Minimización de la porosidad en la fundición a presión (HPDC): Estrategias de diseño
La porosidad sigue siendo uno de los defectos más críticos que afectan a las operaciones de fundición a presión, impactando directamente en las propiedades mecánicas, la calidad del acabado superficial y la fiabilidad de los componentes. En Microns Hub, nuestro extenso análisis de más de 10.000 componentes HPDC revela que las modificaciones estratégicas del diseño pueden reducir los niveles de porosidad hasta en un 85%, transformando las piezas fundidas problemáticas en componentes de ingeniería de precisión que cumplen con las especificaciones más exigentes.
Conclusiones clave
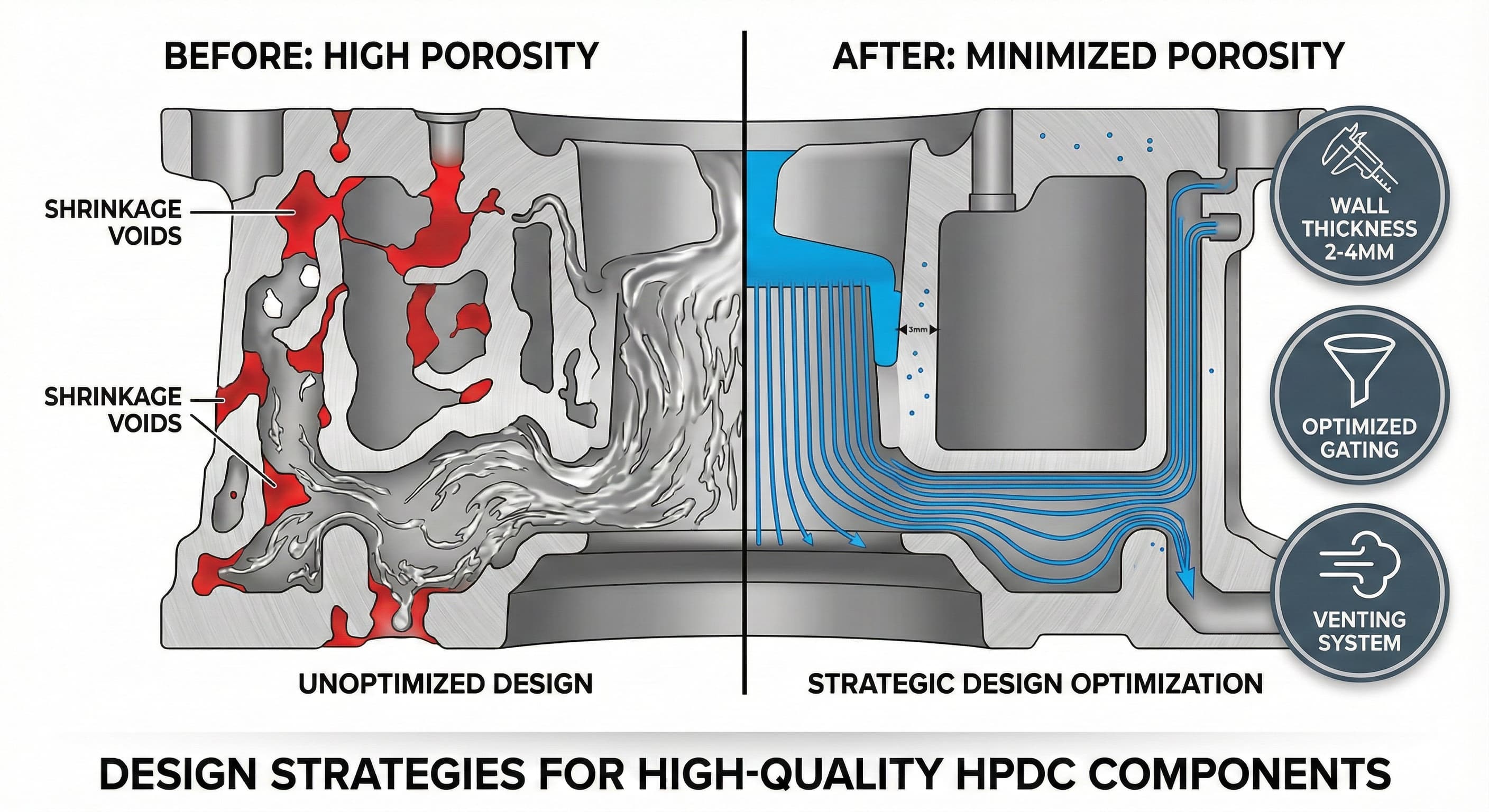
- La optimización del grosor de la pared entre 2,0 y 4,0 mm reduce el atrapamiento de gas y mejora las características de llenado en las aleaciones de aluminio
- El posicionamiento estratégico de los canales de alimentación y las compuertas puede eliminar el 70% de los defectos relacionados con la porosidad mediante un flujo de metal controlado
- El diseño del sistema de ventilación con canales de 0,05-0,15 mm de profundidad evita el atrapamiento de aire durante el llenado de la cavidad
- La selección del material y los protocolos de desgasificación se correlacionan directamente con los niveles finales de porosidad, y una desgasificación adecuada reduce el contenido de hidrógeno por debajo de 0,15 ml/100 g
Comprensión de los mecanismos de formación de porosidad en HPDC
La porosidad en la fundición a presión se manifiesta a través de tres mecanismos principales: porosidad gaseosa por aire atrapado y gases desprendidos, porosidad por contracción por la contracción de la solidificación y porosidad inducida por la turbulencia por el flujo caótico del metal. Cada mecanismo requiere estrategias de diseño distintas para minimizar su impacto en la calidad final del componente.
La porosidad gaseosa suele producirse cuando el aire queda atrapado durante el rápido llenado de la cavidad, con velocidades de llenado que a menudo superan los 40-60 m/s en las operaciones de HPDC. Este aire atrapado, combinado con el gas hidrógeno desprendido del aluminio fundido, crea huecos esféricos que oscilan entre 0,1 y 2,0 mm de diámetro. El patrón de distribución de la porosidad gaseosa a menudo se correlaciona directamente con el comportamiento del frente de flujo y las velocidades de solidificación locales.
La porosidad por contracción se desarrolla de forma diferente, formando redes de huecos irregulares e interconectadas en las zonas donde la alimentación de metal líquido se restringe durante la solidificación. Este tipo suele concentrarse en secciones gruesas, bolsas aisladas y regiones con una mala gestión térmica. La comprensión de estos mecanismos permite intervenciones de diseño específicas que abordan las causas de raíz en lugar de los síntomas.
Estrategias de optimización del grosor de la pared
El diseño óptimo del grosor de la pared representa la base de la minimización de la porosidad en los componentes HPDC. Nuestro análisis de ingeniería demuestra que el mantenimiento de un grosor de pared uniforme entre 2,0 y 4,0 mm para las aleaciones de aluminio proporciona el equilibrio ideal entre las propiedades mecánicas, las características de llenado y el comportamiento de la solidificación.
Las secciones gruesas que superan los 6,0 mm invariablemente desarrollan porosidad por contracción debido a los desafíos de la solidificación direccional y a la insuficiente transmisión de presión desde las compuertas. Por el contrario, las secciones más delgadas de 1,5 mm corren el riesgo de un llenado incompleto, cierres fríos y una solidificación prematura que atrapa los gases. La transición entre diferentes grosores de pared debe seguir una conicidad gradual con relaciones de grosor que no superen las 2:1 para evitar el flujo turbulento.
| Rango de espesor de pared (mm) | Nivel de riesgo de porosidad | Aplicaciones típicas | Consideraciones de diseño |
|---|---|---|---|
| 1,0-1,5 | Alto (problemas de llenado) | Nervios delgados, elementos decorativos | Requiere un sistema de compuertas optimizado |
| 2,0-3,0 | Bajo | Paredes de la carcasa, soportes | Óptimo para la mayoría de las aplicaciones |
| 3,5-4,0 | Moderado | Secciones de soporte de carga | Necesita refrigeración mejorada |
| 5,0+ | Muy alto | Salientes, puntos de montaje | Requiere técnicas especiales |
Los jefes gruesos y los puntos de montaje requieren una atención especial, siendo las estrategias de extracción de núcleos y la reducción progresiva del grosor las más eficaces. Los canales de refrigeración internos situados a 8,0-12,0 mm de las superficies de las secciones gruesas pueden mejorar drásticamente la solidificación direccional al tiempo que reducen los tiempos de ciclo. Este enfoque ha demostrado ser particularmente eficaz en las carcasas de transmisión de automóviles, donde hemos alcanzado niveles de porosidad inferiores al 2% en secciones de hasta 8,0 mm de grosor.
Diseño avanzado de sistemas de compuertas y canales de alimentación
El posicionamiento y la geometría de las compuertas ejercen una profunda influencia en las características del flujo de metal y en la posterior formación de porosidad. Un diseño óptimo de la compuerta garantiza un flujo suave y laminar, a la vez que proporciona una transmisión de presión adecuada durante todo el proceso de solidificación. Nuestro análisis de dinámica de fluidos computacional revela que la velocidad de la compuerta debe mantenerse entre 30-45 m/s para las aleaciones de aluminio para equilibrar la velocidad de llenado con la minimización de la turbulencia.
Las compuertas de abanico demuestran un rendimiento superior para las piezas fundidas grandes y planas, distribuyendo el flujo a través de frentes más amplios al tiempo que reducen los efectos de chorro que arrastran el aire. El grosor de la compuerta debe ser del 60-80% del grosor de la pared de la pieza fundida adyacente, con una anchura que se expanda gradualmente desde la conexión del canal de alimentación. Esta geometría promueve una distribución uniforme del flujo al tiempo que mantiene una superficie de sección transversal suficiente para la transmisión de presión.
Los cálculos del área de la sección transversal del canal de alimentación siguen el principio de mantener una velocidad de flujo constante en todo el sistema. La relación entre el área del canal de alimentación y la compuerta debe permanecer entre 1,5:1 y 2:1, garantizando una capacidad de flujo adecuada sin caídas de presión excesivas. Las secciones transversales trapezoidales del canal de alimentación con relaciones base a superior de 2:1 facilitan el llenado completo al tiempo que permiten una fácil eyección.
Las configuraciones de compuertas múltiples requieren un equilibrio cuidadoso para evitar la interferencia del flujo y los cierres fríos. La sincronización de las compuertas se vuelve crítica, siendo preferible el llenado simultáneo al secuencial para minimizar los diferenciales de temperatura. Nuestra experiencia con componentes automotrices complejos demuestra que los sistemas de compuertas múltiples correctamente equilibrados pueden reducir la porosidad en un 40-60% en comparación con las alternativas de compuerta única.
Implementación sistemática del sistema de ventilación
Los sistemas de ventilación eficaces proporcionan vías de escape controladas para el aire desplazado y los gases desprendidos, evitando su atrapamiento dentro de la pieza fundida que se solidifica. El diseño de la ventilación requiere un control dimensional preciso, con profundidades de canal entre 0,05-0,15 mm que proporcionan una evacuación óptima del gas sin permitir la penetración del metal.
La colocación de la ventilación sigue el principio de posicionar las salidas en los últimos puntos de llenado, típicamente opuestos a las compuertas primarias y en las áreas donde convergen los frentes de flujo. Las ventilaciones de la línea de partición resultan más eficaces, utilizando la separación natural del molde para crear vías de escape de gas. Estas ventilaciones deben extenderse 6,0-10,0 mm en la superficie del molde antes de expandirse en cámaras de recogida más grandes.
| Tipo de ventilación | Profundidad (mm) | Ancho (mm) | Aplicación | Eficacia |
|---|---|---|---|---|
| Línea de partición | 0,05-0,10 | 3,0-6,0 | Ventilación primaria | Excelente |
| Pasador expulsor | 0,02-0,05 | Circunferencial | Bolsillos profundos | Buena |
| Límite de inserción | 0,03-0,08 | 2,0-4,0 | Geometrías complejas | Muy buena |
| Ventilaciones de núcleo | 0,08-0,15 | 1,0-2,0 | Cavidades internas | Buena |
Los sistemas de ventilación asistida por vacío representan un enfoque avanzado para aplicaciones críticas, manteniendo las presiones de la cavidad por debajo de 50 mbar durante el llenado. Esta técnica resulta particularmente valiosa para componentes aeroespaciales y de dispositivos médicos donde los niveles de porosidad deben permanecer por debajo del 1%. La integración de los sistemas de vacío requiere un diseño cuidadoso del sello y un control preciso de la sincronización para maximizar la eficacia.
Para obtener resultados de alta precisión, reciba un presupuesto detallado en 24 horas de Microns Hub.
Selección de materiales y protocolos de tratamiento de la fusión
La selección de la aleación de aluminio impacta significativamente en la susceptibilidad a la porosidad, con la composición y el historial de tratamiento que afectan la solubilidad del gas y las características de solidificación. A356-T6 y A380 representan las aleaciones HPDC más comunes, cada una presentando desafíos únicos de porosidad y requisitos de mitigación.
La aleación A380 demuestra una excelente fluidez y características de llenado de la matriz, pero exhibe una mayor solubilidad del hidrógeno, lo que requiere protocolos de desgasificación agresivos. El contenido de hidrógeno debe mantenerse por debajo de 0,15 ml/100 g de aluminio mediante desgasificación rotatoria con argón o nitrógeno. El proceso de desgasificación normalmente requiere 8-12 minutos a 700-720°C con caudales de gas de 2-4 l/min por 100 kg de metal.
El refinamiento del grano a través de adiciones de titanio-boro (0,02-0,05% Ti) crea sitios de nucleación que promueven estructuras de grano finas y equiaxiales. Esta modificación microestructural reduce la formación de porosidad por contracción al tiempo que mejora las propiedades mecánicas. La adición del refinador de grano debe ocurrir durante la preparación de la fusión, permitiendo 10-15 minutos para la disolución y distribución completas.
Las operaciones secundarias como el tratamiento térmico T6 pueden curar parcialmente la micro-porosidad a través de procesos de difusión en estado sólido. Sin embargo, este enfoque sigue estando limitado a poros más pequeños de 0,05 mm de diámetro y no puede abordar huecos de gas o contracción más grandes. La prevención a través de un diseño adecuado sigue siendo mucho más eficaz que la remediación posterior a la fundición.
Optimización de los parámetros del proceso
Los parámetros de la máquina de fundición a presión influyen directamente en la formación de porosidad a través de su control de la dinámica de llenado, la aplicación de presión y las velocidades de solidificación. Los perfiles de velocidad de inyección requieren una optimización cuidadosa, empleando típicamente velocidades de disparo lento de 0,2-0,5 m/s para el llenado inicial de la cavidad, seguido de una aceleración de disparo rápido a 2,0-4,0 m/s una vez que el sistema de canal de alimentación se llena por completo.
La sincronización de la aplicación de la presión de intensificación resulta crítica para la prevención de la porosidad por contracción. La presión debe aumentar a 300-800 bar en 0,1-0,3 segundos después de la finalización del llenado de la cavidad, manteniendo esta presión durante toda la solidificación. La eficiencia de la transmisión de presión depende en gran medida de las características de congelación de la compuerta, con compuertas diseñadas para permanecer líquidas 2-5 segundos más que las secciones de fundición adyacentes.
| Parámetro | Rango Óptimo | Impacto en la Porosidad | Método de Monitoreo |
|---|---|---|---|
| Velocidad de Inyección Lenta | 0,2-0,5 m/s | Reduce el atrapamiento de aire | Codificador lineal |
| Velocidad de Inyección Rápida | 2,0-4,0 m/s | Llenado completo | Sensores de velocidad |
| Presión de Intensificación | 300-800 bar | Previene la contracción | Transductores de presión |
| Temperatura del Molde | 180-250°C | Controla la solidificación | Pirómetros |
La gestión de la temperatura de la matriz influye tanto en el comportamiento del llenado como en los patrones de solidificación. Las temperaturas óptimas de la matriz oscilan entre 180-250°C para las aleaciones de aluminio, con temperaturas más altas que mejoran las características del flujo al tiempo que aumentan potencialmente el riesgo de porosidad gaseosa. El calentamiento diferencial de la matriz, con temperaturas más altas en las áreas difíciles de llenar y temperaturas más bajas en las secciones gruesas, optimiza tanto el comportamiento de llenado como el de solidificación.
Simulación avanzada y validación del diseño
La simulación de la dinámica de fluidos computacional permite la predicción y prevención de áreas propensas a la porosidad antes de que comience la construcción de la matriz. El software de simulación moderno modela con precisión el atrapamiento de gas, la predicción de la contracción y los campos térmicos durante todo el proceso de fundición. Estas herramientas identifican problemas potenciales durante las fases de diseño cuando las modificaciones siguen siendo rentables.
La simulación de flujo revela zonas de turbulencia donde se produce el atrapamiento de aire, lo que permite el reposicionamiento de la compuerta o modificaciones de la geometría para promover el flujo laminar. El análisis del campo de velocidad identifica áreas que superan las velocidades de flujo recomendadas, mientras que los mapas de distribución de presión resaltan las regiones con una transmisión de presión de intensificación insuficiente.
El análisis térmico predice las secuencias de solidificación, identificando puntos calientes aislados propensos a la formación de porosidad por contracción. Esta información guía el diseño del sistema de refrigeración, con la colocación estratégica de canales de refrigeración que garantizan la solidificación direccional hacia las áreas de alimentación. La integración de servicios de fabricación de chapa metálica para los componentes del sistema de refrigeración permite la creación rápida de prototipos y la optimización de las soluciones de gestión térmica.
Los algoritmos de predicción de la porosidad combinan los resultados de flujo y térmicos para pronosticar las ubicaciones y tamaños de la formación de huecos. La validación con datos de producción reales demuestra una precisión del 85-92% para la predicción de la ubicación de la porosidad, lo que permite modificaciones de diseño proactivas que previenen los defectos en lugar de detectarlos después de la producción.
Metodologías de control de calidad e inspección
La evaluación eficaz de la porosidad requiere múltiples técnicas de inspección, cada una de las cuales proporciona información única sobre las características del hueco y los patrones de distribución. La radiografía de rayos X sigue siendo el estándar de oro para la detección de porosidad interna, ofreciendo capacidades de resolución de hasta 0,1 mm de diámetro de hueco con una optimización adecuada de la técnica.
La tomografía computarizada industrial proporciona una visualización tridimensional del hueco, lo que permite mediciones precisas del volumen y análisis de la conectividad. Esta técnica resulta particularmente valiosa para geometrías complejas donde la radiografía convencional sufre de superposición de características. El escaneo CT revela la interconectividad de los poros, crucial para comprender el potencial de la trayectoria de fuga en los componentes que contienen presión.
Las mediciones de densidad a través del pesaje hidrostático ofrecen una evaluación rápida de la porosidad para el control de la producción. Esta técnica determina el porcentaje general de porosidad, pero no puede proporcionar información sobre la distribución espacial. Las mediciones de densidad se correlacionan bien con las propiedades mecánicas, lo que las hace adecuadas para las decisiones de calidad de aprobación/rechazo.
Cuando se trabaja con nuestros servicios de fabricación, Microns Hub implementa protocolos de calidad integrales que superan los estándares de la industria. Nuestras capacidades de inspección incluyen sistemas de rayos X de alta resolución, máquinas de medición de coordenadas dimensionales y equipos de análisis metalográfico que garantizan que cada componente cumpla con los requisitos de porosidad especificados.
Análisis de costo-beneficio de la prevención de la porosidad
La inversión en estrategias de prevención de la porosidad durante las fases de diseño ofrece retornos sustanciales a través de la reducción de las tasas de chatarra, la mejora de las propiedades mecánicas y la mejora de la fiabilidad de los componentes. Nuestro análisis de los factores de costo muestra que la implementación adecuada del diseño agrega un 3-8% a los costos iniciales de las herramientas al tiempo que reduce los costos de producción en curso en un 15-25% a través de tasas de rendimiento mejoradas.
Los costos de optimización del diseño implican principalmente un tiempo de simulación extendido, análisis de ingeniería adicionales y una construcción de matriz potencialmente más compleja. Sin embargo, estas inversiones iniciales palidecen en comparación con las pérdidas de producción por defectos relacionados con la porosidad. Las tasas de chatarra típicamente disminuyen del 8-15% al 2-5% con estrategias integrales de prevención de la porosidad.
Las mejoras en las propiedades mecánicas permiten oportunidades de optimización de materiales, lo que potencialmente permite reducciones de grado que compensan los mayores costos de procesamiento. Los componentes con una porosidad mínima demuestran una vida útil a la fatiga entre un 20 y un 35% mayor en comparación con las alternativas porosas, lo que reduce los costos de garantía y mejora la satisfacción del cliente. La correlación entre la optimización del diseño y la reducción de costos se aplica igualmente a las operaciones de fundición a presión.
Los beneficios a largo plazo incluyen una vida útil mejorada de la matriz a través de la reducción del estrés del proceso y el ciclo de temperatura, una calidad mejorada del acabado superficial que reduce las operaciones secundarias y posibilidades de aplicación ampliadas para componentes críticos. Estos factores se combinan para crear casos de negocio convincentes para programas integrales de prevención de la porosidad.
Al realizar un pedido a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica y enfoque de servicio personalizado significa que cada proyecto recibe la atención al detalle que merece, con ingenieros dedicados que comprenden los matices de la prevención de la porosidad en las aplicaciones de fundición a presión.
Directrices de implementación y mejores prácticas
La minimización exitosa de la porosidad requiere una implementación sistemática en las fases de diseño, herramientas y producción. Comience con una revisión integral del diseño centrándose en la uniformidad del grosor de la pared, la optimización de la compuerta y la integración del sistema de ventilación. Cada elemento de diseño debe evaluarse por su contribución a la reducción general del riesgo de porosidad.
La fabricación de herramientas debe mantener tolerancias estrictas en las características críticas, particularmente las dimensiones de la ventilación y las geometrías de la compuerta. Las profundidades de la ventilación requieren verificación a través de mediciones de precisión, ya que las variaciones de ±0,02 mm impactan significativamente en la eficacia. El acabado superficial de la compuerta debe alcanzar valores Ra por debajo de 0,8 μm para promover características de flujo laminar.
El desarrollo de los parámetros del proceso sigue protocolos de optimización sistemáticos, comenzando con configuraciones conservadoras y avanzando gradualmente hacia ventanas de rendimiento óptimas. Documente todos los cambios de parámetros y sus efectos en los niveles de porosidad, construyendo un conocimiento integral del proceso para futuras aplicaciones.
La capacitación del operador garantiza la implementación consistente de los parámetros optimizados y el reconocimiento de las desviaciones del proceso que impactan la formación de porosidad. Los estándares visuales que muestran niveles de porosidad aceptables versus rechazables ayudan a mantener decisiones de calidad consistentes durante las ejecuciones de producción.
Preguntas frecuentes
¿Cuál es el nivel máximo de porosidad aceptable para los componentes estructurales de fundición a presión?
Los niveles de porosidad aceptables varían según la aplicación, pero los componentes estructurales típicamente requieren una porosidad por debajo del 3-5% por volumen para aplicaciones generales y por debajo del 1-2% para piezas críticas que soportan carga. Las aplicaciones aeroespaciales y médicas pueden requerir niveles de porosidad por debajo del 0,5% con restricciones específicas de tamaño y distribución.
¿Cómo afecta el grosor de la pared a la formación de porosidad en las piezas de fundición de aluminio?
El grosor de la pared impacta directamente tanto en la formación de porosidad gaseosa como en la de contracción. Las secciones más delgadas de 2,0 mm corren el riesgo de atrapamiento de gas debido a la rápida solidificación, mientras que las secciones más gruesas de 4,0 mm desarrollan porosidad por contracción debido a la mala transmisión de presión. El grosor óptimo oscila entre 2,0-3,5 mm para la mayoría de las aplicaciones de aleación de aluminio.
¿Pueden los tratamientos posteriores a la fundición eliminar la porosidad en los componentes HPDC?
Los tratamientos posteriores a la fundición, como el tratamiento térmico, pueden curar parcialmente la micro-porosidad más pequeña de 0,05 mm de diámetro a través de procesos de difusión en estado sólido. Sin embargo, los huecos de gas o contracción más grandes no se pueden eliminar a través del post-procesamiento. La prevención a través de un diseño adecuado y el control del proceso sigue siendo mucho más eficaz que los intentos de remediación.
¿Qué papel juega la temperatura de la matriz en la prevención de la porosidad?
La temperatura de la matriz afecta tanto el comportamiento del llenado como las características de solidificación. Las temperaturas entre 180-250°C para las aleaciones de aluminio optimizan el flujo al tiempo que controlan la evolución del gas. Las temperaturas más altas mejoran el llenado de las secciones delgadas, pero pueden aumentar el riesgo de porosidad gaseosa, mientras que las temperaturas más bajas pueden causar una solidificación prematura y el atrapamiento de aire.
¿Qué tan eficaces son los sistemas de fundición a presión asistida por vacío para la reducción de la porosidad?
Los sistemas asistidos por vacío que mantienen las presiones de la cavidad por debajo de 50 mbar pueden reducir la porosidad gaseosa en un 60-80% en comparación con HPDC convencional. Estos sistemas resultan particularmente eficaces para aplicaciones críticas que requieren niveles de porosidad por debajo del 1%, aunque añaden complejidad y costo al proceso de fundición a presión.
¿Qué métodos de inspección proporcionan la evaluación de porosidad más precisa?
La tomografía computarizada industrial ofrece el análisis de porosidad más completo, proporcionando visualización 3D, mediciones precisas del volumen y mapeo de la conectividad. La radiografía de rayos X sigue siendo rentable para la inspección de rutina con una capacidad de resolución de 0,1 mm, mientras que las mediciones de densidad ofrecen un control de producción rápido para la evaluación general de la porosidad.
¿Cómo se comparan las diferentes aleaciones de aluminio con respecto a la susceptibilidad a la porosidad?
La aleación A380 demuestra una excelente fluidez pero una mayor solubilidad del hidrógeno que requiere una desgasificación agresiva, mientras que A356 ofrece mejores propiedades mecánicas con un riesgo de porosidad moderado. ADC12 muestra una buena capacidad de fundición con una sensibilidad intermedia al gas, y A413 proporciona una excelente resistencia a la corrosión, pero requiere una gestión térmica cuidadosa para prevenir la porosidad por contracción.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece