Valukaltevuuksien suunnittelu metallivaluille: Käytännön opas insinööreille
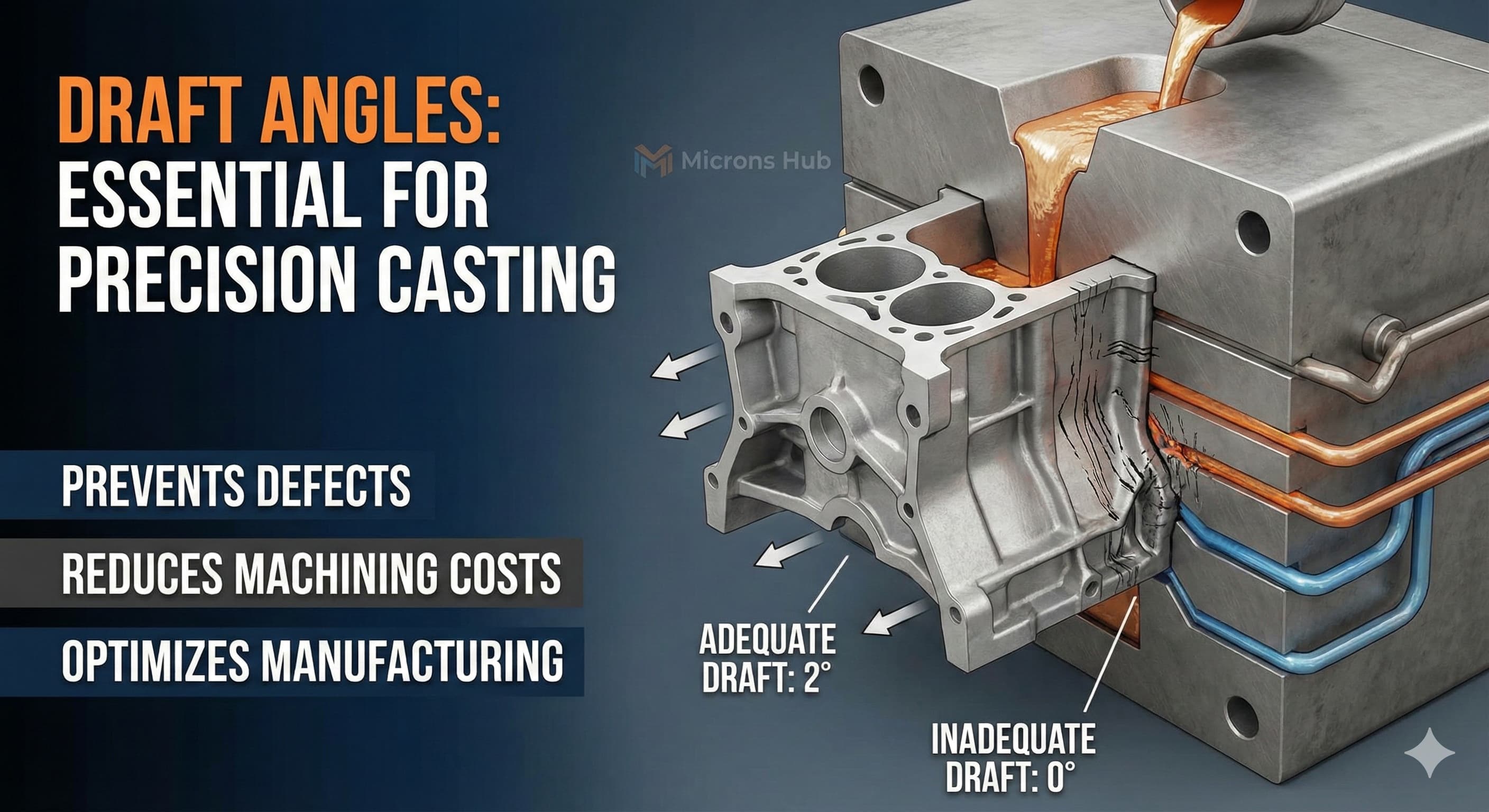
Valukaltevuudet jätetään usein huomiotta suunnitteluvaiheessa, mutta riittämättömät kaltevuusmääritykset aiheuttavat jopa 40 % valuvioista tarkkuusmetallikomponenteissa. Olennaista on ymmärtää materiaaliominaisuuksien, geometrian ja valmistusrajoitusten välinen monimutkainen suhde, jotta osa irtoaa puhtaasti muotista eikä vaadi kalliita jälkikäsittelyjä.
Tärkeimmät huomiot
- Valukaltevuudet ovat tyypillisesti 0,5–3°, riippuen valuprosessista. Painevalu vaatii pienimmät kulmat (0,5–1°), kun taas hiekkavalu tarvitsee 1–3°.
- Sisäiset piirteet vaativat 25–50 % jyrkempiä valukaltevuuksia kuin ulkopinnat, johtuen kutistumisvoimista jäähdytyksen aikana.
- Oikea valukaltevuuden suunnittelu voi vähentää koneistuskustannuksia 30–60 % poistamalla jälkikäsittelyt ei-kriittisiltä pinnoilta.
- Materiaalivalinta vaikuttaa suoraan valukaltevuusvaatimuksiin, ja alumiiniseokset mahdollistavat tiukemmat kulmat kuin teräs- tai rautavalut.
Valukaltevuuden perusteiden ymmärtäminen
Valukaltevuudet toimivat ensisijaisena mekanismina osan onnistuneelle irrottamiselle valumuoteista. Ilman riittävää kaltevuutta jäähtyvä metalli kutistuu muotin pintaan, mikä aiheuttaa häiriöitä, jotka estävät puhtaan erottumisen. Tämä perustavanlaatuinen kutistumiskäyttäytyminen vaihtelee merkittävästi eri seosjärjestelmissä ja vaatii tarkan laskennan optimaalisten tulosten saavuttamiseksi.
Valukaltevuusvaatimusten taustalla oleva fysiikka keskittyy lämpölaajenemiskertoimiin. Alumiiniseoksilla, kuten A356-T6:lla, on lineaarinen kutistumisnopeus noin 1,3 %, kun taas pallografiittivalurauta (ASTM A536) kutistuu 1,0 %. Nämä erot johtavat suoraan vaihteleviin valukaltevuusvaatimuksiin, ja alumiinivalut sietävät usein jyrkempiä kulmia alhaisempien kutistumisvoimien vuoksi.
Valmistustoleranssit ovat kriittisessä roolissa valukaltevuuden määrittelyssä. Vakiokäytäntö noudattaa ISO 2768-m -toleransseja keskikarkeille valuille, jotka tyypillisesti sallivat ±0,5° vaihtelun valukaltevuuksissa. Korkean tarkkuuden sovellukset saattavat kuitenkin vaatia tiukempaa hallintaa ±0,2°:ssa, mikä edellyttää kehittyneempiä työkaluja ja prosessinohjaustoimenpiteitä.
Prosessikohtaiset valukaltevuusvaatimukset
Painevalu on vaativin sovellus valukaltevuuden optimoinnille. Korkeapaineruiskutusprosessi ja nopeat jäähdytyssyklit luovat ainutlaatuisia haasteita, jotka vaativat erityisiä suunnittelunäkökohtia. Tyypilliset valukaltevuudet painevalulle vaihtelevat 0,5°–1,5°, ja alempi pää on varattu ulkopinnoille ja yksinkertaisille geometrioille.
Hiekkavaluprosessit mahdollistavat anteliaammat valukaltevuudet hiekkamuottien anteeksiantavan luonteen vuoksi. Ulkopinnat vaativat tyypillisesti 1°–2° kaltevuuden, kun taas sisäiset piirteet tarvitsevat 1,5°–3°. Hiekkaseoksen puristuslujuus vaikuttaa suoraan näihin vaatimuksiin, ja lujemmat muotit mahdollistavat pienemmät valukaltevuudet.
Sijoitusvalu tarjoaa tiukimmat toleranssit, mutta vaatii huolellista kaltevuuden huomioimista vahakuvion poistamiseksi. Valukaltevuudet 0,25°–1° ovat yleisiä, ja keraaminen kuoriprosessi mahdollistaa lähes lopullisen muodon tuotannon. Tämä tarkkuus tulee 20–40 %:n lisähinnalla verrattuna perinteisiin hiekkavalumenetelmiin.
| Valuprosessi | Ulkoinen viiste (°) | Sisäinen viiste (°) | Tyypillinen toleranssi (±°) | Suhteelliset kustannukset |
|---|---|---|---|---|
| Painevalu | 0.5-1.5 | 0.75-2.0 | 0.2 | Korkea |
| Hiekkavalu | 1.0-2.0 | 1.5-3.0 | 0.5 | Matala |
| Sijoitusvalu | 0.25-1.0 | 0.5-1.5 | 0.2 | Erittäin korkea |
| Pysyvä muotti | 0.75-1.5 | 1.0-2.5 | 0.3 | Keskitaso |
Materiaalikohtaiset kaltevuusnäkökohdat
Alumiiniseokset hallitsevat tarkkuusvalusovelluksia suotuisien kutistumisominaisuuksiensa ja erinomaisen työstettävyytensä ansiosta. A356-T6, yleisin ilmailuvaluseos, mahdollistaa niinkin alhaiset kuin 0,5° valukaltevuudet yksinkertaisille geometrioille. T6-lämpökäsittely tarjoaa mittapysyvyyden, joka säilyttää valukaltevuuden eheyden koko lämpösyklin ajan.
Teräsvalut aiheuttavat suurempia haasteita korkeampien kutistumisvoimien ja lisääntyneen muotin tarttuvuuden vuoksi. Hiiliteräslaadut, kuten ASTM A216 WCB, vaativat vähintään 1,5° valukaltevuudet ulkopinnoille, mikä kasvaa 2,5°:een sisäisille piirteille. Korkeampi sulamislämpötila ja lämpölaajenemiskerroin vaikuttavat näihin lisääntyneisiin vaatimuksiin.
Valurautasovelluksissa, erityisesti pallografiittivaluraudassa, joka on standardin ASTM A536 mukainen, on kohtalaiset valukaltevuusvaatimukset alumiinin ja teräksen välillä. Laatu 65-45-12 pallografiittivalurauta vaatii tyypillisesti 1°–2° kaltevuuden ulkopinnoille, ja sisäiset piirteet tarvitsevat 1,5°–2,5°. Grafiittirakenne tarjoaa jonkin verran voitelua poiston aikana, mikä vähentää tartuntavoimia verrattuna teräkseen.
| Materiaali | Kutistumisnopeus (%) | Min. ulkoinen viiste (°) | Min. sisäinen viiste (°) | Työstettävyysluokitus |
|---|---|---|---|---|
| A356-T6 Alumiini | 1.3 | 0.5 | 0.75 | Erinomainen |
| A380 Alumiini | 1.2 | 0.5 | 0.75 | Hyvä |
| ASTM A216 WCB Teräs | 2.1 | 1.5 | 2.5 | Kohtalainen |
| A536 Pallografiittivalurauta | 1.0 | 1.0 | 1.5 | Hyvä |
Geometrinen monimutkaisuus ja kaltevuuden optimointi
Monimutkaiset geometriat vaativat kehittyneitä valukaltevuusstrategioita, jotka ottavat huomioon vaihtelevat seinämän paksuudet, alileikkaukset ja siirtymäalueet. Syvät ontelot aiheuttavat erityisiä haasteita, koska lisääntynyt pintakosketusalue vahvistaa poistovoimia. Yleinen sääntö soveltaa 0,1°:n lisäystä valukaltevuuteen jokaista 25 mm:n ontelon syvyyttä kohden alkuperäisen 50 mm:n jälkeen.
Rivat ja pomot vaativat huolellista kaltevuuden huomioimista estämään jännityskeskittymiä poiston aikana. Rivat tulisi säilyttää yhdenmukaisina valukaltevuuksina ensisijaisten pintojen kanssa, kun taas pomot vaativat itsenäisen kaltevuusanalyysin. Piirteiden väliset risteysalueet muuttuvat usein kriittisiksi alueiksi, joissa riittämätön kaltevuus johtaa repeytymiseen tai kiinnileikkautumiseen osan poiston aikana.
Monisuuntaiset jakolinjat monimutkaistavat valukaltevuuden toteutusta merkittävästi. Jokainen jakopinta vaatii itsenäisen kaltevuuden huomioimisen, mikä johtaa usein kompromissiratkaisuihin, jotka tasapainottavat valmistettavuuden toiminnallisten vaatimusten kanssa. Kehittyneet CAD-järjestelmät sisältävät nyt kaltevuusanalyysityökaluja, jotka visualisoivat mahdolliset poistokonfliktit ennen työkalujen valmistusta.
Pinnan viimeistelyn vaikutus kaltevuusvaatimuksiin
Pinnan viimeistelymääritykset vaikuttavat suoraan valukaltevuusvaatimuksiin niiden vaikutuksen kautta muotin ja osan väliseen tarttuvuuteen. Ra-arvot alle 3,2 μm lisäävät pintakosketusaluetta, mikä vaatii jyrkempiä valukaltevuuksia tartuntavoimien voittamiseksi. Sitä vastoin hallitut karheuskuviot voivat vähentää valukaltevuusvaatimuksia minimoimalla kosketusaluetta.
Teksturoidut pinnat aiheuttavat ainutlaatuisia haasteita valukaltevuuden laskennalle. Nahkarakenne, joka on yleisesti määritelty esteettisiin sovelluksiin, voi lisätä tehokkaita valukaltevuusvaatimuksia 0,25°–0,5° riippuen tekstuurin syvyydestä. Tekstuurin levityssuunta suhteessa kaltevuussuuntaan on kriittinen osan onnistuneelle poistolle.
Korkean tarkkuuden tuloksia varten,Saat yksityiskohtaisen tarjouksen 24 tunnin sisällä Microns Hubilta.
EDM (Electrical Discharge Machining) -pintakäsittelyt, vaikka ne tarjoavat erinomaisen mittatarkkuuden, luovat mikrorakenteita, jotka voivat lisätä tartuntavoimia. Osat, jotka vaativat EDM-viimeistelyä, tarvitsevat usein 0,2°–0,3° ylimääräistä valukaltevuutta kompensoimaan lisääntynyttä pinta-vuorovaikutusta. Tämä huomio on erityisen tärkeä tarkkuustyökalusovelluksissa, joissa pinnan eheys on ensiarvoisen tärkeää.
Taloudellinen optimointi kaltevuuden suunnittelun avulla
Valukaltevuuden optimointi vaikuttaa suoraan valmistuskustannuksiin sen vaikutuksen kautta toissijaisiin koneistusvaatimuksiin. Osat, jotka on suunniteltu riittävällä kaltevuudella, voivat usein poistaa koneistustoimenpiteet ei-kriittisiltä pinnoilta, mikä vähentää kokonaistuotantokustannuksia 30–60 %. Tämä kustannussäästö kasvaa merkittävämmäksi tuotantomäärien kasvaessa.
Työkalukustannukset korreloivat vahvasti valukaltevuuden monimutkaisuuden kanssa. Yksinkertaiset, yhtenäiset valukaltevuudet minimoivat työkalujen monimutkaisuuden ja lyhentävät valmistusaikaa. Monimutkaiset kaltevuusvaatimukset voivat nostaa työkalukustannuksia 25–40 % muottionteloiden vaatiman lisäkoneistusajan vuoksi. Osan toiminnallisuuden ja valmistuskustannusten välinen kompromissi vaatii huolellista analyysiä suunnitteluvaiheessa.
Jälkikäsittelyt, kuten CNC-koneistus valun jälkeen, tulevat välttämättömiksi, kun valukaltevuudet eivät voi tarjota vaadittua pinnan viimeistelyä tai mittatarkkuutta. Näiden koneistettujen pintojen strateginen sijoittaminen yhdistettynä optimoituihin valukaltevuuksiin jäljellä olevilla pinnoilla tarjoaa taloudellisimman valmistustavan.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelumme tarkoittaa, että jokainen projekti saa ansaitsemansa huomion yksityiskohtiin, ja valukaltevuuden optimointi sisältyy kattavaan suunnittelukatsausprosessiimme.
Kehittyneet valukaltevuustekniikat
Vaihtelevat valukaltevuudet edustavat edistynyttä tekniikkaa monimutkaisten geometrioiden optimointiin. Tämä lähestymistapa soveltaa erilaisia valukaltevuuksia saman piirteen eri osiin paikallisten geometriavaatimusten perusteella. Syvät taskut saattavat alkaa 0,5° kaltevuudella jakolinjassa, kasvaen 2°:een maksimisyvyydessä poiston helpottamiseksi.
Yhdistetyt valukaltevuudet yhdistävät lineaarisen kaltevuuden kaareviin siirtymiin monimutkaisten pintageometrioiden sovittamiseksi. Autoteollisuuden sovellukset käyttävät usein tätä tekniikkaa esteettisissä komponenteissa, joissa suorat kaltevuusviivat olisivat visuaalisesti vastenmielisiä. Laskennan monimutkaisuus kasvaa merkittävästi, mikä vaatii erikoistuneita CAD-työkaluja tarkan toteutuksen varmistamiseksi.
Jaetun linjan kaltevuuden hallinta muuttuu kriittiseksi moniontelotyökaluissa, joissa yksittäisillä onteloilla voi olla erilaiset kaltevuusvaatimukset. Kaltevuuskulmien tasapainottaminen useiden onteloiden välillä säilyttäen samalla yhdenmukaisen osan laadun vaatii kehittynyttä prosessinohjausta ja työkalujen suunnittelua. Tämä monimutkaisuus oikeuttaa usein lisäinvestoinnin suunnitteluun suurivolyymisissä tuotantoajoissa.
Laadunvalvonta ja kaltevuuden varmistus
Valukaltevuuden varmistus vaatii erikoistuneita mittaustekniikoita perinteisen mittatarkastuksen lisäksi. Koordinaattimittauskoneet (CMM), jotka on varustettu pyörivillä pöydillä, tarjoavat tarkimman valukaltevuuden mittauksen, tyypillisesti saavuttaen ±0,05° tarkkuuden, kun ne on kalibroitu oikein. Tämä tarkkuus on välttämätöntä suurivolyymisessä tuotannossa, jossa pienet vaihtelut voivat kasautua merkittäviksi laatuongelmiksi.
Optiset mittausjärjestelmät tarjoavat nopean valukaltevuuden varmistuksen tuotantoympäristöihin. Nämä kosketuksettomat järjestelmät voivat mitata valukaltevuuksia koko osan pinnoilla, tunnistaen vaihtelut, jotka voivat viitata työkalujen kulumiseen tai prosessin ajautumiseen. Tällaisten järjestelmien käyttöönotto lyhentää tyypillisesti tarkastusaikaa 40–60 % verrattuna perinteisiin kosketusmenetelmiin.
Tilastollinen prosessinohjaus (SPC), jota sovelletaan valukaltevuuden mittauksiin, tarjoaa varhaisen varoituksen työkalujen heikkenemisestä. Valukaltevuuden vaihteluiden seuraaminen ajan mittaan paljastaa malleja, jotka ennustavat, milloin työkalujen huolto tai vaihto tulee tarpeelliseksi. Tämä ennakoiva lähestymistapa voi estää laatuongelmia ja vähentää romutusasteita merkittävästi.
Sovelluksissa, jotka vaativat tiiviitä kokoonpanoja, oikeat valukaltevuudet toimivat yhdessä tyhjiöimpregnoinnin kanssa varmistaakseen optimaalisen tiivistyskyvyn. Pinnan eheys, joka saavutetaan oikealla kaltevuuden suunnittelulla, parantaa myöhempien tiivistystoimenpiteiden tehokkuutta.
Integraatio moderniin valmistukseen
Digitaaliset valmistustyönkulut sisältävät nyt valukaltevuuden optimoinnin automaattisena suunnittelutarkistuksena. Tekoälypohjaiset suunnittelujärjestelmät voivat analysoida monimutkaisia geometrioita ja suositella optimaalisia valukaltevuuksia materiaalin valinnan, valuprosessin ja laatuvaatimusten perusteella. Nämä järjestelmät lyhentävät suunnittelun iteraatioaikaa ja parantavat samalla valmistettavuuden ennusteita.
Valukuvioiden lisäainevalmistus mahdollistaa monimutkaisemmat valukaltevuuden toteutukset, jotka olisivat vaikeita tai mahdottomia perinteisillä kuvioiden valmistustekniikoilla. 3D-tulostetut kuviot voivat sisältää vaihtelevia valukaltevuuksia ja monimutkaisia geometrioita säilyttäen samalla mittatarkkuuden. Tämä ominaisuus avaa uusia mahdollisuuksia osan suunnittelun optimointiin ilman perinteisiä valmistusrajoituksia.
Valuprosessien integrointi täydentäviin valmistusmenetelmiin, kuten ohutlevyvalmistuspalveluihin, vaatii huolellista valukaltevuuksien huomioimista hybridikokoonpanoissa. Komponentit, jotka hitsataan tai liitetään valettuihin osiin, tarvitsevat yhteensopivia valukaltevuuksia varmistaakseen oikean istuvuuden ja viimeistelyn lopullisessa kokoonpanossa.
Teollisuus 4.0 -toteutukset seuraavat valukaltevuuden suorituskykyä koko tuotteen elinkaaren ajan suunnittelusta tuotannon ja kenttähuollon kautta. Tämä kattava tiedonkeruu mahdollistaa jatkuvan parantamisen valukaltevuusmäärityksissä ja valmistusprosesseissa. Tuloksena oleva optimointi voi parantaa osan laatua ja vähentää samalla valmistuskustannuksia valmistuspalveluissamme.
Usein kysytyt kysymykset
Mikä on alumiinipainevalujen pienin valukaltevuus?
Alumiinipainevalut vaativat tyypillisesti vähintään 0,5° valukaltevuudet ulkopinnoille ja 0,75° sisäisille piirteille. Nämä arvot koskevat vakio A380- ja A356-seoksia, joiden seinämän paksuus on yli 2 mm. Ohuemmat seinämät tai monimutkaiset geometriat saattavat vaatia suurempia valukaltevuuksia jopa 1,5°:een asti.
Miten pinnan viimeistely vaikuttaa valukaltevuusvaatimuksiin?
Pinnan viimeistely vaikuttaa suoraan kaltevuusvaatimuksiin muotin ja osan välisen tarttuvuuden kautta. Sileämmät pinnat (Ra< 3,2 μm) lisäävät kosketusaluetta ja vaativat jyrkempiä valukaltevuuksia, tyypillisesti lisäten 0,2–0,3° vakiovaatimuksiin. Teksturoidut pinnat saattavat tarvita ylimääräisen 0,25–0,5° riippuen tekstuurin syvyydestä ja suunnasta.
Voidaanko valukaltevuudet poistaa kokonaan valun jälkeisellä koneistuksella?
Vaikka koneistus voi poistaa valukaltevuuksien tarpeen valmiilta pinnoilta, valuprosessi vaatii silti kaltevuutta onnistuneen muotin irrotuksen varmistamiseksi. Strateginen suunnittelu sijoittaa koneistetut pinnat kriittisiin mittoihin säilyttäen samalla riittävän kaltevuuden jäljellä olevilla pinnoilla kustannustehokkaan tuotannon varmistamiseksi.
Mitä valukaltevuuksia vaaditaan sijoitusvaluprosesseissa?
Sijoitusvalu mahdollistaa pienimmät valukaltevuudet, tyypillisesti 0,25–1,0° ulkopinnoille ja 0,5–1,5° sisäisille piirteille. Keraaminen kuoriprosessi ja vahakuvion poisto mahdollistavat nämä tiukat toleranssit, mikä tekee sijoitusvalusta ihanteellisen lähes lopullisen muodon sovelluksiin.
Miten lasken valukaltevuudet syville onteloille ja taskuille?
Syvät ontelot vaativat suurempia valukaltevuuksia korkeampien poistovoimien voittamiseksi. Käytä 0,1°:n lisäystä jokaista 25 mm:n syvyyttä kohden alkuperäisen 50 mm:n jälkeen. Esimerkiksi 100 mm syvä tasku vaatisi ylimääräisen 0,2° kyseisen valuprosessin vakiovalukaltevuuden lisäksi.
Vaativatko eri alumiiniseokset erilaisia valukaltevuuksia?
Kyllä, alumiiniseoksen koostumus vaikuttaa kaltevuusvaatimuksiin vaihtelevien kutistumisnopeuksien ja muotin tarttuvuusominaisuuksien kautta. A356-T6 mahdollistaa pienimmät kulmat erinomaisen mittapysyvyyden ansiosta, kun taas korkeamman piipitoisuuden seokset saattavat vaatia hieman suurempia valukaltevuuksia erilaisten kutistumiskäyttäytymisten vuoksi.
Mitä tapahtuu, jos valukaltevuudet ovat riittämättömät tuotannon aikana?
Riittämättömät valukaltevuudet aiheuttavat valuvikoja, kuten pinnan repeytymistä, mittamuutoksia, pidempiä sykliaikoja ja ennenaikaista työkalujen kulumista. Vakavissa tapauksissa osia voi olla mahdotonta poistaa muoteista ilman vaurioita, mikä johtaa 100 % romutusasteisiin, kunnes työkaluihin on tehty muutoksia.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece