Diseño de carcasas personalizadas: Estrategias de sellado IP65 para chapa metálica
Las carcasas de chapa metálica con clasificación IP65 se enfrentan a un desafío de ingeniería fundamental: mantener la protección ambiental al tiempo que se adaptan a la expansión térmica, las tolerancias de fabricación y la facilidad de mantenimiento en el campo. La protección de 6 milímetros contra la entrada de polvo y los chorros de agua a baja presión exige estrategias de sellado precisas que tengan en cuenta el comportamiento del material, la dinámica de compresión de las juntas y la integridad del sello a largo plazo bajo ciclos térmicos.
Puntos clave
- IP65 requiere protección completa contra el polvo y resistencia a chorros de agua desde cualquier dirección a 12,5 litros por minuto
- Las relaciones de compresión de la junta entre el 15 y el 25 % garantizan un sellado óptimo al tiempo que evitan la degradación del material
- La selección del material afecta directamente a los coeficientes de expansión térmica, lo que afecta al rendimiento del sello a largo plazo
- La geometría adecuada de la ranura con relaciones de ancho a profundidad de 3:2 maximiza la retención de la junta y la eficacia del sellado
Comprensión de los requisitos de IP65 para aplicaciones de chapa metálica
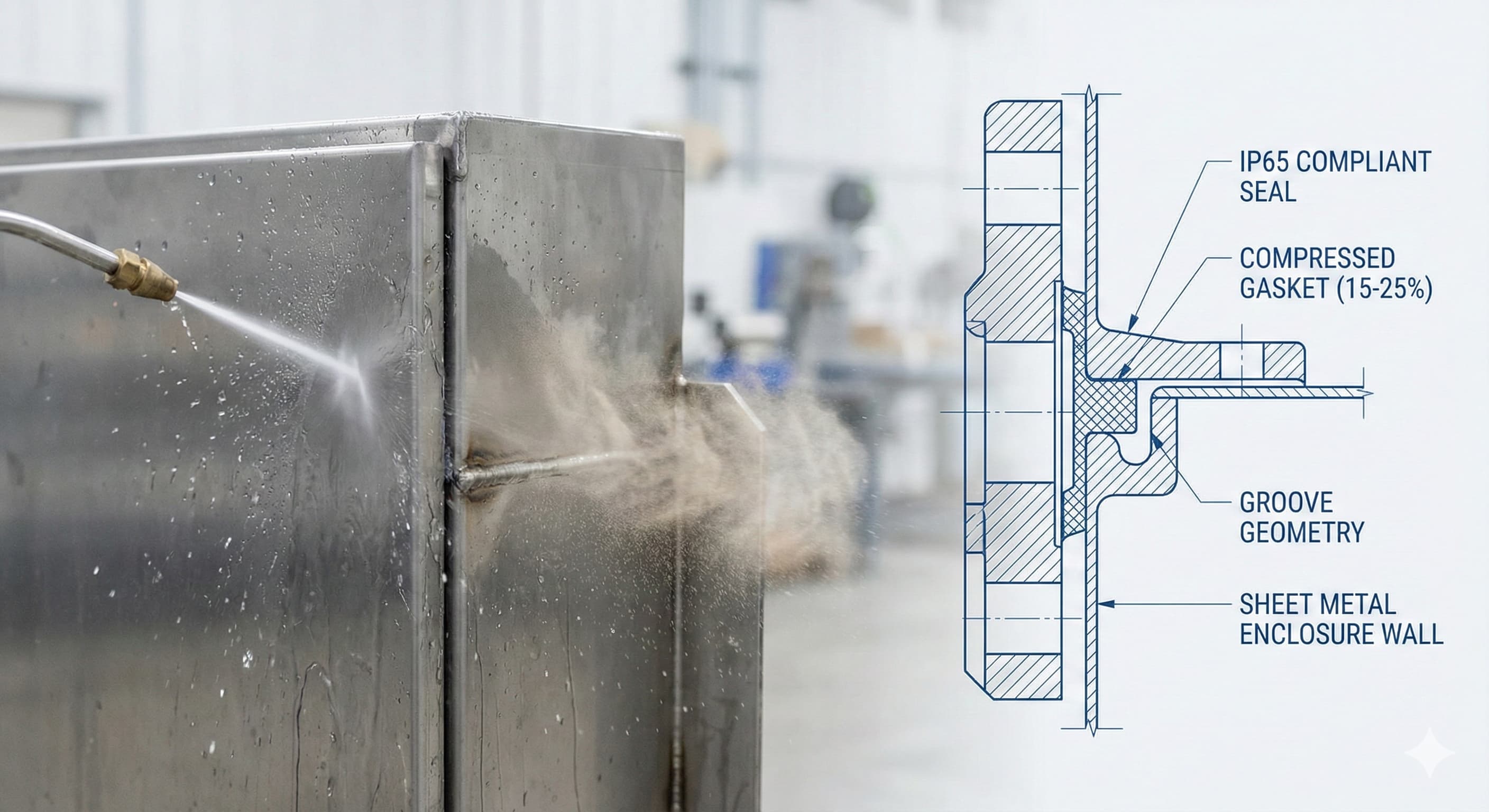
La norma IP65 de la Comisión Electrotécnica Internacional exige una protección completa contra la entrada de polvo (nivel 6) y resistencia a los chorros de agua de una boquilla de 6,3 mm a 12,5 litros por minuto desde cualquier dirección (nivel 5). Para las carcasas de chapa metálica, esto se traduce en mantener la integridad del sello a través de las interfaces de unión que experimentan una expansión térmica diferencial, tensión mecánica por vibración y posible deformación bajo carga.
Los diferenciales de presión críticos en las aplicaciones IP65 suelen oscilar entre 1 y 5 kPa, aunque los entornos industriales pueden exigir una resistencia de hasta 10 kPa. El sistema de sellado debe adaptarse a estas presiones manteniendo la funcionalidad en rangos de temperatura de funcionamiento de -40 °C a +85 °C para aplicaciones estándar, con diseños especializados que se extienden hasta +125 °C para entornos de alta temperatura.
El grosor de la chapa metálica afecta significativamente a la eficacia de la estrategia de sellado. Los materiales de calibre estándar de 1,0 mm a 3,0 mm requieren diferentes enfoques de compresión de la junta en comparación con las chapas más pesadas de 5,0 mm a 8,0 mm. Los materiales más delgados exhiben una mayor deflexión bajo las cargas de compresión de la junta, lo que podría comprometer la geometría del sello con el tiempo.
Selección de materiales y consideraciones térmicas
El aluminio 5052-H32 y el 6061-T6 representan las opciones de chapa metálica más comunes para las carcasas IP65, cada una de las cuales presenta distintas características de expansión térmica que influyen directamente en el rendimiento del sellado. El coeficiente de expansión térmica de las aleaciones de aluminio promedia 23,1 × 10⁻⁶/°C, lo que crea cambios dimensionales medibles en carcasas grandes.
| Grado del material | Expansión térmica (10⁻⁶/°C) | Límite elástico (MPa) | Factor de costo | Compatibilidad de sellado |
|---|---|---|---|---|
| Al 5052-H32 | 23.8 | 193 | 1.0x | Excelente |
| Al 6061-T6 | 23.6 | 276 | 1.2x | Excelente |
| Acero inoxidable 304 | 17.3 | 215 | 2.8x | Muy bueno |
| Acero inoxidable 316L | 16.0 | 170 | 4.2x | Excelente |
| Acero laminado en frío | 12.0 | 350 | 0.6x | Bueno (recubierto) |
Los grados de acero inoxidable 304 y 316L ofrecen coeficientes de expansión térmica más bajos, lo que reduce la tensión del sello durante los ciclos de temperatura. Sin embargo, el aumento del coste del material y los requisitos de conformación deben equilibrarse con una mejor estabilidad dimensional. El acero laminado en frío proporciona una excelente resistencia y una expansión térmica mínima, pero requiere revestimientos protectores para evitar la corrosión galvánica cuando se combina con materiales de junta estándar.
Los requisitos de acabado superficial para un sellado IP65 eficaz suelen especificar valores Ra entre 0,8 y 3,2 μm en las superficies de contacto de la junta. Los acabados más lisos mejoran el sellado inicial, pero pueden reducir el agarre de la junta, mientras que las superficies más rugosas mejoran la retención mecánica a costa de las vías de fuga microscópicas.
Selección de juntas y dinámica de compresión
Las juntas de EPDM (monómero de etileno propileno dieno) dominan las aplicaciones IP65 debido a su excelente resistencia a la intemperie, estabilidad al ozono y resistencia a la deformación por compresión por debajo del 25 % después de 1000 horas a 70 °C. Las clasificaciones de durómetro Shore A entre 60 y 80 proporcionan un equilibrio óptimo entre la conformabilidad del sellado y la integridad estructural bajo cargas de compresión.
Las relaciones de compresión requieren un control preciso para lograr el rendimiento IP65. La compresión óptima suele oscilar entre el 15 y el 25 % de la sección transversal original de la junta, y las tasas de compresión más altas provocan una degradación acelerada del material y una posible extrusión de la junta. Una compresión más baja puede permitir vías de fuga bajo ciclos de presión o tensión de expansión térmica.
| Material de la junta | Durómetro Shore A | Relación de compresión | Rango de temperatura (°C) | Resistencia química |
|---|---|---|---|---|
| EPDM | 70 ± 5 | 20-25% | -40 a +120 | Excelente |
| Silicona | 60 ± 5 | 15-20% | -60 a +200 | Buena |
| Neopreno | 65 ± 5 | 20-30% | -35 a +100 | Muy bueno |
| Fluorocarbono (FKM) | 75 ± 5 | 15-20% | -20 a +200 | Excelente |
| Nitrilo (NBR) | 70 ± 5 | 25-35% | -30 a +100 | Buena |
La geometría de la sección transversal de la junta afecta significativamente a la eficacia del sellado. Las secciones transversales redondas proporcionan una distribución uniforme de la tensión, pero requieren una geometría de ranura precisa. Los perfiles en forma de D ofrecen una mejor retención en ranuras poco profundas, pero pueden crear concentraciones de tensión en la interfaz plana. Las juntas huecas reducen las fuerzas de compresión, pero sacrifican la capacidad de resistencia a la presión.
Diseño de ranuras y tolerancias de fabricación
La geometría de la ranura determina directamente la retención de la junta, la uniformidad de la compresión y la integridad del sello a largo plazo. La relación óptima de ancho a profundidad de 3:2 garantiza un soporte adecuado de la junta al tiempo que evita la sobrecompresión o la extrusión bajo presión. Para las juntas redondas estándar de 6 mm de diámetro, las dimensiones de la ranura suelen especificar 4,5 mm de ancho × 3,0 mm de profundidad con un control de tolerancia de ±0,1 mm.
Las tolerancias de fabricación en las dimensiones de la ranura requieren una cuidadosa consideración de los efectos acumulativos de apilamiento. Las tolerancias de posición de ±0,2 mm en las líneas centrales de la ranura garantizan una alineación adecuada de la junta en las superficies de acoplamiento, mientras que la variación de profundidad más allá de ±0,1 mm crea una compresión desigual que compromete el rendimiento del sellado.
Los radios de las esquinas en el diseño de la ranura deben adaptarse a la flexibilidad de la junta manteniendo la integridad estructural. Los requisitos de radio mínimo suelen ser iguales a 0,3 veces el diámetro de la junta para evitar el agrietamiento por tensión del material durante la instalación y el ciclo de compresión. Las esquinas afiladas crean puntos de concentración de tensión que aceleran el fallo de la junta a través de la propagación de grietas.
Para obtener resultados de alta precisión, envíe su proyecto para obtener un presupuesto en 24 horas de Microns Hub.
Estrategias de sellado avanzadas y protección multietapa
Las carcasas complejas a menudo requieren estrategias de sellado multietapa para lograr una protección IP65 fiable. Los sellos primarios se encargan de la mayor parte de la exclusión ambiental, mientras que los sellos secundarios proporcionan protección de respaldo contra la degradación del sello primario o los defectos de instalación. Esta redundancia resulta particularmente valiosa en aplicaciones críticas donde las consecuencias del fallo del sello se extienden más allá de los costes de sustitución de componentes.
Los sellos laberínticos complementan los sistemas basados en juntas creando caminos tortuosos que reducen el diferencial de presión a través de los sellos primarios. Estas características geométricas, mecanizadas o formadas en superficies de acoplamiento, mejoran significativamente la fiabilidad general del sistema sin añadir costes de material. Los diseños de laberinto típicos incorporan de 2 a 3 cambios de dirección con espacios libres de 0,5 a 1,0 mm.
Las características de drenaje integradas en el diseño de la carcasa evitan la acumulación de agua que podría sobrecargar los sistemas de sellado durante una exposición prolongada. Los orificios de drenaje estratégicamente posicionados con un diámetro de 3 a 5 mm, ubicados en los puntos bajos geométricos, permiten la evacuación de la humedad manteniendo la integridad IP65. Estas características requieren una cuidadosa colocación para evitar la creación de vías de entrada en condiciones de presión.
| Estrategia de sellado | Complejidad | Impacto en el costo | Factor de fiabilidad | Requisitos de mantenimiento |
|---|---|---|---|---|
| Junta simple | Baja | 1.0x | Estándar | Reemplazo cada 5 años |
| Junta doble | Media | 1.8x | Alta | Reemplazo cada 7 años |
| Junta + Laberinto | Media | 1.4x | Muy alta | Reemplazo cada 10 años |
| Sistema multietapa | Alta | 2.5x | Excelente | Inspección cada 3 años |
| Soldado + Junta | Alta | 2.2x | Excelente | Permanente |
Selección de fijaciones y control de la compresión
Las especificaciones de las fijaciones afectan directamente a la uniformidad de la compresión de la junta y al rendimiento del sello a largo plazo. Los tornillos de cabeza hueca de acero inoxidable proporcionan resistencia a la corrosión y una aplicación de par precisa, siendo M6 × 1,0 el tamaño más común para las aplicaciones de carcasas estándar. El espaciado de las fijaciones suele oscilar entre 80 y 120 mm en el centro, siendo necesario un espaciado más estrecho para los sustratos de chapa metálica más delgados.
Las especificaciones de par deben tener en cuenta las propiedades del material de la junta, el grosor del sustrato y los efectos de los ciclos térmicos. Las juntas de EPDM estándar en carcasas de aluminio suelen requerir un par de 4-6 N⋅m en las fijaciones M6, con valores ajustados en función del durómetro de la junta y los requisitos de compresión. El apriete excesivo crea concentraciones de tensión que aceleran la degradación de la junta, mientras que un par insuficiente permite la relajación del sello bajo ciclos térmicos.
Los compuestos de bloqueo de roscas evitan que las fijaciones se aflojen debido a la vibración o los ciclos térmicos, pero la selección debe tener en cuenta los requisitos de desmontaje para el mantenimiento. Los compuestos anaeróbicos de resistencia media proporcionan una retención adecuada al tiempo que permiten el mantenimiento en el campo con herramientas estándar. Los compuestos de alta resistencia pueden requerir la aplicación de calor para el desmontaje, lo que complica los procedimientos de mantenimiento.
La selección de la arandela influye en la distribución de la carga a través de las superficies de la junta. Las arandelas de acero inoxidable con un diámetro exterior de 12 mm distribuyen las cargas de compresión de forma eficaz al tiempo que evitan la deformación del sustrato. Los diseños de arandelas cautivas reducen el tiempo de montaje y eliminan el hardware suelto durante las operaciones de mantenimiento en el campo.
Procesos de fabricación y control de calidad
Las operaciones de conformación de chapa metálica deben adaptarse a los requisitos de la ranura de la junta durante la fase de diseño para garantizar la viabilidad de la fabricación y la rentabilidad. Las operaciones de conformación con freno suelen adaptarse a las características de la ranura perpendiculares a los ejes de flexión, mientras que las ranuras paralelas pueden requerir operaciones de mecanizado secundarias que aumentan significativamente los costes de producción.
El mecanizado CNC de las ranuras de las juntas proporciona un control dimensional superior en comparación con las operaciones de conformación, especialmente para geometrías complejas o requisitos de tolerancia ajustados. Los servicios de mecanizado CNC de precisión de Microns Hub garantizan que las dimensiones de la ranura cumplan los requisitos de sellado IP65 al tiempo que optimizan la eficiencia de la fabricación tanto para prototipos como para cantidades de producción.
Las operaciones de soldadura cerca de las áreas de la junta requieren una cuidadosa gestión del calor para evitar la distorsión del sustrato que comprometa la geometría de la ranura. La soldadura TIG con entrada de calor controlada suele mantener la estabilidad dimensional dentro de los límites aceptables, mientras que la soldadura MIG puede requerir un mecanizado posterior a la soldadura para restaurar las especificaciones de la ranura.
Los procedimientos de control de calidad para las carcasas IP65 deben validar tanto la conformidad dimensional como el rendimiento real del sellado. Las máquinas de medición por coordenadas verifican las dimensiones de la ranura con una precisión de ±0,05 mm, mientras que las pruebas de caída de presión confirman las tasas de fuga por debajo de 1 × 10⁻⁶ mbar⋅l/s en condiciones de funcionamiento simuladas.
| Proceso de manufactura | Precisión de la ranura (mm) | Tasa de producción | Costo de configuración | Mejores aplicaciones |
|---|---|---|---|---|
| Mecanizado CNC | ±0.03 | Media | Alto | Geometrías complejas |
| Conformado por freno | ±0.15 | Alta | Bajo | Ranuras rectas simples |
| Troquel progresivo | ±0.08 | Muy alta | Muy alto | Producción de alto volumen |
| Corte por láser + Conformado | ±0.10 | Media | Medio | Volúmenes medios |
| Chorro de agua + Secundario | ±0.05 | Baja | Medio | Materiales gruesos |
Protocolos de prueba y validación
La validación IP65 requiere protocolos de prueba sistemáticos que simulen las condiciones de funcionamiento del mundo real al tiempo que proporcionan datos de rendimiento cuantitativos. Los procedimientos de prueba estándar siguen las especificaciones IEC 60529, utilizando cámaras de polvo calibradas y aparatos de chorro de agua para verificar los niveles de protección en condiciones controladas.
Las pruebas de entrada de polvo emplean talco o polvo de prueba estandarizado que circula a través de las cámaras a concentraciones y velocidades de aire especificadas. La duración de la prueba suele extenderse 8 horas con ciclos de presión periódicos para simular los efectos de respiración térmica. Se debe demostrar la exclusión completa del polvo sin acumulación medible dentro de la carcasa.
Las pruebas de chorro de agua utilizan boquillas de 6,3 mm que suministran 12,5 litros por minuto a una presión de 30 kPa desde todas las direcciones. La duración de la prueba cubre un mínimo de 15 minutos con la carcasa orientada para presentar el máximo desafío a los sistemas de sellado. No se acepta la entrada de agua, y cualquier humedad detectada constituye un fallo de la prueba.
Las pruebas de fiabilidad a largo plazo incorporan ciclos térmicos entre los extremos de temperatura de funcionamiento, normalmente 1000 ciclos de -40 °C a +85 °C con tiempos de permanencia de 2 horas. Las mediciones de la deformación por compresión de la junta verifican la estabilidad del material, mientras que las pruebas de tasa de fuga confirman la integridad continua del sello durante toda la duración de la prueba.
Estrategias de optimización de costes
La selección del material afecta significativamente a los costes totales del proyecto, y las aleaciones de aluminio ofrecen un equilibrio óptimo entre rendimiento y economía para la mayoría de las aplicaciones. Los grados de acero inoxidable tienen un precio superior, pero proporcionan una resistencia a la corrosión y una estabilidad dimensional superiores que pueden justificar el aumento de los costes en entornos hostiles o requisitos de vida útil prolongada.
La selección de la junta presenta oportunidades para la optimización de costes sin comprometer el rendimiento IP65. Las formulaciones de EPDM estándar proporcionan un excelente rendimiento a precios competitivos, mientras que los compuestos especializados como los materiales de fluorocarbono pueden ser innecesarios a menos que existan requisitos específicos de resistencia química. Las secciones transversales de juntas personalizadas pueden reducir el uso de material en comparación con los perfiles redondos estándar al tiempo que mantienen la eficacia del sellado.
La selección del proceso de fabricación requiere un análisis cuidadoso de los requisitos de volumen y la complejidad geométrica. Las aplicaciones de bajo volumen se benefician de procesos flexibles como la conformación con freno y nuestros servicios de fabricación que minimizan las inversiones en herramientas. La producción de alto volumen justifica el uso de herramientas de troquel progresivo a pesar de los importantes costes iniciales debido a la reducción del tiempo de fabricación por unidad y a la mejora de la consistencia dimensional.
Al realizar pedidos a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica y nuestro enfoque de servicio personalizado significan que cada proyecto recibe la atención al detalle necesaria para un rendimiento IP65 fiable en diversos entornos operativos.
Errores de diseño comunes y soluciones
El espaciado inadecuado de las fijaciones representa una de las causas más frecuentes de fallo del sello IP65 en las carcasas de chapa metálica. Un espaciado excesivo permite la deflexión del sustrato entre las fijaciones, creando huecos que comprometen la compresión de la junta. La práctica estándar limita el espaciado a 100 mm para un grosor de chapa de 2,0 mm, con una reducción proporcional para los materiales más delgados.
Las intersecciones de las ranuras de las juntas en las esquinas requieren una atención especial para evitar las vías de fuga que evitan la interfaz de sellado primaria. Las juntas de esquina moldeadas eliminan las uniones que crean posibles puntos de fallo, mientras que las uniones empalmadas requieren procedimientos precisos de corte y unión para mantener la integridad del sello. Los radios de las esquinas deben adaptarse a los requisitos del radio de curvatura de la junta sin crear concentraciones de tensión.
Los cálculos de expansión térmica a menudo pasan por alto la expansión diferencial entre materiales diferentes en diseños compuestos. Los marcos de refuerzo de acero combinados con revestimientos de aluminio crean patrones de tensión que pueden comprometer la uniformidad de la compresión de la junta durante las excursiones de temperatura. Las soluciones de diseño incluyen juntas de expansión o la selección de materiales que minimicen las diferencias de expansión térmica.
Las inconsistencias en el acabado superficial cerca de las áreas de contacto de la junta suelen ser el resultado de un control de proceso inadecuado durante la fabricación. Las operaciones de soldadura que crean rugosidad o contaminación local requieren un post-procesamiento para restaurar las condiciones superficiales especificadas. Los procedimientos de control de calidad deben verificar los requisitos de acabado superficial además de las especificaciones dimensionales.
Preguntas frecuentes
¿Qué relación de compresión de la junta proporciona un rendimiento de sellado IP65 óptimo?
Las relaciones de compresión óptimas oscilan entre el 15 y el 25 % de la sección transversal original de la junta para la mayoría de los materiales EPDM. Este rango proporciona suficiente presión de contacto para un sellado eficaz al tiempo que evita la degradación del material por sobrecompresión. Las clasificaciones de durómetro Shore A influyen en la compresión ideal, y los materiales más blandos requieren relaciones de compresión más bajas.
¿Cómo afectan los efectos de la expansión térmica a la integridad del sello a largo plazo?
La expansión térmica crea cambios dimensionales que tensan los materiales de la junta y pueden comprometer la geometría del sello. Las carcasas de aluminio se expanden aproximadamente 0,23 mm por metro por cada aumento de temperatura de 10 °C. Las estrategias de diseño incluyen juntas de expansión, selección de materiales con coeficientes térmicos coincidentes y materiales de junta con alta capacidad de elongación.
¿Qué tolerancias de fabricación se requieren para una geometría de ranura de junta eficaz?
Las tolerancias de ancho de ranura suelen especificar ±0,1 mm para una retención y un control de la compresión óptimos de la junta. Las tolerancias de profundidad deben mantener ±0,1 mm para garantizar una compresión uniforme en todo el perímetro de la junta. Las tolerancias de posición de ±0,2 mm evitan la desalineación de la junta que crea vías de fuga.
¿Se puede mantener la clasificación IP65 con paneles o puertas extraíbles?
Sí, los paneles extraíbles pueden mantener la protección IP65 con un diseño de bisagra y sistemas de juntas adecuados. Las bisagras de piano proporcionan un soporte continuo a lo largo de los bordes del panel, mientras que los cierres de compresión diseñados adecuadamente garantizan una compresión adecuada de la junta. Múltiples fijaciones con valores de par especificados ofrecen soluciones alternativas para los paneles a los que se accede con frecuencia.
¿Qué procedimientos de prueba verifican el cumplimiento de IP65 en carcasas personalizadas?
Las pruebas IP65 siguen las normas IEC 60529 con pruebas de cámara de polvo durante un mínimo de 8 horas y pruebas de chorro de agua a 12,5 litros por minuto desde boquillas de 6,3 mm. Las pruebas de caída de presión complementan los procedimientos estándar cuantificando las tasas de fuga en condiciones controladas. La validación del ciclo térmico confirma el rendimiento en todos los rangos de temperatura de funcionamiento.
¿Cómo afecta el grosor de la chapa metálica a la compresión de la junta y al rendimiento del sellado?
La chapa metálica más delgada se desvía más bajo las cargas de compresión de la junta, lo que podría crear una distribución desigual de la presión que comprometa la eficacia del sellado. Los materiales por debajo de 1,5 mm de grosor a menudo requieren un espaciado más estrecho de las fijaciones o características de refuerzo para mantener una rigidez adecuada. Los materiales más gruesos proporcionan una mejor estabilidad dimensional, pero aumentan los costes del material y las cargas de conformación.
¿Cuáles son los materiales más rentables para las carcasas de chapa metálica IP65?
El aluminio 5052-H32 ofrece la mejor combinación de coste, conformabilidad y resistencia a la corrosión para la mayoría de las aplicaciones IP65. El acero laminado en frío proporciona un menor coste de material, pero requiere revestimientos protectores y una cuidadosa selección del material de la junta para evitar la corrosión galvánica. Los grados de acero inoxidable justifican un precio superior sólo cuando las condiciones ambientales específicas exigen una resistencia a la corrosión superior.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece