Tyhjiöimpregnoinnin: Tiivistysvuotoreittejä Hydraulisissa Valukappaleissa
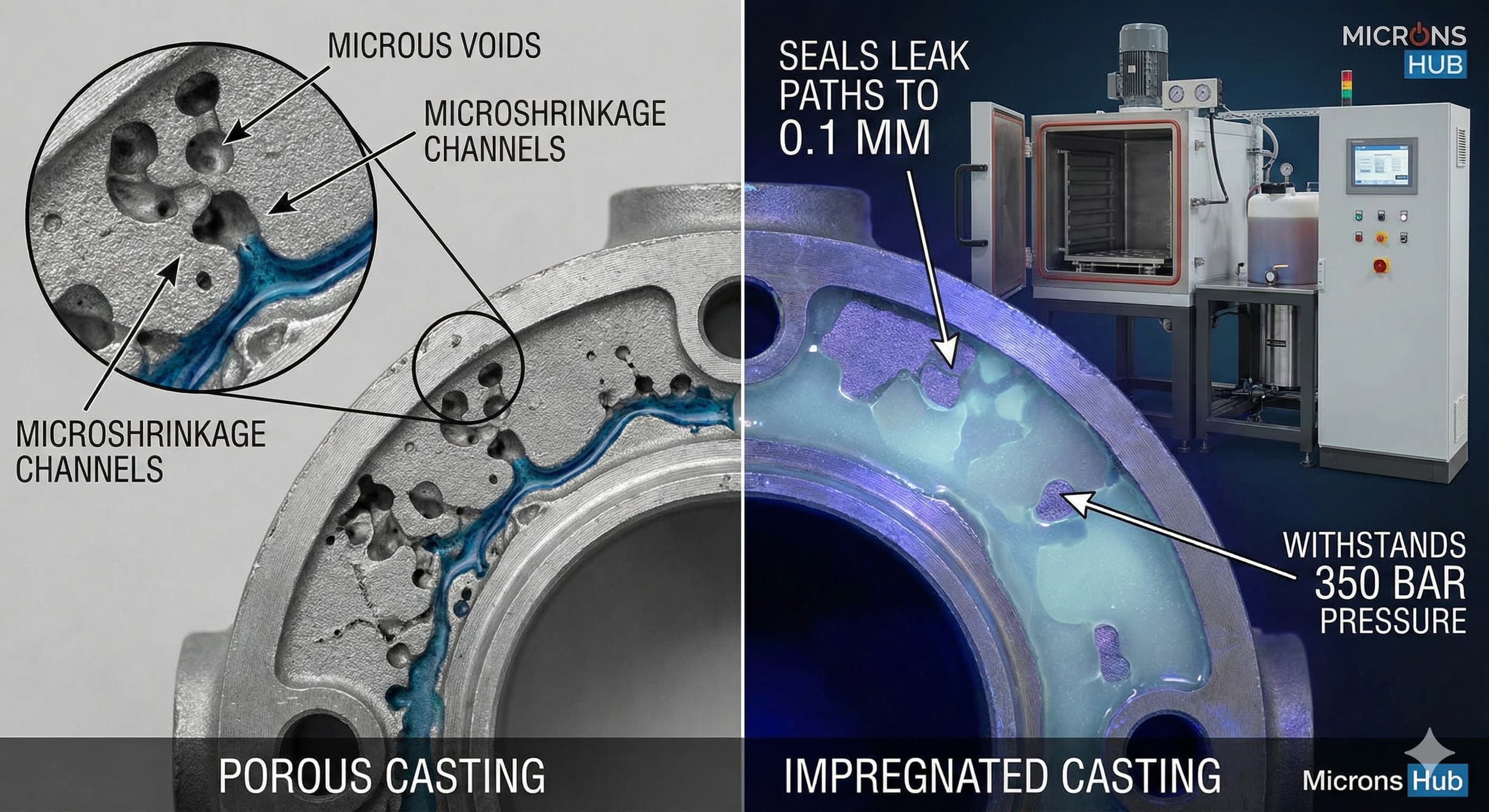
Huokoisuus hydraulisissa valukappaleissa on yksi kriittisimmistä vikatiloista korkeapainesovelluksissa. Kun yhteenliittyvä mikrokutistuma luo vuotoreittejä valukappaleiden seinämien läpi, seurauksena on katastrofaalinen järjestelmävika, ympäristön saastuminen ja merkittävät seisonta-ajan kustannukset. Tyhjiöimpregnoinnista on tullut lopullinen ratkaisu näiden mikroskooppisten vikojen tiivistämiseen, mikä muuttaa mahdollisesti romutettavat komponentit painetiiviiksi kokoonpanoiksi, jotka kestävät yli 350 baarin käyttöpaineet.
Tämä kattava tekninen analyysi tarkastelee tyhjiöimpregnoinnin prosessia sekä metallurgisesta että käytännöllisestä näkökulmasta ja tarjoaa valmistusinsinööreille yksityiskohtaista tietoa, jota tarvitaan onnistuneiden vuodonestoprotokollien toteuttamiseen.
Tärkeimmät huomiot
- Tyhjiöimpregnoinnilla voidaan tiivistää huokoisuus jopa 0,1 mm:n halkaisijaan saakka, jolloin saavutetaan vuotonopeudet alle 10⁻⁶ mbar·l/s, kuten ISO 3530:ssa määritellään
- Oikea pinnan esikäsittely ja epäpuhtauksien poisto ovat kriittisiä – jopa 0,05 mm:n koneistusnesteet voivat estää hartsin täydellisen tunkeutumisen
- Nykyaikaiset anaerobiset hartsit kovettuvat yhteenliittyvissä huokosissa, mutta pysyvät nestemäisinä ilman kanssa kosketuksissa olevilla alueilla, mikä mahdollistaa selektiivisen tiivistämisen
- Kustannusanalyysi osoittaa, että tyhjiöimpregnoinnilla saadaan talteen 85–95 % muuten hylätyistä hydraulisista valukappaleista 15–25 %:lla korvauskustannuksista
Huokoisuuden muodostumisen ymmärtäminen hydraulisissa valukappaleissa
Hydraulisissa valukappaleissa huokoisuus muodostuu useiden mekanismien kautta jähmettymisprosessin aikana. Suurin tekijä on mikrokutistuma, joka tapahtuu, kun metallin jähmettyminen aiheuttaa tilavuuskutistumista ilman riittävää syöttöä nousuputkista tai porteista. Tämä ilmiö on erityisen voimakas alumiiniseoksissa, kuten A356-T6 ja A380, joissa jähmettymiskutistuma on lähes 6,5 % tilavuudesta.
Kaasuhuokoisuus on toinen suuri haaste, joka muodostuu, kun liuennut vety saostuu jäähdytyksen aikana. Alumiinin vedyn liukoisuus laskee dramaattisesti 0,69 cm³/100 g:sta nestemäisessä tilassa vain 0,036 cm³/100 g:aan kiinteässä muodossa. Tämä ylikyllästys luo pallomaisia huokosia, joiden halkaisija on 0,1 mm:stä useisiin millimetreihin.
Hydraulisovellusten kannalta kriittinen ero on huokoisuuden yhteenliittyvyys. Eristetyt huokoset aiheuttavat vain vähäisen riskin, mutta yhteenliittyvät verkot luovat jatkuvia vuotoreittejä valukappaleiden seinämien läpi. Nämä mikroskooppiset kanavat, jotka ovat usein näkymättömiä tavallisessa silmämääräisessä tarkastuksessa, mahdollistavat hydraulinesteen siirtymisen paineen alaisena, mikä johtaa ulkoiseen vuotoon ja järjestelmän saastumiseen.
| Huokoisuustyyppi | Tyypillinen kokoluokka | Muodostumismekanismi | Hydraulinen riskitaso |
|---|---|---|---|
| Mikrokutistuminen | 0.05-0.5 mm | Jähmettymiskutistuminen | Korkea - yhteydessä toisiinsa |
| Kaasuhuokoisuus (H₂) | 0.1-2.0 mm | Vedyn saostuminen | Keskitaso - tyypillisesti erillään |
| Oksidi-inklusiot | 0.02-0.2 mm | Pintaoksidaation tarttuminen | Korkea - luo vuodon alkamispisteitä |
| Kylmäsaumat | 0.1-1.0 mm leveys | Puutteellinen metallin sulautuminen | Erittäin korkea - lineaariset vuotoreitit |
Nykyaikaiset painevaluprosessit ovat vähentäneet merkittävästi huokoisuuden esiintymistä, erityisesti sinkkipainevalu, joka tarjoaa paremmat tiheysominaisuudet verrattuna alumiinivaihtoehtoihin. Monimutkaiset geometriat ja paksut osat hydraulisissa komponenteissa aiheuttavat kuitenkin edelleen jähmettymishaasteita, jotka edellyttävät valun jälkeistä käsittelyä.
Tyhjiöimpregnoinnin prosessin perusteet
Tyhjiöimpregnoinnin toiminta perustuu paine-eroon, jolla alhaisen viskositeetin hartsit pakotetaan mikroskooppiseen huokoisuuteen. Prosessi alkaa sijoittamalla puhdistetut valukappaleet tyhjiökammioon, jossa tyypillisesti saavutetaan alle 1 mbar:n (100 Pa) paine. Tämä tyhjiöpoisto poistaa ilman yhteenliittyvistä huokosista, mikä luo liikkeellepanevan voiman myöhemmälle hartsin tunkeutumiselle.
Hartsin valinta on osoittautunut kriittiseksi hydraulisovelluksissa. Nykyaikaiset anaerobiset hartsit, erityisesti metakrylaattipohjaiset formulaatiot, kovettuvat vain hapen puuttuessa, mutta pysyvät nestemäisinä ilman kanssa kosketuksissa olevilla alueilla. Tämä selektiivinen kovettuminen varmistaa huokosten täydellisen tiivistämisen ilman pinnan saastumista, mikä voisi häiritä myöhempiä koneistus- tai pinnoitustoimenpiteitä.
Kriittiset prosessiparametrit
Tyhjiötaso on ensisijainen ohjausparametri, joka vaikuttaa suoraan tunkeutumissyvyyteen ja täydellisyyteen. Optimaaliset tulokset edellyttävät alle 1 mbar:n absoluuttista painetta, jota pidetään yllä riittävän kauan, jotta saavutetaan täydellinen ilman poisto. Evakuointiaika riippuu osan geometriasta ja huokoisuuden määrästä, tyypillisesti 15–45 minuuttia hydraulisissa valukappaleissa.
Lämpötilan säätö impregnoinnin aikana vaikuttaa sekä hartsin viskositeettiin että tunkeutumisominaisuuksiin. Useimmat anaerobiset hartsit saavuttavat optimaaliset virtausominaisuudet 60–80 °C:ssa, mikä vähentää viskositeettia noin 40 % verrattuna huoneenlämpötilassa tapahtuvaan toimintaan. Liiallinen lämpötila kuitenkin nopeuttaa kovettumisen alkamista, mikä saattaa tukkia kapeat huokoskanavat ennen täydellistä tunkeutumista.
Paine-ero hartsin sisäänviennin aikana käyttää tyypillisesti ilmakehän painetta ylläpidettyä tyhjiötä vastaan. Jotkin edistyneet järjestelmät käyttävät jopa 6 baarin ylipainetta parantaakseen tunkeutumista erittäin hienoon huokoisuuteen, vaikka tämä edellyttää huolellista hallintaa valukappaleen vääristymisen estämiseksi ohutseinäisissä osissa.
Materiaalivalinta ja yhteensopivuus
Hartsin kemian valinnassa on otettava huomioon sekä valukappaleen perusseos että aiottu hydraulinesteen yhteensopivuus. Alumiinivalukappaleissa metakrylaattipohjaiset hartsit tarjoavat erinomaisen tarttuvuuden ja kemiallisen kestävyyden. Nämä formulaatiot saavuttavat tyypillisesti yli 25 MPa:n vetolujuuden täydellisen kovettumisen jälkeen, ja Shore D -kovuusarvot ovat välillä 75–85.
Hydraulinesteen yhteensopivuustestaus noudattaa ASTM D471 -protokollia, joissa arvioidaan tilavuuden turpoamista ja ominaisuuksien säilymistä pitkäaikaisen altistuksen jälkeen. Nykyaikaiset anaerobiset hartsit osoittavat erinomaista yhteensopivuutta mineraalipohjaisten hydrauliöljyjen kanssa, ja tilavuuden muutos on alle 3 % 1000 tunnin jälkeen 100 °C:ssa. Synteettisen nesteen yhteensopivuus vaihtelee merkittävästi nesteen kemian mukaan, mikä edellyttää erityistä validointia jokaiselle sovellukselle.
| Hartsityyppi | Kovettumisaika (25°C) | Lämpötila-alue | Hydraulinesteiden yhteensopivuus | Hinta per litra |
|---|---|---|---|---|
| Anaerobinen metakrylaatti | 2-4 tuntia | -55°C - +150°C | Erinomainen mineraaliöljyjen kanssa | €125-180 |
| Modifioitu polyuretaani | 6-8 tuntia | -40°C - +120°C | Hyvä useimpien nesteiden kanssa | €95-140 |
| Epoksipohjainen | 12-24 tuntia | -30°C - +130°C | Kohtalainen - vaatii testauksen | €80-120 |
| Silikonimodifioitu | 4-6 tuntia | -65°C - +180°C | Erinomainen joustavuus | €160-220 |
Kovettuneen hartsin on säilytettävä eheys hydraulisen paineen vaihtelun alaisena. Testausprotokollat sisältävät paineen vaihtelun 0:sta maksimikäyttöpaineeseen vähintään 100 000 syklin ajan, ja vuodon havaitseminen suoritetaan säännöllisin väliajoin. Onnistunut impregnointi kestää tyypillisesti 1,5-kertaisen maksimikäyttöpaineen ilman havaittavaa vuotoa.
Pinnan esikäsittelyvaatimukset
Pinnan puhtaus vaikuttaa suoraan impregnoinnin tehokkuuteen, ja jopa mikroskooppinen kontaminaatio estää hartsin täydellisen tunkeutumisen. Koneistusnesteet, erityisesti vesipohjaiset jäähdytysnesteet, muodostavat merkittävimmän esteen hartsin virtaukselle. Täydellinen poisto edellyttää monivaiheisia puhdistusprotokollia, joissa yhdistetään liuotinrasvanpoisto ja alkalininen puhdistus.
Suositeltu puhdistusjärjestys alkaa höyryrasvanpoistolla trikloorietyleenillä tai nykyaikaisilla hiilivetyvaihtoehdoilla, jota seuraa alkalininen puhdistus 80–90 °C:ssa 10–15 minuutin ajan. Lopullinen huuhtelu deionisoidulla vedellä estää mineraalijäämiä, jotka voivat tukkia hienoa huokoisuutta. Täydellinen kuivaus 120 °C:ssa vähintään 30 minuutin ajan varmistaa kosteuden poistamisen, mikä voi häiritä anaerobisia kovettumismekanismeja.
Saat tarkkoja tuloksia Lähetä projektisi saadaksesi 24 tunnin tarjouksen Microns Hubilta.
Laadunvalvonta- ja testausprotokollat
Vuototestauksen varmennus noudattaa ISO 3530:ssa esitettyjä vakiintuneita protokollia hydraulisille komponenteille. Herkin menetelmä käyttää heliummassaspektrometriaa, joka pystyy havaitsemaan vuotonopeudet alle 10⁻⁸ mbar·l/s. Käytännön tuotantotestauksessa käytetään kuitenkin usein paineen laskumenetelmiä, joiden vuodon havaitsemisherkkyys on sopiva sovellusvaatimuksiin.
Esikäsittelyvuototestaus määrittää huokoisuuden perusvakavuuden, joka tyypillisesti suoritetaan 1,5-kertaisella käyttöpaineella ja mittauskesto on 15–30 minuuttia komponentin tilavuudesta riippuen. Hylkäyskriteerit vaihtelevat sovelluksen mukaan, mutta hydraulikomponentit edellyttävät yleensä vuotonopeuksia alle 10⁻⁴ mbar·l/s impregnoinnin harkitsemiseksi.
Jälkikäsittelyvarmennuksessa on otettava huomioon hartsin kovettumisen eteneminen. Välittömästi käsittelyn jälkeen suoritettavat alkutestit voivat osoittaa keinotekoisen alhaisia vuotonopeuksia kovettumattoman hartsin liikkuvuuden vuoksi. Vakioprotokollat edellyttävät vähintään 24 tunnin kovettumisaikaa ennen lopullista vuototestausta, ja jotkin spesifikaatiot ulottuvat 72 tuntiin kriittisissä sovelluksissa.
Prosessin seuranta ja hallinta
Tyhjiötason seuranta koko evakuointisyklin ajan antaa tietoa huokoisuuden määrästä ja yhteenliittyvyydestä. Nopea paineen nousu, kun tyhjiöeristys tapahtuu, osoittaa merkittävää sisäistä huokoisuutta, kun taas asteittainen nousu viittaa minimaalisiin tai huonosti yhdistettyihin vikoihin. Nämä tiedot ohjaavat evakuointiajan optimointia ja auttavat ennustamaan impregnoinnin onnistumisen todennäköisyyttä.
Hartsin tunkeutumisen seurannassa käytetään useita tekniikoita riippuen komponentin geometriasta ja saavutettavuudesta. Fluoresoivan väriaineen lisääminen mahdollistaa visuaalisen varmennuksen UV-valossa, mikä on erityisen hyödyllistä monimutkaisissa sisäisissä kanavissa. Painonnousun mittaus tarjoaa kvantitatiivisen arvion hartsin otosta, ja tyypilliset arvot vaihtelevat 0,1–2,0 % komponentin painosta riippuen huokoisuuden vakavuudesta.
| Huokoisuuden vakavuus | Tyhjiöpoistoaika | Odotettavissa oleva painonnousu | Onnistumisprosentti | Tyypilliset sovellukset |
|---|---|---|---|---|
| Lievä (hajallaan olevia huokosia) | 15-20 minuuttia | 0.1-0.3% | 95-98% | Vakiomalliset hydrauliikkalohkot |
| Kohtalainen (jonkin verran yhteydessä toisiinsa) | 25-35 minuuttia | 0.4-0.8% | 90-95% | Monimutkaiset venttiilirungot |
| Vakava (laajat verkostot) | 40-60 minuuttia | 0.9-2.0% | 80-90% | Paksuseinäiset pumppukotelot |
| Kriittinen (seinämän läpi) | 45-75 minuuttia | 1.5-3.0% | 70-85% | Sylinterinkannet, jakotukit |
Taloudellinen analyysi ja kustannusperustelu
Tyhjiöimpregnoinnin taloudellisuus riippuu useista tekijöistä, kuten valukappaleen korvauskustannuksista, romutusasteen vähennyksestä ja käsittelyn läpimenoaikavaatimuksista. Tyypillisille hydraulisille venttiilirungoille, joiden valmistuskustannukset ovat 45–85 euroa, impregnoinnin käsittely lisää noin 8–15 euroa per komponentti, mikä on 15–25 % kokonaisvalmistuskustannuksista.
Kustannuserittely sisältää hartsin kulutuksen (tyypillisesti 2–4 euroa per komponentti), käsittelytyön, laitteiden poiston ja laadunvarmistustestauksen. Suurissa toiminnoissa saavutetaan mittakaavaetuja eräkäsittelyn avulla, mikä vähentää komponenttikohtaisia kustannuksia 5–8 euroon tavallisille hydraulisille valukappaleille.
Sijoitetun pääoman tuottolaskelmissa on otettava huomioon komponentin hylkäämisen ja uudelleenvalmistuksen vaihtoehto. Koska monimutkaisten hydraulisten valukappaleiden tyypilliset hylkäysasteet ovat 3–8 % huokoisuuteen liittyvän vuodon vuoksi, impregnoinnilla voidaan saada talteen 85–95 % muuten romutetuista komponenteista. Tämä talteenottoaste merkitsee merkittäviä kustannussäästöjä, erityisesti monimutkaisissa geometriissa, jotka edellyttävät laajaa koneistusta.
Prosessin integrointinäkökohdat
Valmistusjärjestyksen optimointi edellyttää tyhjiöimpregnoinnin huolellista integrointia olemassa oleviin tuotantotyönkulkuihin. Ihanteellinen ajoitus sijoittaa impregnoinnin karkean koneistuksen jälkeen, mutta ennen lopullisia toimenpiteitä, mikä mahdollistaa tiivistyksen tehokkuuden varmistamisen ja minimoi samalla uudelleenkäsittelykustannukset, jos käsittely epäonnistuu.
Lämpökäsittelyn yhteensopivuus on tärkeää ottaa huomioon alumiinivalukappaleissa, jotka edellyttävät T6-karkaisuolosuhteita. Tavalliset vanhenemiskäsittelyt 155 °C:ssa ylittävät useimpien anaerobisten hartsien lämpötilarajat, mikä edellyttää joko hartsin valintaa korkean lämpötilan kestävyyteen tai prosessijärjestyksen muuttamista impregnoinnin suorittamiseksi lämpökäsittelyn päätyttyä.
Kun integroimme tyhjiöimpregnoinnin valmistuspalveluihimme, huolellinen koordinointi varmistaa optimaaliset tulokset säilyttäen samalla tuotannon tehokkuuden ja kustannustehokkuuden.
Edistyneet sovellukset ja erityisnäkökohdat
Korkeapainehydraulisovellukset, jotka ylittävät 280 baaria, edellyttävät tehostettuja impregnoinnin protokollia ja erikoistuneita hartsimuotoiluja. Nämä sovellukset käyttävät usein useita impregnoinnin syklejä, joissa on asteittain alhaisemman viskositeetin hartsit, jotta varmistetaan erittäin hienojen huokosverkostojen täydellinen tunkeutuminen.
Ilmailu- ja avaruushydraulikomponentit, jotka toimivat jopa 350 baarin paineissa, edellyttävät lisäpätevyystestausta, mukaan lukien tärinänkestävyys, lämpötilan vaihtelu ja laajennettu paineen vaihtelun validointi. Testausprotokollat noudattavat ilmailu- ja avaruusstandardeja, kuten AS9100, mikä edellyttää kattavaa dokumentaatiota ja jäljitettävyyttä koko impregnoinnin prosessin ajan.
Ympäristönäkökohdat vaikuttavat yhä enemmän hartsin valintaan ja käsittelyprotokolliin. Vesipohjaiset anaerobiset formulaatiot vähentävät haihtuvien orgaanisten yhdisteiden päästöjä säilyttäen samalla suorituskykyominaisuudet, jotka soveltuvat useimpiin hydraulisovelluksiin. Nämä ympäristöystävälliset vaihtoehdot lisäävät tyypillisesti 10–15 % käsittelykustannuksiin, mutta poistavat liuottimien talteenoton ja hävittämiskulut.
Erikoistuneet geometriat ja monimutkaiset komponentit
Sisäiset kanavat ja monimutkaiset hydrauliset jakotukit aiheuttavat ainutlaatuisia haasteita tyhjiöimpregnoinnin tehokkuudelle. Nämä geometriat edellyttävät usein pidempiä evakuointiaikoja ja erikoistuneita kiinnityksiä, jotta varmistetaan täydellinen ilman poisto umpikanavista ja monimutkaisista kanavaverkostoista.
Ohutseinäiset osat edellyttävät huolellista paineen säätöä impregnoinnin aikana vääristymisen estämiseksi. Komponentit, joiden seinämän paksuus on alle 3 mm, rajoittavat tyypillisesti ylipaineen käytön enintään 2 baariin, mikä pidentää käsittelyaikaa, mutta estää mittamuutoksia, jotka voivat vaikuttaa kriittisiin sovitussuhteisiin.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme tyhjiöimpregnoinnin prosesseissa tarkoittaa, että jokainen hydraulinen valukappale saa huomiota yksityiskohtiin, joita tarvitaan luotettavaan painetiiviiseen toimintaan.
Yleisten impregnoinnin ongelmien vianmääritys
Puutteellinen tunkeutuminen on yleisin impregnoinnin vikatila, joka johtuu tyypillisesti riittämättömästä tyhjiöevakuoinnista tai kontaminaatiosta, joka estää huokosten pääsyn. Diagnostisiin toimenpiteisiin sisältyy testinäytteiden leikkaaminen hartsin tunkeutumissyvyyden ja jakautumismallin analyysin varmistamiseksi.
Pinnan värjäytymistä esiintyy toisinaan, kun hartsia vuotaa pinnanalaisesta huokoisuudesta kovettumisen edetessä. Tämä ongelma osoittaa tyypillisesti yhteenliittyvää huokoisuutta, joka ulottuu komponentin pinnoille, mikä edellyttää pidempiä evakuointiaikoja tai useita impregnoinnin syklejä täydellisen tiivistämisen saavuttamiseksi.
Kovettumisen esto voi johtua pinnan kontaminaatiosta tai yhteensopimattomista materiaaleista, jotka ovat kosketuksissa kovettumattoman hartsin kanssa. Silikoniyhdisteet osoittautuvat erityisen ongelmallisiksi, ja ne on poistettava kokonaan ennen käsittelyä. Testausprotokollat sisältävät kovettumisen varmistuksen testikupongissa, joka on käsitelty tuotantokomponenttien rinnalla.
| Ongelman oire | Todennäköinen syy | Diagnostinen menetelmä | Korjaava toimenpide |
|---|---|---|---|
| Jälkikovettumisvuoto | Puutteellinen tunkeutuminen | Leikkausanalyysi | Pidennetty tyhjiöpoistoaika |
| Pinnan värjäytyminen | Pinnan alainen huokoisuus | Värjäystestaus | Useita kyllästyssyklejä |
| Ei kovettumismerkkejä | Saastuminen/estäminen | Testikupongin arviointi | Parannettu puhdistusprotokolla |
| Vaihtelevia tuloksia | Prosessin epäjohdonmukaisuus | Tilastollinen prosessinohjaus | Parametrien standardointi |
Tulevat kehityssuunnat ja teknologiatrendit
Edistyksellinen hartsin kemia kehittyy edelleen kohti korkeampia lämpötilaominaisuuksia ja parannettua kemiallista kestävyyttä. Kehitteillä olevat uudet formulaatiot lupaavat käyttölämpötila-alueita, jotka ulottuvat 200 °C:seen säilyttäen samalla selektiiviset kovettumisominaisuudet, jotka ovat välttämättömiä tehokkaalle impregnoinnille.
Prosessin automatisointi sisältää yhä enemmän reaaliaikaisen seurannan ja mukautuvat ohjausjärjestelmät. Näihin kehityssuuntiin sisältyy jatkuva tyhjiötason seuranta, automaattinen hartsin tason säätö ja integroitu vuototestauksen varmennus yhden aseman käsittelylaitteissa.
Lisäävän valmistuksen integrointi tarjoaa uusia mahdollisuuksia, koska 3D-tulostetuissa hydraulikomponenteissa on usein huokoisuutta, joka edellyttää tiivistyskäsittelyä. Ruiskupuristuspalveluiden yhdistäminen jälkikäsittelyimpregnoinnin kanssa luo uusia mahdollisuuksia monimutkaisten hydraulikomponenttien tuotantoon.
Nanoteknologian sovellukset tutkivat nanopartikkelien sisällyttämistä impregnoinnin hartseihin mekaanisten ominaisuuksien parantamiseksi ja itsekorjautuvien ominaisuuksien tarjoamiseksi syklisen kuormituksen alaisena. Nämä edistyneet formulaatiot ovat vielä kehitysvaiheessa, mutta ne ovat lupaavia komponenttien käyttöiän pidentämiseksi vaativissa hydraulisovelluksissa.
Usein kysytyt kysymykset
Mitä painetasoja tyhjiöimpregnoidut hydrauliset valukappaleet kestävät?
Oikein impregnoidut hydrauliset valukappaleet kestävät tyypillisesti jopa 350 baarin paineita jatkuvassa käytössä, ja murtumispaineet ylittävät 525 baaria. Todellinen paineenkesto riippuu valukappaleen peruseheydestä, hartsin tunkeutumisen täydellisyydestä ja komponentin geometriasta. Testausprotokollat varmistavat suorituskyvyn 1,5-kertaisella käyttöpaineella pätevyyden hyväksymiseksi.
Kuinka kauan tyhjiöimpregnoinnin prosessi kestää hydraulisissa komponenteissa?
Täydellinen tyhjiöimpregnointi kestää tyypillisesti 4–8 tuntia, mukaan lukien evakuointi-, impregnointi- ja alkukarkaisuvaiheet. Evakuointiaika vaihtelee 15–60 minuuttiin riippuen komponentin koosta ja huokoisuuden vakavuudesta. Hartsin kovettuminen edellyttää lisäksi 2–4 tuntia ennen käsittelyä, ja täydellinen ominaisuuksien kehittyminen saavutetaan 24–48 tunnin kuluessa huoneenlämmössä.
Voidaanko aiemmin koneistettuja hydraulisia valukappaleita impregnoida onnistuneesti?
Kyllä, koneistetut valukappaleet voidaan impregnoida tehokkaasti edellyttäen, että perusteellinen puhdistus poistaa kaikki koneistusnesteet ja epäpuhtaudet. Puhdistusprotokollan on sisällettävä höyryrasvanpoisto ja alkalininen pesu täydellisen kontaminaation poistamisen varmistamiseksi. Koneistettujen komponenttien onnistumisasteet lähestyvät koneistamattomien valukappaleiden onnistumisasteita, kun noudatetaan asianmukaisia pinnan esikäsittelymenetelmiä.
Mitä tapahtuu, jos tyhjiöimpregnointi ei tiivistä kaikkia vuotoreittejä?
Epäonnistunut impregnoinnin voidaan usein toistaa, kun syy on tunnistettu ja korjattu. Yleisiä korjaavia toimenpiteitä ovat pidennetyt puhdistusjaksot, pidemmät evakuointiajat tai vaihtoehtoinen hartsin valinta. Komponentit, jotka osoittavat osittaista onnistumista, voivat edellyttää useita impregnoinnin syklejä, joissa on asteittain alhaisemman viskositeetin hartsit. Noin 85–95 % impregnoinnin yrityksistä saavuttaa hyväksyttävät tulokset ensimmäisellä käsittelyllä.
Miten hartsin kovettuminen vaikuttaa myöhempiin koneistustoimenpiteisiin?
Kovettuneet anaerobiset hartsit koneistetaan samalla tavalla kuin alumiiniseos, mikä ei tyypillisesti edellytä erityisiä työkaluja tai parametrien säätöjä. Hartsin kovuus (Shore D 75–85) on yhteensopiva alumiinin koneistukseen käytettävien vakiokarbidityökalujen kanssa. Jäähdytysnesteen valinnassa on vältettävä vesipohjaisia nesteitä, jotka saattavat pehmentää kovettunutta hartsia pitkäaikaisissa koneistustoimenpiteissä.
Mitä laatusertifikaatteja sovelletaan tyhjiöimpregnoinnin prosesseihin?
Tyhjiöimpregnoinnin prosessit toimivat tyypillisesti ISO 9001 -laatujärjestelmien mukaisesti, ja ilmailu- ja avaruussovellukset edellyttävät AS9100-sertifiointia. Prosessin validointi noudattaa ASTM-standardeja, mukaan lukien D471 kemiallista yhteensopivuutta varten ja asianmukaisia vuototestausstandardeja, kuten ISO 3530. Dokumentointivaatimukset sisältävät prosessiparametrit, hartsin erän jäljitettävyyden ja vuototestauksen varmennustiedot.
Liittyykö tyhjiöimpregnoinnin hartseihin ympäristö- tai turvallisuushuolenaiheita?
Nykyaikaiset anaerobiset hartsit aiheuttavat minimaalisen ympäristövaikutuksen, kun niitä käsitellään ja hävitetään asianmukaisesti. Vesipohjaiset formulaatiot poistavat haihtuvien orgaanisten yhdisteiden päästöt käsittelyn aikana. Turvallisuusnäkökohdat sisältävät vakiintuneet kemikaalien käsittelyprotokollat, riittävän ilmanvaihdon käsittelyn aikana ja jätteiden asianmukaisen hävittämisen paikallisten ympäristömääräysten mukaisesti. Useimmat anaerobiset hartsit ovat vaarattomia kovettuneina.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece