Fundición a presión vs. Mecanizado CNC: ¿Dónde está el punto de equilibrio de precios?
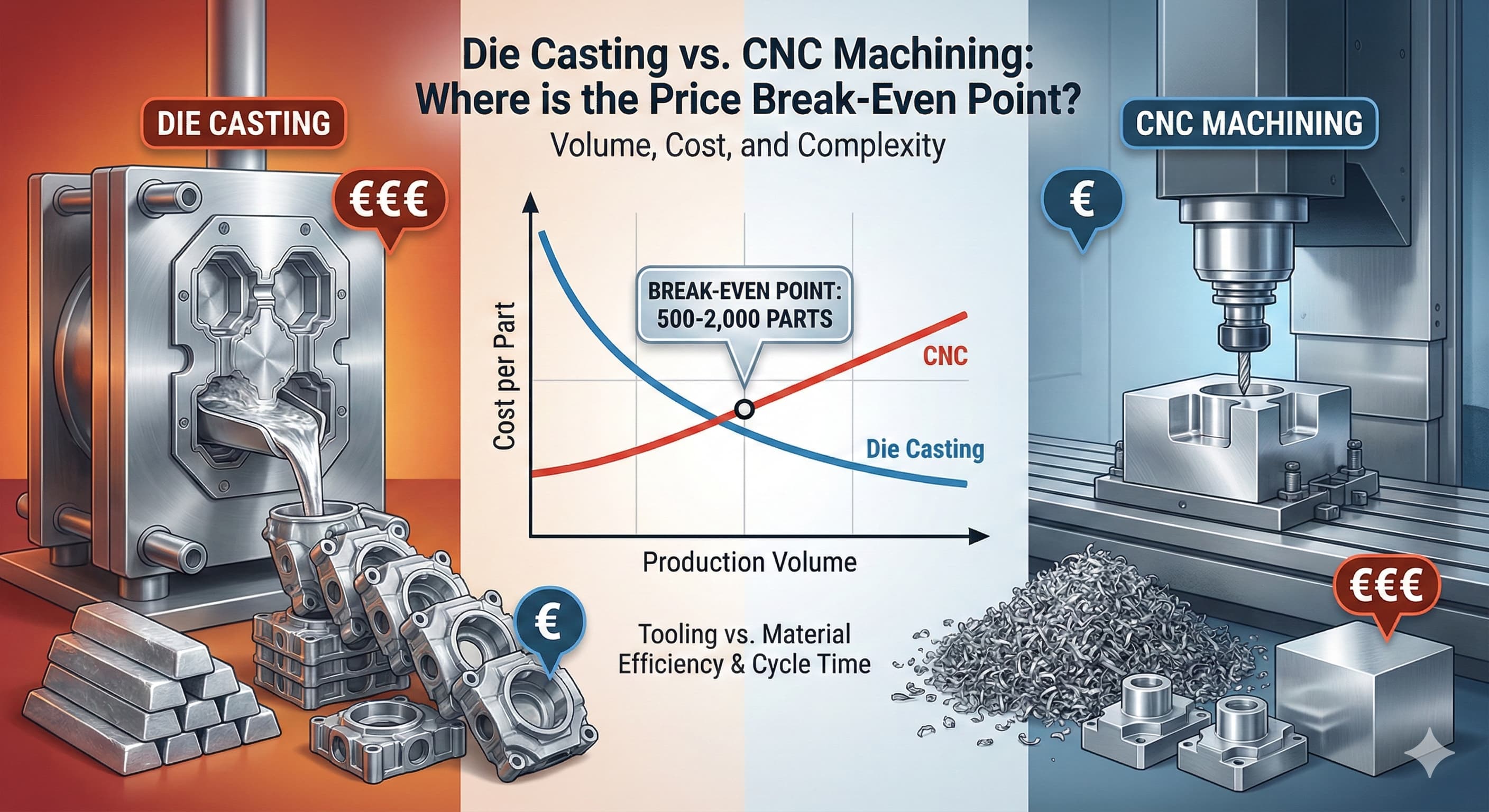
La decisión entre la fundición a presión y el mecanizado CNC se reduce fundamentalmente a la economía del volumen de producción y a los requisitos de complejidad de las piezas. Los ingenieros de fabricación se enfrentan a esta elección a diario, pero muchos carecen del marco matemático preciso para identificar el verdadero punto de equilibrio en el que los costes de las herramientas justifican el cambio del mecanizado a la fundición.
Este análisis examina los umbrales de volumen exactos, los factores de coste y las consideraciones técnicas que determinan cuándo la fundición a presión se vuelve más económica que el mecanizado CNC para los componentes metálicos.
Puntos clave
- El punto de equilibrio suele producirse entre 500 y 2.000 piezas para los componentes de aluminio, dependiendo de la complejidad de la pieza y de los requisitos de mecanizado
- Los costes de las herramientas de fundición a presión oscilan entre 15.000 y 80.000 euros, mientras que los costes de configuración del CNC son de 200 a 1.500 euros por diseño de pieza
- La eficiencia de la utilización del material favorece la fundición a presión con un 85-95% frente al mecanizado CNC con un 20-40% para geometrías complejas
- Los requisitos de acabado superficial y tolerancia pueden desplazar el punto de equilibrio en un 200-500% en cualquier dirección
Análisis de la estructura de costes: Fundición a presión vs. Mecanizado CNC
La comprensión de las estructuras de costes fundamentales revela por qué los cálculos del punto de equilibrio varían significativamente entre las diferentes especificaciones de las piezas y los escenarios de producción.
Componentes del coste de la fundición a presión
Los costes de la fundición a presión constan de tres elementos principales: la inversión en herramientas, los costes de material por pieza y las tasas de procesamiento. Las herramientas representan la mayor inversión inicial, que suele oscilar entre los 15.000 euros para los moldes de aluminio sencillos de una sola cavidad y los 80.000 euros para las herramientas complejas de varias cavidades que requieren correderas y geometrías de núcleo intrincadas.
Los costes de material en la fundición a presión se benefician de la producción casi neta. La aleación de aluminio A380 (equivalente a EN AC-AlSi9Cu3(Fe)) cuesta aproximadamente entre 2,20 y 2,80 euros por kilogramo, con tasas de utilización del material del 85-95% para las piezas bien diseñadas. El propio proceso de fundición añade entre 0,80 y 2,50 euros por pieza, dependiendo del tiempo de ciclo y del peso de la pieza.
Las operaciones secundarias que se requieren con frecuencia incluyen la gestión de las marcas de los pasadores de expulsión en las superficies cosméticas, el recorte de rebabas y la perforación de agujeros que no se pueden fundir debido a las limitaciones del ángulo de desmoldeo.
Estructura de costes del mecanizado CNC
Los costes del mecanizado CNC siguen un patrón diferente, con menores costes de configuración, pero mayores gastos de material y procesamiento por pieza. Los costes de configuración suelen oscilar entre 200 y 1.500 euros por diseño de pieza, incluyendo la programación, la selección de herramientas y la inspección del primer artículo.
Los costes de material en el mecanizado CNC sufren una importante generación de residuos. Partiendo de un tocho de aluminio forjado 6061-T6 a 4,20-5,50 euros por kilogramo, las piezas complejas a menudo requieren la eliminación del 60-80% del material de partida, lo que resulta en costes de material efectivos de 8,50-13,75 euros por kilogramo de peso de la pieza acabada.
El tiempo de mecanizado se correlaciona directamente con la complejidad de la pieza. Las piezas sencillas que requieren entre 15 y 30 minutos de tiempo de máquina a 45-65 euros por hora crean costes manejables por pieza. Sin embargo, las geometrías complejas que requieren entre 2 y 4 horas de tiempo de mecanizado pueden alcanzar entre 90 y 260 euros por pieza sólo en costes de procesamiento.
| Componente de costo | Fundición a presión | Mecanizado CNC | Impacto en el punto de equilibrio |
|---|---|---|---|
| Costo de configuración inicial | €15,000-€80,000 | €200-€1,500 | Volúmenes más altos favorecen la fundición |
| Eficiencia del material | 85-95% | 20-40% | Ventaja significativa por pieza |
| Costo de procesamiento/pieza | €0.80-€2.50 | €11.25-€65.00 | Principal impulsor del volumen |
| Operaciones secundarias | €1.50-€8.00 | €0.50-€3.00 | Impacto moderado |
Análisis matemático del punto de equilibrio
El cálculo del punto de equilibrio requiere establecer cuándo los costes totales de la fundición a presión son iguales a los costes totales del mecanizado CNC durante la vida útil de la tirada de producción.
Fórmula básica del punto de equilibrio
Volumen de equilibrio = (Coste de las herramientas de fundición a presión - Coste de configuración del CNC) ÷ (Coste por pieza del CNC - Coste por pieza de la fundición a presión)
Para una pieza típica de carcasa de aluminio que pesa 250 gramos:
Escenario de fundición a presión:
- Coste de las herramientas: 35.000 euros
- Coste de material por pieza: 0,55 euros (250g × 2,20 euros/kg)
- Coste de procesamiento: 1,20 euros
- Operaciones secundarias: 2,80 euros
- Total por pieza: 4,55 euros
Escenario de mecanizado CNC:
- Coste de configuración: 800 euros
- Coste de material por pieza: 2,65 euros (tocho de 625g × 4,25 euros/kg, 40% de utilización)
- Coste de procesamiento: 28,50 euros (38 minutos × 45 euros/hora)
- Operaciones secundarias: 1,20 euros
- Total por pieza: 32,35 euros
Cálculo del punto de equilibrio: (35.000 euros - 800 euros) ÷ (32,35 euros - 4,55 euros) = 1.230 piezas
Escenarios de costes basados en el volumen
Los puntos de equilibrio en el mundo real varían significativamente en función de la complejidad de la pieza y de los requisitos de especificación. Los soportes y carcasas sencillos suelen alcanzar el punto de equilibrio entre 500 y 1.200 piezas, mientras que los conjuntos complejos con características internas intrincadas pueden no justificar la fundición a presión hasta las 3.000-5.000 piezas.
| Complejidad de la pieza | Rango de costo de herramientas | Volumen de equilibrio | Ejemplos de aplicaciones |
|---|---|---|---|
| Simple (Geometría básica) | €15,000-€25,000 | 400-800 piezas | Soportes, carcasas simples |
| Moderada (Algunas características) | €25,000-€45,000 | 800-1,800 piezas | Cajas electrónicas |
| Compleja (Múltiples deslizadores) | €45,000-€80,000 | 1,500-4,000 piezas | Componentes automotrices |
| Altamente compleja | €80,000+ | 3,000+ piezas | Cajas de transmisión |
Para obtener resultados de alta precisión, obtenga un presupuesto en 24 horas de Microns Hub.
Factores técnicos que afectan a los cálculos del punto de equilibrio
Varias consideraciones técnicas pueden desplazar drásticamente los cálculos del punto de equilibrio más allá de la simple economía de volumen.
Requisitos de tolerancia y acabado superficial
Los requisitos de tolerancia estricta favorecen el mecanizado CNC, particularmente para las dimensiones que requieren ±0,025 mm o mejor. La fundición a presión suele alcanzar ±0,1 mm en las dimensiones que no son de la línea de partición, y las dimensiones de la línea de partición mantienen ±0,2 mm en condiciones óptimas.
Las dimensiones críticas a menudo requieren operaciones de mecanizado posteriores a la fundición, añadiendo entre 3,50 y 12,00 euros por pieza, dependiendo de la complejidad de la configuración. Cuando más del 30% de las características de la pieza requieren mecanizado secundario, el punto de equilibrio puede pasar de 1.200 piezas a 2.800 piezas para el mismo componente.
Los requisitos de acabado superficial también influyen en la economía. La fundición a presión produce naturalmente superficies Ra de 1,6-3,2 μm, mientras que el mecanizado CNC puede alcanzar Ra de 0,8-1,6 μm directamente. Las aplicaciones cosméticas que requieren Ra de 0,4 μm o mejor necesitan operaciones de pulido adicionales que cuestan entre 8,50 y 25,00 euros por pieza.
Impacto de la selección de materiales
La elección del material afecta significativamente a los cálculos del punto de equilibrio tanto a través de los costes de la materia prima como de las consideraciones de procesamiento. Las aleaciones de aluminio A380 y A383 (EN AC-AlSi9Cu3(Fe) y EN AC-AlSi10Mg(Cu)) ofrecen una excelente capacidad de fundición a 2,20-2,80 euros por kilogramo, mientras que las alternativas de alta resistencia como la A357 (EN AC-AlSi7Mg0.3) cuestan 3,20-4,10 euros por kilogramo.
Para las aplicaciones que requieren tratamiento térmico de temple T6 para aplicaciones estructurales, deben tenerse en cuenta costes adicionales de 2,80-5,20 euros por pieza en los cálculos del punto de equilibrio.
El mecanizado CNC ofrece una mayor flexibilidad de materiales, incluyendo grados como 6061-T6, 7075-T6 y 2024-T4 que no se pueden fundir a presión. Sin embargo, las aleaciones exóticas pueden costar entre 8,50 y 18,00 euros por kilogramo, lo que favorece aún más la fundición a presión para la producción de alto volumen.
| Grado de material | Idoneidad para fundición a presión | Costo por kg | Impacto en el punto de equilibrio |
|---|---|---|---|
| A380 (AlSi9Cu3) | Excelente | €2.20-€2.80 | Línea de base |
| A356 (AlSi7Mg0.3) | Buena | +15% volumen | 6061-T6 |
| No apto | €4.20-€5.50 | Solo CNC | 7075-T6 |
| No apto | €8.50-€12.00 | Solo CNC | Factor de cronograma |
Escenarios de volumen de producción y árboles de decisión
Los diferentes escenarios de producción requieren enfoques de análisis a medida para determinar los métodos de fabricación óptimos.
Producción de bajo volumen (50-500 piezas)
La producción de bajo volumen favorece casi universalmente el mecanizado CNC debido a los desafíos de amortización de los costes de las herramientas. Incluso las herramientas de fundición a presión sencillas que cuestan 15.000 euros resultan en 30-300 euros por pieza sólo en costes de herramientas antes de considerar los gastos de procesamiento.
Las excepciones se producen cuando las piezas requieren operaciones de mecanizado extensivas que superan las 3-4 horas por pieza, o cuando el desperdicio de material se acerca al 85-90% del peso del tocho de partida. En estos escenarios, incluso pequeños volúmenes de 200-300 piezas pueden justificar herramientas de fundición sencillas.
Los prototipos y las tiradas de preproducción se benefician de la flexibilidad del mecanizado CNC, que permite iteraciones de diseño sin modificaciones en las herramientas. Los costes de configuración de 200-800 euros por cambio de diseño siguen siendo manejables en comparación con las modificaciones de los troqueles de 5.000-15.000 euros.
Producción de volumen medio (500-5.000 piezas)
La producción de volumen medio representa la zona de decisión crítica donde el análisis del punto de equilibrio se vuelve esencial. La complejidad de la pieza, los requisitos de tolerancia y la selección del material influyen en gran medida en la selección del método de fabricación óptimo.
Las piezas sencillas con tolerancias relajadas (±0,2 mm) suelen favorecer la fundición a presión por encima de 800-1.200 piezas. Las piezas complejas que requieren múltiples operaciones secundarias pueden no justificar la fundición hasta las 2.500-3.500 piezas, dependiendo de los requisitos de tiempo de mecanizado.
Los costes de material se vuelven cada vez más importantes en volúmenes medios. Las piezas que requieren aleaciones exóticas disponibles sólo en forma forjada necesitan el mecanizado CNC independientemente de las consideraciones de volumen. Por el contrario, las piezas compatibles con las aleaciones de fundición estándar se benefician de una mejor eficiencia en la utilización del material.
Producción de alto volumen (más de 5.000 piezas)
La producción de alto volumen favorece fuertemente la fundición a presión para las piezas compatibles con las aleaciones de fundición y las limitaciones geométricas. Los costes de las herramientas se amortizan a 0,50-8,00 euros por pieza, lo que hace que los costes totales de las piezas sean significativamente más bajos que las alternativas CNC.
Las herramientas de múltiples cavidades se vuelven económicamente viables en volúmenes superiores a 8.000-12.000 piezas anuales. Los troqueles de cuatro cavidades aumentan los costes iniciales de las herramientas en un 40-60%, pero reducen los costes de procesamiento por pieza en un 35-45%, lo que mejora aún más la economía de la fundición a presión.
Las oportunidades de integración de la automatización surgen en volúmenes altos, con el recorte robótico y las operaciones secundarias que reducen los costes de mano de obra en 0,80-2,20 euros por pieza. El mecanizado CNC se enfrenta a desafíos de automatización debido a los diferentes tiempos de ciclo y requisitos de configuración.
Consideraciones específicas de la industria
Las diferentes industrias exhiben diferentes patrones de equilibrio basados en las características típicas de las piezas y los requisitos de rendimiento.
Aplicaciones automotrices
Los componentes automotrices suelen presentar geometrías complejas con requisitos de tolerancia moderados, lo que favorece la fundición a presión en volúmenes relativamente bajos de 1.200-2.800 piezas anuales. Las presiones de reducción de peso impulsan los requisitos de fundición de pared delgada, lo que aumenta la complejidad y los costes de las herramientas.
Los requisitos de seguridad en caso de choque a menudo exigen propiedades específicas del material que sólo se pueden lograr a través de grados de aluminio forjado, lo que obliga a la selección del mecanizado CNC independientemente de las consideraciones de volumen. Los componentes estructurales críticos que requieren niveles de resistencia 7075-T6 no pueden utilizar alternativas de fundición a presión.
Las presiones de costes en las aplicaciones automotrices hacen que el análisis del punto de equilibrio sea crítico, con los costes de fabricación objetivo que a menudo impulsan la selección del método de producción. Los compromisos de volumen anual permiten la amortización de la inversión en herramientas durante los ciclos de vida del modelo de 3 a 5 años.
Electrónica y productos de consumo
Las aplicaciones electrónicas enfatizan las tolerancias estrictas y los excelentes acabados superficiales, a menudo requiriendo operaciones de mecanizado secundarias incluso cuando se utilizan procesos primarios de fundición a presión. Los requisitos de blindaje EMI pueden requerir grados de material específicos o tratamientos superficiales.
Los ciclos rápidos de desarrollo de productos favorecen el mecanizado CNC para las tiradas de producción iniciales, con una posible conversión a la fundición a presión para los productos exitosos que superan las 2.000-3.000 unidades anuales. La optimización del diseño para la fundición a menudo se produce durante la gestión del ciclo de vida del producto.
Los requisitos cosméticos en la electrónica de consumo a menudo requieren operaciones de acabado adicionales que cuestan entre 5,50 y 18,00 euros por pieza, lo que impacta significativamente en los cálculos del punto de equilibrio. Las operaciones de anodizado, recubrimiento en polvo y pulido deben tenerse en cuenta en los costes totales de fabricación.
Al evaluar las opciones de fabricación, Microns Hub proporciona relaciones directas con los fabricantes, lo que garantiza un control de calidad superior y precios competitivos en comparación con las plataformas del mercado. Nuestra experiencia técnica abarca tanto las capacidades de fundición a presión como las de mecanizado CNC, lo que permite realizar recomendaciones objetivas basadas puramente en los requisitos de su proyecto en lugar de las limitaciones del proceso.
Estrategias avanzadas de optimización de costes
Más allá de los cálculos básicos del punto de equilibrio, varias estrategias avanzadas pueden optimizar los costes de fabricación y mejorar la precisión en la toma de decisiones.
Enfoques de fabricación híbridos
La combinación de las operaciones de fundición a presión y mecanizado CNC puede optimizar tanto el coste como el rendimiento para aplicaciones específicas. Los enfoques de fundición y mecanizado utilizan la fundición a presión para la creación de geometría básica, seguida de operaciones CNC para las dimensiones críticas y los acabados superficiales.
Este enfoque híbrido funciona eficazmente cuando el 60-70% de la geometría de la pieza se puede fundir casi en forma neta, con las características restantes que requieren tolerancias de ±0,025 mm o mejores acabados superficiales. Los volúmenes de equilibrio suelen oscilar entre 800 y 1.800 piezas, dependiendo de la complejidad de la operación de mecanizado.
Las alternativas de fundición a la cera perdida deben considerarse para geometrías internas complejas incompatibles con los requisitos de desmoldeo de la fundición a presión. Si bien los costes de las herramientas son más bajos (5.000-15.000 euros), los costes de procesamiento aumentan a 8,50-25,00 euros por pieza, lo que desplaza los puntos de equilibrio a 2.800-5.200 piezas.
Integración del diseño para la fabricación
La optimización de los diseños de las piezas para la selección del método de fabricación puede mejorar drásticamente la economía del punto de equilibrio. Los diseños de fundición a presión se benefician de un grosor de pared uniforme, ángulos de desmoldeo generosos (1,5-3,0 grados) y la eliminación de socavaduras que requieren herramientas complejas.
Los diseños de mecanizado CNC deben minimizar los bolsillos profundos, las paredes delgadas y las superficies 3D complejas que requieren extensas rutas de herramientas. La compatibilidad con las herramientas estándar reduce los costes de configuración en 150-450 euros por diseño de pieza, lo que mejora la economía de bajo volumen.
Las revisiones de diseño interfuncionales que involucran a los ingenieros de fabricación durante el desarrollo del concepto pueden identificar los métodos de fabricación óptimos antes de la inversión detallada en el diseño. Este enfoque evita costosos esfuerzos de rediseño cuando se produce el escalado de la producción.
Para los fabricantes que requieren tanto capacidades de mecanizado de precisión como de fundición, nuestros servicios de fabricación proporcionan soluciones integradas que abarcan múltiples métodos de producción. Además, nuestros servicios de fabricación de chapa metálica ofrecen enfoques alternativos para las aplicaciones de carcasas y soportes donde ni la fundición ni el mecanizado proporcionan relaciones coste-rendimiento óptimas.
Consideraciones de calidad y plazo de entrega
La selección del método de fabricación implica compensaciones más allá de las meras consideraciones de costes, incluyendo la consistencia de la calidad, los plazos de entrega y la resistencia de la cadena de suministro.
Capacidades de control de calidad
La calidad de la fundición a presión depende en gran medida del control del proceso y del mantenimiento de las herramientas. La porosidad, los cierres fríos y la variación dimensional pueden afectar al 2-8% de la producción sin los controles adecuados. La implementación del control estadístico del proceso añade entre 0,25 y 0,80 euros por pieza, pero reduce las tasas de rechazo a menos del 1%.
El mecanizado CNC ofrece un control dimensional y una repetibilidad superiores, con procesos capaces de alcanzar valores Cpk de 1,67 o superiores para las dimensiones críticas. Esta ventaja de fiabilidad puede justificar mayores costes por pieza para las aplicaciones en las que los fallos en el campo crean una exposición significativa a la garantía.
Los requisitos de inspección varían significativamente entre los procesos. Las piezas de fundición a presión suelen requerir una inspección visual del 100% y una verificación dimensional periódica, mientras que las piezas CNC pueden necesitar sólo un muestreo estadístico después de la calificación del proceso.
Análisis del plazo de entrega
Los plazos de entrega de la fundición a presión incluyen de 6 a 16 semanas para la fabricación de las herramientas, seguidas de 2 a 4 semanas para la aprobación del primer artículo y la optimización del proceso. Los plazos de entrega de la producción suelen oscilar entre 3 y 8 semanas, dependiendo de los requisitos de volumen y la complejidad.
El mecanizado CNC ofrece plazos de entrega iniciales más cortos de 1 a 3 semanas para los primeros artículos, con una escalabilidad de la producción limitada por la capacidad de la máquina. La producción CNC de alto volumen puede requerir plazos de entrega de 6 a 12 semanas debido a las limitaciones de capacidad.
Las interrupciones de la cadena de suministro afectan de forma diferente a la fundición a presión y al mecanizado CNC. La fundición a presión depende de equipos especializados y proveedores de herramientas, mientras que el mecanizado CNC utiliza máquinas herramienta más ampliamente disponibles y herramientas estándar.
| Fundición a presión | Mecanizado CNC | Impacto estratégico | Configuración inicial |
|---|---|---|---|
| 6-16 semanas | 1-3 semanas | Favorece el CNC por urgencia | Primer artículo |
| 2-4 semanas | 3-7 días | Ventaja CNC | Escalado de producción |
| 2-4 semanas | 4-8 semanas | La fundición se escala más rápido | Cambios de diseño |
| 4-12 semanas | 1-2 semanas | Ventaja de flexibilidad CNC |
Preguntas frecuentes
¿Cuál es el punto de equilibrio típico entre la fundición a presión y el mecanizado CNC para las piezas de aluminio?
Los puntos de equilibrio suelen oscilar entre 500 y 2.000 piezas para los componentes de aluminio, dependiendo de la complejidad de la pieza y de los requisitos de mecanizado. Los soportes sencillos pueden alcanzar el punto de equilibrio entre 400 y 800 piezas, mientras que las carcasas complejas que requieren múltiples operaciones secundarias pueden no justificar la fundición a presión hasta las 2.500-4.000 piezas. El punto de equilibrio exacto depende de los costes de las herramientas (15.000-80.000 euros), la eficiencia de la utilización del material y los costes de procesamiento por pieza.
¿Cómo afectan los requisitos de tolerancia a la elección entre la fundición a presión y el mecanizado CNC?
La fundición a presión suele alcanzar ±0,1 mm en las dimensiones que no son de la línea de partición y ±0,2 mm en las características de la línea de partición. El mecanizado CNC puede mantener ±0,025 mm o menos en las dimensiones críticas. Cuando más del 30% de las características de la pieza requieren tolerancias más estrictas que ±0,1 mm, los puntos de equilibrio pueden pasar de 1.200 piezas a 2.800 piezas debido a las operaciones de mecanizado secundarias requeridas que cuestan entre 3,50 y 12,00 euros por pieza.
¿Qué materiales se pueden utilizar en la fundición a presión frente al mecanizado CNC?
La fundición a presión se limita a aleaciones como A380, A383 y A356 (AlSi9Cu3, AlSi10Mg, AlSi7Mg0.3) que cuestan entre 2,20 y 4,10 euros por kilogramo. El mecanizado CNC puede utilizar aleaciones forjadas como 6061-T6, 7075-T6 y 2024-T4, aunque a mayores costes de material de 4,20-18,00 euros por kilogramo. Las aplicaciones que requieren aleaciones de alta resistencia como 7075-T6 deben utilizar el mecanizado CNC independientemente de las consideraciones de volumen.
¿Cuáles son los principales factores de coste en la fundición a presión frente al mecanizado CNC?
Los costes de la fundición a presión están impulsados por la inversión inicial en herramientas (15.000-80.000 euros) y los costes relativamente bajos por pieza (4,50-8,50 euros). El mecanizado CNC presenta bajos costes de configuración (200-1.500 euros), pero altos costes por pieza debido al desperdicio de material (tasa de chatarra del 60-80%) y los cargos por tiempo de procesamiento de 45-65 euros por hora. La eficiencia de la utilización del material favorece fuertemente la fundición a presión con un 85-95% frente al 20-40% del mecanizado CNC.
¿Cómo afecta la complejidad de la pieza a la selección del método de fabricación?
Las piezas sencillas con geometría básica favorecen la fundición a presión en volúmenes superiores a 400-800 piezas. Las piezas complejas que requieren correderas, múltiples socavaduras o características internas intrincadas aumentan los costes de las herramientas a más de 45.000-80.000 euros, lo que eleva los puntos de equilibrio a 1.500-4.000 piezas. El mecanizado CNC maneja geometrías complejas sin penalizaciones en las herramientas, pero sufre de mayores tiempos de ciclo y desperdicio de material en piezas intrincadas.
¿Qué operaciones secundarias se requieren normalmente para cada proceso?
La fundición a presión requiere comúnmente el recorte de rebabas, la perforación de agujeros que no se pueden fundir debido a los ángulos de desmoldeo y el mecanizado de dimensiones críticas, lo que añade entre 1,50 y 8,00 euros por pieza. El mecanizado CNC normalmente requiere operaciones secundarias mínimas (0,50-3,00 euros por pieza) como el desbarbado y la limpieza. Sin embargo, las aplicaciones cosméticas pueden requerir tratamientos superficiales adicionales para ambos procesos, que cuestan entre 5,50 y 25,00 euros por pieza.
¿Cómo se comparan los plazos de entrega entre la fundición a presión y el mecanizado CNC?
La fundición a presión requiere de 6 a 16 semanas para la fabricación de las herramientas, más de 2 a 4 semanas para la optimización del proceso, pero luego ofrece una rápida escalabilidad de la producción. El mecanizado CNC proporciona plazos de entrega de 1 a 3 semanas para los primeros artículos y una mayor flexibilidad para los cambios de diseño (de 1 a 2 semanas frente a las 4 a 12 semanas para las modificaciones de los troqueles). La producción CNC de alto volumen puede enfrentarse a limitaciones de capacidad que requieren plazos de entrega de 6 a 12 semanas, mientras que la fundición a presión se escala de forma más eficiente una vez que se completan las herramientas.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece