Paneelin Jäykisteet: Lisäämällä Rimoja ja Laippoja "Öljypellin" Estämiseksi
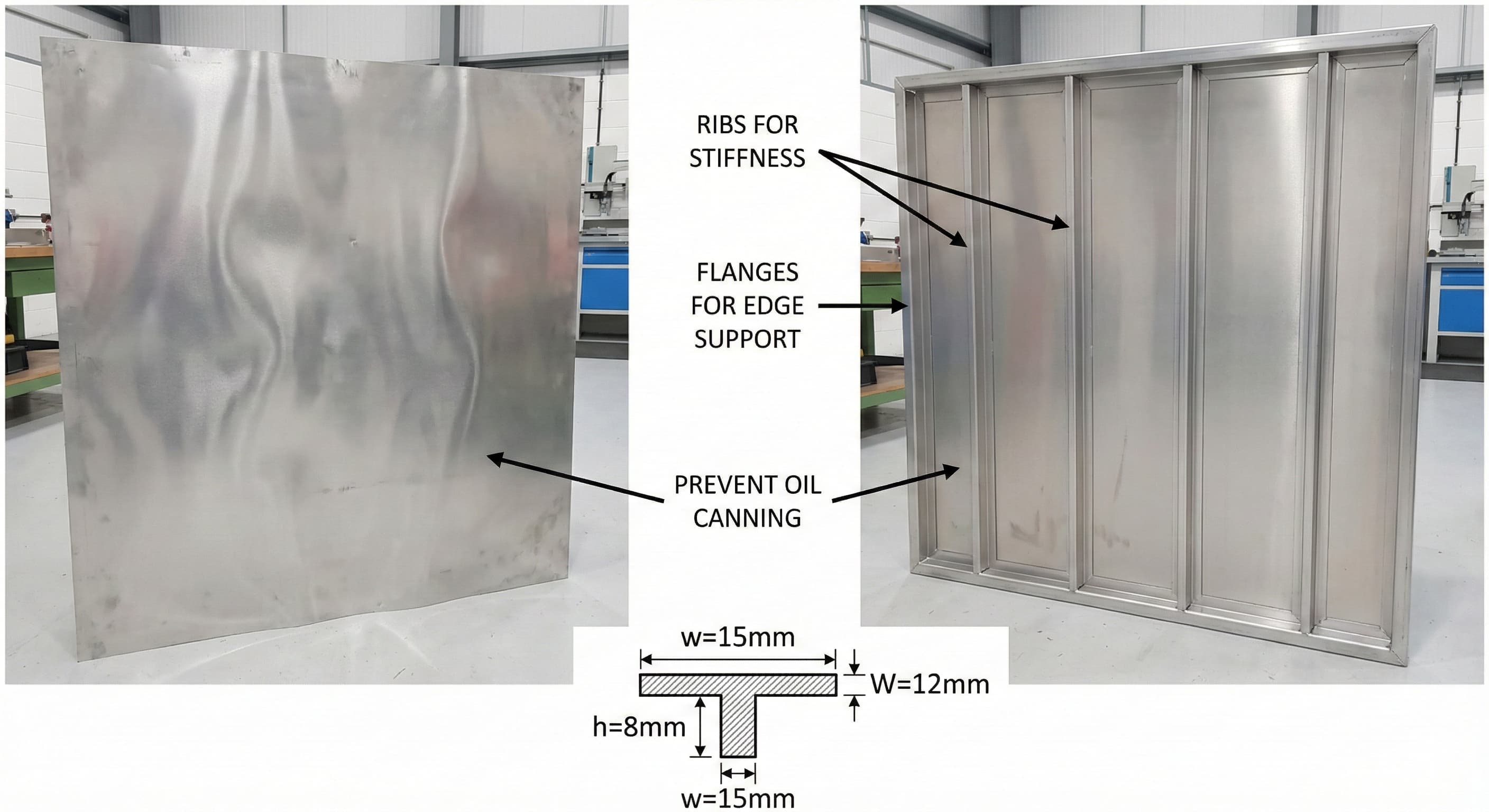
Öljypelti – ohuiden metallipaneelien ei-toivottu taipumamuodonmuutos kuormituksen alaisena – on yksi sitkeimmistä haasteista ohutlevyvalmistuksessa. Tämä rakenteellinen epävakaus ilmenee näkyvänä aaltoiluna tai pullistumisena, joka vaarantaa sekä valmistettujen komponenttien esteettisen vetovoiman että toiminnallisen eheyden.
Microns Hubin insinöörit kohtaavat öljypeltiongelmia monissa eri sovelluksissa arkkitehtonisista paneeleista elektronisiin koteloihin, joissa materiaalin paksuusrajoitukset ovat ristiriidassa jäykkyysvaatimusten kanssa. Ilmiö ilmenee, kun paneelin mitat ylittävät materiaalin luonnollisen jäykkyyskynnyksen, tyypillisesti silloin, kun paksuuden ja jännevälin suhde laskee kriittisten arvojen alapuolelle.
- Strateginen riman sijoittelu voi lisätä paneelin jäykkyyttä 300–400 % samalla kun materiaalikustannukset pysyvät minimaalisina
- Laipan geometrian optimointi vähentää öljypeltialttiutta jakamalla kuormat vahvistettujen kehien yli
- Alumiinilaatujen (6061-T6 vs. 7075-T6) valinta vaikuttaa merkittävästi jäykistysvaatimuksiin ja valmistuskustannuksiin
- Oikea jäykisteen suunnittelu eliminoi valmistuksen jälkeiset vääntymisongelmat, jotka vaivaavat ohutlevyvalmisteita
Öljypellin Ymmärtäminen: Tekninen Fysiikka
Öljypelti ilmenee, kun kohdistetut voimat ylittävät ohuiden paneelien paikallisen nurjahduslujuuden, jolloin syntyy elastisia muodonmuutoksia, jotka tulevat visuaalisesti näkyviksi normaaleissa katseluolosuhteissa. Suorakulmaisten paneelien kriittinen nurjahdusjännitys noudattaa seuraavaa suhdetta:
σ_cr = k × π² × E × (t/b)²
Missä k edustaa nurjahduskerrointa, joka riippuu reunaehdoista, E on kimmomoduuli, t on paneelin paksuus ja b on tuettu leveysmitta. Alumiinille 6061-T6, jonka E = 68,9 GPa, paneelit, joiden leveyden ja paksuuden suhde ylittää 150:1, osoittavat tyypillisesti öljypeltitaipumuksia.
Visuaalinen kynnys öljypellin havaitsemiselle vaihtelee 0,2–0,5 mm:n taipuma-amplitudin välillä riippuen pinnan viimeistelystä ja katselukulmasta. Anodisoidut pinnat vahvistavat pienten muodonmuutosten ulkonäköä valon heijastuskuvioiden vuoksi, kun taas harjatut pinnat tarjoavat paremman naamioinnin pienille epäsäännöllisyyksille.
Materiaalin ominaisuudet vaikuttavat suoraan öljypeltialttiuteen. Alumiiniseokset osoittavat vaihtelevia vastustasoja riippuen karkaisuasteesta ja koostumuksesta:
| Seoslaatu | Myötölujuus (MPa) | Kimmomoduuli (GPa) | Öljypohjautumisen kestävyys | Kustannuskerroin |
|---|---|---|---|---|
| Al 6061-T6 | 276 | 68.9 | Hyvä | 1.0x |
| Al 7075-T6 | 503 | 71.7 | Erinomainen | 2.2x |
| Al 5052-H32 | 193 | 70.3 | Kohtalainen | 0.9x |
| Teräs 304 SS | 290 | 200 | Erinomainen | 1.8x |
Riman Suunnittelun Perusteet: Geometria ja Sijoittelustrategia
Tehokas riman suunnittelu edellyttää poikkileikkausominaisuuksien ja taivutusvastuksen välisen suhteen ymmärtämistä. Alueen hitausmomentti kasvaa suhteessa korkeuden kuutioon, mikä tekee korkeista, kapeista rimoista tehokkaampia kuin leveät, matalat rimat vastaavan materiaalin käytön kannalta.
Optimaalinen riman etäisyys noudattaa kolmasosasääntöä suorakulmaisille paneeleille, jolloin ensisijaiset rimat sijoitetaan 33 %:iin ja 67 %:iin päämitasta. Tämä kokoonpano minimoi maksimaalisen taipuman säilyttäen samalla valmistustehokkuuden. Toissijaisten rimojen, kun niitä tarvitaan, tulisi säilyttää etäisyyssuhteet 1:2 ja 1:3 ensisijaisiin rimoihin nähden.
Riman korkeuslaskelmat riippuvat paneelin kuormitusolosuhteista ja jäykkyysvaatimuksista. Tasaisesti kuormitetuille paneeleille pienin tehollinen riman korkeus on:
h_min = t_paneeli × √(24 × L²/(E × t_paneeli × δ_max))
Missä L edustaa tuettua jänneväliä ja δ_max määrittelee hyväksyttävän taipumarajan. Käytännölliset riman korkeudet vaihtelevat tyypillisesti 3–15 mm:n välillä ohutlevysovelluksissa, jolloin 5–8 mm tarjoaa optimaalisen jäykkyyden ja painon suhteen.
Valmistusnäkökohdat vaikuttavat merkittävästi riman suunnitteluparametreihin. Tarkat CNC-työstöpalvelut mahdollistavat monimutkaiset rimaprofiilit tiukoilla toleransseilla, kun taas särmäyspuristus rajoittaa riman monimutkaisuuden yksinkertaisiin geometrisiin muotoihin. Koneistettujen ja muotoiltujen rimojen välinen valinta vaikuttaa sekä kustannus- että suorituskykyominaisuuksiin.
Riman Profiilin Optimointi
Poikkileikkauksen rimaprofiilit vaikuttavat dramaattisesti jäykistystehokkuuteen ja valmistuksen monimutkaisuuteen. Yleisiä profiileja ovat suorakulmaiset, kolmionmuotoiset ja T-muotoiset kokoonpanot, joista jokainen tarjoaa selkeitä etuja:
Suorakulmaiset rimat tarjoavat maksimaalisen materiaalin hyödyntämisen ja yksinkertaisen valmistuksen, mutta keskittävät jännityksen teräviin kulmiin. 0,5–1,0 mm:n pyöristyssäteet poistavat jännityskeskittymät säilyttäen samalla muovattavuuden ohuissa materiaaleissa.
Kolmionmuotoiset rimat tarjoavat erinomaisen jäykkyyden ja painon suhteen sekä luonnollisen jännityksen jakautumisen, mutta vaativat erikoistyökaluja johdonmukaiseen muodostukseen. Sisältyvä kulma vaihtelee tyypillisesti 60–90 astetta optimaalisten lujuusominaisuuksien saavuttamiseksi.
T-muotoiset rimat maksimoivat pinta-alan hitausmomentin, mutta vaativat monimutkaisia muovaussekvenssejä tai koneistustoimenpiteitä. Nämä profiilit sopivat suurikuormitteisiin sovelluksiin, joissa materiaalin käytön optimointi oikeuttaa lisääntyneen valmistuksen monimutkaisuuden.
Laipan Suunnittelu: Kehän Vahvistusstrategiat
Laipan suunnittelu on ensisijainen menetelmä reunan aiheuttaman öljypellin estämiseksi samalla kun tarjotaan kiinnityspintoja ja rakenteellista jatkuvuutta. Tehokkaan laipan geometrian on tasapainotettava jäykkyyden parantaminen valmistusrajoitusten ja kokoonpanovaatimusten kanssa.
Pienin laipan leveys noudattaa suhdetta: W_laippa ≥ 3 × t_materiaali + taivutussäde, mikä varmistaa riittävän materiaalin luotettavaan muovaukseen ilman halkeilua. 2,0 mm:n alumiinille 6061-T6 pienimmät laipan leveydet 8–10 mm tarjoavat riittävän jäykkyyden parannuksen säilyttäen samalla muovattavuusrajat.
Laipan jäykkyysvaikutus riippuu taivutetun kokoonpanon tehollisesta poikkileikkausvastuksesta. 90 asteen laippa lisää paikallista jäykkyyttä noin 8–12 kertaa verrattuna vastaavaan tasaiseen paneeliin, mikä tekee laipoista erittäin tehokkaita jäykistysosia.
Paneelin ja laipan välinen siirtymä vaatii huolellisen säteen valinnan jännityskeskittymän estämiseksi säilyttäen samalla maksimaalisen jäykkyyden siirron. Kulman helpotusmallit ovat kriittisiä laipan risteyksissä, joissa materiaalin virtausrajoitukset voivat aiheuttaa halkeilua tai epätäydellistä muovausta.
| Laipan kokoonpano | Jäykkyyskertoja | Muotoilun monimutkaisuus | Materiaalin hyödyntäminen | Kustannusvaikutus |
|---|---|---|---|---|
| Yksinkertainen 90° taivutus | 8-10x | Matala | 95% | +15% |
| Käännetty reuna | 12-15x | Korkea | 85% | +35% |
| Palautuslaippa | 6-8x | Keskitaso | 90% | +25% |
| Yhdistetty taivutus | 15-20x | Erittäin korkea | 80% | +50% |
Laipan ja Paneelin Integrointi
Paneelin ja laipan välinen siirtymävyöhyke on kriittinen suunnitteluelementti, joka määrittää yleisen jäykistyksen tehokkuuden. Jyrkät siirtymät luovat jännityskeskittymiä, jotka voivat aiheuttaa väsymisvaurioita, kun taas liian asteittaiset siirtymät vähentävät jäykkyysetuja.
Optimaaliset taivutussäteet alumiiniseoksille vaihtelevat 1,0–2,0 kertaa materiaalin paksuuden välillä, mikä tarjoaa riittävän materiaalin virtauksen säilyttäen samalla tiukan kulman määrittelyn. Suuremmat säteet parantavat muovattavuutta, mutta vähentävät jäykkyyden siirtotehokkuutta, mikä edellyttää huolellista tasapainoa sovellusvaatimusten perusteella.
Monivaiheinen laipan muovaus mahdollistaa monimutkaiset profiilit, jotka maksimoivat jäykkyyden samalla kun ne mukautuvat valmistusrajoituksiin. Progressiiviset muottisarjat voivat luoda yhdistelmälaipat, joissa on vaihtelevat korkeudet ja integroidut kiinnitysominaisuudet, vaikka työkalukustannukset kasvavat suhteessa monimutkaisuuteen.
Materiaalivalinnan Vaikutus Jäykisteen Suorituskykyyn
Materiaalin ominaisuudet määrittävät pohjimmiltaan jäykisteen tehokkuuden ja valmistusvaatimukset. Kimmomoduuli, myötölujuus ja muovattavuusominaisuudet vaikuttavat suoraan suunnitteluparametreihin ja kustannusten optimointistrategioihin.
Alumiiniseokset hallitsevat ohutlevysovelluksia erinomaisen lujuuden ja painon suhteen sekä korroosionkestävyyden vuoksi. Eri seoskoostumukset osoittavat kuitenkin vaihtelevia vasteita jäykisteen integrointiin:
6061-T6-alumiini tarjoaa optimaalisen tasapainon muovattavuuden ja lujuuden välillä useimpiin jäykistyssovelluksiin. Materiaali hyväksyy helposti monimutkaiset taivutussekvenssit säilyttäen samalla ennustettavat jousipalautusominaisuudet. Muovaustoimenpiteiden aikana tapahtuva työkarkaisu voi lisätä paikallista myötölujuutta 10–15 % suurijännitysalueilla.
7075-T6-alumiini tarjoaa erinomaiset lujuusominaisuudet, mutta aiheuttaa muovaushaasteita heikentyneen sitkeyden vuoksi. Jäykisteen suunnittelussa on otettava huomioon suuremmat muovausvoimat ja mahdollinen halkeilu jyrkissä siirtymissä. Materiaali on erinomainen sovelluksissa, joissa maksimaalinen lujuuden ja painon suhde oikeuttaa lisääntyneen valmistuksen monimutkaisuuden.
5052-H32-alumiini osoittaa erinomaisen muovattavuuden, mutta alhaisemmat lujuusominaisuudet edellyttävät suurempia jäykistemitoituksia vastaavan suorituskyvyn saavuttamiseksi. Tämä seos sopii sovelluksiin, joissa monimutkainen geometria on etusijalla verrattuna äärimmäisiin lujuusvaatimuksiin.
Korroosionäkökohdat Jäykistetyille Paneeleille
Jäykisteen integrointi luo geometrisiä ominaisuuksia, jotka voivat vangita kosteutta ja nopeuttaa korroosioprosesseja, erityisesti ulkokäyttösovelluksissa. Suunnittelustrategioissa on otettava huomioon sekä materiaalin valinta että suojaavan pinnoitteen vaatimukset.
Galvanoidut teräsvaihtoehdot tarjoavat paremman korroosionkestävyyden, mutta edellyttävät erilaisia muovausparametreja ja jäykisteen suunnittelutapoja pinnoitteen paksuuden ja haurauden vuoksi.
Viemäröintijärjestelyt ovat kriittisiä ripoitetuissa paneelirakenteissa, joissa vaakasuorat pinnat voivat kerätä kosteutta. Sisällytä viemäröintireikiä, joiden halkaisija on vähintään 3 mm, alimpiin kohtiin, jotka on sijoitettu estämään rakenteellisia kompromisseja ja varmistamaan tehokas vedenpoisto.
Valmistusprosessin Integrointi
Jäykisteen valmistusmenetelmät vaikuttavat merkittävästi suunnittelun toteutettavuuteen, kustannusrakenteisiin ja laadun tuloksiin. Muovauksen, koneistuksen ja hybridimenetelmien välinen valinta riippuu tuotantomääristä, toleranssivaatimuksista ja geometrisesta monimutkaisuudesta.
Särmäyspuristus on kustannustehokkain lähestymistapa yksinkertaisille rima- ja laippageometrioille. Vakiotyökalut mahdollistavat taivutussäteet 0,5–6,0 mm:stä toistettavuudella ±0,1 mm:n sisällä. Monimutkaiset monitaivutussekvenssit edellyttävät huolellista työkalujen suunnittelua häiriöongelmien välttämiseksi ja mittatarkkuuden säilyttämiseksi.
Progressiivinen muottimuovaus mahdollistaa suuren volyymin tuotannon integroiduilla lävistys-, muovaus- ja leikkaustoiminnoilla. Alkuperäiset työkaluinvestoinnit 15 000–50 000 € edellyttävät yli 10 000 kappaleen tuotantomääriä taloudellisen perustelun saavuttamiseksi, mutta kappalekustannukset voivat laskea 0,50–2,00 €:oon monimutkaisuudesta riippuen.
CNC-koneistus tarjoaa äärimmäisen joustavuuden prototyyppien kehittämiseen ja pienivolyymiseen tuotantoon. Monimutkaiset rimaprofiilit, joissa on vaihtelevat korkeudet ja integroidut kiinnitysominaisuudet, ovat helposti saavutettavissa, vaikka materiaalihukka ja sykliajat rajoittavat taloudellista kannattavuutta erikoissovelluksiin.
| Valmistusmenetelmä | Aloituskustannus (€) | Yksikkökustannus (haarukka) (€) | Toimitusaika | Suunnittelun joustavuus | Volyymikynnys |
|---|---|---|---|---|---|
| Särmäyspuristus | 200-500 | 2.50-8.00 | 3-5 päivää | Keskitaso | 50-1000 kappaletta |
| Progressiivinen muotti | 15,000-50,000 | 0.50-2.00 | 6-8 viikkoa | Korkea | 10,000+ kappaletta |
| CNC-koneistus | 100-300 | 8.00-25.00 | 1-2 päivää | Erittäin korkea | 1-500 kappaletta |
| Hydroformaus | 5,000-15,000 | 3.00-7.00 | 4-6 viikkoa | Korkea | 1,000+ kappaletta |
Laadunvalvonta ja Mittatarkastuksen Varmistus
Jäykistetyn paneelin tarkastus edellyttää erikoistuneita mittaustekniikoita sekä geometrisen tarkkuuden että rakenteellisen suorituskyvyn varmistamiseksi. Koordinaattimittauskoneet (CMM) tarjoavat tarkan mittatarkastuksen, mutta voivat vaatia mukautettuja kiinnityksiä monimutkaisille geometrioille.
Tasaisuuden mittaus on kriittistä paneeleille, joissa on integroidut jäykisteet, joissa paikalliset muodonmuutokset voivat levitä jäykistämättömien alueiden yli. Laserskannausjärjestelmät mahdollistavat nopean pintaprofiloinnin 0,01 mm:n tarkkuudella, mikä tunnistaa mahdolliset öljypeltiongelmat ennen lopullista kokoonpanoa.
Kuormitustestaus vahvistaa jäykisteen suorituskyvyn käyttöolosuhteissa. Yksinkertaisesti tuettu palkkitestaus jaetulla kuormituksella simuloi todellisia käyttöolosuhteita samalla kun tarjotaan kvantitatiivisia taipumamittauksia suunnittelun varmistamiseksi.
Saat tarkkoja tuloksia Pyydä tarjous 24 tunnissa Microns Hubilta.
Kustannusten Optimointistrategiat
Jäykisteen kustannusten optimointi edellyttää materiaalin käytön, valmistuksen monimutkaisuuden ja suorituskykyvaatimusten tasapainottamista. Kokonaiskustannukset sisältävät raaka-aineet, prosessointitoimenpiteet, työkalujen poistot ja laadunvarmistustoiminnot.
Materiaalin hyödyntämistehokkuus vaikuttaa merkittävästi projektin talouteen. Laserleikkauksen sisäkkäiset asettelut voivat saavuttaa 85–95 %:n materiaalin hyödyntämisen, kun taas monimutkaiset muottimuovaustoimenpiteet voivat hukata 15–20 % luurankovaatimusten ja leikkaustoimenpiteiden vuoksi.
Jäykisteen standardointi vähentää työkalukustannuksia ja parantaa valmistuksen tehokkuutta. Rima-profiilien ja laippakokoonpanojen perheiden kehittäminen mahdollistaa työkalujen uudelleenkäytön useissa projekteissa säilyttäen samalla suunnittelun joustavuuden tiettyihin sovelluksiin.
Volyymin yhdistämisstrategiat voivat vähentää yksikkökustannuksia yhdistämällä useita osanumeroita yhteen tuotantoajoon. Varaston ylläpitokustannukset ja asiakkaiden toimitusvaatimukset on kuitenkin tasapainotettava valmistuksen mittakaavaetujen kanssa.
Suunnittelu Valmistettavuutta Varten -periaatteet
Jäykistettyjen paneelien DFM-periaatteet keskittyvät valmistuksen monimutkaisuuden vähentämiseen säilyttäen samalla rakenteellisen suorituskyvyn. Tärkeimpiä huomioitavia asioita ovat taivutussekvenssin optimointi, työkalujen saavutettavuus ja toissijaisten toimenpiteiden minimointi.
Taivutussekvenssin suunnittelu estää työkalujen häiriöt ja säilyttää mittatarkkuuden koko muovausprosessin ajan. Monimutkaiset osat voivat vaatia useita asetuksia välivaiheen hehkutustoimenpiteillä työkarkaisun ja halkeilun estämiseksi.
Ominaisuuksien yhdistäminen eliminoi toissijaiset toimenpiteet integroimalla kiinnitysreiät, urat ja muut ominaisuudet ensisijaisiin muovaustoimenpiteisiin. Tämä lähestymistapa vähentää käsittelykustannuksia ja parantaa kriittisten ominaisuuksien välisiä mittasuhteita.
Kehittyneet Jäykistystekniikat
Perinteisten rimojen ja laippojen lisäksi kehittyneet jäykistystekniikat vastaavat erikoistarpeisiin painokriittisissä sovelluksissa, äärimmäisissä kuormitusolosuhteissa ja esteettisissä rajoituksissa.
Helmillä jäykistys luo lineaarisia vahvistuselementtejä hallitun muodonmuutoksen avulla ilman materiaalin lisäystä. Helmien profiilit ovat tyypillisesti 2–5 mm:n korkeita asteittaisilla siirtymillä jännityskeskittymien minimoimiseksi. Tämä tekniikka sopii sovelluksiin, joissa ulkonevat rimat häiritsevät kokoonpanoa tai esteettisiä vaatimuksia.
Lyöty jäykistys sisältää paikallisen materiaalin siirtymisen matalien vahvistuskuvioiden luomiseksi. Prosessi vaatii suurempia muovausvoimia, mutta tuottaa käytännössä näkymättömiä jäykistyselementtejä, jotka ovat ihanteellisia ulkonäköä kriittisissä sovelluksissa. Kolikon syvyydet 0,3–0,8 mm tarjoavat mitattavan jäykkyyden parannuksen säilyttäen samalla pinnan jatkuvuuden.
Hunajakennoydinvoileipärakenne on äärimmäinen jäykistystapa painokriittisissä sovelluksissa. Alumiiniset hunajakennoytimet tarjoavat poikkeuksellisen jäykkyyden ja painon suhteen, mutta vaativat erikoistuneita liimausprosesseja ja ympäristötiivistysnäkökohtia.
Integroidut Suunnittelutavat
Nykyaikaiset jäykistysstrategiat yhdistävät useita vahvistustekniikoita suorituskyvyn optimoimiseksi samalla kun minimoidaan valmistuksen monimutkaisuus. Hybridilähestymistavat yhdistävät rimat, laipat ja muotoillut ominaisuudet koordinoiduissa malleissa, jotka maksimoivat rakenteellisen tehokkuuden.
FEA-optimointi mahdollistaa suorituskykyyn perustuvan jäykisteen sijoittelun, joka minimoi materiaalin käytön samalla kun täyttää taipumakriteerit. Topologiaoptimointialgoritmit voivat tunnistaa optimaaliset vahvistuspaikat, jotka eivät välttämättä ole intuitiivisia perinteisten suunnittelutapojen avulla.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelulähestymistapamme tarkoittaa, että jokainen projekti saa ansaitsemansa huomion yksityiskohtiin, alkuperäisestä suunnittelukonsultoinnista lopulliseen laadunvarmistukseen.
Lisäävän valmistuksen tekniikat mahdollistavat monimutkaiset sisäiset jäykistysgeometriat, jotka ovat mahdottomia perinteisillä muovausmenetelmillä. 3D-tulostettuja jäykistyselementtejä voidaan integroida perinteisiin ohutlevykomponentteihin hybridirakenteiden luomiseksi optimoiduilla suorituskykyominaisuuksilla.
Suorituskyvyn Validointi ja Testaus
Jäykistetyn paneelin suorituskyvyn validointi edellyttää kattavia testausprotokollia, jotka varmistavat sekä välittömän rakenteellisen suorituskyvyn että pitkäaikaiset kestävyysominaisuudet. Testausmenetelmien on simuloitava todellisia käyttöolosuhteita samalla kun tarjotaan kvantitatiivista dataa suunnittelun optimointia varten.
Staattinen kuormitustestaus tarjoaa perusjäykkyysmittauksia valvotuissa olosuhteissa. Kolmen pisteen ja neljän pisteen taivutustestit kvantifioivat kuormitus-taipumasuhteet samalla kun tunnistetaan vikatilat ja lopulliset kapasiteettirajat. Testauskiinnikkeiden on sovittava erilaisiin paneeligeometrioihin säilyttäen samalla johdonmukaiset reunaehdot.
Dynaaminen testaus arvioi jäykistetyn paneelin vastetta tärinälle ja iskuille. Moodianalyysi tunnistaa luonnolliset taajuudet ja moodimuodot, jotka voivat johtaa resonanssiongelmiin käyttöympäristöissä. Iskutestaus vahvistaa vaurionkestävyyden ja energian absorptio-ominaisuudet kuljetus- ja käsittelyskenaarioissa.
Väsymistestaus on kriittistä jäykistetyille paneeleille, jotka altistuvat syklisille kuormitusolosuhteille. S-N-käyrän kehittäminen tietyille jäykistekokoonpanoille mahdollistaa käyttöiän ennustamisen ja huoltoaikataulujen optimoinnin. Testausparametrien on vastattava todellisia kuormitusspektrejä ja ympäristöolosuhteita, joita odotetaan käytössä.
Valmistuspalveluidemme avulla varmistamme, että jokainen jäykistetty paneeli täyttää tai ylittää määritetyt suorituskykykriteerit tiukan testauksen ja laadunvarmistusprotokollien avulla.
Usein Kysytyt Kysymykset
Mikä paksuuden ja jännevälin suhde tyypillisesti edellyttää jäykistystä öljypellin estämiseksi?
Paneelit, joiden paksuuden ja jännevälin suhde on alle 1:150, vaativat yleensä jäykistystä alumiiniseoksille. Esimerkiksi 300 mm leveän paneelin tulee olla vähintään 2,0 mm paksu, jotta öljypelti vältetään, tai siihen on sisällytettävä rimat/laipat, jos tarvitaan ohuempaa materiaalia. Teräspaneelit kestävät suhteita jopa 1:200 korkeamman kimmomoduulin vuoksi.
Kuinka paljon jäykkyyden parannusta rimat voivat tarjota verrattuna tasaisiin paneeleihin?
Oikein suunnitellut rimat voivat lisätä paneelin jäykkyyttä 300–400 % samalla kun materiaalikustannukset kasvavat vain 10–15 %. 5 mm korkea rima 2,0 mm alumiinissa voi tarjota vastaavan jäykkyyden kuin 4,5 mm kiinteä paneeli, mikä edustaa merkittäviä paino- ja kustannussäästöjä suurissa paneelisovelluksissa.
Mikä on pienin laipan leveys, jota tarvitaan tehokkaaseen jäykistykseen?
Pienin tehollinen laipan leveys on 3 kertaa materiaalin paksuus plus taivutussäde. 2,0 mm alumiinille, jonka taivutussäde on 2,0 mm, pienin laipan leveys on 8,0 mm. 10–15 mm:n leveydet tarjoavat kuitenkin paremman jäykkyyden parannuksen ja helpommat valmistustoleranssit.
Voidaanko jäykisteitä lisätä olemassa oleviin paneeleihin ilman täydellistä uudelleensuunnittelua?
Kyllä, jälkiasennusjäykistys on mahdollista ulkoisten rimojen liimaamalla tai mekaanisella kiinnityksellä. Rakenneliimat, kuten 3M VHB tai Loctite-rakenneliimat, voivat liimata alumiinijäykisteitä, joiden lujuus ylittää 15 MPa. Integroidut suunnittelutavat tarjoavat kuitenkin tyypillisesti paremman suorituskyvyn ja estetiikan.
Miten ympäristöolosuhteet vaikuttavat jäykisteen suunnitteluvaatimuksiin?
Lämpötilan vaihtelut aiheuttavat erilaisen laajenemisen, joka voi rasittaa jäykisteen kiinnityksiä. Suunnittele paisuntasaumat tai joustavat liitokset lämpötila-alueille, jotka ylittävät 50 °C. Ulkokäyttösovellukset edellyttävät viemäröintijärjestelyjä ja korroosiosuojausta. UV-altistus voi heikentää liimasidoksia, mikä edellyttää mekaanisia varmistusjärjestelmiä.
Mitkä valmistustoleranssit ovat saavutettavissa ripoitetuille paneeleille?
Särmäyspuristus säilyttää ±0,1 mm:n mittatoleranssin yksinkertaisille rimageometrioille. Progressiiviset muottitoimenpiteet saavuttavat ±0,05 mm:n toistettavuuden, mutta vaativat suuremman työkaluinvestoinnin. CNC-koneistetut rimat voivat pitää ±0,02 mm:n, mutta maksavat 3–4 kertaa enemmän kuin muotoillut vaihtoehdot.
Miten materiaalin syyrakenne vaikuttaa jäykisteen suorituskykyyn?
Taivutus syyrakeen suuntaisesti (syyrakeen kanssa) tarjoaa 10–15 % paremman muovattavuuden, mutta hieman heikentyneen lujuuden kohtisuorassa taivutusakseliin nähden. Maksimaalisen jäykkyyden saavuttamiseksi suuntaa rimat mahdollisuuksien mukaan kohtisuoraan valssaussuuntaan nähden. Poikkisyinen taivutus vaatii suurempia taivutussäteitä halkeilun estämiseksi, mutta tarjoaa isotrooppisia lujuusominaisuuksia.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece