Marcas de expulsores: Diseño de "zonas seguras" en superficies estéticas de fundición
Las marcas de los expulsores representan uno de los desafíos de calidad más persistentes en la fabricación de piezas fundidas, particularmente cuando los componentes presentan superficies estéticas visibles. Estas imperfecciones superficiales aparentemente menores pueden transformar una fundición por lo demás perfecta en un rechazo, lo que aumenta los costos y extiende los plazos de entrega. La colocación estratégica de los expulsores requiere un enfoque sistemático que equilibre la eficiencia de la fabricación con los requisitos estéticos.
La comprensión de la formación de marcas de expulsores comienza con el reconocimiento de la física fundamental involucrada. Durante la expulsión, las concentraciones de tensión localizadas crean zonas de deformación permanente que varían de 0,2 mm a 2,0 mm de diámetro, según la geometría del pasador y las propiedades del material. Estas marcas aparecen como depresiones circulares, áreas elevadas o variaciones texturales que se vuelven particularmente pronunciadas en superficies pulidas o anodizadas.
Puntos clave
- Las marcas de los expulsores forman defectos superficiales permanentes de 0,2 a 2,0 mm de diámetro a través de la concentración de tensión localizada durante la expulsión de la pieza.
- La colocación estratégica de la "zona segura" requiere analizar la geometría de la pieza, los ángulos de desmoldeo y los requisitos de la superficie estética al principio de la fase de diseño.
- El diámetro del pasador, la fuerza de expulsión y la dureza del material influyen directamente en la gravedad y la visibilidad de la marca en las superficies acabadas.
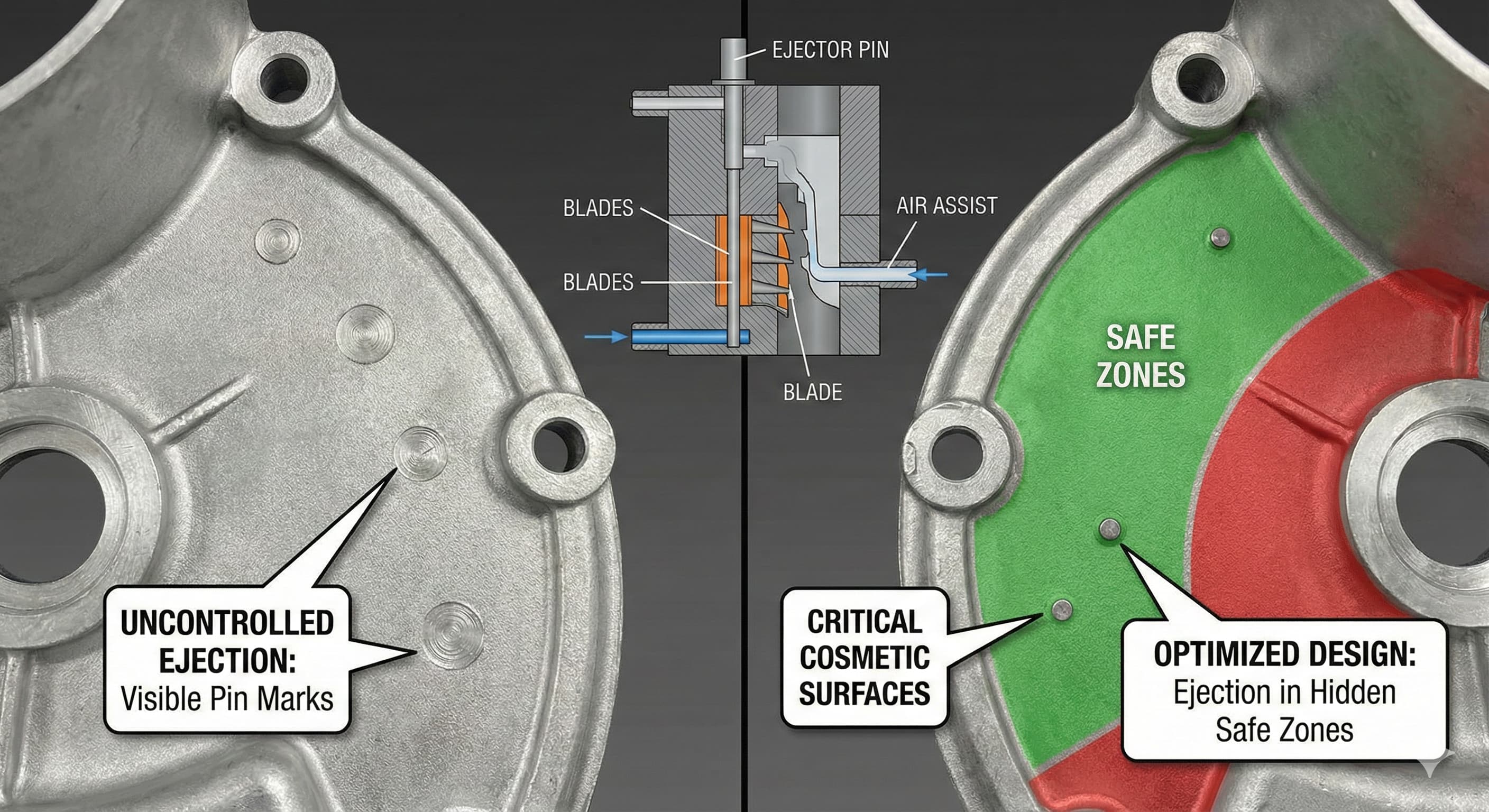
- Las técnicas avanzadas que incluyen la expulsión con cuchillas, las placas de extracción y los sistemas de asistencia neumática pueden minimizar o eliminar las marcas visibles.
Comprensión de la formación de marcas de expulsores
La formación de marcas de expulsores se produce a través de una compleja interacción de fuerzas mecánicas, propiedades del material y condiciones térmicas. Cuando los expulsores entran en contacto con la pieza fundida, crean campos de tensión localizados que exceden el límite elástico del material, lo que resulta en una deformación plástica permanente.
La dureza del material juega un papel fundamental en la gravedad de la marca. Las aleaciones de aluminio como A380 (dureza típica 80-100 HB) muestran diferentes características de marcado en comparación con A356-T6 (dureza 70-95 HB). Los materiales más blandos generalmente exhiben marcas más pronunciadas, mientras que las aleaciones más duras pueden mostrar una deformación menos visible, pero pueden experimentar grietas en la superficie bajo fuerzas de expulsión excesivas.
Los efectos de la temperatura agravan el problema del marcado. Las piezas expulsadas a temperaturas superiores a 200 °C demuestran una mayor susceptibilidad al marcado debido a la reducción del límite elástico. Por el contrario, las piezas que se dejan enfriar por debajo de 150 °C antes de la expulsión muestran una profundidad de marca significativamente reducida, aunque este período de enfriamiento afecta el tiempo de ciclo y la productividad.
| Grado del Material | Dureza (HB) | Profundidad de Marca Típica (mm) | Diámetro de Pin Recomendado (mm) |
|---|---|---|---|
| A380 (Como Fundido) | 80-100 | 0.15-0.30 | 6-10 |
| A356-T6 | 70-95 | 0.10-0.25 | 8-12 |
| A413 | 85-105 | 0.12-0.28 | 6-10 |
| Aleación de Zinc #3 | 95-115 | 0.08-0.20 | 5-8 |
La geometría del pasador influye significativamente en los patrones de formación de marcas. Los pasadores cilíndricos estándar con bordes de radio de 0,5 a 1,0 mm crean impresiones circulares, mientras que los pasadores con bordes de radio más grandes (2-3 mm) distribuyen las fuerzas sobre áreas de superficie mayores, lo que reduce la gravedad de la marca. Sin embargo, los pasadores de radio más grandes requieren mayores fuerzas de expulsión y pueden causar distorsión de la pieza en secciones de paredes delgadas.
Principios de diseño de zonas seguras
El diseño eficaz de la zona segura comienza con un análisis exhaustivo de la superficie durante la fase de diseño inicial. Las superficies estéticas requieren clasificación en tres categorías: Clase A (visible y crítica), Clase B (visible pero no crítica) y Clase C (oculta o no visible). Este sistema de clasificación guía la estrategia de colocación de los expulsores y las tolerancias de marcado aceptables.
La optimización del ángulo de desmoldeo impacta directamente en la disponibilidad de la zona segura. Las superficies con ángulos de desmoldeo adecuados (normalmente de 1 a 3 grados para la fundición de aluminio) proporcionan asistencia de expulsión natural, lo que reduce las fuerzas de los pasadores necesarias y amplía las posibles ubicaciones de la zona segura. Los ángulos de desmoldeo insuficientes obligan a los diseñadores a colocar pasadores en superficies estéticas o a arriesgarse a dañar la pieza durante la expulsión.
El análisis geométrico revela las características óptimas de la zona segura. Las superficies planas perpendiculares a la dirección de expulsión brindan oportunidades ideales para la colocación de pasadores, ya que las fuerzas se distribuyen uniformemente sin crear concentraciones de tensión. Las superficies curvas requieren un análisis cuidadoso de la geometría local, con áreas cóncavas generalmente preferidas sobre superficies convexas para la colocación de pasadores.
Cuando se trabaja con aplicaciones de fundición en arena para componentes grandes, la planificación de la zona segura se vuelve aún más crítica debido a las áreas de superficie más grandes y la mayor visibilidad de los defectos.
Cálculo del tamaño y la fuerza del expulsor
El tamaño adecuado del expulsor requiere calcular el diámetro mínimo del pasador necesario para evitar el pandeo y minimizar la presión de contacto en las superficies de la pieza. La carga crítica de pandeo para los expulsores sigue la fórmula de Euler, modificada para las condiciones de fabricación:
P_crítico = (π² × E × I) / (K × L²)
Donde E representa el módulo elástico del material del pasador (normalmente 200 GPa para acero para herramientas), I es igual al momento de inercia del área, K es el factor de longitud efectiva (2,0 para condiciones de pasador libre) y L representa la longitud del pasador sin soporte.
Los cálculos de la presión de contacto determinan el potencial de marcado. Presión P = F/A, donde F representa la fuerza de expulsión y A es igual al área de contacto del pasador. Mantener las presiones de contacto por debajo de 50 MPa para las aleaciones de aluminio generalmente evita el marcado visible en las superficies estéticas.
| Diámetro del Pin (mm) | Longitud Máxima No Soportada (mm) | Presión de Contacto a 500N (MPa) | Aplicación Recomendada |
|---|---|---|---|
| 4 | 80 | 39.8 | Superficies cosméticas, de servicio ligero |
| 6 | 120 | 17.7 | Aplicaciones estándar |
| 8 | 160 | 9.9 | Servicio pesado, marcado mínimo |
| 10 | 200 | 6.4 | Piezas grandes, cargas distribuidas |
Las estrategias de distribución de la fuerza incluyen el uso de múltiples pasadores más pequeños en lugar de menos pasadores grandes. Este enfoque distribuye las cargas de expulsión en áreas más amplias mientras mantiene las fuerzas de los pasadores individuales dentro de los límites aceptables. Por ejemplo, cuatro pasadores de 6 mm proporcionan un área de contacto equivalente a un pasador de 12 mm y ofrecen una mayor flexibilidad de colocación.
Técnicas avanzadas de expulsión
Los sistemas de expulsión con cuchillas ofrecen soluciones superiores para piezas con extensas superficies estéticas. Estos sistemas utilizan elementos expulsores delgados y planos (normalmente de 1 a 2 mm de espesor) que entran en contacto con las piezas a lo largo de bordes lineales en lugar de puntos circulares. Los expulsores de cuchillas distribuyen las fuerzas sobre áreas más grandes, lo que reduce las presiones de contacto en un 60-80% en comparación con los pasadores convencionales.
La expulsión con placa de extracción proporciona la solución definitiva para eliminar las marcas de los expulsores en las superficies estéticas. La placa de extracción entra en contacto con todo el perímetro de la pieza simultáneamente, creando fuerzas de expulsión uniformes sin concentraciones de tensión localizadas. Sin embargo, este sistema requiere un mecanizado preciso y añade complejidad al diseño del troquel.
La expulsión asistida por aire combina pasadores mecánicos con inyección de aire presurizado. La presión del aire (normalmente de 0,3 a 0,8 MPa) complementa las fuerzas de expulsión mecánicas, lo que permite pasadores más pequeños o fuerzas de pasador reducidas. Esta técnica resulta particularmente eficaz para fundiciones de paredes delgadas donde la expulsión convencional podría causar distorsión.
Para obtener resultados de alta precisión, envíe su proyecto para obtener un presupuesto en 24 horas de Microns Hub.
La sincronización secuencial de la expulsión optimiza la aplicación de la fuerza durante todo el ciclo de expulsión. El contacto inicial de baja fuerza establece la estabilidad de la pieza, seguido de aumentos progresivos de la fuerza a medida que la pieza se separa de las superficies del troquel. Este enfoque reduce las presiones de contacto máximas al tiempo que mantiene un rendimiento de expulsión fiable.
Consideraciones sobre el tratamiento de la superficie
Los tratamientos de superficie posteriores a la fundición influyen significativamente en la visibilidad y la aceptabilidad de las marcas de los expulsores. Los procesos de anodizado, particularmente el anodizado con ácido sulfúrico tipo II, tienden a resaltar las irregularidades de la superficie, incluidas las marcas de los expulsores. La capa de óxido anódico se forma de manera diferente sobre las áreas deformadas, creando variaciones de color visibles incluso cuando las diferencias dimensionales siguen siendo mínimas.
Las aplicaciones de recubrimiento en polvo proporcionan una excelente ocultación de las marcas de los expulsores debido a la capacidad del recubrimiento para rellenar pequeñas depresiones en la superficie. Los espesores de película de 60 a 120 micrómetros enmascaran eficazmente las marcas de los pasadores de hasta 0,2 mm de profundidad al tiempo que proporcionan una protección duradera de la superficie.
Los tratamientos mecánicos de la superficie, como el granallado o el pulido, pueden reducir la visibilidad de las marcas de los expulsores mediante la texturización controlada de la superficie. Estos procesos crean una rugosidad superficial uniforme que camufla los patrones de deformación localizados. Sin embargo, los cambios dimensionales debidos a la eliminación de material deben tenerse en cuenta en el diseño de la pieza.
| Tratamiento de Superficie | Reducción de Visibilidad de la Marca (%) | Impacto de Costo Típico (€/pieza) | Tiempo de Procesamiento (horas) |
|---|---|---|---|
| Como Fundido | 0 | 0 | 0 |
| Granallado | 70-85 | 2-5 | 0.5-1.0 |
| Recubrimiento en Polvo | 85-95 | 5-12 | 2-4 |
| Anodizado Tipo II | -20 a +10 | 8-15 | 3-6 |
| Grabado Químico | 60-80 | 3-8 | 1-2 |
El grabado químico proporciona otro enfoque para la minimización de marcas. El grabado ácido controlado elimina de 0,05 a 0,15 mm de material de la superficie, eliminando eficazmente las marcas de pasadores poco profundas al tiempo que crea una textura superficial uniforme. Este proceso requiere un enmascaramiento preciso para proteger las dimensiones críticas y las características roscadas.
Optimización del diseño del troquel
La optimización del diseño del troquel comienza con un análisis exhaustivo de la expulsión durante la fase de diseño inicial. Los sistemas CAD modernos permiten el análisis de elementos finitos de las tensiones de expulsión, lo que permite a los diseñadores predecir la ubicación y la gravedad de las marcas de los pasadores antes de que comience la construcción del troquel.
Los algoritmos de colocación de los expulsores consideran múltiples factores simultáneamente: geometría de la pieza, ángulos de desmoldeo, clasificación de la superficie, integridad estructural y restricciones de fabricación. El software de optimización clasifica las posibles ubicaciones de los pasadores en función de criterios ponderados, lo que garantiza que las superficies estéticas reciban la protección adecuada.
Al integrarse con servicios de mecanizado CNC de precisión para operaciones secundarias, las ubicaciones de los expulsores deben tener en cuenta los requisitos de mecanizado posteriores y las necesidades de fijación.
Los sistemas de expulsión progresiva secuencian la activación de los pasadores para minimizar las fuerzas máximas. Los pasadores iniciales se acoplan a superficies no estéticas, lo que proporciona estabilidad a la pieza antes de que se activen los pasadores de la superficie estética. Este enfoque reduce las fuerzas de marcado al tiempo que mantiene la fiabilidad de la expulsión.
La gestión térmica dentro de los sistemas de troqueles afecta los requisitos de expulsión. Los canales de refrigeración optimizados mantienen temperaturas uniformes del troquel, lo que reduce la adherencia de la pieza y las fuerzas de expulsión. Los diferenciales de temperatura superiores a 30 °C entre las secciones del troquel pueden duplicar las fuerzas de expulsión necesarias.
Control de calidad e inspección
Los protocolos de control de calidad para las marcas de los expulsores requieren procedimientos de inspección estandarizados y criterios de aceptación. Los estándares de inspección visual normalmente clasifican las marcas por diámetro, profundidad y ubicación en relación con las superficies estéticas.
La medición dimensional de las marcas de los pasadores utiliza métodos de contacto y sin contacto. La perfilometría de lápiz óptico proporciona mediciones de profundidad precisas con una resolución de 0,01 mm, mientras que los sistemas de escaneo óptico capturan la geometría completa de la marca, incluidas las características del diámetro y el borde.
El control estadístico de procesos rastrea las tendencias de las marcas de los expulsores durante las series de producción. Los gráficos de control supervisan la profundidad de la marca, la frecuencia y los patrones de ubicación, lo que permite la detección temprana del desgaste del troquel o la desviación de los parámetros del proceso.
| Método de Inspección | Resolución (mm) | Tiempo de Inspección (segundos) | Costo del Equipo (€) |
|---|---|---|---|
| Inspección Visual | 0.1 | 30-60 | 100-500 |
| Perfilometría de Lápiz | 0.001 | 120-300 | 15,000-50,000 |
| Escaneo Óptico | 0.005 | 60-180 | 25,000-100,000 |
| Máquina de Medición por Coordenadas | 0.001 | 180-600 | 80,000-300,000 |
El desarrollo de criterios de aceptación requiere la colaboración entre los equipos de diseño, fabricación y calidad. Los criterios deben equilibrar los requisitos estéticos con la viabilidad de la fabricación, teniendo en cuenta factores como el costo de la pieza, el volumen de producción y la aplicación de uso final.
Análisis del impacto en los costos
La mitigación de las marcas de los expulsores tiene importantes implicaciones de costos en múltiples fases de fabricación. Las modificaciones de diseño para eliminar la expulsión de la superficie estética pueden aumentar la complejidad del troquel en un 15-30%, lo que impacta directamente en los costos de las herramientas.
Los sistemas de expulsión alternativos, como las placas de extracción o los expulsores de cuchillas, normalmente añaden entre 5.000 y 25.000 euros a los costos del troquel, dependiendo de la complejidad de la pieza y el tamaño del troquel. Sin embargo, estas inversiones a menudo resultan económicas para la producción de gran volumen, donde los costos de rechazo de piezas superan las primas de las herramientas.
Las operaciones secundarias para eliminar o enmascarar las marcas de los expulsores oscilan entre 1 y 15 euros por pieza, dependiendo del tipo de tratamiento y el tamaño de la pieza. Las operaciones de pulido manual para la eliminación de marcas pueden costar entre 8 y 20 euros por pieza, al tiempo que añaden entre 30 y 90 minutos al tiempo de procesamiento.
Al realizar un pedido en Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica en la colocación de expulsores y la optimización del diseño de troqueles significa que cada proyecto de fundición recibe la atención al detalle necesaria para los requisitos de la superficie estética.
Los costos de chatarra y reproceso de las piezas rechazadas debido a las marcas de los expulsores normalmente oscilan entre 50 y 500 euros por pieza, dependiendo de los costos de los materiales, la complejidad del mecanizado y la urgencia de la entrega. Estos costos a menudo superan las inversiones en la optimización del sistema de expulsión en los primeros miles de piezas producidas.
Integración con los servicios de fabricación
La gestión exitosa de las marcas de los expulsores requiere la integración en múltiples procesos de fabricación. Cuando los componentes requieren operaciones posteriores a la fundición a través de nuestros servicios de fabricación, las ubicaciones de los expulsores deben coordinarse con los requisitos de fijación y mecanizado.
Las operaciones de mecanizado secundarias pueden eliminar las marcas de los expulsores mediante la eliminación estratégica de material. Sin embargo, este enfoque requiere una coordinación cuidadosa entre los equipos de fundición y mecanizado para garantizar tolerancias de material adecuadas y control dimensional.
Las consideraciones de montaje influyen en la colocación de los expulsores cuando las marcas se producen en superficies que se interconectan con otros componentes. Las superficies de sellado de juntas, las áreas de montaje de rodamientos y las características roscadas requieren especial atención para evitar problemas funcionales por el marcado de los expulsores.
Los procesos de tratamiento térmico, particularmente el templado T6 para piezas estructurales de aluminio, pueden afectar la visibilidad de las marcas de los expulsores a través de cambios microestructurales y patrones de alivio de tensión.
Preguntas frecuentes
¿Qué hace que las marcas de los expulsores parezcan más oscuras después del anodizado?
Las marcas de los expulsores parecen más oscuras después del anodizado porque la deformación plástica localizada crea diferentes estructuras cristalinas en el aluminio. Estas áreas deformadas tienen una energía superficial y una porosidad alteradas, lo que hace que la capa de óxido anódico se forme con diferente espesor y densidad. El resultado es una variación de color visible incluso cuando las diferencias dimensionales son mínimas.
¿Cómo calculo el diámetro mínimo del expulsor para evitar el pandeo?
Utilice la fórmula de pandeo de Euler: P_crítico = (π² × E × I) / (K × L²). Para los pasadores de acero para herramientas (E = 200 GPa), calcule el momento de inercia del área I = πd⁴/64, utilice K = 2,0 para condiciones de pasador libre y L como longitud sin soporte. Asegúrese de que la fuerza de expulsión requerida se mantenga por debajo del 70% de la carga crítica calculada para el margen de seguridad.
¿Se pueden eliminar por completo las marcas de los expulsores de las superficies visibles?
Sí, a través de técnicas de diseño adecuadas que incluyen la expulsión con placa de extracción, los expulsores de cuchillas o la colocación estratégica de los pasadores en áreas no visibles. Las placas de extracción eliminan por completo el contacto puntual, mientras que los expulsores de cuchillas distribuyen las fuerzas linealmente. Los enfoques alternativos incluyen la expulsión asistida por aire o el diseño de líneas de partición para colocar todos los pasadores en superficies ocultas.
¿Cuál es la profundidad máxima aceptable de la marca del expulsor para las superficies estéticas?
Para las superficies estéticas de clase A, las marcas no deben exceder los 0,05 mm de profundidad con diámetros inferiores a 2,0 mm. Las superficies de clase B pueden aceptar marcas de hasta 0,15 mm de profundidad. Estos límites se aplican a las piezas con acabado de aluminio natural; las piezas recubiertas de polvo pueden aceptar marcas más profundas (hasta 0,20 mm) debido a los efectos de relleno del recubrimiento.
¿Cómo afecta la temperatura de la pieza durante la expulsión a la gravedad de la marca del pasador?
Las temperaturas de expulsión más altas aumentan la gravedad de la marca debido a la reducción del límite elástico del material. Las piezas expulsadas por encima de 200 °C muestran marcas entre un 40 y un 60% más profundas que las enfriadas a 150 °C. Sin embargo, el tiempo de enfriamiento afecta la eficiencia del ciclo. La temperatura de expulsión óptima equilibra la gravedad de la marca con los requisitos de productividad, normalmente entre 160 y 180 °C para la fundición de aluminio.
¿Qué material de expulsor proporciona el mejor acabado superficial en las fundiciones de aluminio?
Los pasadores de acero para herramientas endurecido (58-62 HRC) con superficies pulidas proporcionan resultados óptimos. El acero para herramientas H13 ofrece una excelente resistencia al desgaste y estabilidad térmica. Las superficies de los pasadores deben pulirse hasta Ra 0,2 μm o mejor y tratarse con un recubrimiento de TiN para prolongar su vida útil. Evite los materiales de pasador más blandos que puedan agarrotarse o deformarse durante el servicio.
¿Cómo puedo modernizar los troqueles existentes para reducir el marcado de los expulsores?
Las opciones de modernización incluyen aumentar el diámetro del pasador (si el espacio lo permite), añadir más pasadores para distribuir las cargas, convertir a expulsores de cuchillas en áreas críticas o implementar sistemas de asistencia neumática. Cada enfoque requiere un análisis cuidadoso de la geometría del troquel existente y las limitaciones estructurales. La conversión completa de la placa de extracción normalmente requiere una modificación extensa del troquel y puede no ser rentable para las herramientas existentes.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece