Sinkki vs. Alumiini Painevalu: Miksi Sinkki Tarjoaa Ylivoimaisen Työkalun Käyttöiän
Painevalutyökalujen käyttöikä on edelleen yksi kriittisimmistä kustannustekijöistä suurivolyymisessa tuotannossa, mutta monet insinöörit tekevät edelleen materiaalivalintoja pelkästään komponenttien ominaisuuksien perusteella. Karu totuus on, että alumiinipainevalutoiminnot vaativat tyypillisesti työkalujen huoltoa 50 000–80 000 valun välein, kun taas sinkkipainevalutyökalut ylittävät rutiininomaisesti 500 000 valua ennen suuria huoltovälejä. Tämä perustavanlaatuinen ero työkalujen kestävyydessä voi määrittää projektin kannattavuuden tuotannon elinkaaren aikana.
Tärkeimmät huomiot
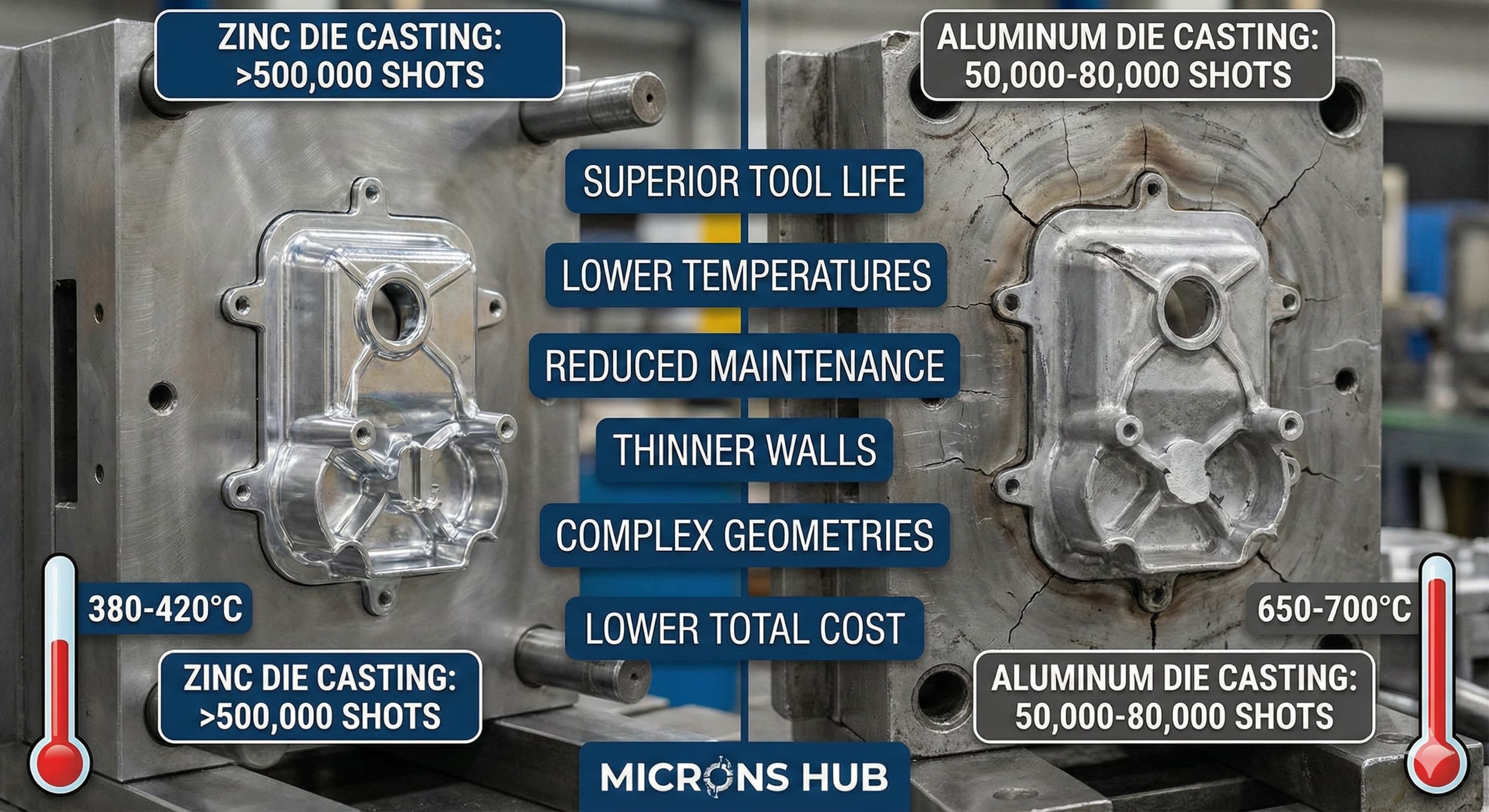
- Sinkkipainevalutyökalut saavuttavat 6–10 kertaa pidemmän käyttöiän verrattuna alumiiniin, ja tyypilliset huoltovälit ylittävät 500 000 valua verrattuna alumiinin 50 000–80 000 valun väliin.
- Alhaisemmat käyttölämpötilat (sinkille 380–420 °C vs. alumiinille 650–700 °C) vähentävät merkittävästi lämpörasitusta ja työkalujen kulumista.
- Sinkin erinomaiset virtausominaisuudet mahdollistavat ohuemmat seinämävahvuudet ja monimutkaisemmat geometriat säilyttäen samalla tasaisen mittatarkkuuden.
- Kokonaiskustannukset puoltavat sinkkiä suurivolyymisessa tuotannossa korkeammista raaka-ainekustannuksista huolimatta, koska työkalujen huolto on vähäisempää ja tuotantoajo pidempiä.
Työkalujen Käyttöiän Erojen Taustalla Oleva Fysiikka
Perimmäinen syy siihen, miksi sinkki suoriutuu alumiinia paremmin työkalujen pitkäikäisyydessä, on käyttölämpötilaero ja materiaalien vuorovaikutusominaisuudet. Sinkkiseokset sulavat noin 380–420 °C:ssa, kun taas alumiiniseokset vaativat 650–700 °C:n lämpötilan asianmukaisia painevalutoimintoja varten. Tämä 270–300 °C:n lämpötilaero luo dramaattisesti erilaisia lämpörasitusympäristöjä valukappaleen sisällä.
Työkaluteräs kokee lämpölaajenemis- ja supistumissyklien jokaisen valun yhteydessä. Alumiinin käyttölämpötiloissa H13-työkaluteräs (alan standardi painevalumuoteille) toimii lähempänä karkaisulämpötilarajaansa. Toistuva altistuminen näille kohonneille lämpötiloille aiheuttaa työkalun pinnan asteittaista pehmenemistä, mikä johtaa ennenaikaiseen kulumiseen, halkeiluun ja mittaepävakauteen.
Sinkin alhaisempi prosessointilämpötila pitää H13-työkaluteräksen hyvin sen optimaalisella kovuusalueella koko tuotantosyklin ajan. Pienempi lämpöshokki minimoi lämpöhalkeamien muodostumisen (hienot halkeamaverkot, jotka kehittyvät muottien pinnoille) ja pidentää merkittävästi kunnostusjaksojen välistä aikaa.
Materiaalin Virtausominaisuudet ja Muotin Täyttö
Sinkkiseoksilla on erinomainen juoksevuus verrattuna alumiiniin, ja ne täyttävät ohuet osat ja monimutkaiset geometriat huomattavan johdonmukaisesti. Tämä parannettu virtausominaisuus johtuu sinkin alhaisemmasta viskositeetista sulassa tilassa ja sen kyvystä ylläpitää lämpötilan tasaisuutta koko täyttöprosessin ajan.
Tämän parannetun virtauksen käytännön vaikutus näkyy seinämän paksuusominaisuuksissa. Sinkkipainevalukappaleet saavuttavat rutiininomaisesti 0,5–0,8 mm:n seinämävahvuudet tuotannossa, kun taas alumiini vaatii tyypillisesti vähintään 1,5–2,0 mm:n seinämät luotettavaa täyttöä varten. Tämän ominaisuuden avulla suunnittelijat voivat optimoida komponentin painon ja materiaalin käytön säilyttäen samalla rakenteellisen eheyden – mikä on ratkaiseva etu, kun strateginen ripojen sijoittelu voi parantaa rakenteellista suorituskykyä ohuissa seinämissä.
Tasainen virtauskuvio vähentää myös kylmäsaumojen, virtausviivojen ja muiden täyttöön liittyvien vikojen todennäköisyyttä, jotka voivat vaarantaa sekä komponentin laadun että työkalun käyttöiän. Kun alumiini kokee turbulenttista täyttöä, siitä johtuvat paineen vaihtelut voivat aiheuttaa mekaanista rasitusta muottien pinnoille, mikä edistää työkalujen ennenaikaista kulumista.
Lämpötilan Hallinta ja Sykliajan Optimointi
Tehokas lämpötilan hallinta korreloi suoraan sekä tuotannon tehokkuuden että työkalujen pitkäikäisyyden kanssa. Sinkin alhaisempi prosessointilämpötila mahdollistaa aggressiivisemmat jäähdytysstrategiat vaarantamatta komponentin laatua. Jäähdytysjärjestelmä voi poistaa lämpöä nopeammin sinkkivaluista, mikä lyhentää sykliaikoja säilyttäen samalla mittatarkkuuden.
Tyypilliset jäähdytysnopeudet sinkkipainevalussa ovat 15–25 °C sekunnissa, kun taas alumiinilla vastaava luku on 8–15 °C sekunnissa. Tämä nopeutettu jäähdytyskyky merkitsee 20–30 %:n sykliaikaetua monissa sovelluksissa. Vielä tärkeämpää on, että muottijärjestelmän pienempi lämpökuorma minimoi vääntymisen ja lämpöväsymisen työkaluissa.
Lämpötilaero vaikuttaa myös muottien voitelujärjestelmiin. Sinkin kohtalainen käyttölämpötila mahdollistaa tehokkaamman voitelupeiton, koska voiteluaineet eivät hajoa nopeasti lämpöisesti. Alumiinin korkeammat lämpötilat voivat aiheuttaa voiteluaineiden hajoamista, mikä johtaa lisääntyneeseen kitkaan, kiinnileikkautumiseen ja liikkuvien muottikomponenttien kiihtyneeseen kulumiseen.
| Property | Zinc Alloys (ZA-8, ZA-12) | Aluminum Alloys (A380, A383) |
|---|---|---|
| Processing Temperature | 380-420°C | 650-700°C |
| Typical Tool Life (shots) | 500,000-1,000,000 | 50,000-80,000 |
| Minimum Wall Thickness | 0.5-0.8 mm | 1.5-2.0 mm |
| Cooling Rate | 15-25°C/sec | 8-15°C/sec |
| Dimensional Stability | ±0.05-0.08 mm | ±0.08-0.13 mm |
| Surface Finish (Ra) | 0.8-1.6 μm | 1.6-3.2 μm |
Taloudellinen Analyysi: Kokonaiskustannukset
Vaikka sinkki tyypillisesti maksaa 15–25 % enemmän kuin alumiini kilogrammaa kohti, kokonaiskustannusyhtälö muuttuu dramaattisesti, kun otetaan huomioon työkalujen käyttöikä, huoltovälit ja tuotannon tehokkuus. Kattavan kustannusanalyysin on otettava huomioon raaka-ainekustannukset, työkalujen poistot, huoltokulut ja tuotannon seisokit.
Harkitse suurivolyymistä tuotantoskenaariota, joka vaatii 2 miljoonaa komponenttia vuosittain. Alumiinipainevalutoiminto saattaa vaatia 25–40 työkalujen huoltosykliä tämän tuotantoajon aikana, kun taas sinkkitoiminto vaatisi tyypillisesti vain 2–4 huoltotoimenpidettä. Jokainen huoltosykli sisältää 2–4 päivää seisokkeja, 8 000–15 000 euron kunnostuskustannukset ja mahdollisia laatuongelmia käynnistyksen aikana.
Sinkkipainevalun pidempi työkalujen käyttöikä mahdollistaa pidemmät keskeytymättömät tuotantoajot, mikä parantaa kokonaisvaltaista laitteiden tehokkuutta (OEE) ja vähentää osakohtaisia valmistuskustannuksia. Tämä etu korostuu erityisesti automatisoiduissa tuotantoympäristöissä, joissa johdonmukaisuus ja luotettavuus ovat ensiarvoisen tärkeitä.
Tarkkojen tulosten saavuttamiseksi pyydä mukautettu tarjous 24 tunnin sisällä Microns Hubilta.
Mittatarkkuus- ja Pintalaatuetuja
Sinkin erinomainen mittatarkkuus koko tuotantosyklin ajan edistää merkittävästi tasalaatuista osien laatua ja vähentää työkalujen kulumista. Materiaalin pienempi kutistumisnopeus (noin 0,6–0,8 %) verrattuna alumiiniin (1,0–1,3 %) johtaa ennustettavampiin mittatuloksiin ja vähentää muottikomponenttien rasitusta.
Tämä mittatarkkuus merkitsee tiukempia toleranssikykyjä. Sinkkipainevalukappaleet saavuttavat rutiininomaisesti ±0,05–0,08 mm:n toleranssit kriittisissä mitoissa, kun taas alumiini vaatii tyypillisesti ±0,08–0,13 mm:n toleranssit luotettavaa tuotantoa varten. Parannettu tarkkuus vähentää toissijaisten koneistusoperaatioiden tarvetta ja minimoi laatuun liittyviä tuotantokatkoksia.
Pintaviimeistelyn laatu puoltaakin sinkkiä, ja tyypilliset Ra-arvot 0,8–1,6 μm ovat saavutettavissa suoraan muotista. Alumiinipinnat vaativat yleensä lisäviimeistelyoperaatioita vastaavan pintalaadun saavuttamiseksi, mikä lisää kustannuksia ja monimutkaisuutta valmistusprosessiin. Sinkkikomponenttien erinomainen pintaviimeistely poistaa usein tarpeen laajalle jälkikäsittelylle, mikä on erityisen hyödyllistä sovelluksissa, jotka vaativat esteettistä vetovoimaa tai tarkkoja kokoonpanoliittymiä.
Seosvalinta ja Ominaisuuksien Optimointi
Nykyaikaiset sinkkipainevaluseokset tarjoavat valikoiman mekaanisia ominaisuuksia, jotka soveltuvat vaativiin sovelluksiin. ZA-sarjan seokset (ZA-8, ZA-12, ZA-27) tarjoavat poikkeuksellisen lujuus-painosuhteen ja kulutuskestävyyden, mikä haastaa perinteisen oletuksen, että alumiini tarjoaa ylivoimaiset mekaaniset ominaisuudet.
Esimerkiksi ZA-12 saavuttaa 350–400 MPa:n vetolujuuden erinomaisilla laakeri- ja kulumisominaisuuksilla. Tämä suorituskykytaso täyttää tai ylittää monet alumiiniseosten vaatimukset säilyttäen samalla prosessointiedut, jotka pidentävät työkalujen käyttöikää. Seoksen itsevoitelevat ominaisuudet vähentävät edelleen muottien pintojen kulumista poistoprosessin aikana.
| Alloy | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Hardness (HB) |
|---|---|---|---|---|
| ZA-8 | 280-320 | 200-240 | 2-6 | 100-115 |
| ZA-12 | 350-400 | 290-320 | 1-3 | 115-125 |
| A380 (Al) | 320-330 | 160-170 | 2.5-3.5 | 80-85 |
| A383 (Al) | 310-320 | 150-160 | 3-4 | 75-80 |
Sopivien sinkkiseosten valinta riippuu erityisistä suorituskykyvaatimuksista ja toimintaympäristöstä. Sovelluksissa, jotka vaativat maksimaalisen työkalujen käyttöiän hyvillä mekaanisilla ominaisuuksilla, ZA-8 tarjoaa optimaalisen tasapainon. Kun suurempi lujuus on välttämätöntä, ZA-12 tarjoaa erinomaisen suorituskyvyn säilyttäen samalla sinkkipainevalulle ominaiset työkalujen käyttöiän edut.
Työkalujen Suunnittelun Huomioitavat Asiat Pidemmän Käyttöiän Saavuttamiseksi
Työkalujen suunnittelun optimointi sinkkipainevalua varten voi edelleen parantaa jo ennestään ylivoimaisia työkalujen käyttöiän ominaisuuksia. Alhaisemmat käyttölämpötilat mahdollistavat kehittyneempien jäähdytyskanavien geometrian käytön vaarantamatta työkalun lujuutta. Konformiset jäähdytyskanavat, jotka on luotu additiivisen valmistustekniikan avulla, voidaan sisällyttää helpommin sinkkityökaluihin pienemmän lämpörasituksen vuoksi.
Portin suunnittelusta tulee vähemmän kriittistä sinkin erinomaisten virtausominaisuuksien vuoksi, mutta asianmukainen portitus vaikuttaa edelleen työkalun pitkäikäisyyteen. Sinkin kyky täyttää ohuet osat tasaisesti mahdollistaa pienemmät porttikoot, mikä vähentää mekaanista rasitusta porttialueilla katkaisu- ja trimmausoperaatioiden aikana. Tämä huomioitava asia on erityisen tärkeä automatisoidussa tuotannossa, jossa johdonmukainen portin katkaisu on välttämätöntä jatkuvan toiminnan kannalta.
Myös poistojärjestelmän suunnittelu hyötyy sinkin ominaisuuksista. Materiaalin luonnollinen voitelevuus ja alhaisempi prosessointilämpötila vähentävät osien poistoon tarvittavaa voimaa, mikä minimoi poistotappien kulumista ja vähentää poistotappien rikkoutumisen todennäköisyyttä – yleinen tuotannon seisokkien syy alumiinitoiminnoissa.
Integraatio Nykyaikaisten Valmistusjärjestelmien Kanssa
Sinkkipainevalun luotettavuus- ja johdonmukaisuusedut sopivat hyvin nykyaikaisiin valmistusmenetelmiin, mukaan lukien lean-tuotanto ja Industry 4.0 -toteutukset. Pidempi työkalujen käyttöikä ja pienemmät huoltovaatimukset tukevat juuri oikeaan aikaan -tuotantostrategioita minimoimalla suunnittelemattomat seisokit ja varmistamalla ennustettavat tuotantoaikataulut.
Kun painevalu integroidaan muihin valmistusprosesseihin, kuten ohutlevyvalmistuspalveluihin tai toissijaisiin koneistusoperaatioihin, sinkin mittatarkkuus tarjoaa etuja jatkokäsittelyssä. Erinomainen pintaviimeistely ja mittatarkkuus vähentävät asennusaikaa ja työkalujen kulumista toissijaisissa operaatioissa, mikä edistää järjestelmän kokonaistehokkuutta.
Laadunvalvontajärjestelmät hyötyvät sinkin prosessin vakaudesta. Tilastollisen prosessinohjauksen (SPC) toteutukset osoittavat tiukempia ohjausrajoja ja vähemmän erityissyiden vaihteluita sinkkipainevalutoiminnoissa. Tämä vakaus vähentää prosessin säätöjen ja laatuun liittyvien tuotantokatkosten tiheyttä, mikä edelleen parantaa kokonaiskustannusetuja.
Nykyaikaiset valmistajat, jotka valitsevat Microns Hubin, hyötyvät suorista suhteista erikoistuneisiin painevalulaitoksiin, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme materiaalivalinnassa ja prosessin optimoinnissa tarkoittaa, että jokainen projekti saa kohdennettua huomiota, jota tarvitaan optimaalisen työkalujen käyttöiän ja tuotannon tehokkuuden saavuttamiseksi.
Ympäristö- ja Kestävyysnäkökohdat
Sinkkipainevalun pidempi työkalujen käyttöikä edistää myönteisesti ympäristön kestävyyttä useiden reittien kautta. Työkalujen huoltotiheyden väheneminen tarkoittaa vähemmän varaosia, vähemmän energiankulutusta työkalujen kunnostukseen ja vähentynyttä jätteen syntymistä kuluneista työkalukomponenteista.
Sinkin alhaisempi prosessointilämpötila merkitsee suoraan pienempää energiankulutusta osaa kohti. Suurivolyymisessa tuotannossa tämä energiaetu voi edustaa merkittäviä kustannussäästöjä ja pienempää hiilijalanjälkeä. Parannettu materiaalin käyttötehokkuus, jonka mahdollistavat ohuemmat seinämät ja paremmat virtausominaisuudet, parantaa edelleen ympäristöprofiilia.
Sekä sinkkiseosten että työkaluterästen kierrätettävyys tukee kiertotalouden periaatteita. Sinkkipainevalujätteellä on korkea arvo, ja se voidaan helposti kierrättää uusiksi seoksiksi. Pidempi työkalujen käyttöikä tarkoittaa, että työkalujen sisältämä energia ja materiaali sisältyvät useampiin tuotantosykleihin, mikä parantaa valmistusprosessin kokonaisresurssitehokkuutta.
Valmistajat voivat hyödyntää näitä kestävyysetuja saavuttaakseen yritysten ympäristötavoitteet samalla kun saavuttavat erinomaisen taloudellisen suorituskyvyn. Pienemmän energiankulutuksen, pidemmän työkalujen käyttöiän ja parannetun materiaalin tehokkuuden yhdistelmä luo vakuuttavan tapauksen sinkkipainevalulle sovelluksissa, joissa ympäristövaikutukset ovat huomioitavia.
Valmistajille, jotka etsivät kattavia valmistusratkaisuja, valmistuspalvelumme kattavat kaikki prosessit, joita tarvitaan tuotannon tehokkuuden ja työkalujen pitkäikäisyyden optimoimiseksi erilaisissa sovellusvaatimuksissa.
Usein Kysytyt Kysymykset
Mikä on todellinen kustannusero sinkki- ja alumiinipainevalun välillä, kun otetaan huomioon työkalujen käyttöikä?
Vaikka sinkkimateriaalin kustannukset ovat tyypillisesti 15–25 % korkeammat kuin alumiinin, kokonaiskustannukset puoltavat usein sinkkiä suurivolyymisissa sovelluksissa. Sinkkityökalut, jotka kestävät 500 000–1 000 000 valua verrattuna alumiinin 50 000–80 000 valun, tarkoittavat huomattavasti pienempiä työkalujen huoltokustannuksia, vähentyneitä seisokkeja ja parantunutta tuotannon tehokkuutta. Useimmissa tuotantoskenaarioissa, jotka ylittävät 100 000 osaa vuosittain, sinkin ylivoimainen työkalujen käyttöikä kompensoi enemmän kuin korkeammat materiaalikustannukset.
Voiko sinkkipainevalu saavuttaa samat lujuusominaisuudet kuin alumiiniseokset?
Nykyaikaiset sinkkiseokset, kuten ZA-12, saavuttavat 350–400 MPa:n vetolujuuden, mikä täyttää tai ylittää monet alumiinipainevaluseokset. Vaikka alumiini tarjoaa etuja ominaislujuudessa (lujuus-painosuhde), sinkki tarjoaa erinomaiset laakeriominaisuudet, kulutuskestävyyden ja mittatarkkuuden. Valinta riippuu erityisistä sovellusvaatimuksista, mutta sinkkiä ei pidä automaattisesti hylätä vanhentuneiden lujuusoletusten perusteella.
Miten materiaalien vähimmäisseinämävahvuudet vertautuvat?
Sinkkipainevalu saavuttaa rutiininomaisesti 0,5–0,8 mm:n seinämävahvuudet tuotantosovelluksissa, kun taas alumiini vaatii tyypillisesti vähintään 1,5–2,0 mm:n seinämät luotettavaa täyttöä varten. Tämä kyky johtuu sinkin erinomaisista virtausominaisuuksista ja alhaisemmasta viskositeetista sulassa tilassa. Ohuempi seinämäkyky mahdollistaa merkittäviä materiaalisäästöjä ja parannetun suunnittelun joustavuuden monissa sovelluksissa.
Mitkä tekijät määrittävät, onko sinkki vai alumiini sopivampi tiettyyn sovellukseen?
Tärkeimpiä tekijöitä ovat tuotantomäärä (sinkin edut lisääntyvät määrän myötä), mittatarkkuusvaatimukset (sinkki tarjoaa tiukemmat toleranssit), lujuus-painosuhdetarpeet (alumiinin etu), pintaviimeistelyvaatimukset (sinkin etu) ja työkalujen käyttöiän odotukset. Sovellukset, jotka vaativat suurta tarkkuutta, tasalaatuista laatua ja pitkiä tuotantoajoja, suosivat tyypillisesti sinkkiä, kun taas painokriittiset sovellukset saattavat suosia alumiinia työkalujen käyttöiän kompromisseista huolimatta.
Miten mittatarkkuus vertautuu sinkki- ja alumiinipainevalun välillä?
Sinkkipainevalu saavuttaa tyypillisesti ±0,05–0,08 mm:n toleranssit kriittisissä mitoissa, kun taas alumiini vaatii ±0,08–0,13 mm:n toleranssit luotettavaa tuotantoa varten. Tämä ero johtuu sinkin pienemmästä kutistumisnopeudesta (0,6–0,8 % vs. 1,0–1,3 % alumiinille) ja erinomaisesta mittatarkkuudesta koko tuotantosyklin ajan. Parannettu tarkkuus poistaa usein toissijaiset koneistusvaatimukset.
Mitä huoltovälejä voidaan odottaa sinkki- ja alumiinipainevalutyökaluille?
Sinkkipainevalutyökalut vaativat tyypillisesti suuria huoltotoimenpiteitä 500 000–1 000 000 valun välein, kun taas alumiinityökalut tarvitsevat huomiota 50 000–80 000 valun välein. Tämä edustaa 6–10-kertaista eroa työkalun käyttöiässä. Pidemmät huoltovälit johtuvat alhaisemmista käyttölämpötiloista (380–420 °C vs. 650–700 °C), pienemmästä lämpörasituksesta ja vähemmän aggressiivisesta vuorovaikutuksesta sulan metallin ja työkaluteräspintojen välillä.
Miten sykliajat vertautuvat sinkki- ja alumiinipainevaluprosessien välillä?
Sinkkipainevalu saavuttaa usein 20–30 % nopeammat sykliajat, koska alhaisemmat prosessointilämpötilat mahdollistavat tehokkaamman lämmönpoiston. Tyypilliset jäähdytysnopeudet sinkille ovat 15–25 °C sekunnissa verrattuna alumiinin 8–15 °C sekunnissa. Nopeampi syklitys yhdistettynä pidempään työkalujen käyttöikään parantaa merkittävästi kokonaisvaltaista laitteiden tehokkuutta ja tuotantokapasiteettia.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece