Mecanizado de Alta Velocidad (HSM): Beneficios en el Acabado Superficial para Moldes de Aluminio
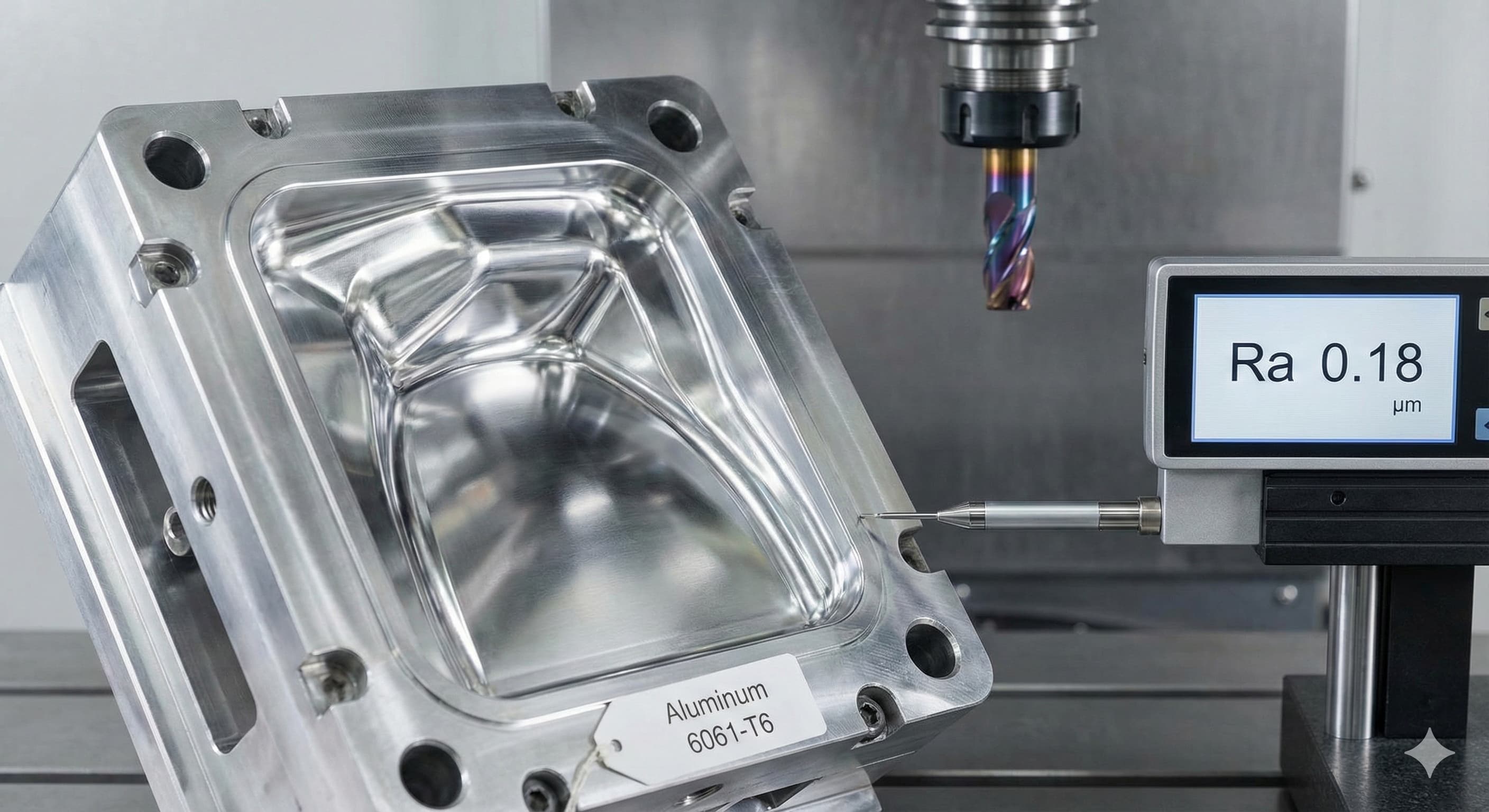
La calidad de la superficie de los moldes de aluminio determina directamente el éxito del producto en aplicaciones de moldeo por inyección. Los parámetros del mecanizado de alta velocidad (HSM) alteran fundamentalmente la topografía de la superficie a través de interacciones controladas entre la herramienta y la pieza de trabajo a velocidades de corte elevadas, entregando valores de Ra por debajo de 0.2 μm sin operaciones de acabado secundarias.
Conclusiones Clave:
- El HSM reduce la rugosidad de la superficie de los moldes de aluminio en un 60-80% en comparación con el mecanizado convencional a través de mecanismos optimizados de formación de viruta
- Las velocidades del husillo que exceden las 15,000 RPM con velocidades de avance superiores a 5,000 mm/min eliminan la formación de filo recrecido en las aleaciones de aluminio
- Existe una correlación directa entre la velocidad de corte y la calidad del acabado superficial para aplicaciones de moldes de Al 6061-T6 y Al 7075-T6
- Las estrategias de trayectoria de la herramienta en HSM minimizan los efectos del ciclo térmico que degradan la integridad de la superficie del aluminio
Comprensión de la Física del Mecanizado de Alta Velocidad para la Calidad de la Superficie del Aluminio
El mecanizado de alta velocidad altera fundamentalmente el mecanismo de remoción de material en el aluminio a través de velocidades de corte aumentadas que exceden las limitaciones de conductividad térmica del material de la pieza de trabajo. Cuando se mecanizan aleaciones de aluminio a velocidades convencionales por debajo de 300 m/min, la generación de calor crea zonas térmicas localizadas que promueven la formación de filo recrecido y efectos de endurecimiento por trabajo. Estos fenómenos comprometen directamente la calidad del acabado superficial al crear micro-soldaduras entre la herramienta y los materiales de la pieza de trabajo.
La transición a los parámetros de operación de HSM, típicamente velocidades de corte de 800-2,000 m/min para aluminio, desplaza la zona de generación de calor hacia la viruta en lugar de la superficie terminada. Esta redistribución térmica ocurre porque el tiempo de contacto acortado entre la herramienta de corte y la pieza de trabajo evita la transferencia de calor al sustrato de aluminio. El resultado se manifiesta como características de acabado superficial dramáticamente mejoradas con valores de Ra que alcanzan consistentemente el rango de 0.1-0.3 μm sin operaciones secundarias.
Las consideraciones de las propiedades del material se vuelven críticas al implementar HSM para aplicaciones de moldes de aluminio. El Al 6061-T6 exhibe una respuesta óptima de HSM debido a su contenido equilibrado de silicio (0.4-0.8%) que proporciona una dureza adecuada sin excesiva abrasividad. La condición de temple T6 asegura la estabilidad dimensional durante las operaciones de alta velocidad al mantener una estructura de grano consistente durante todo el proceso de mecanizado.
La optimización de la geometría de la herramienta específicamente para HSM de aluminio requiere la consideración de ángulos de ataque entre 15-25° positivos para minimizar las fuerzas de corte mientras se mantiene la resistencia del filo. Los ángulos de alivio de 8-12° previenen el contacto de roce que genera defectos en la superficie. La selección del recubrimiento se centra en formulaciones de nitruro de titanio aluminio (TiAlN) o carbono tipo diamante (DLC) que resisten la adhesión del aluminio a temperaturas elevadas.
Optimización de la Velocidad del Husillo y la Velocidad de Avance para la Calidad de la Superficie
La selección de la velocidad del husillo influye directamente en la calidad del acabado superficial a través de su efecto en la consistencia de la formación de viruta y la gestión térmica. Los datos de investigación de las operaciones de mecanizado de moldes de aluminio demuestran que el acabado superficial óptimo ocurre cuando las velocidades del husillo exceden el umbral de velocidad crítica donde la formación de filo recrecido transiciona al corte estable de la zona de cizallamiento.
Para aplicaciones de moldes de Al 6061-T6, este umbral crítico típicamente ocurre a velocidades del husillo superiores a 12,000 RPM cuando se utilizan fresas de extremo de 10-12 mm de diámetro. A estas velocidades, la velocidad de corte se acerca a 400-500 m/min, eliminando efectivamente la acción de corte de "pegar y deslizar" que crea irregularidades en la superficie. La coordinación de la velocidad de avance se vuelve esencial para mantener la carga de viruta óptima por diente mientras se logran los máximos beneficios de calidad de la superficie.
| Aleación de aluminio | Velocidad óptima del husillo (RPM) | Velocidad de avance (mm/min) | Ra alcanzable (μm) | Aplicaciones típicas |
|---|---|---|---|---|
| Al 6061-T6 | 15,000-20,000 | 4,000-6,000 | 0.1-0.2 | Moldes de inyección, herramientas |
| Al 7075-T6 | 12,000-18,000 | 3,000-5,000 | 0.15-0.25 | Moldes aeroespaciales, fijaciones |
| Al 2024-T4 | 10,000-15,000 | 2,500-4,000 | 0.2-0.35 | Moldes prototipo, herramientas blandas |
| Al 5083-H111 | 8,000-12,000 | 2,000-3,500 | 0.25-0.4 | Aplicaciones marinas, matrices de conformación |
La relación entre la velocidad de avance y la calidad de la superficie en el HSM de aluminio sigue patrones predecibles basados en los efectos del espesor de la viruta. El espesor de viruta óptimo para el aluminio típicamente varía de 0.05-0.15 mm por diente, calculado dividiendo la velocidad de avance por el producto de la velocidad del husillo y el número de filos de corte. Exceder este rango crea fuerzas de corte excesivas que desvían la pieza de trabajo y comprometen la calidad de la superficie, particularmente en secciones de moldes de paredes delgadas.
Las estrategias avanzadas de HSM emplean una programación de velocidad de avance variable que ajusta los parámetros de corte en función de la complejidad de la geometría local. En las regiones de la cavidad del molde con radios estrechos o bolsillos profundos, las velocidades de avance se reducen automáticamente en un 20-30% para mantener la calidad de la superficie y evitar la rotura de la herramienta. Este enfoque adaptativo garantiza un acabado superficial consistente en geometrías de moldes complejas sin intervención manual.
Impacto de la Estrategia de Trayectoria de la Herramienta en las Características de la Superficie del Aluminio
La programación de la trayectoria de la herramienta influye directamente en la calidad de la superficie del aluminio a través de su control de las condiciones de compromiso de corte y los efectos del ciclo térmico. Las trayectorias de herramienta convencionales que emplean un compromiso radial completo crean una acumulación excesiva de calor y una deflexión de la herramienta que se manifiesta como marcas de mecanizado visibles en la superficie terminada. Las estrategias de trayectoria de la herramienta HSM abordan específicamente estas limitaciones a través de ángulos de compromiso optimizados y el mantenimiento constante de la carga de viruta.
El fresado trocoidal representa el enfoque de trayectoria de herramienta más efectivo para las cavidades de moldes de aluminio, manteniendo un compromiso radial constante entre el 5-15% del diámetro de la herramienta mientras se logran altas tasas de remoción de material. Esta estrategia previene la acción de corte intermitente que crea irregularidades en la superficie al tiempo que garantiza una evacuación adecuada de la viruta. El movimiento de corte continuo elimina las marcas de inicio-parada comunes en las trayectorias de herramienta rectangulares convencionales.
Para resultados de alta precisión, solicite una cotización gratuita y obtenga precios en 24 horas de Microns Hub.
La orientación del fresado en concordancia se vuelve obligatoria para las aplicaciones de HSM de aluminio debido a sus características superiores de acabado superficial en comparación con el fresado convencional. La acción de corte en el fresado en concordancia comienza con el máximo espesor de viruta y se reduce a cero, creando una acción de cizallamiento que produce una generación de superficie limpia. La progresión opuesta del espesor de viruta del fresado convencional crea una acción de roce que endurece por trabajo la superficie del aluminio y degrada la calidad del acabado.
La selección de la profundidad de corte requiere un equilibrio entre la productividad y los objetivos de calidad de la superficie. Para los moldes de aluminio que requieren valores de Ra por debajo de 0.2 μm, la profundidad axial de los cortes no debe exceder de 0.5-1.0 mm para evitar fuerzas de corte excesivas que causen la deflexión de la herramienta. Los pases de acabado final utilizan una profundidad de corte de 0.1-0.2 mm con velocidades de avance aumentadas para mantener las condiciones de corte óptimas mientras se logra una calidad de superficie superior.
Consideraciones Específicas del Material para Aplicaciones de Moldes de Aluminio
La selección de la aleación de aluminio impacta significativamente los resultados del acabado superficial de HSM debido a las diferencias inherentes en las propiedades del material que afectan las características de maquinabilidad. El contenido de silicio influye particularmente en el comportamiento del corte, con aleaciones que contienen 0.4-1.2% de silicio que exhiben una respuesta óptima de HSM a través de una mejor rotura de viruta y tendencias reducidas de adhesión de la herramienta.
El Al 6061-T6 representa la aleación de aluminio de referencia para aplicaciones de moldes debido a su composición equilibrada que promueve una excelente capacidad de acabado superficial. El sistema de endurecimiento por precipitación de magnesio-silicio proporciona una resistencia adecuada (límite elástico de 276 MPa) mientras mantiene las características de maquinabilidad que responden bien a los parámetros de HSM. El contenido relativamente bajo de cobre (0.15-0.4%) minimiza las tendencias de endurecimiento por trabajo que complican el logro del acabado superficial.
La selección de la condición de temple afecta críticamente los resultados de la calidad de la superficie de HSM. El temple T6 proporciona una estabilidad dimensional óptima durante las operaciones de alta velocidad a través de su microestructura completamente envejecida que resiste los efectos del estrés inducido por el corte. El aluminio con temple T4 exhibe una mayor tendencia al endurecimiento por trabajo durante las operaciones de corte, lo que requiere parámetros de HSM modificados para lograr resultados de calidad de superficie equivalentes.
| Propiedad | Al 6061-T6 | Al 7075-T6 | Al 2024-T4 | Impacto en el acabado superficial HSM |
|---|---|---|---|---|
| Límite elástico (MPa) | 276 | 503 | 324 | Una mayor resistencia requiere velocidades de avance más bajas |
| Resistencia a la tracción (MPa) | 310 | 572 | 469 | Afecta la fuerza de corte y la deflexión de la herramienta |
| Dureza (HB) | 95 | 150 | 120 | Los materiales más duros requieren herramientas más afiladas |
| Contenido de silicio (%) | 0.4-0.8 | 0.4 max | 0.5 max | Un Si más alto mejora la rotura de viruta |
| Acabado superficial Ra (μm) | 0.1-0.2 | 0.15-0.25 | 0.2-0.35 | Correlación directa con la composición de la aleación |
El historial del tratamiento térmico afecta la respuesta del aluminio a las operaciones de HSM a través de su influencia en la estructura del grano y la distribución interna del estrés. Los materiales tratados térmicamente en solución y envejecidos artificialmente (condición T6) exhiben una estabilidad dimensional superior durante el HSM en comparación con las condiciones envejecidas naturalmente (T4) que pueden experimentar alivio de estrés durante las operaciones de corte.
Estrategias de Refrigerante y Lubricación para una Calidad de Superficie Óptima
La selección del refrigerante y los métodos de entrega influyen críticamente en el logro de la calidad de la superficie del aluminio en las aplicaciones de HSM a través de sus efectos en la gestión del calor y la eficiencia de la evacuación de la viruta. El enfriamiento por inundación tradicional a menudo resulta inadecuado para las operaciones de HSM debido a la insuficiente capacidad de eliminación de calor a velocidades de corte elevadas y la tendencia a crear un recorte de viruta que degrada la calidad de la superficie.
Los sistemas de lubricación de cantidad mínima (MQL) ofrecen resultados superiores para el HSM de aluminio al proporcionar una colocación precisa del lubricante mientras se mantienen los beneficios del corte en seco que previenen la adhesión de la viruta. Las tasas de flujo de MQL de 50-100 ml/hora utilizando ésteres sintéticos o fluidos de corte a base de vegetales crean el equilibrio óptimo entre la lubricación y la gestión del calor sin comprometer la evacuación de la viruta.
Los sistemas de refrigerante de alta presión que operan a una presión de 70-150 bar proporcionan una capacidad de evacuación de viruta excepcional, esencial para mantener la calidad de la superficie en cavidades de moldes profundos. La velocidad del chorro de refrigerante debe exceder la velocidad de la viruta para garantizar una eliminación efectiva y evitar daños por recortes. La colocación adecuada de la boquilla se vuelve crítica, con el refrigerante dirigido tanto a la zona de corte como a la ruta de evacuación de la viruta.
Los sistemas de chorro de aire complementan las estrategias de refrigerante líquido al garantizar la eliminación completa de la viruta de las superficies mecanizadas antes de los pases de herramienta posteriores. El aire comprimido a una presión de 6-8 bar elimina eficazmente las virutas de aluminio que de otro modo podrían crear rayones en la superficie o la formación de filo recrecido en las herramientas de corte.
Control de Calidad y Técnicas de Medición de Superficies
La verificación de la calidad de la superficie en aplicaciones de moldes de aluminio requiere técnicas de medición sofisticadas que caractericen con precisión las características de la superficie a microescala que son críticas para el rendimiento del moldeo. La perfilometría de contacto utilizando instrumentos de lápiz óptico proporciona la capacidad de medición de Ra más confiable, con limitaciones de radio de lápiz óptico de 2 μm que garantizan una reproducción precisa de las características de la textura de la superficie.
Los sistemas de medición óptica sin contacto ofrecen ventajas para la evaluación de geometrías de moldes complejas donde el acceso del lápiz óptico se vuelve problemático. La interferometría de luz blanca logra una resolución de medición por debajo de 0.1 nm, lo que permite un análisis detallado de las características de la superficie que influyen en las características de liberación del molde y la calidad de la pieza. Estos sistemas sobresalen particularmente en la medición de características de la superficie en áreas de radio estrecho y cavidades profundas donde los métodos de contacto resultan imprácticos.
Al realizar un pedido en Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas del mercado. Nuestra experiencia técnica y enfoque de servicio personalizado significa que cada proyecto recibe la atención al detalle que merece, con documentación completa de la calidad de la superficie proporcionada para cada componente del molde de aluminio.
La implementación del control estadístico de procesos para las operaciones de HSM de aluminio requiere un monitoreo continuo de los parámetros de calidad de la superficie para identificar la deriva del proceso antes de que afecte la calidad de la pieza. Los gráficos de control que rastrean los valores de Ra en múltiples ubicaciones de medición permiten la detección temprana del desgaste de la herramienta o la desviación de los parámetros del proceso que compromete la calidad de la superficie. Nuestros servicios de mecanizado CNC de precisión incorporan protocolos avanzados de control de calidad diseñados específicamente para aplicaciones de moldes de aluminio.
Técnicas Avanzadas de HSM para Geometrías de Moldes Complejas
Las geometrías complejas de moldes de aluminio presentan desafíos únicos para el logro de la calidad de la superficie de HSM debido a las diferentes condiciones de corte en los diferentes tipos de características. El mecanizado de bolsillos profundos requiere estrategias especializadas que mantengan la calidad de la superficie al tiempo que garantizan una rigidez adecuada de la herramienta y la capacidad de evacuación de la viruta durante todo el proceso de corte.
La programación de HSM multieje se vuelve esencial para superficies de moldes complejas donde mantener la orientación óptima de la herramienta con respecto a la superficie de la pieza de trabajo garantiza condiciones de corte consistentes. El mecanizado simultáneo de cinco ejes permite un compromiso continuo de la herramienta sin el socavamiento y la mala calidad de la superficie asociada con la aproximación de tres ejes de las superficies curvas. El control del vector del eje de la herramienta mantiene ángulos de avance e inclinación constantes que optimizan la generación de la superficie en geometrías complejas.
Las estrategias de limpieza adaptativa ajustan automáticamente los parámetros de corte en función de las condiciones locales de compromiso del material, lo que garantiza una calidad de superficie consistente en diferentes espesores de pared y profundidades de bolsillo. Estos algoritmos inteligentes de trayectoria de herramienta evitan la deflexión y el parloteo de la herramienta que comúnmente degradan la calidad de la superficie en secciones de moldes de paredes delgadas.
El mecanizado de características de precisión en moldes de aluminio a menudo requiere técnicas especializadas de micro-HSM que extienden los principios tradicionales de HSM a herramientas y características de corte extremadamente pequeñas. Las velocidades del husillo pueden exceder las 40,000 RPM para las fresas de extremo de menos de 1 mm de diámetro, lo que requiere una consideración especializada de la dinámica de la herramienta y el control de la vibración.
Análisis de Costo-Beneficio de HSM para la Producción de Moldes de Aluminio
La justificación económica para la implementación de HSM en la producción de moldes de aluminio requiere un análisis exhaustivo tanto de los costos directos de mecanizado como de los beneficios de calidad posteriores. La inversión inicial en equipos típicamente varía de €150,000 a €500,000 para centros de mecanizado con capacidad HSM con especificaciones de husillo y sistemas de control apropiados. Sin embargo, las mejoras en la productividad y la calidad a menudo justifican la inversión dentro de los 12-24 meses para la producción de moldes de volumen moderado a alto.
La reducción del tiempo de ciclo representa el beneficio económico más inmediato, con las operaciones de desbaste de moldes de aluminio que logran mejoras de productividad de 3 a 5 veces en comparación con el mecanizado convencional. Los beneficios de la operación de acabado resultan aún más dramáticos, con HSM a menudo eliminando por completo las operaciones de pulido secundarias a través del logro directo de las especificaciones de calidad de superficie requeridas.
Las consideraciones sobre la vida útil de la herramienta presentan relaciones económicas complejas en las aplicaciones de HSM de aluminio. Si bien las velocidades de corte aumentan drásticamente, la mecánica de corte mejorada y la formación reducida de filo recrecido a menudo extienden la vida útil de la herramienta en comparación con el mecanizado convencional. Los costos de las fresas de extremo de carburo típicamente varían de €50 a €200 por herramienta, con aplicaciones de HSM que logran una vida útil de la herramienta entre un 50 y un 150% más larga a través de mecanismos reducidos de desgaste adhesivo.
Los beneficios de costo relacionados con la calidad incluyen la eliminación de las operaciones de acabado secundarias, la reducción de las tasas de retrabajo y la mejora de la consistencia de la calidad de la pieza. Los moldes de aluminio que alcanzan Ra 0.15 μm directamente de las operaciones de HSM eliminan los costos de pulido de €200-800 por metro cuadrado al tiempo que reducen los plazos de entrega en 2-5 días por molde.
| Factor de costo | Mecanizado convencional | Implementación de HSM | Potencial de ahorro | Periodo de recuperación |
|---|---|---|---|---|
| Tiempo de ciclo (horas/molde) | 40-60 | 12-20 | 60-70% | 6-12 meses |
| Acabado secundario (€/m²) | 400-800 | 0-100 | €300-700/m² | 3-6 meses |
| Costos de herramienta (€/pieza) | 25-45 | 15-30 | €10-15/pieza | 12-18 meses |
| Control de calidad (€/molde) | 200-350 | 100-200 | €100-150/molde | 8-15 meses |
| Costo total de producción | 100% línea de base | 60-75% | Reducción del 25-40% | 12-24 meses |
A través de nuestros servicios de fabricación, los clientes logran regularmente reducciones de costos del 30-50% en la producción de moldes de aluminio a través de la implementación optimizada de HSM. La combinación de tiempos de ciclo reducidos, operaciones secundarias eliminadas y una mejor consistencia de la calidad crea ventajas económicas convincentes que se extienden mucho más allá de las consideraciones iniciales del costo de mecanizado.
Pautas de Implementación y Mejores Prácticas
La implementación exitosa de HSM para aplicaciones de moldes de aluminio requiere un enfoque sistemático para la selección de equipos, el desarrollo de procesos y la capacitación del operador. Las especificaciones de la máquina herramienta deben incluir una potencia de husillo adecuada (típicamente 15-40 kW), capacidad de alta velocidad (15,000-40,000 RPM) y sistemas de accionamiento de avance precisos capaces de tasas de aceleración que excedan 1G para el logro óptimo de la calidad de la superficie.
El desarrollo del proceso debe comenzar con pruebas de caracterización del material para establecer parámetros de corte óptimos para aleaciones de aluminio específicas y condiciones de temple. Los cortes de prueba utilizando varias combinaciones de velocidad del husillo y velocidad de avance permiten la identificación de la ventana de parámetros óptima para cada aplicación. La medición de la calidad de la superficie a lo largo de este proceso de desarrollo garantiza la selección de parámetros basada en los requisitos de acabado reales en lugar de cálculos teóricos.
Los requisitos de capacitación del operador aumentan significativamente para las operaciones de HSM debido a la naturaleza crítica de la selección de parámetros y el margen de error reducido a velocidades de corte elevadas. Los programas de capacitación deben enfatizar la comprensión de la física del corte, la optimización de la trayectoria de la herramienta y los procedimientos de control de calidad específicos para las aplicaciones de moldes de aluminio.
Los programas de mantenimiento preventivo se vuelven críticos para los equipos de HSM debido a las exigentes condiciones de operación y los requisitos de precisión. El monitoreo de la condición del husillo, los sistemas de medición de herramientas y la verificación de la geometría de la máquina requieren una atención más frecuente en comparación con las operaciones de mecanizado convencionales. Los intervalos de mantenimiento típicamente disminuyen en un 30-50% para garantizar un rendimiento y una capacidad de calidad de superficie consistentes.
Desarrollos Futuros en la Tecnología de HSM de Aluminio
Las tecnologías emergentes continúan avanzando en las capacidades de HSM de aluminio a través de mejoras en los materiales de las herramientas de corte, el diseño de las máquinas herramienta y los sistemas de monitoreo de procesos. Los sustratos de carburo de grano ultrafino con sistemas de recubrimiento avanzados permiten velocidades de corte aún más altas al tiempo que mantienen los beneficios de la vida útil de la herramienta y la calidad de la superficie.
La integración de la inteligencia artificial en los sistemas HSM promete una optimización adaptativa de los parámetros que responde a las condiciones de corte en tiempo real. Estos sistemas monitorean la vibración, las emisiones acústicas y el consumo de energía para ajustar automáticamente los parámetros de corte para el mantenimiento óptimo de la calidad de la superficie durante todo el proceso de mecanizado.
La integración de la fabricación aditiva con HSM crea estrategias de producción híbridas donde las geometrías de moldes complejas reciben una impresión casi neta seguida de operaciones de acabado de HSM. Este enfoque optimiza tanto la productividad como la calidad de la superficie al tiempo que permite una complejidad geométrica previamente imposible a través de los métodos de fabricación convencionales.
Las capacidades de simulación avanzadas permiten la optimización virtual de los procesos de HSM antes de la implementación física, lo que reduce el tiempo de desarrollo y garantiza resultados óptimos desde las ejecuciones de producción iniciales. Estos sistemas predicen con precisión los resultados de la calidad de la superficie en función de las propiedades del material, los parámetros de corte y las estrategias de trayectoria de la herramienta.
Preguntas Frecuentes
¿Qué velocidades de husillo se requieren para un acabado superficial óptimo de moldes de aluminio en HSM?
El acabado superficial óptimo de moldes de aluminio típicamente requiere velocidades de husillo que excedan las 15,000 RPM para la mayoría de las aplicaciones, con requisitos específicos que varían según el diámetro de la herramienta y la aleación de aluminio. Para Al 6061-T6 utilizando fresas de extremo de 10-12 mm, las velocidades de 15,000-20,000 RPM logran consistentemente valores de Ra por debajo de 0.2 μm. Las velocidades más altas de hasta 40,000 RPM benefician a las herramientas de diámetro más pequeño y a los requisitos de calidad de superficie más exigentes.
¿Cómo elimina HSM la necesidad de operaciones de acabado secundarias en moldes de aluminio?
HSM elimina el acabado secundario al lograr la calidad de superficie requerida directamente a través de una mecánica de corte optimizada que previene la formación de filo recrecido y minimiza los efectos del endurecimiento por trabajo. Las altas velocidades de corte desplazan la generación de calor hacia la viruta en lugar de la pieza de trabajo, lo que permite el logro directo de valores de Ra en el rango de 0.1-0.3 μm que cumplen con los requisitos de moldeo por inyección sin pulido ni acabado EDM.
¿Qué aleaciones de aluminio responden mejor a HSM para aplicaciones de moldes?
Al 6061-T6 proporciona la combinación óptima de maquinabilidad y capacidad de acabado superficial para aplicaciones de moldes HSM, logrando consistentemente valores de Ra de 0.1-0.2 μm. Al 7075-T6 ofrece mayor resistencia, pero requiere una selección de parámetros más cuidadosa para lograr una calidad de superficie equivalente. Al 2024-T4 presenta desafíos debido a las tendencias de endurecimiento por trabajo, pero sigue siendo viable para aplicaciones menos exigentes.
¿Qué parámetros de corte proporcionan el mejor equilibrio entre productividad y calidad de la superficie?
Los parámetros de corte óptimos típicamente combinan velocidades de husillo de 15,000-20,000 RPM con velocidades de avance de 4,000-6,000 mm/min para moldes de aluminio. La profundidad axial de corte debe permanecer por debajo de 1.0 mm para las operaciones de acabado, con un compromiso radial limitado al 5-15% del diámetro de la herramienta utilizando trayectorias de herramienta trocoidales. Estos parámetros mantienen la carga de viruta óptima al tiempo que evitan la deflexión de la herramienta que compromete la calidad de la superficie.
¿Cómo afecta la estrategia de refrigerante la calidad de la superficie de HSM de aluminio?
La estrategia de refrigerante afecta críticamente la calidad de la superficie a través del control de la gestión del calor y la evacuación de la viruta. La lubricación de cantidad mínima (MQL) a 50-100 ml/hora proporciona una lubricación óptima sin problemas de recortes de viruta, mientras que el refrigerante de alta presión a 70-150 bar garantiza una evacuación completa de la viruta. La entrega adecuada de refrigerante previene la formación de filo recrecido y mantiene condiciones de corte consistentes, esenciales para un acabado superficial superior.
¿Qué métodos de control de calidad verifican mejor el acabado superficial del molde de aluminio de HSM?
La perfilometría de contacto utilizando un lápiz óptico de radio de 2 μm proporciona la medición de Ra más confiable para las superficies de moldes de aluminio, con múltiples ubicaciones de medición que garantizan la validez estadística. La interferometría de luz blanca sin contacto ofrece ventajas para geometrías complejas y logra una resolución sub-nanométrica para una caracterización detallada de la superficie. Ambos métodos requieren equipos calibrados y operadores capacitados para obtener resultados precisos.
¿Qué beneficios económicos justifican la inversión en HSM para la producción de moldes de aluminio?
La inversión en HSM típicamente logra la recuperación de la inversión dentro de los 12-24 meses a través de reducciones del tiempo de ciclo del 60-70%, la eliminación de operaciones de acabado secundarias que cuestan €300-700/m² y reducciones generales de los costos de producción del 25-40%. Los beneficios adicionales incluyen una mejor consistencia de la calidad, la reducción de las tasas de retrabajo y tiempos de entrega más rápidos que mejoran el posicionamiento competitivo en el mercado de fabricación de moldes.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece