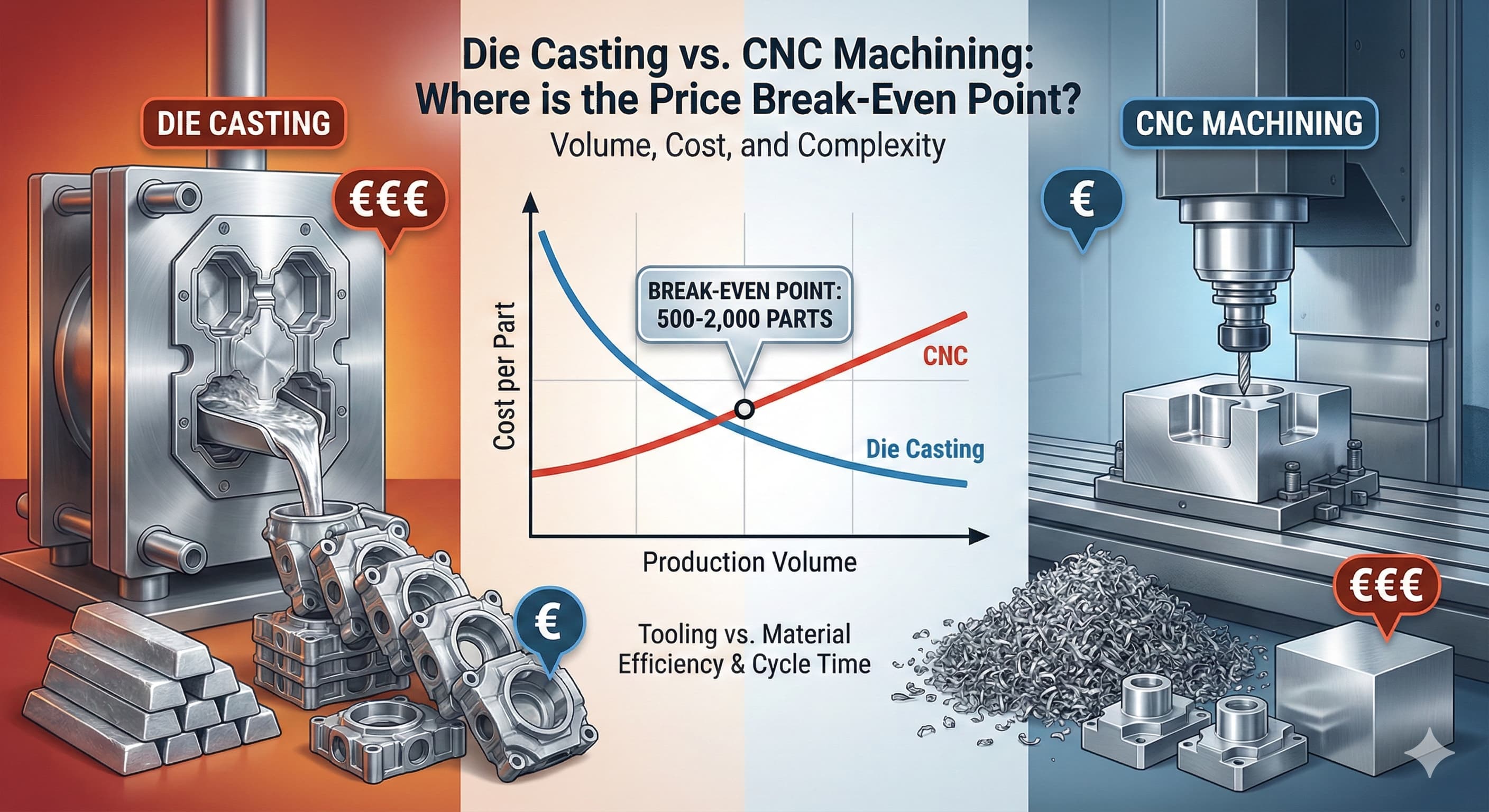
Painevalu vs. CNC-koneistus: Missä on kannattavuuspiste?
Päätös painevalun ja CNC-koneistuksen välillä riippuu pohjimmiltaan tuotantomäärien taloudellisuudesta ja osien monimutkaisuusvaatimuksista. Valmistusinsinöörit kohtaavat tämän valinnan päivittäin, mutta monilta puuttuu tarkka matemaattinen viitekehys todellisen kannattavuuspisteen tunnistamiseksi, jossa työkalukustannukset oikeuttavat siirtymisen koneistuksesta valamiseen.
Tässä analyysissä tarkastellaan tarkkoja määräkynnysarvoja, kustannustekijöitä ja teknisiä näkökohtia, jotka määrittävät, milloin painevalu on taloudellisempaa kuin CNC-koneistus metallikomponenteille.
Tärkeimmät huomiot
- Kannattavuuspiste on tyypillisesti 500–2 000 osan välillä alumiinikomponenteille riippuen osan monimutkaisuudesta ja koneistusvaatimuksista
- Painevalutyökalujen kustannukset vaihtelevat 15 000–80 000 eurosta, kun taas CNC-asetuskustannukset ovat 200–1 500 euroa osan suunnittelua kohden
- Materiaalin käyttöaste on painevalun puolella 85–95 % verrattuna CNC-koneistuksen 20–40 % monimutkaisissa geometrioissa
- Pinnanlaatu- ja toleranssivaatimukset voivat siirtää kannattavuuspistettä 200–500 % kumpaankin suuntaan
Kustannusrakenneanalyysi: Painevalu vs. CNC-koneistus
Perustavanlaatuisten kustannusrakenteiden ymmärtäminen paljastaa, miksi kannattavuuslaskelmat vaihtelevat merkittävästi eri osien eritelmien ja tuotantoskenaarioiden välillä.
Painevalun kustannuskomponentit
Painevalukustannukset koostuvat kolmesta pääelementistä: työkaluinvestoinnista, osakohtaisista materiaalikustannuksista ja käsittelymaksuista. Työkalut edustavat suurinta alkupanostusta, joka on tyypillisesti 15 000 eurosta yksinkertaisille yksipesäisille alumiinimuoteille 80 000 euroon monimutkaisille monipesäisille työkaluille, jotka vaativat liukuja ja monimutkaisia ydingeometrioita.
Materiaalikustannukset painevalussa hyötyvät lähes lopullisen muodon tuotannosta. Alumiiniseos A380 (vastaa EN AC-AlSi9Cu3(Fe)) maksaa noin 2,20–2,80 euroa kilolta, ja materiaalin käyttöaste on 85–95 % hyvin suunnitelluille osille. Itse valuprosessi lisää 0,80–2,50 euroa per osa riippuen sykliajasta ja osan painosta.
Usein vaadittavia toissijaisia toimintoja ovat ulostintappien jälkien hallinta kosmeettisilla pinnoilla, purseiden poisto ja reikien poraaminen, joita ei voida valaa luonnoskulmarajoitusten vuoksi.
CNC-koneistuksen kustannusrakenne
CNC-koneistuskustannukset noudattavat erilaista mallia, jossa on alhaisemmat asennuskustannukset, mutta korkeammat osakohtaiset materiaali- ja käsittelykulut. Asetuskustannukset vaihtelevat tyypillisesti 200–1 500 eurosta osan suunnittelua kohden, mukaan lukien ohjelmointi, työkalujen valinta ja ensimmäisen kappaleen tarkastus.
Materiaalikustannukset CNC-koneistuksessa kärsivät merkittävästä jätteen muodostumisesta. Lähtökohtana on taottu alumiini 6061-T6 -aihio, jonka hinta on 4,20–5,50 euroa kilolta, ja monimutkaiset osat vaativat usein 60–80 % lähtömateriaalista poistamista, mikä johtaa tehokkaisiin materiaalikustannuksiin 8,50–13,75 euroa valmiin osan painokiloa kohden.
Koneistusaika korreloi suoraan osan monimutkaisuuden kanssa. Yksinkertaiset osat, jotka vaativat 15–30 minuuttia koneaikaa 45–65 eurolla tunnissa, luovat hallittavia osakohtaisia kustannuksia. Monimutkaiset geometriat, jotka vaativat 2–4 tuntia koneistusaikaa, voivat kuitenkin nousta 90–260 euroon per osa pelkästään käsittelykustannuksissa.
| Kustannuskomponentti | Painevalu | CNC-koneistus | Vaikutus kannattavuuspisteeseen |
|---|---|---|---|
| Alkuasennuskustannus | €15,000-€80,000 | €200-€1,500 | Suuremmat volyymit suosivat valua |
| Materiaalin tehokkuus | 85-95% | 20-40% | Merkittävä etu per osa |
| Käsittelykustannus/Osa | €0.80-€2.50 | €11.25-€65.00 | Suuri volyymivaikuttaja |
| Jälkikäsittelyt | €1.50-€8.00 | €0.50-€3.00 | Kohtalainen vaikutus |
Matemaattinen kannattavuusanalyysi
Kannattavuuspisteen laskeminen edellyttää sen määrittämistä, milloin painevalun kokonaiskustannukset ovat yhtä suuret kuin CNC-koneistuksen kokonaiskustannukset koko tuotantoerän elinkaaren aikana.
Peruskannattavuuskaava
Kannattavuusmäärä = (Painevalutyökalujen kustannukset - CNC-asetuskustannukset) ÷ (CNC-osakohtaiset kustannukset - Painevalun osakohtaiset kustannukset)
Tyypilliselle alumiinikotelon osalle, joka painaa 250 grammaa:
Painevaluskenaario:
- Työkalukustannukset: 35 000 €
- Materiaalikustannukset per osa: 0,55 € (250 g × 2,20 €/kg)
- Käsittelykustannukset: 1,20 €
- Toissijaiset toiminnot: 2,80 €
- Yhteensä per osa: 4,55 €
CNC-koneistusskenaario:
- Asetuskustannukset: 800 €
- Materiaalikustannukset per osa: 2,65 € (625 g aihio × 4,25 €/kg, 40 % käyttöaste)
- Käsittelykustannukset: 28,50 € (38 minuuttia × 45 €/tunti)
- Toissijaiset toiminnot: 1,20 €
- Yhteensä per osa: 32,35 €
Kannattavuuslaskelma: (35 000 € - 800 €) ÷ (32,35 € - 4,55 €) = 1 230 osaa
Määräperusteiset kustannusskenaariot
Todelliset kannattavuuspisteet vaihtelevat merkittävästi osan monimutkaisuuden ja eritelmävaatimusten perusteella. Yksinkertaiset kannattimet ja kotelot saavuttavat tyypillisesti kannattavuuden 500–1 200 osan välillä, kun taas monimutkaiset kokoonpanot, joissa on monimutkaisia sisäisiä ominaisuuksia, eivät välttämättä oikeuta painevalua ennen 3 000–5 000 osaa.
| Osan monimutkaisuus | Työkalukustannusten vaihteluväli | Kannattavuuspisteen volyymi | Esimerkkisovellukset |
|---|---|---|---|
| Yksinkertainen (Perusgeometria) | €15,000-€25,000 | 400-800 osaa | Kannattimet, yksinkertaiset kotelot |
| Kohtalainen (Joitain ominaisuuksia) | €25,000-€45,000 | 800-1,800 osaa | Elektroniikkakotelot |
| Monimutkainen (Useita liukuja) | €45,000-€80,000 | 1,500-4,000 osaa | Autoteollisuuden komponentit |
| Erittäin monimutkainen | €80,000+ | 3,000+ osaa | Vaihteistokotelot |
Saat tarkat tulokset pyytämällä tarjouksen 24 tunnissa Microns Hubilta.
Tekniset tekijät, jotka vaikuttavat kannattavuuslaskelmiin
Useat tekniset näkökohdat voivat siirtää kannattavuuslaskelmia dramaattisesti yksinkertaisen määrätalouden ulkopuolelle.
Toleranssi- ja pinnanlaatuvaatimukset
Tiukat toleranssivaatimukset suosivat CNC-koneistusta, erityisesti mittojen, jotka vaativat ±0,025 mm tai parempaa. Painevalu saavuttaa tyypillisesti ±0,1 mm ei-jakolinjan mitoissa, ja jakolinjan mitat ovat ±0,2 mm optimaalisissa olosuhteissa.
Kriittiset mitat vaativat usein valun jälkeisiä koneistustoimenpiteitä, mikä lisää 3,50–12,00 euroa per osa riippuen asennuksen monimutkaisuudesta. Kun yli 30 % osan ominaisuuksista vaatii toissijaista koneistusta, kannattavuuspiste voi siirtyä 1 200 osasta 2 800 osaan samalle komponentille.
Pinnanlaatuvaatimukset vaikuttavat myös talouteen. Painevalu tuottaa luonnostaan Ra 1,6–3,2 μm:n pintoja, kun taas CNC-koneistus voi saavuttaa Ra 0,8–1,6 μm suoraan. Kosmeettiset sovellukset, jotka vaativat Ra 0,4 μm tai parempaa, vaativat lisäksi kiillotustoimenpiteitä, jotka maksavat 8,50–25,00 euroa per osa.
Materiaalivalinnan vaikutus
Materiaalivalinta vaikuttaa merkittävästi kannattavuuslaskelmiin sekä raaka-ainekustannusten että käsittelynäkökohtien kautta. Alumiiniseokset A380 ja A383 (EN AC-AlSi9Cu3(Fe) ja EN AC-AlSi10Mg(Cu)) tarjoavat erinomaisen valettavuuden 2,20–2,80 eurolla kilolta, kun taas lujat vaihtoehdot, kuten A357 (EN AC-AlSi7Mg0.3), maksavat 3,20–4,10 euroa kilolta.
Sovelluksissa, jotka vaativat T6-lämpökäsittelyn rakenteellisiin sovelluksiin, kannattavuuslaskelmiin on otettava huomioon lisäkustannukset 2,80–5,20 euroa per osa.
CNC-koneistus tarjoaa laajemman materiaalijoustavuuden, mukaan lukien laadut, kuten 6061-T6, 7075-T6 ja 2024-T4, joita ei voida painevalaa. Eksoottiset seokset voivat kuitenkin maksaa 8,50–18,00 euroa kilolta, mikä edelleen suosii painevalua suurivolyymisessa tuotannossa.
| Materiaalilaatu | Painevalukelpoisuus | Hinta per kg | Kannattavuuspisteen vaikutus |
|---|---|---|---|
| A380 (AlSi9Cu3) | Erinomainen | €2.20-€2.80 | Perusviiva |
| A356 (AlSi7Mg0.3) | Hyvä | €2.80-€3.60 | +15% volyymi |
| 6061-T6 | Ei sovellu | €4.20-€5.50 | Vain CNC |
| 7075-T6 | Ei sovellu | €8.50-€12.00 | Vain CNC |
Tuotantomääräskenaariot ja päätöspuut
Eri tuotantoskenaariot edellyttävät räätälöityjä analyysimenetelmiä optimaalisten valmistusmenetelmien määrittämiseksi.
Pienivolyyminen tuotanto (50–500 osaa)
Pienivolyyminen tuotanto suosii lähes poikkeuksetta CNC-koneistusta työkalukustannusten poisto-ongelmien vuoksi. Jopa yksinkertaiset painevalutyökalut, jotka maksavat 15 000 euroa, johtavat 30–300 euroon per osa pelkästään työkalukustannuksissa ennen käsittelykulujen huomioon ottamista.
Poikkeuksia esiintyy, kun osat vaativat laajoja koneistustoimenpiteitä, jotka ylittävät 3–4 tuntia per osa, tai kun materiaalihukka lähestyy 85–90 % lähtöaihion painosta. Näissä skenaarioissa jopa pienet määrät 200–300 osaa voivat oikeuttaa yksinkertaiset valutyökalut.
Prototyyppi- ja esituotantoerät hyötyvät CNC-koneistuksen joustavuudesta, mikä mahdollistaa suunnittelun iteroinnin ilman työkalumuutoksia. Asetuskustannukset 200–800 euroa per suunnittelumuutos pysyvät hallittavissa verrattuna 5 000–15 000 euron muottimuutoksiin.
Keskivolyyminen tuotanto (500–5 000 osaa)
Keskivolyyminen tuotanto edustaa kriittistä päätöksentekoaluetta, jossa kannattavuusanalyysi on välttämätöntä. Osan monimutkaisuus, toleranssivaatimukset ja materiaalivalinta vaikuttavat kaikki voimakkaasti optimaalisen valmistusmenetelmän valintaan.
Yksinkertaiset osat, joissa on löysät toleranssit (±0,2 mm), suosivat tyypillisesti painevalua yli 800–1 200 osan. Monimutkaiset osat, jotka vaativat useita toissijaisia toimenpiteitä, eivät välttämättä oikeuta valua ennen 2 500–3 500 osaa riippuen koneistusajan vaatimuksista.
Materiaalikustannukset korostuvat entisestään keskisuurilla määrillä. Osat, jotka vaativat eksoottisia seoksia, joita on saatavana vain taottuina, vaativat CNC-koneistusta määrästä riippumatta. Sitä vastoin osat, jotka ovat yhteensopivia tavallisten valuseosten kanssa, hyötyvät parantuneesta materiaalin käyttöasteesta.
Suurivolyyminen tuotanto (yli 5 000 osaa)
Suurivolyyminen tuotanto suosii voimakkaasti painevalua osille, jotka ovat yhteensopivia valuseosten ja geometristen rajoitusten kanssa. Työkalukustannukset poistuvat 0,50–8,00 euroon per osa, mikä tekee kokonaisosakustannuksista huomattavasti alhaisemmat kuin CNC-vaihtoehdot.
Monipesäiset työkalut tulevat taloudellisesti kannattaviksi, kun määrät ylittävät 8 000–12 000 osaa vuodessa. Nelipesäiset muotit lisäävät alkutyökalukustannuksia 40–60 %, mutta vähentävät osakohtaisia käsittelykustannuksia 35–45 %, mikä parantaa edelleen painevalun taloutta.
Automaation integrointimahdollisuudet syntyvät suurilla määrillä, ja robottileikkaus ja toissijaiset toimenpiteet vähentävät työvoimakustannuksia 0,80–2,20 euroa per osa. CNC-koneistus kohtaa automaatiohaasteita vaihtelevien sykliaikojen ja asetusvaatimusten vuoksi.
Toimialakohtaiset näkökohdat
Eri toimialoilla on vaihtelevia kannattavuusmalleja, jotka perustuvat tyypillisiin osien ominaisuuksiin ja suorituskykyvaatimuksiin.
Autoteollisuuden sovellukset
Autoteollisuuden komponenteissa on tyypillisesti monimutkaisia geometrioita, joissa on kohtuulliset toleranssivaatimukset, mikä suosii painevalua suhteellisen pienillä määrillä 1 200–2 800 osaa vuodessa. Painonpudotuspaineet edistävät ohutseinäisten valujen vaatimuksia, mikä lisää työkalujen monimutkaisuutta ja kustannuksia.
Törmäysturvallisuusvaatimukset edellyttävät usein tiettyjä materiaaliominaisuuksia, jotka voidaan saavuttaa vain taotuilla alumiinilaaduilla, mikä pakottaa CNC-koneistuksen valinnan määrästä riippumatta. Kriittiset rakenneosat, jotka vaativat 7075-T6-lujuustasoja, eivät voi käyttää painevaluvaihtoehtoja.
Kustannuspaineet autoteollisuuden sovelluksissa tekevät kannattavuusanalyysistä kriittisen, ja tavoitteelliset valmistuskustannukset ohjaavat usein tuotantomenetelmän valintaa. Vuotuiset määräsitoumukset mahdollistavat työkaluinvestointien poistot 3–5 vuoden mallin elinkaaren aikana.
Elektroniikka- ja kuluttajatuotteet
Elektroniikkasovelluksissa korostetaan tiukkoja toleransseja ja erinomaisia pintakäsittelyjä, jotka vaativat usein toissijaisia koneistustoimenpiteitä jopa käytettäessä painevalun ensisijaisia prosesseja. EMI-suojausvaatimukset voivat edellyttää tiettyjä materiaalilaatuja tai pintakäsittelyjä.
Nopeat tuotekehityssyklit suosivat CNC-koneistusta alkuperäisissä tuotantoajoissa, ja mahdollinen siirtyminen painevaluun onnistuneille tuotteille, jotka ylittävät 2 000–3 000 yksikköä vuodessa. Valua varten suunnittelun optimointi tapahtuu usein tuotteen elinkaaren hallinnan aikana.
Kosmeettiset vaatimukset kulutuselektroniikassa vaativat usein lisäkäsittelytoimenpiteitä, jotka maksavat 5,50–18,00 euroa per osa, mikä vaikuttaa merkittävästi kannattavuuslaskelmiin. Anodisointi-, jauhemaalaus- ja kiillotustoimenpiteet on otettava huomioon kokonaisvalmistuskustannuksissa.
Valmistusvaihtoehtoja arvioitaessa Microns Hub tarjoaa suorat valmistajasuhteet, jotka takaavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme kattaa sekä painevalu- että CNC-koneistusominaisuudet, mikä mahdollistaa objektiiviset suositukset, jotka perustuvat puhtaasti projektivaatimuksiisi prosessirajoitusten sijaan.
Kehittyneet kustannusten optimointistrategiat
Peruskannattavuuslaskelmien lisäksi useat kehittyneet strategiat voivat optimoida valmistuskustannuksia ja parantaa päätöksenteon tarkkuutta.
Hybridivalmistusmenetelmät
Painevalun ja CNC-koneistuksen yhdistäminen voi optimoida sekä kustannukset että suorituskyvyn tietyissä sovelluksissa. Valu-ja-koneistus-menetelmät käyttävät painevalua perusgeometrian luomiseen, jota seuraavat CNC-toimenpiteet kriittisille mitoille ja pintakäsittelyille.
Tämä hybridimenetelmä toimii tehokkaasti, kun 60–70 % osan geometriasta voidaan valaa lähes lopulliseen muotoon, ja jäljellä olevat ominaisuudet vaativat ±0,025 mm:n toleranssit tai paremmat pintakäsittelyt. Kannattavuusmäärät vaihtelevat tyypillisesti 800–1 800 osasta riippuen koneistustoimenpiteen monimutkaisuudesta.
Sijoitusvaluvaihtoehtoja tulisi harkita monimutkaisissa sisäisissä geometrioissa, jotka eivät ole yhteensopivia painevalun luonnosvaatimusten kanssa. Vaikka työkalukustannukset ovat alhaisemmat (5 000–15 000 euroa), käsittelykustannukset nousevat 8,50–25,00 euroon per osa, mikä siirtää kannattavuuspisteitä 2 800–5 200 osaan.
Suunnittelu valmistettavuuden integrointiin
Osien suunnittelun optimointi valmistusmenetelmän valintaa varten voi parantaa dramaattisesti kannattavuustaloutta. Painevalusuunnittelut hyötyvät tasaisesta seinämän paksuudesta, anteliaista luonnoskulmista (1,5–3,0 astetta) ja alileikkausten poistamisesta, jotka vaativat monimutkaisia työkaluja.
CNC-koneistussuunnittelujen tulisi minimoida syvät taskut, ohuet seinämät ja monimutkaiset 3D-pinnat, jotka vaativat laajoja työkaluratoja. Vakiotyökalujen yhteensopivuus vähentää asennuskustannuksia 150–450 euroa per osan suunnittelu, mikä parantaa pienivolyymistä taloutta.
Monitoimiset suunnittelukatselmukset, joihin osallistuu valmistusinsinöörejä konseptikehityksen aikana, voivat tunnistaa optimaaliset valmistusmenetelmät ennen yksityiskohtaista suunnitteluinvestointia. Tämä lähestymistapa estää kalliita uudelleensuunnittelutoimenpiteitä, kun tuotannon skaalaus tapahtuu.
Valmistajille, jotka vaativat sekä tarkkuuskoneistus- että valukapasiteettia, valmistuspalvelumme tarjoavat integroituja ratkaisuja, jotka kattavat useita tuotantomenetelmiä. Lisäksi levyjen valmistuspalvelumme tarjoavat vaihtoehtoisia lähestymistapoja kotelo- ja kannatinsovelluksiin, joissa valu tai koneistus ei tarjoa optimaalisia kustannus-suorituskykysuhteita.
Laatu- ja toimitusajanäkökohdat
Valmistusmenetelmän valintaan liittyy kompromisseja puhtaiden kustannusnäkökohtien lisäksi, mukaan lukien laadun johdonmukaisuus, toimitusajat ja toimitusketjun joustavuus.
Laadunvalvontaominaisuudet
Painevalun laatu riippuu suuresti prosessinohjauksesta ja työkalujen kunnossapidosta. Huokoisuus, kylmäsaumat ja mittavaihtelu voivat vaikuttaa 2–8 %:iin tuotannosta ilman asianmukaisia säätöjä. Tilastollisen prosessinohjauksen toteuttaminen lisää 0,25–0,80 euroa per osa, mutta vähentää hylkäysprosentit alle 1 %:iin.
CNC-koneistus tarjoaa erinomaisen mittatarkkuuden ja toistettavuuden, ja kykenevät prosessit saavuttavat Cpk-arvot 1,67 tai korkeammat kriittisille mitoille. Tämä luotettavuusetu voi oikeuttaa korkeammat osakohtaiset kustannukset sovelluksissa, joissa kenttäviat aiheuttavat merkittävää takuuvaikutusta.
Tarkastusvaatimukset vaihtelevat merkittävästi prosessien välillä. Painevalut vaativat tyypillisesti 100 %:n visuaalisen tarkastuksen ja säännöllisen mittatarkastuksen, kun taas CNC-osat saattavat tarvita vain tilastollisen otannan prosessin pätevöinnin jälkeen.
Toimitusajan analyysi
Painevalun toimitusajat sisältävät 6–16 viikkoa työkalujen valmistukseen, jota seuraa 2–4 viikkoa ensimmäisen kappaleen hyväksyntään ja prosessin optimointiin. Tuotannon toimitusajat vaihtelevat tyypillisesti 3–8 viikosta riippuen määrävaatimuksista ja monimutkaisuudesta.
CNC-koneistus tarjoaa lyhyemmät alkutoimitusajat 1–3 viikkoa ensimmäisille kappaleille, ja tuotannon skaalautuvuutta rajoittaa konekapasiteetti. Suurivolyyminen CNC-tuotanto voi vaatia 6–12 viikon toimitusajat kapasiteettirajoitusten vuoksi.
Toimitusketjun häiriöt vaikuttavat painevaluun ja CNC-koneistukseen eri tavoin. Painevalu riippuu erikoistuneista laitteista ja työkalutoimittajista, kun taas CNC-koneistus käyttää laajemmin saatavilla olevia työstökoneita ja vakiotyökaluja.
| Aikajana | Painevalu | CNC-koneistus | Strateginen vaikutus |
|---|---|---|---|
| Alkuasennus | 6-16 viikkoa | 1-3 viikkoa | Suosii CNC:tä kiireellisissä tapauksissa |
| Ensimmäinen kappale | 2-4 viikkoa | 3-7 päivää | CNC:n etu |
| Tuotannon skaalaus | 2-4 viikkoa | 4-8 viikkoa | Valu skaalautuu nopeammin |
| Suunnittelumuutokset | 4-12 viikkoa | 1-2 viikkoa | CNC:n joustavuusetu |
Usein kysytyt kysymykset
Mikä on tyypillinen kannattavuuspiste painevalun ja CNC-koneistuksen välillä alumiiniosille?
Kannattavuuspisteet vaihtelevat tyypillisesti 500–2 000 osasta alumiinikomponenteille riippuen osan monimutkaisuudesta ja koneistusvaatimuksista. Yksinkertaiset kannattimet voivat saavuttaa kannattavuuden 400–800 osassa, kun taas monimutkaiset kotelot, jotka vaativat useita toissijaisia toimenpiteitä, eivät välttämättä oikeuta painevalua ennen 2 500–4 000 osaa. Tarkka kannattavuuspiste riippuu työkalukustannuksista (15 000–80 000 euroa), materiaalin käyttöasteesta ja osakohtaisista käsittelykustannuksista.
Miten toleranssivaatimukset vaikuttavat painevalun ja CNC-koneistuksen väliseen valintaan?
Painevalu saavuttaa tyypillisesti ±0,1 mm ei-jakolinjan mitoissa ja ±0,2 mm jakolinjan ominaisuuksissa. CNC-koneistus voi pitää ±0,025 mm tai tiukemman kriittisissä mitoissa. Kun yli 30 % osan ominaisuuksista vaatii toleransseja, jotka ovat tiukemmat kuin ±0,1 mm, kannattavuuspisteet voivat siirtyä 1 200 osasta 2 800 osaan vaadittavien toissijaisten koneistustoimenpiteiden vuoksi, jotka maksavat 3,50–12,00 euroa per osa.
Mitä materiaaleja voidaan käyttää painevalussa verrattuna CNC-koneistukseen?
Painevalu on rajoitettu seoksiin, kuten A380, A383 ja A356 (AlSi9Cu3, AlSi10Mg, AlSi7Mg0.3), jotka maksavat 2,20–4,10 euroa kilolta. CNC-koneistus voi käyttää taottuja seoksia, mukaan lukien 6061-T6, 7075-T6 ja 2024-T4, vaikkakin korkeammilla materiaalikustannuksilla 4,20–18,00 euroa kilolta. Sovelluksissa, jotka vaativat lujia seoksia, kuten 7075-T6, on käytettävä CNC-koneistusta määrästä riippumatta.
Mitkä ovat tärkeimmät kustannustekijät painevalussa verrattuna CNC-koneistukseen?
Painevalukustannukset johtuvat alkutyökaluinvestoinnista (15 000–80 000 euroa) ja suhteellisen alhaisista osakohtaisista kustannuksista (4,50–8,50 euroa). CNC-koneistuksessa on alhaiset asennuskustannukset (200–1 500 euroa), mutta korkeat osakohtaiset kustannukset materiaalihukan (60–80 % hylkyprosentti) ja käsittelyaikamaksujen vuoksi 45–65 euroa tunnissa. Materiaalin käyttöaste suosii voimakkaasti painevalua 85–95 %:lla verrattuna CNC-koneistuksen 20–40 %:iin.
Miten osan monimutkaisuus vaikuttaa valmistusmenetelmän valintaan?
Yksinkertaiset osat, joissa on perusgeometria, suosivat painevalua yli 400–800 osan määrillä. Monimutkaiset osat, jotka vaativat liukuja, useita alileikkauksia tai monimutkaisia sisäisiä ominaisuuksia, lisäävät työkalukustannuksia 45 000–80 000 euroon ja enemmän, mikä nostaa kannattavuuspisteitä 1 500–4 000 osaan. CNC-koneistus käsittelee monimutkaisia geometrioita ilman työkalurangaistuksia, mutta kärsii lisääntyneistä sykliajoista ja materiaalihukasta monimutkaisissa osissa.
Mitä toissijaisia toimenpiteitä tyypillisesti vaaditaan kullekin prosessille?
Painevalu vaatii yleisesti purseiden poistoa, reikien poraamista, joita ei voida valaa luonnoskulmien vuoksi, ja kriittisten mittojen koneistusta, mikä lisää 1,50–8,00 euroa per osa. CNC-koneistus vaatii tyypillisesti minimaalisia toissijaisia toimenpiteitä (0,50–3,00 euroa per osa), kuten purseiden poistoa ja puhdistusta. Kosmeettiset sovellukset voivat kuitenkin vaatia lisäpintakäsittelyjä molemmille prosesseille, mikä maksaa 5,50–25,00 euroa per osa.
Miten toimitusajat vertautuvat painevalun ja CNC-koneistuksen välillä?
Painevalu vaatii 6–16 viikkoa työkalujen valmistukseen sekä 2–4 viikkoa prosessin optimointiin, mutta tarjoaa sitten nopean tuotannon skaalauksen. CNC-koneistus tarjoaa 1–3 viikon toimitusajat ensimmäisille kappaleille ja suuremman joustavuuden suunnittelumuutoksille (1–2 viikkoa verrattuna 4–12 viikkoon muottimuutoksille). Suurivolyyminen CNC-tuotanto voi kohdata kapasiteettirajoituksia, jotka vaativat 6–12 viikon toimitusajat, kun taas painevalu skaalautuu tehokkaammin, kun työkalut on valmis.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece