Ulostustappien jäljet: "Turva-alueiden" suunnittelu kosmeettisille valupinnoille
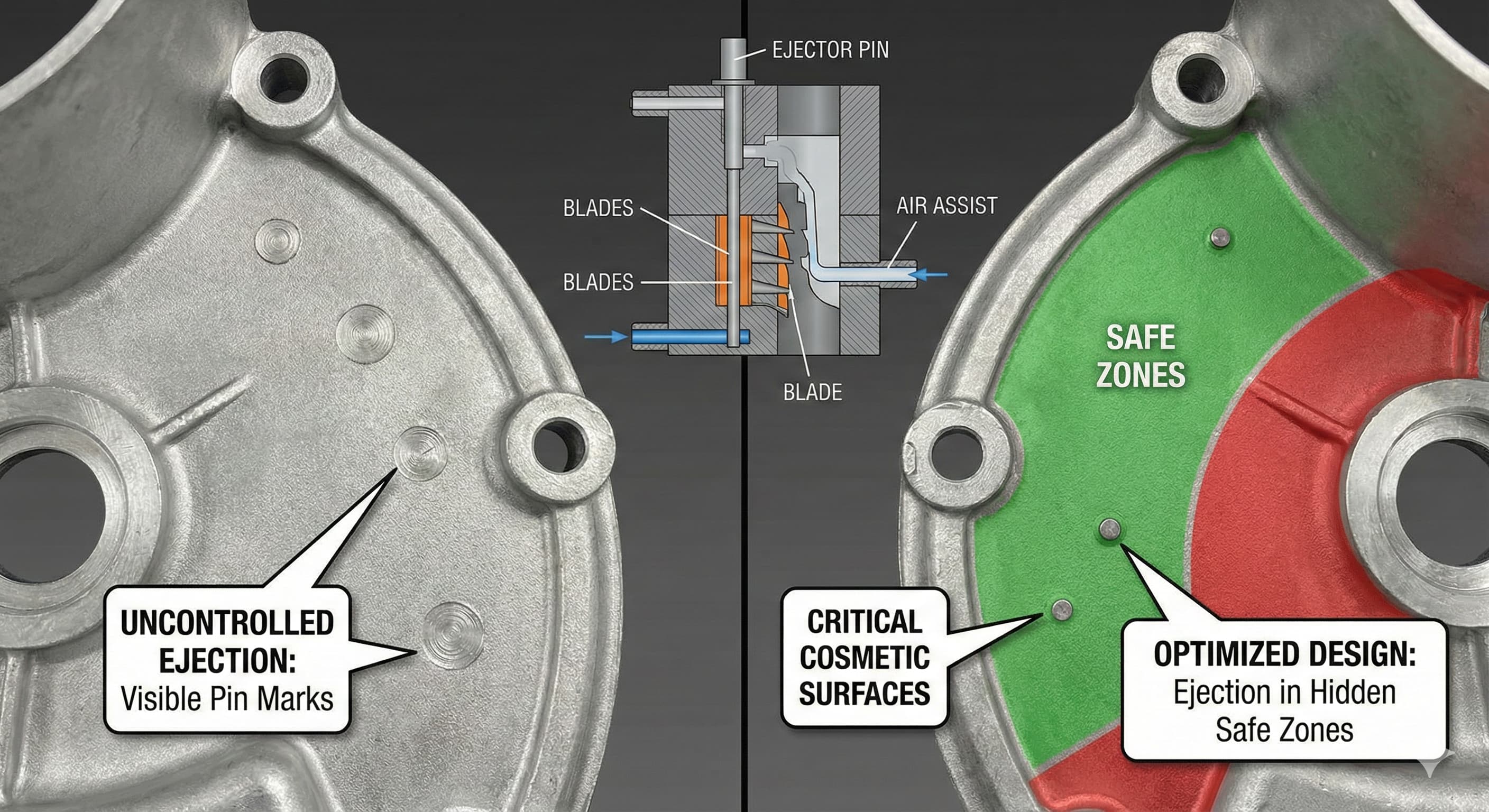
Ulostustappien jäljet ovat yksi sitkeimmistä laatuhaasteista valettujen osien valmistuksessa, erityisesti kun komponenteissa on näkyviä kosmeettisia pintoja. Nämä näennäisesti pienet pintavirheet voivat muuttaa muuten täydellisen valun hylkyyn, mikä nostaa kustannuksia ja pidentää toimitusaikoja. Ulostustappien strateginen sijoittaminen edellyttää järjestelmällistä lähestymistapaa, jossa tasapainotetaan valmistuksen tehokkuus ja esteettiset vaatimukset.
Ulostustappien jälkien muodostumisen ymmärtäminen alkaa mukana olevan fysiikan tunnistamisesta. Ulostyönnön aikana paikalliset jännityskeskittymät luovat pysyviä muodonmuutosvyöhykkeitä, joiden halkaisija on 0,2 mm - 2,0 mm riippuen tapin geometriasta ja materiaaliominaisuuksista. Nämä jäljet näkyvät pyöreinä painaumina, kohonneina alueina tai tekstuurin vaihteluina, jotka korostuvat erityisesti kiillotetuilla tai anodisoiduilla pinnoilla.
Tärkeimmät huomiot
- Ulostustappien jäljet muodostavat pysyviä pintavirheitä, joiden halkaisija on 0,2–2,0 mm paikallisen jännityskeskittymän kautta osan ulostyönnön aikana
- Strateginen "turva-alueiden" sijoittaminen edellyttää osan geometrian, irrotuskulmien ja kosmeettisten pintavaatimusten analysointia varhaisessa suunnitteluvaiheessa
- Tapin halkaisija, ulostyöntövoima ja materiaalin kovuus vaikuttavat suoraan jäljen vakavuuteen ja näkyvyyteen valmiilla pinnoilla
- Kehittyneet tekniikat, kuten teräulostyöntö, riisuntalevyt ja ilma-avusteiset järjestelmät, voivat minimoida tai poistaa näkyvät jäljet
Ulostustappien jälkien muodostumisen ymmärtäminen
Ulostustappien jälkien muodostuminen tapahtuu mekaanisten voimien, materiaaliominaisuuksien ja lämpöolosuhteiden monimutkaisen vuorovaikutuksen kautta. Kun ulostustapit koskettavat valettua osaa, ne luovat paikallisia jännityskenttiä, jotka ylittävät materiaalin elastisen rajan, mikä johtaa pysyvään plastiseen muodonmuutokseen.
Materiaalin kovuudella on kriittinen rooli jäljen vakavuudessa. Alumiiniseokset, kuten A380 (tyypillinen kovuus 80–100 HB), osoittavat erilaisia jälkiominaisuuksia verrattuna A356-T6:een (kovuus 70–95 HB). Pehmeämmät materiaalit osoittavat yleensä voimakkaampaa jälkeä, kun taas kovemmat seokset voivat osoittaa vähemmän näkyvää muodonmuutosta, mutta niissä voi esiintyä pintahalkeamia liiallisilla ulostyöntövoimilla.
Lämpötilavaikutukset pahentavat jälkien ongelmaa. Osat, jotka työnnetään ulos yli 200 °C:n lämpötiloissa, osoittavat lisääntynyttä jälkiherkkyyttä alentuneen myötölujuuden vuoksi. Sitä vastoin osat, joiden annetaan jäähtyä alle 150 °C ennen ulostyöntöä, osoittavat huomattavasti pienentynyttä jäljen syvyyttä, vaikka tämä jäähdytysjakso vaikuttaa sykliaikaan ja tuottavuuteen.
| Materiaalin laatu | Kovuus (HB) | Tyypillinen jäljen syvyys (mm) | Suositeltu tapin halkaisija (mm) |
|---|---|---|---|
| A380 (valettu) | 80-100 | 0.15-0.30 | 6-10 |
| A356-T6 | 70-95 | 0.10-0.25 | 8-12 |
| A413 | 85-105 | 0.12-0.28 | 6-10 |
| Sinkkiseos #3 | 95-115 | 0.08-0.20 | 5-8 |
Tapin geometria vaikuttaa merkittävästi jälkien muodostumismalleihin. Tavalliset sylinterimäiset tapit, joiden säde on 0,5–1,0 mm, luovat pyöreitä painaumia, kun taas tapit, joiden säde on suurempi (2–3 mm), jakavat voimat suuremmille pinta-aloille, mikä vähentää jäljen vakavuutta. Suuremman säteen tapit vaativat kuitenkin suurempia ulostyöntövoimia ja voivat aiheuttaa osan vääristymistä ohutseinäisissä osissa.
Turva-alueiden suunnittelun periaatteet
Tehokas turva-alueiden suunnittelu alkaa kattavasta pinta-analyysistä alkuvaiheen suunnitteluvaiheessa. Kosmeettiset pinnat on luokiteltava kolmeen luokkaan: luokka A (näkyvä ja kriittinen), luokka B (näkyvä, mutta ei-kriittinen) ja luokka C (piilotettu tai ei-näkyvä). Tämä luokitusjärjestelmä ohjaa ulostustappien sijoittelustrategiaa ja hyväksyttäviä jälkitoleransseja.
Irrotuskulman optimointi vaikuttaa suoraan turva-alueiden saatavuuteen. Pinnat, joissa on riittävät irrotuskulmat (tyypillisesti 1–3 astetta alumiinivalulle), tarjoavat luonnollisen ulostyöntöavun, mikä vähentää tarvittavia tapin voimia ja laajentaa mahdollisia turva-alueiden sijainteja. Riittämättömät irrotuskulmat pakottavat suunnittelijat sijoittamaan tapit kosmeettisille pinnoille tai vaarantamaan osan vaurioitumisen ulostyönnön aikana.
Geometrinen analyysi paljastaa optimaaliset turva-alueiden ominaisuudet. Tasaiset pinnat, jotka ovat kohtisuorassa ulostyöntösuuntaan nähden, tarjoavat ihanteelliset tapin sijoittelumahdollisuudet, koska voimat jakautuvat tasaisesti luomatta jännityskeskittymiä. Kaarevat pinnat vaativat huolellista paikallisen geometrian analysointia, ja koveria alueita suositaan yleensä kuperien pintojen sijaan tapin sijoittelussa.
Kun työskennellään hiekkavalusovellusten kanssa suurille komponenteille, turva-alueiden suunnittelusta tulee entistä kriittisempää suurempien pinta-alojen ja vikojen lisääntyneen näkyvyyden vuoksi.
Ulostustappien mitoitus ja voimalaskelmat
Oikea ulostustappien mitoitus edellyttää pienimmän tapin halkaisijan laskemista, joka tarvitaan estämään nurjahdus samalla kun minimoidaan kosketuspaine osan pinnoilla. Ulostustappien kriittinen nurjahduskuorma noudattaa Eulerin kaavaa, joka on muokattu valmistusolosuhteisiin:
P_kriittinen = (π² × E × I) / (K × L²)
Missä E edustaa tapin materiaalin kimmomodulia (tyypillisesti 200 GPa työkaluteräkselle), I on pinta-alan hitausmomentti, K on tehollinen pituustekijä (2,0 nivelletyille-vapaille olosuhteille) ja L edustaa tuettua tapin pituutta.
Kosketuspaineen laskelmat määrittävät jälkien mahdollisuuden. Paine P = F/A, missä F edustaa ulostyöntövoimaa ja A on tapin kosketuspinta-ala. Kosketuspaineiden pitäminen alle 50 MPa alumiiniseoksille yleensä estää näkyvän jäljen kosmeettisilla pinnoilla.
| Tapin halkaisija (mm) | Suurin tuettu pituus (mm) | Kosketuspaine 500N:llä (MPa) | Suositeltu sovellus |
|---|---|---|---|
| 4 | 80 | 39.8 | Kevyt, kosmeettiset pinnat |
| 6 | 120 | 17.7 | Vakiosovellukset |
| 8 | 160 | 9.9 | Raskas, minimaalinen merkintä |
| 10 | 200 | 6.4 | Suuret osat, jaetut kuormat |
Voiman jakostrategioihin sisältyy useiden pienempien tappien käyttö harvempien suurten tappien sijaan. Tämä lähestymistapa levittää ulostyöntökuormat laajemmille alueille säilyttäen samalla yksittäisten tappien voimat hyväksyttävissä rajoissa. Esimerkiksi neljä 6 mm:n tappia tarjoaa saman kosketuspinta-alan kuin yksi 12 mm:n tappi, mutta tarjoaa enemmän sijoittelujoustavuutta.
Kehittyneet ulostyöntötekniikat
Teräulostyöntöjärjestelmät tarjoavat erinomaisia ratkaisuja osille, joissa on laajat kosmeettiset pinnat. Nämä järjestelmät käyttävät ohuita, litteitä ulostyöntöelementtejä (tyypillisesti 1–2 mm paksuja), jotka koskettavat osia lineaarisia reunoja pitkin pyöreiden pisteiden sijaan. Teräulostyöntimet jakavat voimat suuremmille alueille, mikä vähentää kosketuspaineita 60–80 % verrattuna perinteisiin tappeihin.
Riisuntalevyulostyöntö tarjoaa lopullisen ratkaisun ulostustappien jälkien poistamiseen kosmeettisilta pinnoilta. Riisuntalevy koskettaa koko osan kehää samanaikaisesti, mikä luo tasaisen ulostyöntövoiman ilman paikallisia jännityskeskittymiä. Tämä järjestelmä vaatii kuitenkin tarkkaa koneistusta ja lisää monimutkaisuutta muotin suunnitteluun.
Ilma-avusteinen ulostyöntö yhdistää mekaaniset tapit paineistetun ilman ruiskutukseen. Ilmanpaine (tyypillisesti 0,3–0,8 MPa) täydentää mekaanisia ulostyöntövoimia, mikä mahdollistaa pienemmät tapit tai pienemmät tapin voimat. Tämä tekniikka on erityisen tehokas ohutseinäisille valuille, joissa perinteinen ulostyöntö voi aiheuttaa vääristymiä.
Saat tarkkoja tuloksia, lähetä projektisi 24 tunnin tarjousta varten Microns Hubilta.
Peräkkäinen ulostyöntöajoitus optimoi voiman kohdistamisen koko ulostyöntösyklin ajan. Alkuperäinen pienivoimainen kosketus luo osan vakauden, jota seuraa asteittainen voiman lisäys, kun osa irtoaa muotin pinnoista. Tämä lähestymistapa vähentää kosketuspaineiden huippuja säilyttäen samalla luotettavan ulostyöntösuorituskyvyn.
Pintakäsittelyn huomioon ottaminen
Valun jälkeiset pintakäsittelyt vaikuttavat merkittävästi ulostustappien jälkien näkyvyyteen ja hyväksyttävyyteen. Anodisointiprosessit, erityisesti tyypin II rikkihappoanodisointi, korostavat yleensä pintavirheitä, mukaan lukien ulostustappien jäljet. Anodinen oksidikerros muodostuu eri tavalla muodonmuutoksissa, mikä luo näkyviä värivaihteluita, vaikka mittaerot pysyvät minimaalisina.
Pulverimaalaussovellukset tarjoavat erinomaisen ulostustappien jälkien peiton, koska pinnoite pystyy täyttämään pieniä pintapainaumia. 60–120 mikrometrin kalvonpaksuudet peittävät tehokkaasti tapin jäljet jopa 0,2 mm:n syvyyteen samalla kun ne tarjoavat kestävän pintasuojan.
Mekaaniset pintakäsittelyt, kuten kuularuiskutus tai rumpuhiominen, voivat vähentää ulostustappien jälkien näkyvyyttä hallitun pintatekstuurin avulla. Nämä prosessit luovat tasaisen pinnan karheuden, joka naamioi paikallisia muodonmuutosmalleja. Materiaalin poistosta aiheutuvat mittamuutokset on kuitenkin otettava huomioon osan suunnittelussa.
| Pintakäsittely | Merkinnän näkyvyyden vähennys (%) | Tyypilliset kustannusvaikutukset (€/osa) | Käsittelyaika (tuntia) |
|---|---|---|---|
| Valettu | 0 | 0 | 0 |
| Haulipuhallus | 70-85 | 2-5 | 0.5-1.0 |
| Pulverimaalaus | 85-95 | 5-12 | 2-4 |
| Anodisointi tyyppi II | -20 - +10 | 8-15 | 3-6 |
| Kemiallinen etsaus | 60-80 | 3-8 | 1-2 |
Kemiallinen etsaus tarjoaa toisen lähestymistavan jälkien minimointiin. Hallittu happoetsaus poistaa 0,05–0,15 mm pintamateriaalia, mikä poistaa tehokkaasti matalat tapin jäljet samalla kun luodaan tasainen pintatekstuuri. Tämä prosessi vaatii tarkkaa maskausta kriittisten mittojen ja kierteitettyjen ominaisuuksien suojaamiseksi.
Muotin suunnittelun optimointi
Muotin suunnittelun optimointi alkaa kattavasta ulostyöntöanalyysistä alkuvaiheen suunnitteluvaiheessa. Nykyaikaiset CAD-järjestelmät mahdollistavat ulostyöntöjännitysten elementtianalyysin, jonka avulla suunnittelijat voivat ennustaa tapin jälkien sijainnit ja vakavuuden ennen muotin rakentamisen aloittamista.
Ulostustappien sijoittelualgoritmit ottavat huomioon useita tekijöitä samanaikaisesti: osan geometrian, irrotuskulmat, pintaluokituksen, rakenteellisen eheyden ja valmistusrajoitukset. Optimointiohjelmisto luokittelee mahdolliset tapin sijainnit painotettujen kriteerien perusteella varmistaen, että kosmeettiset pinnat saavat asianmukaisen suojan.
Kun integroidaan tarkkojen CNC-koneistuspalveluiden kanssa toissijaisia toimintoja varten, ulostustappien sijaintien on otettava huomioon myöhemmät koneistusvaatimukset ja kiinnitystarpeet.
Progressiiviset ulostyöntöjärjestelmät jaksottavat tapin aktivoinnin huippuvoimien minimoimiseksi. Alkuperäiset tapit tarttuvat ei-kosmeettisiin pintoihin, mikä tarjoaa osan vakauden ennen kosmeettisten pintatappien aktivoitumista. Tämä lähestymistapa vähentää jälkivoimia säilyttäen samalla ulostyönnön luotettavuuden.
Lämpötilan hallinta muottijärjestelmissä vaikuttaa ulostyöntövaatimuksiin. Optimoidut jäähdytyskanavat ylläpitävät tasaisia muotin lämpötiloja, mikä vähentää osan tarttumista ja ulostyöntövoimia. Yli 30 °C:n lämpötilaerot muotin osien välillä voivat kaksinkertaistaa tarvittavat ulostyöntövoimat.
Laadunvalvonta ja tarkastus
Ulostustappien jälkien laadunvalvontaprotokollat edellyttävät standardoituja tarkastusmenettelyjä ja hyväksymiskriteereitä. Visuaaliset tarkastusstandardit luokittelevat yleensä jäljet halkaisijan, syvyyden ja sijainnin mukaan suhteessa kosmeettisiin pintoihin.
Tapin jälkien mittamittaus käyttää kosketus- ja kosketuksettomia menetelmiä. Stylus-profilometria tarjoaa tarkat syvyysmittaukset 0,01 mm:n resoluutiolla, kun taas optiset skannausjärjestelmät tallentavat täydellisen jäljen geometrian, mukaan lukien halkaisijan ja reunaominaisuudet.
Tilastollinen prosessinohjaus seuraa ulostustappien jälkien suuntauksia tuotantoajoissa. Ohjauskartat seuraavat jäljen syvyyttä, tiheyttä ja sijaintimalleja, mikä mahdollistaa muotin kulumisen tai prosessiparametrien poikkeaman varhaisen havaitsemisen.
| Tarkastusmenetelmä | Resoluutio (mm) | Tarkastusaika (sekuntia) | Laitteiston hinta (€) |
|---|---|---|---|
| Silmämääräinen tarkastus | 0.1 | 30-60 | 100-500 |
| Stylus-profilometria | 0.001 | 120-300 | 15,000-50,000 |
| Optinen skannaus | 0.005 | 60-180 | 25,000-100,000 |
| Koordinaattimittauskone | 0.001 | 180-600 | 80,000-300,000 |
Hyväksymiskriteerien kehittäminen edellyttää suunnittelu-, valmistus- ja laatutiimien välistä yhteistyötä. Kriteerien on tasapainotettava kosmeettiset vaatimukset valmistettavuuden kanssa ottaen huomioon tekijät, kuten osan kustannukset, tuotantomäärä ja loppukäyttösovellus.
Kustannusvaikutusten analyysi
Ulostustappien jälkien lieventäminen aiheuttaa merkittäviä kustannusvaikutuksia useissa valmistusvaiheissa. Suunnittelumuutokset kosmeettisten pintojen ulostyönnön poistamiseksi voivat lisätä muotin monimutkaisuutta 15–30 %, mikä vaikuttaa suoraan työkalukustannuksiin.
Vaihtoehtoiset ulostyöntöjärjestelmät, kuten riisuntalevyt tai teräulostyöntimet, lisäävät tyypillisesti 5 000–25 000 euroa muotin kustannuksiin riippuen osan monimutkaisuudesta ja muotin koosta. Nämä investoinnit osoittautuvat kuitenkin usein taloudellisiksi suurivolyymisessa tuotannossa, jossa osien hylkäyskustannukset ylittävät työkalujen lisämaksut.
Toissijaiset toimenpiteet ulostustappien jälkien poistamiseksi tai peittämiseksi vaihtelevat 1–15 euroon per osa riippuen käsittelytyypistä ja osan koosta. Manuaaliset kiillotustoimenpiteet jälkien poistamiseksi voivat maksaa 8–20 euroa per osa ja lisätä 30–90 minuuttia käsittelyaikaan.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ulostustappien sijoittelussa ja muotin suunnittelun optimoinnissa tarkoittaa, että jokainen valuprojekti saa kosmeettisten pintavaatimusten edellyttämän huomion.
Ulostustappien jälkien vuoksi hylättyjen osien romu- ja korjauskustannukset vaihtelevat tyypillisesti 50–500 euroon per osa riippuen materiaalikustannuksista, koneistuksen monimutkaisuudesta ja toimituksen kiireellisyydestä. Nämä kustannukset ylittävät usein ulostyöntöjärjestelmän optimointi-investoinnit muutaman ensimmäisen tuhannen tuotetun osan aikana.
Integrointi valmistuspalveluihin
Onnistunut ulostustappien jälkien hallinta edellyttää integrointia useisiin valmistusprosesseihin. Kun komponentit vaativat valun jälkeisiä toimintoja valmistuspalveluidemme kautta, ulostustappien sijaintien on oltava koordinoituja kiinnitys- ja koneistusvaatimusten kanssa.
Toissijaiset koneistustoimenpiteet voivat poistaa ulostustappien jäljet strategisen materiaalin poiston avulla. Tämä lähestymistapa edellyttää kuitenkin huolellista koordinointia valu- ja koneistustiimien välillä riittävien varastovarausten ja mittavalvonnan varmistamiseksi.
Kokoonpanonäkökohdat vaikuttavat ulostustappien sijoitteluun, kun jälkiä esiintyy pinnoilla, jotka ovat kosketuksissa muiden komponenttien kanssa. Tiivisteiden tiivistepinnat, laakereiden asennusalueet ja kierteitetyt ominaisuudet vaativat erityistä huomiota, jotta ulostustappien jäljet eivät aiheuta toiminnallisia ongelmia.
Lämpökäsittelyprosessit, erityisesti T6-karkaisu rakenteellisille alumiiniosille, voivat vaikuttaa ulostustappien jälkien näkyvyyteen mikrorakenteellisten muutosten ja jännityksenpoistokuvioiden kautta.
Usein kysytyt kysymykset
Miksi ulostustappien jäljet näyttävät tummemmilta anodisoinnin jälkeen?
Ulostustappien jäljet näyttävät tummemmilta anodisoinnin jälkeen, koska paikallinen plastinen muodonmuutos luo erilaisia kiderakenteita alumiiniin. Näillä muodonmuutoksilla on muuttunut pintaenergia ja huokoisuus, mikä saa anodisen oksidikerroksen muodostumaan eri paksuudella ja tiheydellä. Tuloksena on näkyvä värivaihtelu, vaikka mittaerot ovat minimaaliset.
Miten lasken pienimmän ulostustappien halkaisijan nurjahduksen estämiseksi?
Käytä Eulerin nurjahduskaavaa: P_kriittinen = (π² × E × I) / (K × L²). Työkaluterästapeille (E = 200 GPa) laske pinta-alan hitausmomentti I = πd⁴/64, käytä K = 2,0 nivelletyille-vapaille olosuhteille ja L tuettuna pituutena. Varmista, että tarvittava ulostyöntövoima pysyy alle 70 % lasketusta kriittisestä kuormasta turvamarginaalin vuoksi.
Voidaanko ulostustappien jäljet poistaa kokonaan näkyviltä pinnoilta?
Kyllä, oikeilla suunnittelutekniikoilla, mukaan lukien riisuntalevyulostyöntö, teräulostyöntimet tai strateginen tapin sijoittelu ei-näkyville alueille. Riisuntalevyt poistavat pistekosketuksen kokonaan, kun taas teräulostyöntimet jakavat voimat lineaarisesti. Vaihtoehtoisia lähestymistapoja ovat ilma-avusteinen ulostyöntö tai jakolinjojen suunnittelu kaikkien tappien sijoittamiseksi piilotetuille pinnoille.
Mikä on suurin hyväksyttävä ulostustappien jäljen syvyys kosmeettisille pinnoille?
Luokan A kosmeettisille pinnoille jäljet eivät saa ylittää 0,05 mm:n syvyyttä, kun halkaisija on alle 2,0 mm. Luokan B pinnat voivat hyväksyä jopa 0,15 mm:n syvyisiä jälkiä. Nämä rajat koskevat osia, joissa on luonnollinen alumiinipinta; pulverimaalatut osat voivat hyväksyä syvempiä jälkiä (jopa 0,20 mm) pinnoitteen täyttövaikutusten vuoksi.
Miten osan lämpötila ulostyönnön aikana vaikuttaa tapin jäljen vakavuuteen?
Korkeammat ulostyöntölämpötilat lisäävät jäljen vakavuutta materiaalin alentuneen myötölujuuden vuoksi. Yli 200 °C:ssa ulos työnnetyt osat osoittavat 40–60 % syvempiä jälkiä kuin 150 °C:seen jäähdytetyt. Jäähdytysaika vaikuttaa kuitenkin syklin tehokkuuteen. Optimaalinen ulostyöntölämpötila tasapainottaa jäljen vakavuuden tuottavuusvaatimusten kanssa, tyypillisesti 160–180 °C alumiinivalulle.
Mikä ulostustappimateriaali tarjoaa parhaan pintakäsittelyn alumiinivaluille?
Karkaistut työkaluterästapit (58–62 HRC) kiillotetuilla pinnoilla tarjoavat optimaaliset tulokset. H13-työkaluteräs tarjoaa erinomaisen kulutuskestävyyden ja lämpöstabiilisuuden. Tapin pinnat tulee kiillottaa Ra 0,2 μm tai paremmaksi ja käsitellä TiN-pinnoitteella käyttöiän pidentämiseksi. Vältä pehmeämpiä tapin materiaaleja, jotka voivat tarttua tai muodonmuuttua käytön aikana.
Miten jälkiasennan olemassa olevat muotit ulostustappien jälkien vähentämiseksi?
Jälkiasennusvaihtoehtoihin sisältyy tapin halkaisijan suurentaminen (jos tilaa on), useampien tappien lisääminen kuormien jakamiseksi, muuntaminen teräulostyöntimiksi kriittisillä alueilla tai ilma-avusteisten järjestelmien käyttöönotto. Jokainen lähestymistapa edellyttää olemassa olevan muotin geometrian ja rakenteellisten rajoitusten huolellista analysointia. Täydellinen riisuntalevyn muuntaminen vaatii tyypillisesti laajoja muotin muutoksia, eikä se välttämättä ole kustannustehokasta olemassa oleville työkaluille.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece