Alumiini A380 vs. A356: Oikean seoksen valinta lujuuden ja virtausominaisuuksien perusteella
Alumiini A380 ja A356 ovat kaksi yleisimmin käytettyä painevaluseosta eurooppalaisessa valmistuksessa, mutta niiden välillä valitseminen edellyttää lujuusominaisuuksien ja virtausominaisuuksien välisten kriittisten kompromissien ymmärtämistä. Tämä päätös vaikuttaa kaikkeen osan suorituskyvystä tuotantokustannuksiin, joten insinöörien on olennaista ymmärtää näiden seosten väliset hienovaraiset erot.
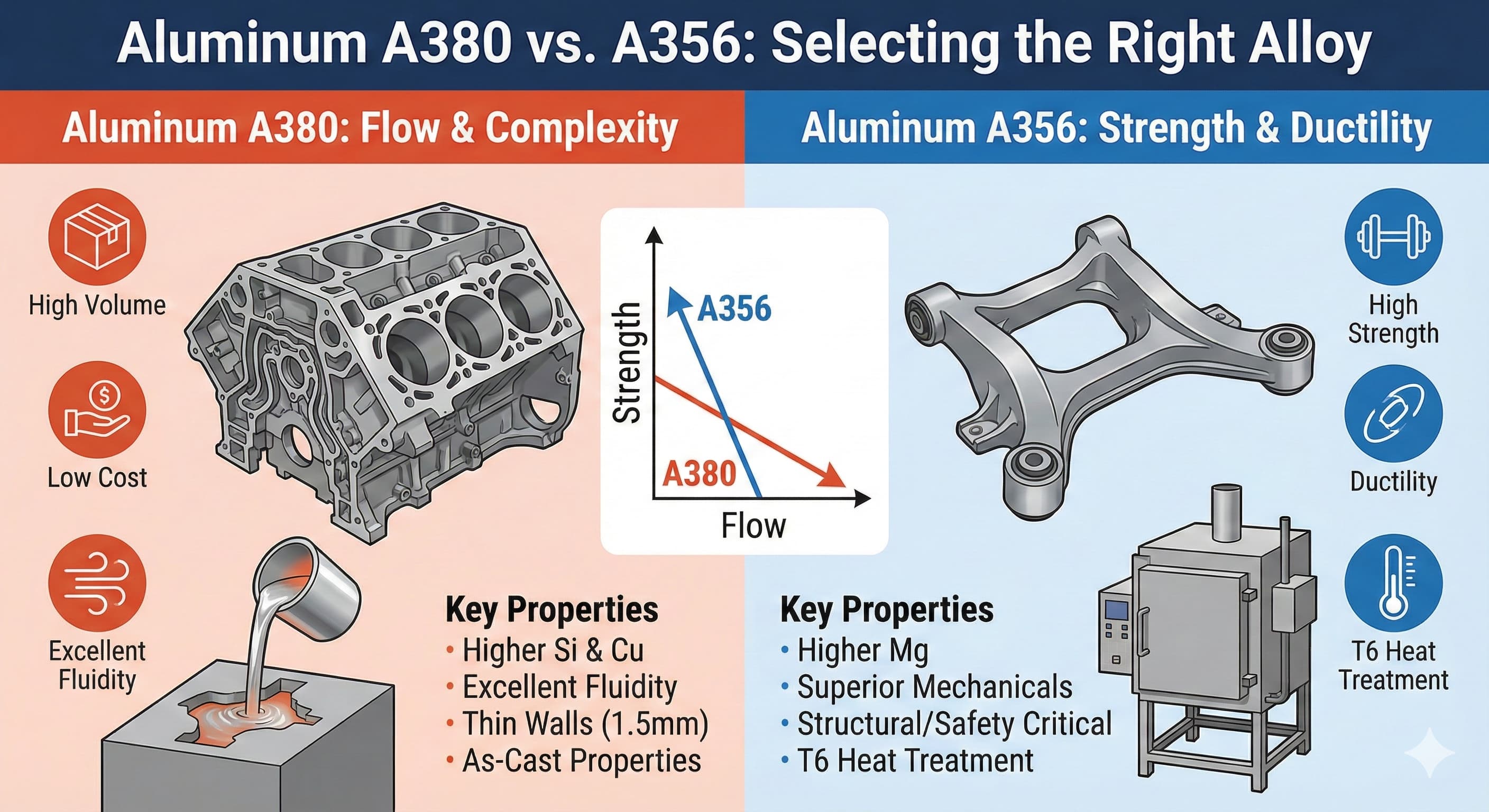
Molemmat seokset palvelevat eri rooleja alumiinivaluekosysteemissä, jossa A380 hallitsee suuria volyymisovelluksia, jotka vaativat erinomaista juoksevuutta, kun taas A356 on erinomainen silloin, kun ylivoimaiset mekaaniset ominaisuudet oikeuttavat sen korkeammat materiaali- ja käsittelykustannukset.
Tärkeimmät huomiot
- A380 tarjoaa erinomaiset virtausominaisuudet ja alhaisemmat kustannukset, mikä tekee siitä ihanteellisen ohutseinäisille, monimutkaisille geometrioille
- A356 tarjoaa huomattavasti suuremman lujuuden ja sitkeyden, sopii rakenteellisiin ja turvallisuuskriittisiin sovelluksiin
- Valuprosessin valinta (painevalu vs. hiekkavalu) vaikuttaa voimakkaasti seoksen suorituskykyyn ja kustannuksiin
- Valun jälkeiset lämpökäsittelyvaihtoehdot vaihtelevat dramaattisesti seosten välillä, mikä vaikuttaa lopullisiin mekaanisiin ominaisuuksiin
Kemiallinen koostumus ja perusominaisuudet
A380:n ja A356:n kemiallisen koostumuksen erot vaikuttavat niiden erilaisiin suorituskykyominaisuuksiin. A380 sisältää enemmän piitä (7,5–9,5 %) verrattuna A356:een (6,5–7,5 %) sekä huomattavasti enemmän kuparia (3,0–4,0 % vs. enintään 0,25 %). Tämä koostumus antaa A380:lle erinomaisen juoksevuuden valun aikana, mutta rajoittaa sen mekaanisia ominaisuuksia.
A356 puolestaan sisältää magnesiumia (0,25–0,45 %) ensisijaisena vahvistavana elementtinään ja pitää kuparipitoisuuden alhaisempana. Tämä koostumus mahdollistaa lämpökäsittelyvasteet, joita A380 ei voi saavuttaa, mikä johtaa parempaan vetolujuuteen ja myötölujuuteen.
| Elementti | A380 (paino-%) | A356 (paino-%) | Vaikutus ominaisuuksiin |
|---|---|---|---|
| Pii (Si) | 7.5-9.5 | 6.5-7.5 | Korkeampi Si parantaa juoksevuutta, vähentää kutistumista |
| Kupari (Cu) | 3.0-4.0 | 0.25 max | Cu lisää lujuutta, mutta vähentää sitkeyttä |
| Magnesium (Mg) | 0.10 max | 0.25-0.45 | Mg mahdollistaa saostuskarkaisun |
| Rauta (Fe) | 1.3 max | 0.20 max | Korkeampi Fe-pitoisuus vähentää sitkeyttä |
| Sinkki (Zn) | 3.0 max | 0.10 max | Zn vaikuttaa korroosionkestävyyteen |
Piipitoisuus vaikuttaa suoraan valuominaisuuksiin, ja A380:n suurempi pii tarjoaa poikkeukselliset virtausominaisuudet ja vähentää kutistumista jähmettymisen aikana. Sama koostumus luo kuitenkin hauraita intermetallisia faaseja, jotka rajoittavat sitkeyttä ja iskunkestävyyttä.
Mekaanisten ominaisuuksien vertailu
Näiden seosten mekaanisten ominaisuuksien erot ovat huomattavia ja vaikuttavat sovellusten valintaan. A380 saavuttaa valukunnossa tyypillisesti 320–330 MPa:n vetolujuuden ja noin 160 MPa:n myötölujuuden. A356, erityisesti T6-lämpökäsitellyssä kunnossa, voi saavuttaa yli 280 MPa:n vetolujuuden ja 205 MPa:n myötölujuuden, samalla kun se tarjoaa huomattavasti korkeammat venymäarvot.
| Ominaisuus | A380 (valettu) | A356 (T6) | A356 (valettu) |
|---|---|---|---|
| Vetolujuus (MPa) | 320-330 | 280-310 | 220-260 |
| Myötölujuus (MPa) | 160 | 205-240 | 140-180 |
| Venymä (%) | 2.5-3.5 | 8-12 | 3-5 |
| Kovuus (HB) | 80-85 | 70-90 | 60-70 |
| Väsymislujuus (MPa) | 110-130 | 140-160 | 100-120 |
Venymäero on erityisen merkittävä sovelluksissa, joissa esiintyy dynaamista kuormitusta tai iskuolosuhteita. A356:n 8–12 %:n venymä T6-tilassa verrattuna A380:n 2,5–3,5 %:iin edustaa eroa sitkeän murtumismuodon ja hauraan murtumaominaisuuden välillä.
Väsymiskestävyys osoittaa samanlaisia suuntauksia, ja A356-T6 tarjoaa paremman väsymislujuuden hienojakoisen mikrorakenteensa ja kuparipitoisten intermetallien puuttumisen vuoksi, jotka toimivat särön alkamiskohtina.
Virtausominaisuudet ja valuteho
Virtausominaisuudet ovat yksi A380:n tärkeimmistä eduista A356:een verrattuna. Suurempi piipitoisuus ja kuparin lisäys luovat pidemmän jähmettymisalueen, mikä tarjoaa erinomaiset muotin täyttöominaisuudet monimutkaisissa geometrioissa. Tämä tarkoittaa onnistunutta valua ohuille seinämille (jopa 1,5 mm optimaalisissa olosuhteissa) ja monimutkaisille ominaisuuksille, jotka olisivat haastavia A356:lla.
A380:n parempi juoksevuus mahdollistaa oikean poistokulman toteuttamisen monimutkaisissa muoteissa säilyttäen samalla mittatarkkuuden. Seoksen valuominaisuudet tukevat nopeita tuotantosyklejä, jotka ovat tyypillisiä auto- ja kulutuselektroniikkasovelluksissa.
A356, vaikka se tarjoaa riittävät virtausominaisuudet, vaatii enemmän huomiota portitusrakenteeseen, kanavien mitoitukseen ja lämpötilan säätöön. Seoksen taipumus kuumahalkeiluun ohuissa osissa edellyttää konservatiivista seinämän paksuuden suunnittelua (tyypillisesti vähintään 2,5 mm luotettavan tuotannon varmistamiseksi).
| Valuparametri | A380 | A356 | Tekniset vaikutukset |
|---|---|---|---|
| Minimiseinämäpaksuus | 1.5 mm | 2.5 mm | A380 mahdollistaa kevyemmät ja monimutkaisemmat rakenteet |
| Jähmettymisväli | 90-120°C | 60-90°C | Laajempi väli parantaa muotin täyttymistä |
| Kuumahalkeilutaipumus | Matala | Kohtalainen | A380 on anteeksiantavampi suunnittelussa |
| Muotin täyttökyky | Erinomainen | Hyvä | Monimutkaiset geometriat suosivat A380:tä |
| Huokoisuusherkkyys | Matala | Kohtalainen | A380 sietää paremmin prosessin vaihtelua |
Virtauspituudet eroavat merkittävästi, ja A380 saavuttaa virtauspituuksia yli 200 kertaa seinämän paksuuden optimoiduissa olosuhteissa, kun taas A356 saavuttaa tyypillisesti 150–180 kertaa seinämän paksuuden. Tämä ero on kriittinen suurissa, monimutkaisissa valuissa, joissa metallin on kuljettava merkittäviä etäisyyksiä ohuiden osien läpi.
Lämpökäsittelyvaste ja mikrorakenteelliset näkökohdat
Lämpökäsittelyvaste on olennainen erottava tekijä näiden seosten välillä. A380 tarjoaa rajoitetut lämpökäsittelyvaihtoehdot, ja se on tyypillisesti valukunnossa tai saa jännityksenpoistokäsittelyjä. Suuri kuparipitoisuus estää tehokkaan liuoshehkutuksen kuparipitoisten faasien alkavan sulamisen vuoksi.
A356 reagoi erinomaisesti T6-lämpökäsittelyyn (liuoshehkutus 540 °C:ssa, karkaisu ja vanhennus 150–160 °C:ssa 2–8 tunnin ajan). Tämä prosessi liuottaa magnesiumia ja piitä kiinteään liuokseen ja saostaa sitten vahvistavia faaseja vanhenemisen aikana, mikä parantaa dramaattisesti mekaanisia ominaisuuksia.
Jos haluat erittäin tarkkoja tuloksia, pyydä ilmainen tarjous ja hanki hinnoittelu 24 tunnissa Microns Hubilta.
Mikrorakenteelliset erot ulottuvat lämpökäsittelyvastetta pidemmälle. A380:n valurakenne sisältää karkeita piipartikkeleita ja kupari-alumiini-intermetalleja, jotka tarjoavat lujuutta, mutta rajoittavat sitkeyttä. A356:n mikrorakenne, erityisesti T6-käsittelyn jälkeen, sisältää hienoja, tasaisesti jakautuneita saostumia, jotka parantavat sekä lujuutta että sitkeyttä.
| Lämpökäsittely | A380-vaste | A356-vaste | Ominaisuuden muutos |
|---|---|---|---|
| Valettu | Vakiotila | Lähtötason ominaisuudet | - |
| T4 (Liuotus + luonnollinen vanhennus) | Ei sovellettavissa | Kohtalainen parannus | +15 % lujuus |
| T6 (Liuotus + keinotekoinen vanhennus) | Ei sovellettavissa | Suurin lujuus | +25-35 % lujuus |
| Jännityksenpoisto | Mittatarkkuus | Mittatarkkuus | Minimaalinen ominaisuuden muutos |
Kustannusanalyysi ja taloudelliset näkökohdat
A380:n ja A356:n väliset kustannuserot ulottuvat raaka-aineiden hinnoittelua pidemmälle ja kattavat käsittely-, työkalujen ja jälkikäsittelyn näkökohdat. A380 maksaa tyypillisesti 2 200–2 400 euroa tonnilta, kun taas A356:n hinta on 2 600–2 900 euroa tonnilta, mikä on 15–20 %:n lisähinta suorituskykyisemmälle seokselle.
Käsittelykustannukset suosivat A380:tä sen parempien valuominaisuuksien vuoksi. Korkeammat tuotantonopeudet, pienemmät hylkyprosentit ja yksinkertaistetut työkalujen vaatimukset kompensoivat usein pienen materiaalikustannusedun, joka A356:lla saattaa olla joillakin markkinoilla. A380:n erinomaiset virtausominaisuudet mahdollistavat ohuemmat seinämät ja monimutkaisemmat geometriat, mikä voi vähentää osan kokonaispainoa ja materiaalin käyttöä.
A356:n lämpökäsittelyvaatimukset lisäävät kuitenkin käsittelyvaiheita ja energiakustannuksia. T6-lämpökäsittely lisää tyypillisesti 150–250 euroa tonnilta käsittelykustannuksia, riippuen uunin tehokkuudesta ja paikallisista energianhinnoista. Tämä on punnittava saavutettuja suorituskykyetuja vasten.
| Kustannuskomponentti | A380 | A356 | Ero |
|---|---|---|---|
| Raaka-aine (€/tonni) | 2,200-2,400 | 2,600-2,900 | +15-20 % |
| Lämpökäsittely (€/tonni) | 0-50 | 150-250 | +300-400 % |
| Koneistuskustannukset | Korkeammat (kovempi materiaali) | Pienemmät (sitkeämpi) | -10-15 % |
| Hylkyprosentti (%) | 3-5 | 5-8 | +40-60 % |
| Tuotantonopeus | Korkeampi | Pienempi | -15-25 % |
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelulähestymistapamme tarkoittaa, että jokainen projekti saa ansaitsemansa huomion yksityiskohtiin, mikä on erityisen tärkeää, kun tasapainotetaan kustannus- ja suorituskykyvaatimuksia.
Sovelluskohtaiset valintakriteerit
Sovellusvaatimukset ohjaavat viime kädessä seoksen valintaa, ja kukin materiaali on erinomainen tietyissä käyttötapauksissa. A380 hallitsee autoteollisuuden sovelluksia, jotka vaativat monimutkaisia geometrioita, kuten vaihteistokoteloita, moottorin kiinnikkeitä ja elektronisia ohjausyksiköiden koteloita. Seoksen erinomaiset virtausominaisuudet mahdollistavat kiinnityskorvakkeiden, jäähdytysrivojen ja monimutkaisten sisäisten kanavien integroinnin yhdeksi valuksi.
A356 on etusijalla rakenteellisissa sovelluksissa, joissa mekaaniset ominaisuudet ovat tärkeämpiä kuin valun monimutkaisuus. Autojen jousituskomponentit, lentokoneiden liittimet ja suorituskykyiset urheiluvälineet hyödyntävät A356:n erinomaista lujuus-painosuhdetta ja väsymiskestävyyttä.
Elektroniset sovellukset tarjoavat mielenkiintoisia kompromisseja. A380:n erinomainen lämmönjohtavuus (96 W/m·K vs. 151 W/m·K A356:lle) tekee siitä houkuttelevan jäähdytyselementteihin ja elektronisiin koteloihin, joissa lämmönhallinta on kriittistä. A356:n alhaisempaa sähkönjohtavuutta voidaan kuitenkin suosia sovelluksissa, jotka vaativat sähkömagneettista suojausta.
Integraatio ruiskuvalupalveluiden kanssa vaikuttaa usein materiaalivalintaan hybridikomponenteissa, joissa alumiinivalut ovat kosketuksissa polymeerisisäosien tai ylivaluoperaatioiden kanssa.
Valmistusprosessin yhteensopivuus
Painevalu on ensisijainen valmistusprosessi molemmille seoksille, mutta niiden yhteensopivuus muiden prosessien kanssa vaihtelee merkittävästi. A380 on erinomainen korkeapainevalu (HPDC) -operaatioissa, joissa sen paremmat virtausominaisuudet mahdollistavat nopeat sykliajat ja tasaisen osan laadun. Seoksen kestävyys juottumista vastaan (tarttuminen muotin pintoihin) pidentää työkalun käyttöikää ja vähentää huoltotarpeita.
A356 osoittaa laajempaa prosessin yhteensopivuutta, ja se toimii hyvin hiekkavalussa, kestomuottivalussa ja puolikiinteissä muovausprosesseissa. Tämä monipuolisuus tekee A356:sta houkuttelevan pienivolyymisille sovelluksille tai prototyyppien valmistukseen, joissa painevalutyökalujen kustannuksia ei voida perustella.
Valun jälkeiset koneistusominaisuudet eroavat huomattavasti seosten välillä. A380:n suurempi kovuus ja kuparipitoisuus luovat haastavampia koneistusolosuhteita, jotka vaativat kovametallityökaluja ja huolellista lastunpoistoa. A356, erityisesti T6-tilassa, koneistuu helpommin perinteisillä työkaluilla ja tuottaa parempia pintakäsittelyjä.
| Prosessi | A380 soveltuvuus | A356 soveltuvuus | Tärkeimmät huomioitavat asiat |
|---|---|---|---|
| Painevalu | Erinomainen | Hyvä | A380:n virtausominaisuudet kriittiset |
| Alipainevalu | Hyvä | Erinomainen | A356:n mekaaniset ominaisuudet suositaan |
| Hiekkavalu | Kohtalainen | Erinomainen | A356 on hiekkavalun standardi |
| Kokillivalu | Hyvä | Erinomainen | Molemmat seokset sopivat |
| CNC-koneistus | Haastava | Hyvä | A356 on helpommin koneistettava |
Pintakäsittelyn yhteensopivuus vaihtelee myös. A380 anodisoidaan kohtuullisen hyvin, mutta se voi osoittaa pieniä värivaihteluita kuparipitoisuuden vuoksi. A356 tarjoaa erinomaisen anodisointivasteen tasaisella värin kehityksellä. Jauhemaalaus ja maalaus toimivat samalla tavalla molemmilla seoksilla asianmukaisen pintakäsittelyn jälkeen.
Laadunvalvonta ja testausnäkökohdat
Laadunvalvontavaatimukset vaihtelevat A380- ja A356-sovellusten välillä, mikä johtuu niiden tyypillisistä käyttötapauksista ja suorituskykyodotuksista. A380-osille tehdään usein mittatarkastus ja perusmekaaninen testaus, jossa painotetaan valun eheyttä ja pinnan laatua. Tuhoamattomaan testaukseen sisältyy tyypillisesti visuaalinen tarkastus ja mittatarkistus.
A356-komponentit, erityisesti rakenteelliset sovellukset, vaativat kattavampia testausprotokollia. Vetokoe, kovuuden varmistus ja lämpökäsittelyn validointi ovat vakiovaatimuksia. T6-lämpökäsittelyprosessi edellyttää lämpötilan seurantaa ja metallurgista varmennusta oikean saostuskarkaisun varmistamiseksi.
Tilastollisen prosessinohjauksen (SPC) toteutus vaihtelee seosten välillä. A380:n tasaiset virtausominaisuudet mahdollistavat tiukan mittatarkkuuden vakioprosessin seurannalla. A356:n lämpökäsittelyvaatimukset tuovat lisämuuttujia, jotka edellyttävät liuoslämpötilan, karkaisunopeuden ja vanhenemisparametrien ohjauskaavion seurantaa.
Integraatio valmistuspalveluihimme sisältää kattavan laatuasiakirjan, joka täyttää ISO 9001 -vaatimukset, ja materiaalisertifikaatit ja mekaanisten ominaisuuksien varmennus ovat vakiona toimitettavia tuotteita.
Ympäristö- ja kestävyystekijät
Ympäristönäkökohdat vaikuttavat yhä enemmän materiaalivalintapäätöksiin. Sekä A380 että A356 tarjoavat erinomaisen kierrätettävyyden alumiinin luontaisten kestävyysetujen ansiosta. Niiden energiajalanjäljet eroavat kuitenkin käsittelyvaatimusten vuoksi.
A380:n yksinkertaisempi käsittelypolku (minimaalinen lämpökäsittely) johtaa pienempään energiankulutukseen kilogrammaa kohti. A356:n T6-lämpökäsittely lisää merkittäviä energiavaatimuksia, erityisesti liuoshehkutuksen aikana 540 °C:ssa. Tämä energiahaitta on tasapainotettava saavutettuja suorituskykyetuja vasten.
Kierrätetyn sisällön yhteensopivuus vaihtelee seosten välillä. A380:n suurempi toleranssi hivenaineille tekee siitä yhteensopivamman kierrätettyjen alumiinivirtojen kanssa, kun taas A356:n tiukemmat koostumusvaatimukset voivat edellyttää ensisijaisen alumiinin käyttöä kriittisissä sovelluksissa.
Tulevaisuuden suuntaukset ja kehityssuunnat
Seosten kehitys jatkuu kehittymistä muuttuvien teollisuuden vaatimusten täyttämiseksi. Muokatut A380-koostumukset, joissa on vähennetty kuparipitoisuutta, pyrkivät parantamaan sitkeyttä säilyttäen samalla erinomaiset valuominaisuudet. Nämä kehitystoimet kohdistuvat autoteollisuuden kevennysaloitteisiin, jotka vaativat parempaa törmäyskestävyyttä.
A356:n kehitys keskittyy parannettuihin lämpökäsittelyvasteisiin ja parempaan lämpöstabiilisuuteen. Kehittyneet vanhenemiskäsittelyt ja muokatut koostumukset pyrkivät laajentamaan seoksen jo ennestään vaikuttavia mekaanisia ominaisuuksia.
Lisäävän valmistuksen yhteensopivuus on nouseva näkökohta. Vaikka kumpikaan seos ei tällä hetkellä ole laajassa käytössä alumiinin 3D-tulostuksessa, tutkimus jatkuu jauhemetallurgian muunnelmiin, jotka voisivat laajentaa niiden käyttöalueita.
Usein kysytyt kysymykset
Kumpi seos tarjoaa paremman korroosionkestävyyden, A380 vai A356?
A356 tarjoaa yleensä paremman korroosionkestävyyden alhaisemman kuparipitoisuutensa vuoksi. A380:n kupari voi luoda galvaanisia pareja, jotka nopeuttavat korroosiota meri- tai teollisuusympäristöissä. Molemmat seokset hyötyvät kuitenkin suojapinnoitteista aggressiivisissa ympäristöissä.
Voidaanko A380 lämpökäsitellä saavuttamaan A356:n kaltaisia ominaisuuksia?
Ei, A380:tä ei voida tehokkaasti lämpökäsitellä sen suuren kuparipitoisuuden vuoksi, mikä aiheuttaa alkavaa sulamista liuoshehkutuksen aikana. Seosta käytetään tyypillisesti valukunnossa tai vain jännityksenpoistokäsittelyillä.
Mikä on vähimmäisseinämän paksuus, joka minun pitäisi suunnitella kullekin seokselle?
A380 voi luotettavasti saavuttaa seinämän paksuudet jopa 1,5 mm optimaalisissa valuolosuhteissa, kun taas A356 vaatii tyypillisesti vähintään 2,5 mm:n seinämät kuumahalkeilun välttämiseksi ja tasaisen mekaanisen ominaisuuden varmistamiseksi.
Miten koneistuskustannukset vertautuvat A380:n ja A356:n välillä?
A356 koneistuu yleensä helpommin ja kustannustehokkaammin kuin A380. A380:n suurempi kuparipitoisuus ja kovuus vaativat kovametallityökaluja ja johtavat suurempiin työkalun kulumisnopeuksiin, mikä nostaa koneistuskustannuksia tyypillisesti 10–15 %.
Kumpi seos on parempi ohutseinäisiin elektronisiin koteloihin?
A380 on tyypillisesti parempi ohutseinäisiin elektronisiin koteloihin sen parempien virtausominaisuuksien vuoksi, jotka mahdollistavat monimutkaiset geometriat ja ohuet seinämät. Sen hyvä lämmönjohtavuus auttaa myös lämmön haihduttamisessa elektronisissa sovelluksissa.
Mitkä ovat tyypilliset toimitusajat osille kummassakin seoksessa?
Toimitusajat ovat yleensä samankaltaisia molemmille seoksille painevalusovelluksissa. A356-osat, jotka vaativat T6-lämpökäsittelyn, voivat kuitenkin lisätä 1–3 päivää käsittelyaikaan eräkoosta ja uunin aikataulusta riippuen.
Miten kierrätysasteet vertautuvat A380:n ja A356:n välillä?
Molemmat seokset ovat erittäin kierrätettäviä, mutta A380:n suurempi toleranssi hivenaineille tekee siitä hieman yhteensopivamman sekoitettujen alumiinijätteiden kanssa. A356:n tiukemmat koostumusvaatimukset voivat edellyttää huolellisempaa jätteen erottelua kriittisissä sovelluksissa.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece