttavat työkalun taipumista ja ennenaikaista kulumista. Yhtenäisen seinämän paksuuden ylläpitäminen 2,0-3,0 mm koko suunnittelun ajan mahdollistaa johdonmukaiset leikkausparametrit ja ennustettavan työkalun käyttöiän. Kun paksuuden vaihtelu on väistämätöntä, asteittaiset siirtymät vähintään 10 mm:n etäisyyksillä estävät äkilliset kuormitusmuutokset.
Kulmasäteet ansaitsevat erityistä huomiota titaanisovelluksissa. Terävät sisäkulmat luovat jännityskeskittymiä, jotka johtavat työkalun rikkoutumiseen, kun taas alle 0,3 mm:n säteet vaativat pienihalkaisijaisia työkaluja, jotka ovat alttiita taipumiselle ja nopealle kulumiselle. Optimaaliset sisäkulmasäteet ovat välillä 0,5-1,5 mm, mikä vastaa saatavilla olevia kovametallityökalujen geometrioita ja tarjoaa riittävän lujuuden titaanin leikkausvoimille.
| Ominaisuustyyppi | Perinteinen suunnittelu | Optimoidu suunnittelu | Työkalun käyttöiän parannus |
|---|---|---|---|
| Sisäkulmat | 0,1-0,3 mm säde | 0,5-1,5 mm säde | 200-300% |
| Taskun syvyys | Syvyys/Leveys > 3:1 | Syvyys/Leveys< 2:1 | 150-250% |
| Seinämän paksuus | Vaihteleva (1-5 mm) | Tasainen (2-3 mm) | 100-200% |
| Pinnan siirtymät | Jyrkät muutokset | Vähittäiset (>10 mm) | 75-150% |
Edistyksellinen ominaisuusgeometria työkalun säilyttämiseksi
Ramppausstrategioita on harkittava CAD-vaiheessa optimaalisten työkalun sisääntuloolosuhteiden varmistamiseksi. Pystysuorat syöksyleikkaukset titaaniin luovat maksimaaliset leikkauskuormat ja lämpöshokin. Suunnitteluominaisuuksien tulisi sisältää ramppaavia pintoja, joiden kulmat ovat 2-5 astetta, mikä mahdollistaa asteittaisen työkalun kosketuksen, joka jakaa leikkausvoimat pidemmän kosketuspituuden yli.
Reikien suunnittelu vaatii erityistä huomiota titaanin työstössä. Tavalliset porausoperaatiot aiheuttavat merkittävää työkalun kulumista huonon lastunpoiston ja keskittyneen lämmöntuotannon vuoksi. CAD-suunnittelujen tulisi sisältää esityöstettyjä viisteitä tai upotuksia, jotka mahdollistavat porausoperaatioiden aloittamisen pienemmillä leikkauskuormilla. Kriittisille rei'ille kierteinen interpolointigeometria tulisi suunnitella ympäröiviin ominaisuuksiin tämän erinomaisen työstömenetelmän mahdollistamiseksi.
Kierteiden suunnittelumuutokset voivat vaikuttaa dramaattisesti työkalun käyttöikään titaanisovelluksissa. Tavalliset metriset kierteet, joiden sisäänkulma on 60 astetta, luovat suuria leikkausvoimia kierteityksen aikana. Mikäli mahdollista, muokatut kierremuodot, joiden sisäänkulma on 45-50 astetta, vähentävät leikkauskuormia säilyttäen samalla riittävän kierrevoiman useimpiin sovelluksiin. Kierteiden ulosajogeometrian tulisi tarjota riittävä pituus (vähintään 3 kierteen nousua) asteittaiseen työkalun vetäytymiseen.
Sovelluksissa, jotka vaativat tarkkoja CNC-työstöpalveluita, ominaisuuksien saavutettavuudesta tulee ensiarvoisen tärkeää. Suljetut ominaisuudet, jotka vaativat syviä työkalun jatkeita, tulisi suunnitella uudelleen avoimiksi geometrioiksi mahdollisuuksien mukaan. Tämä lähestymistapa mahdollistaa lyhyempien ja jäykempien työkalujen käytön, jotka vastustavat taipumista ja ylläpitävät leikkuuterän eheyttä pitkien työstöjaksojen ajan.
Materiaalin poiston määrän optimointi
Strateginen materiaalin jakautuminen CAD-suunnittelussa voi minimoida kokonaistyöstöajan ja siihen liittyvän työkalun kulumisen. Periaatteena on keskittää materiaalin poisto alueille, joilla leikkausolosuhteet voidaan optimoida, samalla kun minimoidaan materiaali alueilla, jotka vaativat haastavaa työkalun pääsyä tai epäsuotuisia leikkausgeometrioita.
Esikarkeavaraa tulisi sisällyttää alkuperäiseen suunnitteluun tehokkaiden materiaalinpoistostrategioiden mahdollistamiseksi. Sen sijaan, että lopulliset mitat työstettäisiin suoraan kiinteästä materiaalista, suunnittelujen tulisi sisältää väligeometrioita, jotka mahdollistavat karkeat työstöoperaatiot kestävillä työkaluilla, jota seuraavat viimeistelyläpiviennit optimoiduilla leikkausolosuhteilla. Tyypilliset karkeavarat titaanille ovat välillä 0,5-1,5 mm per pinta, riippuen osan monimutkaisuudesta.
Ripa- ja verkkokokoonpanot vaikuttavat merkittävästi työstötehokkuuteen. Perinteiset ripasuunnittelut, joissa on vakio paksuus, vaativat usein laajoja puoliviimeistelyoperaatioita, jotka nopeuttavat työkalun kulumista. Kapenevat ripasuunnittelut, joiden paksuus pienenee pohjasta kärkeen, mahdollistavat tehokkaammat työstösekvenssit säilyttäen samalla rakenteelliset vaatimukset. Pohjan paksuuden tulisi vastata saatavilla olevia työkalun halkaisijoita (tyypillisesti 6-12 mm), kun taas kärjen paksuus voi pienentyä vähintään 2-3 mm:iin.
Pomojen suunnitteluintegraatio vaikuttaa sekä työkalun pääsyyn että leikkauskuormiin. Eristetyt pomot vaativat yksittäisiä työkalun lähestymistapoja, jotka lisäävät kokonaistyöstöaikaa ja työkalun vaihtoja. Mikäli toiminnallisesti hyväksyttävää, pomoominaisuudet tulisi integroida ympäröivään geometriaan tai suunnitella jatkuviksi ominaisuuksiksi, jotka mahdollistavat tehokkaat työkalun polut johdonmukaisilla leikkauskuormilla.
Lämmönhallinta suunnittelun avulla
Lämmön haihdutus on kriittinen tekijä titaanityökalun käyttöiässä, mikä vaatii CAD-suunnitteluja, jotka helpottavat tehokkaita jäähdytysstrategioita. Perinteiset jäähdytysnesteen tulvasovellukset eivät usein saavuta kriittisiä leikkausalueita, erityisesti syvissä ominaisuuksissa tai suljetuissa geometrioissa. Suunnittelumuutokset voivat varmistaa jäähdytysnesteen pääsyn sinne, missä sitä eniten tarvitaan.
Jäähdytyskanavat tulisi integroida osan geometriaan suunnitteluvaiheessa sen sijaan, että ne lisättäisiin jälkikäteen. Nämä kanavat, tyypillisesti 4-6 mm halkaisijaltaan, tarjoavat suunnatun jäähdytysnesteen virtauksen kriittisille leikkausalueille. Kanavan sijoittelussa on otettava huomioon työstösekvenssi sen varmistamiseksi, että ne pysyvät ehjinä karkeiden työstöoperaatioiden aikana samalla kun ne tarjoavat jäähdytystä viimeistelyläpivienneille.
Materiaalin paksuus vaikuttaa lämpömassa- ja lämmönabsorptio-ominaisuuksiin. Paksut osat (>20 mm) tarjoavat paremman lämmönpoiston, mutta saattavat vaatia sisäisiä jäähdytysominaisuuksia. Ohuet osat (<5 mm) tarjoavat nopean lämmön haihdutuksen, mutta saattavat kärsiä lämpömuodonmuutoksista. Optimaaliset paksuusalueet titaanisovelluksille ovat välillä 8-15 mm, mikä tarjoaa riittävän lämpömassan samalla kun mahdollistaa tehokkaan jäähdytyksen.
Pinta-alan optimointi suunnittelumuutosten avulla voi parantaa luonnollista konvektiojäähdytystä. Ripaistetut pinnat, porrastetut geometriat ja integroidut jäähdytyselementtiominaisuudet lisäävät lämmönsiirtoon käytettävissä olevaa pinta-alaa. Nämä muutokset on tasapainotettava työstön monimutkaisuutta vastaan, mutta ne voivat tarjota 15-30 % parannuksia leikkausalueen lämpötiloissa.
Korkean tarkkuuden tuloksia varten, Hanki mukautettu tarjouksesi 24 tunnissa Microns Hubilta.
Toleranssi- ja pinnanviimeistelyyn liittyvät huomiot
Toleranssimäärittely vaikuttaa suoraan työkalun valintaan ja työstöstrategioihin titaaniosille. Tiukat toleranssit (±0,025 mm tai parempi) vaativat tyypillisesti viimeistelyläpivientejä kevyillä leikkauskuormilla, mikä pidentää työkalun käyttöikää, mutta lisää työstöaikaa. Avain on optimoida toleranssivaatimukset tarkkuuden ja valmistustehokkuuden tasapainottamiseksi.
Kriittiset mitat tulisi keskittää pinnoille, joilla on suotuisat leikkausgeometriat. Ulkoiset ominaisuudet mahdollistavat yleensä paremman työkalun pääsyn ja leikkausolosuhteet verrattuna sisäisiin ominaisuuksiin. Mikäli mahdollista, kriittiset toleranssit tulisi määrittää ulkoisille pinnoille tai ominaisuuksille, jotka ovat saavutettavissa lyhyillä, jäykillä työkaluilla.
Pinnanviimeistelyvaatimukset vaikuttavat merkittävästi työkalun kulumismalleihin. Ra-arvot alle 0,8 μm vaativat tyypillisesti useita viimeistelyläpivientejä, joissa materiaalin poisto on minimaalista per läpivienti. Tämä lähestymistapa pidentää työkalun käyttöikää pienentämällä leikkauskuormia, mutta lisää kokonaistyöstöaikaa. Pinnanviimeistelyn optimointi voi sisältää erilaisten vaatimusten määrittämisen toiminnallisille verrattuna kosmeettisiin pintoihin.
Muoto- ja sijaintitoleransseissa on otettava huomioon titaanin elastiset ominaisuudet ja mahdollinen muodonmuutos työstön aikana. Jännitystä lievittäviä ominaisuuksia, kuten symmetrinen materiaalin poisto ja tasapainoiset leikkauskuormat, tulisi sisällyttää suunnitteluihin, jotka vaativat tiukkoja geometrisiä toleransseja. Tämä lähestymistapa minimoi muodonmuutoksista johtuvat toleranssirikkomukset samalla kun vähennetään leikkausvoimia, jotka nopeuttavat työkalun kulumista.
| Toleranssialue | Suositeltava lähestymistapa | Odotettu työkalun käyttöikä | Kustannusvaikutus |
|---|---|---|---|
| ±0,1 mm | Yksi viimeistelykerta | Maksimi | +15-25% |
| ±0,05 mm | Kevyet viimeistelykerrat | Hyvä | +25-35% |
| ±0,025 mm | Useita kevyitä kertoja | Kohtalainen | +40-60% |
| ±0,01 mm | Erikoistyökalut | Rajoitettu | +75-100% |
Integraatio valmistusprosessin suunnitteluun
CAD-suunnittelujen on otettava huomioon koko valmistussekvenssi työkalun käyttöiän optimoimiseksi kaikissa operaatioissa. Ominaisuuksien järjestys vaikuttaa työkappaleen jäykkyyteen, kiinnitystarpeisiin ja leikkauskuorman jakautumiseen. Strateginen ominaisuuksien sijoittelu voi minimoida työkalun vaihdot ja mahdollistaa optimoidut leikkausparametrit koko työstöjakson ajan.
Kiinnitysintegraatiota tulisi harkita suunnittelun kehityksen aikana sen sijaan, että se olisi erillinen valmistushuolenaihe. Kiinnityskorvakkeet ja kiinnityspinnat, jotka on suunniteltu osan geometriaan, tarjoavat turvallisen työkappaleen pidon samalla kun minimoidaan asennusaika ja vähennetään tärinää, joka nopeuttaa työkalun kulumista.
Työkalun pääsyn analyysi CAD-vaiheen aikana tunnistaa mahdolliset häiriöongelmat, jotka saattavat vaatia erikoistyökaluja tai pidennettyjä työkalun pituuksia. Vakiotyökalukirjastoihin tulisi viitata suunnittelun aikana sen varmistamiseksi, että ominaisuudet voidaan työstää helposti saatavilla olevilla, kustannustehokkailla työkaluilla. Mukautettujen työkalujen vaatimuksia tulisi minimoida suunnittelumuutosten avulla mahdollisuuksien mukaan.
Asennuksen vähennysstrategiat monitoimi-osien suuntauksen avulla voivat merkittävästi vähentää kokonaistyöstöaikaa ja siihen liittyvää työkalun kulumista. Suunnittelujen tulisi mahdollistaa täydellinen tai lähes täydellinen työstö yhdessä asennuksessa, mikä minimoi työkappaleen käsittelyn ja asennusajan. Tämä lähestymistapa vaatii huolellista harkintaa vetokulmien, jakolinjojen ja ominaisuuksien saavutettavuuden suhteen useista suunnista.
Suunnittelun optimoinnin kustannus-hyötyanalyysi
CAD-optimoinnin taloudelliset vaikutukset titaanin työstössä ulottuvat yksinkertaista työkalukustannusten vähentämistä pidemmälle. Työkalun käyttöiän parannukset 200-400 % vähentävät koneen seisokkiaikaa, alentavat työvoimakustannuksia työkalun vaihdoissa ja parantavat osan johdonmukaisuutta vakaiden leikkausolosuhteiden avulla. Nämä edut oikeuttavat usein suunnittelumuutokset, jotka saattavat lisätä osan alkuperäistä monimutkaisuutta.
Työstöajan vähennys optimoitujen suunnittelujen avulla on tyypillisesti välillä 20-50 % verrattuna perinteisiin lähestymistapoihin. Tämä parannus johtuu vähentyneistä työkalun vaihdoista, optimoiduista leikkausparametreista ja haastavien työstöoperaatioiden poistamisesta. Aikasäästöt kasaantuvat tuotantomäärien yli, mikä tekee suunnittelun optimoinnista yhä arvokkaampaa suuremmille määrille.
Laadun parannukset vakaista leikkausolosuhteista vähentävät hylkyprosentteja ja korjauskustannuksia. Johdonmukainen työkalun suorituskyky koko työstöjakson ajan ylläpitää mittatarkkuutta ja pinnanviimeistelyn laatua. Tämä luotettavuus on erityisen arvokasta ilmailu- ja lääketieteellisissä sovelluksissa, joissa osien hylkäyskustannukset ovat huomattavat.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme titaanin työstössä ja kattava ymmärryksemme suunnittelun optimoinnista tarkoittaa, että jokainen projekti saa erityistä huomiota, jota titaanisovellukset vaativat.
Edistykselliset CAD-tekniikat ja ohjelmistointegraatio
Nykyaikaiset CAD-järjestelmät tarjoavat erikoistyökaluja työstön optimointiin, joita voidaan hyödyntää suunnitteluvaiheessa. Työstettävyysanalyysiominaisuudet tunnistavat ongelmalliset geometriat ennen valmistuksen alkamista, mikä mahdollistaa suunnittelumuutokset, kun muutokset pysyvät kustannustehokkaina. Nämä työkalut arvioivat leikkuutyökalun pääsyn, kosketuskulmat ja mahdolliset häiriöolosuhteet.
Ominaisuusperusteiset suunnittelumenetelmät mahdollistavat vaihtoehtoisten geometrioiden nopean arvioinnin parantuneen työstettävyyden saavuttamiseksi. Parametrinen mallinnus antaa suunnittelijoille mahdollisuuden arvioida nopeasti kulmasäteen muutosten, seinämän paksuuden muutosten tai ominaisuuksien uudelleensijoittelujen vaikutusta valmistusvaatimuksiin. Tämä kyky nopeuttaa optimointiprosessia säilyttäen samalla suunnittelun tarkoituksen.
Valmistussimulointi-integraatio tarjoaa varhaista palautetta työkalun valinnasta ja leikkausparametreista. Kehittyneet CAD-järjestelmät voivat simuloida täydellisiä työstösekvenssejä, tunnistaa mahdolliset työkalun kulumisongelmat ja optimointimahdollisuudet. Tämä simulointikyky mahdollistaa ennakoivat suunnittelumuutokset reaktiivisen valmistuksen ongelmanratkaisun sijaan.
Yhteistyötyökalut CAD-järjestelmissä helpottavat viestintää suunnittelu- ja valmistustiimien välillä. Sisäänrakennetut annotaatio- ja tarkistusominaisuudet antavat valmistusinsinööreille mahdollisuuden antaa erityistä palautetta työkalun kulumishuolenaiheista ja suunnittelun optimointimahdollisuuksista. Tämä yhteistyö varmistaa, että valmistusnäkökohdat on integroitu asianmukaisesti lopullisiin suunnitteluihin.
Suunnittelusääntöjen tarkistus voidaan räätälöidä titaanin työstövaatimuksiin, mikä merkitsee automaattisesti geometriat, jotka saattavat aiheuttaa työkalun kulumisongelmia. Vakiintuneita sääntöjä voivat olla vähimmäiskulmasäteen vaatimukset, enimmäissyvyys-leveys-suhteet ja seinämän paksuuden johdonmukaisuuden tarkistukset. Nämä automatisoidut tarkistukset estävät ongelmallisten geometrioiden etenemisen valmistukseen.
Tapaustutkimukset ja toteutusesimerkit
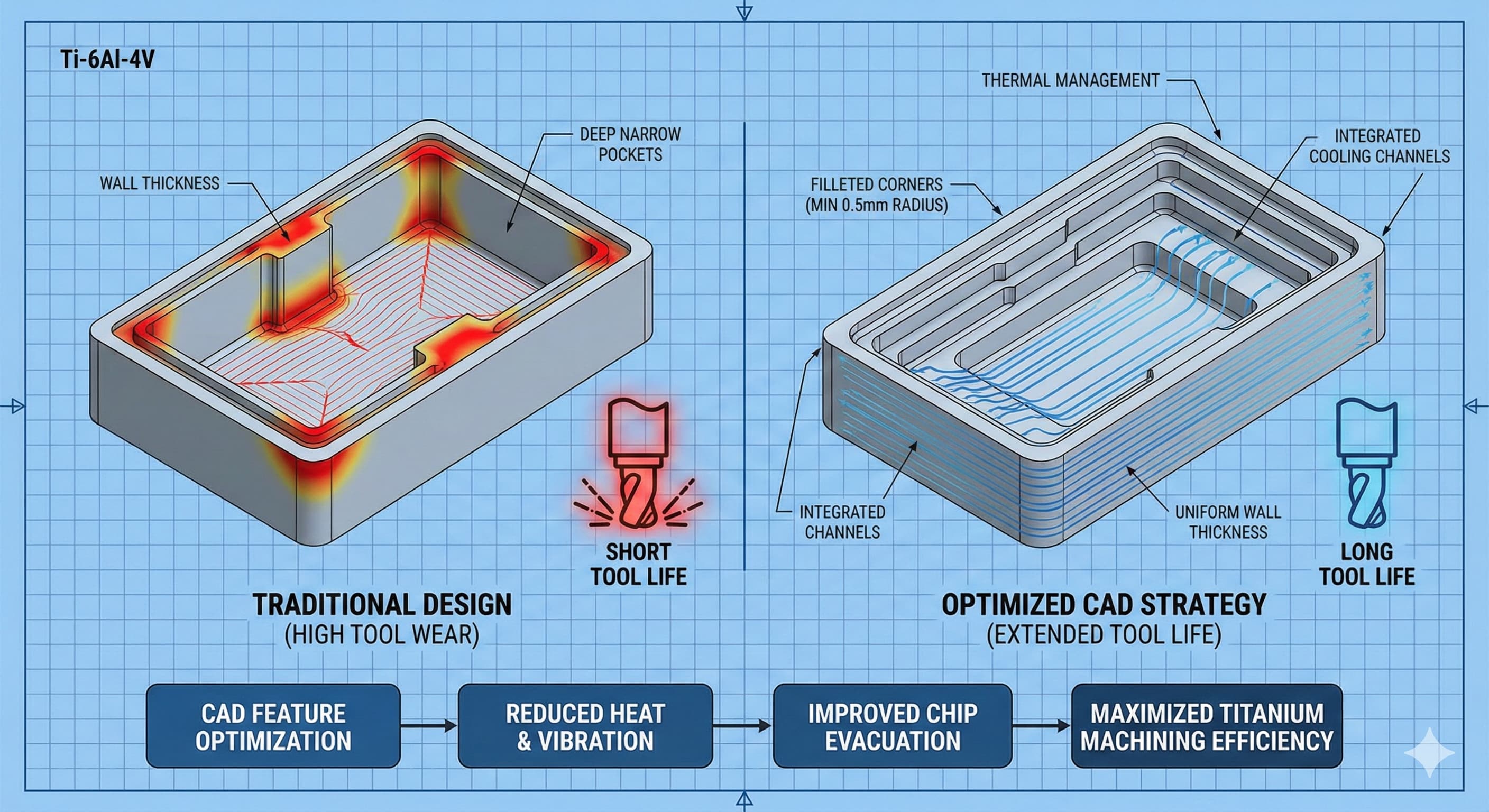
Tyypillinen ilmailu- ja avaruusalan kiinnikkeen uudelleensuunnittelu osoittaa CAD-optimoinnin järjestelmällisen vaikutuksen titaanin työstöön. Alkuperäisessä suunnittelussa oli terävät sisäkulmat (0,2 mm säde), vaihteleva seinämän paksuus (1-4 mm) ja syvät taskut, joiden syvyys-leveys-suhteet olivat 4:1. Työkalun käyttöikä oli keskimäärin 15-20 minuuttia, ja usein rikkoutumisia tapahtui lämpöshokin ja leikkauskuorman vaihteluiden vuoksi.
Optimoitu suunnittelu sisälsi 0,8 mm:n sisäsäteet, tasaisen 2,5 mm:n seinämän paksuuden ja porrastetun taskugeometrian, joka ylläpiti 1,8:1:n enimmäissyvyys-leveys-suhteita. Integroidut jäähdytyskanavat tarjosivat suoran jäähdytyksen kriittisille leikkausalueille. Työkalun käyttöikä parani 80-120 minuuttiin säilyttäen samalla kaikki toiminnalliset vaatimukset ja vähentäen kokonaistyöstöaikaa 35 %.
Lääketieteelliset implanttisovellukset asettavat ainutlaatuisia haasteita johtuen bioyhteensopivuusvaatimuksista ja monimutkaisista orgaanisista geometrioista. Perinteiset lähestymistavat vaativat usein laajaa käsinviimeistelyä, koska työkalun kulumisongelmat aiheuttavat pinnan epäsäännöllisyyksiä. Optimoidut CAD-suunnittelut sisältävät asteittaisia siirtymiä, optimoituja leikkauskulmia ja strategista materiaalin jakautumista mahdollistaakseen johdonmukaisen työstön koko leikkausjakson ajan.
Samanlaisia optimointiperiaatteita sovelletaan kustannusten vähentämisstrategioihin eri valmistusprosesseissa, joissa suunnittelumuutokset voivat vaikuttaa merkittävästi yleiseen tuotantotalouteen parantuneen tehokkuuden ja alennettujen työkalukustannusten avulla.
Laadunvalvonta- ja validointimenetelmät
CAD-optimoinnin tehokkuuden todentaminen edellyttää työkalun kulumismallien, työstöaikojen ja osan laatumittareiden järjestelmällistä mittausta. Perusmittaukset perinteisistä suunnitteluista tarjoavat vertailustandardeja parannustasojen arvioimiseksi. Tärkeimpiä mittareita ovat keskimääräinen työkalun käyttöikä, leikkausaika per osa, pinnanviimeistelyn johdonmukaisuus ja mittatarkkuuden vaihtelu.
Työkalun kulumisanalyysissä tulisi tutkia sekä asteittaisia kulumismalleja että katastrofaalisia vikatiloja. Optimoidut suunnittelut osoittavat tyypillisesti ennustettavampaa, asteittaista kulumista äkillisten vikatapahtumien sijaan. Tämä ennustettavuus mahdollistaa paremman tuotannon suunnittelun ja vähentää odottamattomia seisokkeja työkalun rikkoutumisesta.
Pinnan eheyden arvioinnista tulee kriittistä titaanisovelluksissa, erityisesti ilmailu- ja lääketieteellisillä aloilla. Optimoidut työstöolosuhteet tulisi ylläpitää johdonmukainen pinnanviimeistely ja minimoida lämpövaikutusalueet, jotka voisivat vaarantaa materiaalin ominaisuudet. Säännöllinen pinnan eheyden testaus vahvistaa CAD-optimointistrategioiden tehokkuuden.
Tilastollisen prosessinohjauksen toteutus seuraa optimoitujen suunnittelujen johdonmukaisuutta tuotantomäärien yli. Työkalun käyttöiän, työstöajan ja laatumittareiden ohjauskartat tunnistavat, milloin prosessiolosuhteet poikkeavat optimaalisista alueista. Tämä seuranta mahdollistaa ennakoivat säädöt optimointietujen ylläpitämiseksi koko tuotannon ajan.
Tulevaisuuden trendit ja kehittyvät teknologiat
Tekoälyn integrointi CAD-järjestelmiin lupaa automatisoidun optimoinnin titaanin työstösovelluksiin. Koneoppimisalgoritmit voivat analysoida historiallisia työstötietoja tunnistaakseen optimaaliset suunnitteluparametrit ja ennustaakseen työkalun käyttöiän geometristen ominaisuuksien perusteella. Tämä kyky nopeuttaa optimointiprosessia samalla kun parannetaan ennustustarkkuutta.
Lisäävän valmistuksen integrointi tarjoaa uusia mahdollisuuksia monimutkaisille sisäisille geometrioille, jotka parantavat jäähdytystä ja vähentävät materiaalin määrää. Hybridilähestymistavat, joissa yhdistetään lisäävät esimuodot optimoituun vähentävään viimeistelyyn, mahdollistavat geometriat, jotka ovat mahdottomia perinteisillä valmistusmenetelmillä. Nämä lähestymistavat vaativat uusia CAD-strategioita, jotka ottavat huomioon sekä lisäävän että vähentävän valmistuksen rajoitukset.
Kehittynyt materiaalien karakterisointi tarjoaa paremman ymmärryksen titaanin työstökäyttäytymisestä eri olosuhteissa. Leikkausvoimien, lämpötilojen ja työkalun kulumisen reaaliaikainen seuranta mahdollistaa leikkausparametrien jatkuvan optimoinnin todellisen suorituskyvyn perusteella teoreettisten mallien sijaan. Tämä palaute voi antaa tietoa CAD-optimointistrategioista parantuneen tehokkuuden saavuttamiseksi.
Digitaalinen kaksoisteknologia mahdollistaa CAD-optimointistrategioiden virtuaalisen validoinnin ennen fyysistä toteutusta. Täydellinen valmistusprosessin simulointi, mukaan lukien työkalun kulumisen ennustaminen ja lämpöanalyysi, tarjoaa kattavan arvioinnin suunnittelumuutoksista. Tämä kyky vähentää optimoinnin validointiin tarvittavia kustannuksia ja aikaa samalla kun parannetaan ennustustarkkuutta.
Toteutusohjeet ja parhaat käytännöt
CAD-optimoinnin onnistunut toteutus titaanin työstössä edellyttää järjestelmällistä lähestymistapaa ja selkeää viestintää suunnittelu- ja valmistustiimien välillä. Optimointiohjeet tulisi dokumentoida ja integroida vakiintuneisiin suunnitteluprosesseihin johdonmukaisen sovelluksen varmistamiseksi projekteissa.
Suunnitteluinsinöörien koulutusohjelmien tulisi korostaa geometristen ominaisuuksien ja titaanille ominaisten työstöhaasteiden välistä suhdetta. Leikkuutyökalujen rajoitusten, lämmönhallintavaatimusten ja materiaalinpoistostrategioiden ymmärtäminen antaa suunnittelijoille mahdollisuuden tehdä tietoisia optimointipäätöksiä suunnitteluprosessin aikana sen sijaan, että vaadittaisiin laajaa uudelleensuunnittelua myöhemmin.
Suunnittelu- ja valmistustiimien väliset yhteistyöprotokollat varmistavat, että valmistusrajoitukset kommunikoidaan ja ymmärretään asianmukaisesti. Säännölliset suunnittelukatselmukset valmistuksen panoksella voivat tunnistaa optimointimahdollisuuksia varhain suunnittelusyklissä, kun muutokset pysyvät kustannustehokkaina.
Organisaatioille, jotka käyttävät valmistuspalveluitamme, tarjoamme kattavan suunnittelukatselmuksen ja optimointisuosituksia varmistaaksemme, että titaaniosasi saavuttavat optimaalisen työstettävyyden säilyttäen samalla kaikki toiminnalliset vaatimukset.
Usein kysytyt kysymykset
Mikä on suositeltu vähimmäiskulmasäde sisäisille ominaisuuksille titaaniosissa?
Sisäisten kulmien säteiden tulisi olla vähintään 0,5 mm titaanin työstösovelluksissa. Pienemmät säteet vaativat herkkiä leikkuutyökaluja, jotka ovat alttiita rikkoutumiselle ja lämpövaurioille. Optimaaliset säteet ovat välillä 0,8-1,5 mm, mikä vastaa vakiokovametallityökalujen geometrioita ja tarjoaa riittävän lujuuden titaanin leikkausvoimille. Terävät kulmat alle 0,3 mm johtavat tyypillisesti työkalun käyttöiän lyhenemiseen 70-80 % verrattuna oikein säteistettyihin ominaisuuksiin.
Miten taskun syvyys-leveys-suhde vaikuttaa työkalun käyttöikään titaanin työstössä?
Taskun syvyys-leveys-suhteiden tulisi pysyä alle 2:1 optimaalisen työkalun käyttöiän saavuttamiseksi titaanisovelluksissa. Suhteet yli 3:1 luovat huonot lastunpoisto-olosuuden, mikä johtaa uudelleenleikkaukseen, kohonneisiin lämpötiloihin ja nopeutuneeseen työkalun kulumiseen. Syvät taskut vaativat myös pidennettyjä työkalun pituuksia, jotka lisäävät taipumista ja värinää. Porrastetut taskusuunnittelut tai monikerroksiset työstöstrategiat ylläpitävät optimaaliset suhteet samalla kun saavutetaan vaadittu osan geometria.
Mikä seinämän paksuus tarjoaa parhaan tasapainon materiaalin poiston ja työstön vakauden välillä?
Tasainen seinämän paksuus välillä 2,0-3,0 mm tarjoaa optimaalisen tasapainon titaanin työstöön. Ohuemmat seinämät ovat jäykkyydeltään heikkoja ja saattavat värähdellä leikkauksen aikana, kun taas paksummat seinämät vaativat liiallista materiaalin poistoa. Paksuuden vaihteluiden tulisi olla asteittaisia vähintään 10 mm:n etäisyyksillä äkillisten leikkauskuorman muutosten estämiseksi, jotka nopeuttavat työkalun kulumista. Vaihtelevan paksuuden suunnittelut vähentävät usein työkalun käyttöikää 40-60 % verrattuna tasaisen paksuuden lähestymistapoihin.
Miten kierregeometriaa tulisi muokata parantamaan työkalun käyttöikää titaanissa?
Vakiomaisia 60 asteen metrisiä kierteitä voidaan muokata 45-50 asteen sisäänkulmiksi, mikäli toiminnallisesti hyväksyttävää, mikä vähentää leikkauskuormia kierteityksen aikana. Kierteiden ulosajon tulisi tarjota vähintään 3 nousun pituutta asteittaiseen työkalun vetäytymiseen. Ulkoiset kierteet ovat suositeltavia sisäisille kierteille paremman työkalun pääsyn ja lastunpoiston vuoksi. Sisäisten kierteiden, jotka vaativat tapitusta, tulisi sisältää viistetyt aloitukset ja riittävä sisäänmenogeometria.
Mikä rooli jäähdytyskanavilla on CAD-suunnittelussa titaanin työstöön?
Integroidut jäähdytyskanavat, tyypillisesti 4-6 mm halkaisijaltaan, tulisi suunnitella osan geometriaan suunnatun jäähdytyksen tarjoamiseksi kriittisille leikkausalueille. Kanavan sijoittelussa on otettava huomioon työstösekvenssi, jotta se pysyy ehjänä karkean työstön aikana ja jäähdyttää viimeistelyoperaatioita. Oikea jäähdytysnesteen toimitus voi vähentää leikkausalueen lämpötiloja 150-250 °C:lla, mikä pidentää työkalun käyttöikää 200-300 %. Kanavat tulisi sijoittaa 10-15 mm:n etäisyydelle kriittisistä leikkausalueista maksimaalisen tehokkuuden saavuttamiseksi.
Miten toleranssivaatimukset vaikuttavat työkalun valintaan ja kulumiseen titaanin työstössä?
Tiukemmat toleranssit (±0,025 mm tai parempi) vaativat viimeistelyläpivientejä pienennetyillä leikkauskuormilla, mikä pidentää työkalun käyttöikää, mutta lisää työstöaikaa. Kriittiset mitat tulisi sijoittaa ulkoisiin ominaisuuksiin tai pinnoille, joilla on suotuisat leikkausgeometriat mahdollisuuksien mukaan. Toleranssit alle ±0,01 mm saattavat vaatia erikoistyökaluja ja leikkausparametreja, jotka vaikuttavat merkittävästi työkalun käyttöikään ja kustannuksiin. Toleranssin optimointi voi vähentää työstökustannuksia 25-40 % säilyttäen samalla toiminnalliset vaatimukset.
Mitä CAD-ominaisuuksia tulisi välttää liiallisen työkalun kulumisen estämiseksi titaanissa?
Vältä teräviä sisäkulmia alle 0,3 mm:n säteellä, syviä suljettuja taskuja, joissa on huono työkalun pääsy, vaihteleva seinämän paksuus, joka luo äkillisiä kuormitusmuutoksia, ja ominaisuuksia, jotka vaativat pidennettyjä työkalun pituuksia, joissa on korkeat pituus-halkaisija-suhteet. Leikkaavat ominaisuudet, jotka luovat monimutkaisia leikkausgeometrioita, tulisi yksinkertaistaa mahdollisuuksien mukaan. Sokeat reiät, jotka ovat syvempiä kuin 5 halkaisijaa, ja sisäiset kierteet syvissä rei'issä tulisi suunnitella uudelleen ulkoisiksi ominaisuuksiksi, kun se on toiminnallisesti hyväksyttävää. Nämä ongelmalliset ominaisuudet voivat vähentää työkalun käyttöikää 60-80 % verrattuna optimoituihin vaihtoehtoihin.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece