Tiefziehen vs. Drücken: Herstellung zylindrischer Metallformen
Die Herstellung zylindrischer Metallkomponenten stellt Ingenieure vor zwei primäre Umformverfahren: Tiefziehen und Metalldrücken. Jedes Verfahren bietet deutliche Vorteile in Bezug auf Materialausnutzung, Werkzeugkosten, Produktionsvolumen und erreichbare Toleranzen. Das Verständnis der grundlegenden Unterschiede zwischen diesen Verfahren ist entscheidend für die Optimierung der Fertigungsergebnisse und der Kosteneffizienz.
Wichtige Erkenntnisse
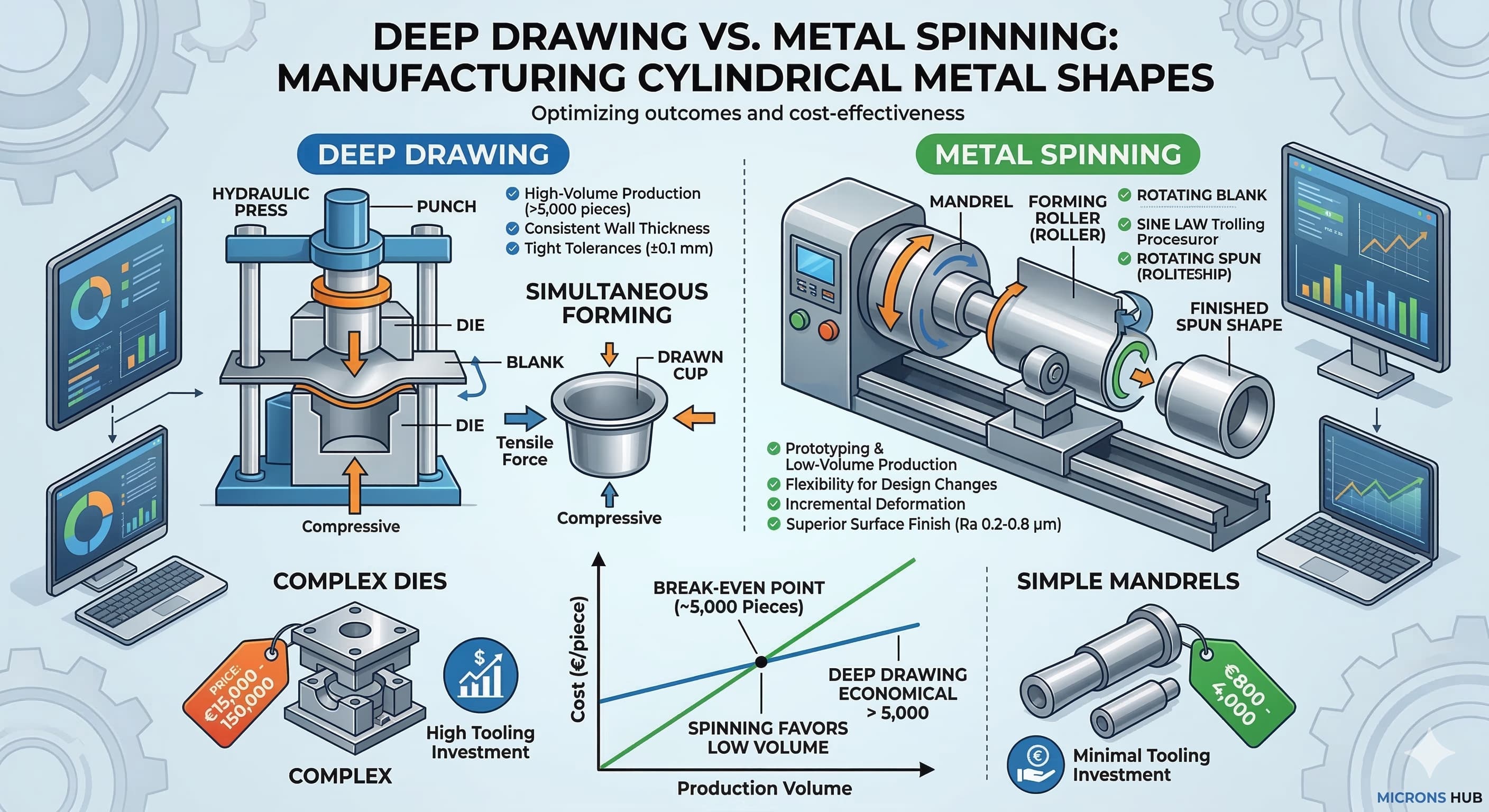
- Tiefziehen zeichnet sich durch die Produktion großer Stückzahlen mit gleichmäßiger Wandstärke und engen Toleranzen (±0,1 mm) aus.
- Metalldrücken bietet eine hohe Flexibilität für Prototypen und Kleinserien mit minimalen Werkzeuginvestitionen.
- Die Materialauswahl hat einen erheblichen Einfluss auf die Durchführbarkeit des Verfahrens, wobei das Tiefziehen höhere Duktilitätsverhältnisse erfordert.
- Die Kostenanalyse zeigt, dass das Tiefziehen bei einem Volumen von mehr als 5.000 Stück pro Jahr wirtschaftlich wird.
Grundlagen des Tiefziehverfahrens
Das Tiefziehen verwandelt flache Blechplatinen durch eine Kombination aus Zug- und Druckkräften in zylindrische oder kastenförmige Bauteile. Das Verfahren verwendet ein Stempel- und Matrizensystem, bei dem der Stempel die Platine durch den Matrizenhohlraum drückt, wodurch eine nahtlose Hohlform entsteht, deren Tiefe mehr als die Hälfte des Durchmessers beträgt.
Der kritische Parameter beim Tiefziehen ist das Ziehverhältnis (DR), das als Platinendurchmesser geteilt durch den Stempeldurchmesser berechnet wird. Für die meisten Materialien kann mit einem einzigen Ziehvorgang ein Verhältnis zwischen 1,8:1 und 2,2:1 erreicht werden. Wenn höhere Verhältnisse erforderlich sind, sind mehrere Ziehstufen erforderlich, wobei jede nachfolgende Stufe den Durchmesser um etwa 20-30 % reduziert.
Der Materialfluss beim Tiefziehen folgt bestimmten Mustern. Die äußeren Bereiche der Platine erfahren eine Umfangsverdichtung, während das Seitenwandmaterial einer Zugspannung unterliegt. Dieser Doppelspannungszustand erfordert Materialien mit ausgezeichneter Duktilität und gleichmäßiger Kornstruktur. Stahlsorten wie DC04 (EN 10130) und die Aluminiumlegierung 3003-H14 zeigen aufgrund ihrer hohen r-Werte (Dehnungsverhältnis) von 1,8-2,2 eine optimale Leistung.
Die Werkzeugkonstruktion spielt eine entscheidende Rolle bei der Erzielung konsistenter Ergebnisse. Der Matrizenradius liegt typischerweise im Bereich des 6- bis 10-fachen der Materialstärke, während der Stempelradius beim 4- bis 8-fachen der Stärke gehalten wird. Diese Verhältnisse verhindern Materialrisse während des Umformvorgangs und minimieren gleichzeitig Rückfederungseffekte.
Mechanik des Metalldrückverfahrens
Das Metalldrücken, auch bekannt als Drückwalzen, formt zylindrische Bauteile, indem es eine Metallplatine mit hoher Geschwindigkeit dreht und gleichzeitig durch Umformwerkzeuge lokal Druck ausübt. Die Platine wird gegen einen Dorn geklemmt, der die innere Geometrie definiert, und das Material wird mit Walzen oder speziellen Drückwerkzeugen progressiv über diesen Dorn geformt.
Das Verfahren arbeitet nach grundlegend anderen Prinzipien als das Tiefziehen. Anstelle einer gleichzeitigen Umformung erzeugt das Drücken die gewünschte Form durch inkrementelle Verformung. Das Material fließt radial nach innen und axial entlang der Dornoberfläche, wobei die Wandstärke gemäß dem Sinusgesetz variiert: t₁ = t₀ × sin α, wobei t₁ die endgültige Dicke, t₀ die anfängliche Dicke und α der Winkel von der Drehachse ist.
Drückdorne erfordern eine präzise Bearbeitung, stellen aber im Vergleich zu Tiefziehwerkzeugen deutlich geringere Werkzeugkosten dar. Ein typischer Stahldorn zum Drücken kostet 800-1.500 €, während gleichwertige Tiefziehwerkzeuge je nach Komplexität und Produktionsanforderungen 15.000-50.000 € kosten.
Das Verfahren eignet sich für eine breitere Palette von Materialien, einschließlich kaltverfestigender Legierungen, die sich für das Tiefziehen als schwierig erweisen könnten. Edelstahl 316L, Titan Ti-6Al-4V und Inconel 625 können aufgrund der inkrementellen Verformung erfolgreich gedrückt werden, was eine übermäßige Spannungskonzentration verhindert.
Materialauswahl und Kompatibilität
Die Materialauswahl stellt einen kritischen Entscheidungspunkt zwischen Tiefzieh- und Drückverfahren dar. Jedes Umformverfahren stellt unterschiedliche Anforderungen an die Materialeigenschaften, was sowohl die Durchführbarkeit des Verfahrens als auch die Qualität des Endprodukts beeinflusst.
| Materialeigenschaft | Tiefziehanforderungen | Drückanforderungen | Typische Werte |
|---|---|---|---|
| Dehnung (%) | ≥25% | ≥15% | DC04: 38-42% |
| r-Wert (Umformgrad) | ≥1.4 | ≥0.8 | Al 3003: 0.6-0.8 |
| n-Wert (Verfestigung) | 0.20-0.25 | 0.15-0.30 | 304 SS: 0.45 |
| Streckgrenze (MPa) | 140-300 | 200-600 | Ti-6Al-4V: 880 |
Das Tiefziehen erfordert Materialien mit hohen plastischen Dehnungsverhältnissen (r-Werte), um Zipfelbildung zu verhindern und einen gleichmäßigen Materialfluss zu gewährleisten. Der r-Wert stellt das Verhältnis der Breiten- zur Dickenänderung bei Zugversuchen dar. Materialien mit r-Werten unter 1,0 neigen dazu, sich bei Ziehvorgängen übermäßig zu verdünnen, was zu einem möglichen Ausfall führen kann.
Drückverfahren eignen sich für Materialien mit niedrigeren Umformbarkeitsindizes, da die Verformung inkrementell und nicht gleichzeitig über die gesamte Platine erfolgt. Diese Eigenschaft macht das Drücken besonders geeignet für hochfeste Legierungen und exotische Materialien, bei denen das Tiefziehen die Umformgrenzen des Materials überschreiten würde.
Die Korngröße beeinflusst beide Verfahren erheblich, jedoch mit unterschiedlichen Auswirkungen. Feinkörnige Materialien (ASTM-Korngröße 7-9) sorgen für eine bessere Oberflächenbeschaffenheit bei Tiefziehanwendungen, während das Drücken gröbere Kornstrukturen tolerieren kann, ohne die Maßgenauigkeit zu beeinträchtigen.
Werkzeugkonstruktion und Investitionsanalyse
Der grundlegende Unterschied in den Werkzeuganforderungen zwischen Tiefziehen und Drücken wirkt sich direkt auf die Projektwirtschaftlichkeit und die Vorlaufzeiten aus. Das Tiefziehen erfordert präzisionsgefertigte Folgeverbundwerkzeuge aus Werkzeugstählen wie D2 oder A2 mit Härtewerten im Bereich von 58-62 HRC.
Die Konstruktion von Folgeverbundwerkzeugen umfasst mehrere Stationen für komplexe Geometrien, wobei jede Station eine präzise Ausrichtung und Spielraumkontrolle erfordert. Typische Werkzeugspielräume liegen beim 1,1- bis 1,3-fachen der Materialstärke für Stahl und beim 1,2- bis 1,4-fachen für Aluminiumlegierungen. Diese engen Toleranzen erfordern eine hochpräzise Fertigung, was die Werkzeugkosten in die Höhe treibt.
Drückdorne bieten eine drastisch reduzierte Werkzeuginvestition. Ein typischer Dorn kann aus Aluminium 7075-T6 für Prototypenanwendungen oder aus Stahl 4140 für Produktionsläufe hergestellt werden. Der Dorn benötigt nur die endgültige innere Geometrie, wodurch die komplexen Hohlraumprofile entfallen, die für Tiefziehwerkzeuge erforderlich sind.
| Werkzeugkomponente | Tiefziehkosten (€) | Drückkosten (€) | Vorlaufzeit (Wochen) |
|---|---|---|---|
| Einfach zylindrisch (Ø100mm) | 15.000 - 25.000 | 800 - 1.500 | 6-8 vs 2-3 |
| Komplexes Stufenprofil | 35.000 - 60.000 | 2.000 - 4.000 | 10-12 vs 3-4 |
| Mehrstufig progressiv | 75.000 - 150.000 | N/A (Einstufig) | 12-16 vs N/A |
| Werkzeugwartung (Jährlich) | 5-10% der Anschaffungskosten | 2-3% der Anschaffungskosten | Laufend |
Die Lebensdauer der Werkzeuge unterscheidet die Verfahren zusätzlich. Tiefziehwerkzeuge halten typischerweise 500.000-2.000.000 Zyklen stand, abhängig von Material und Komplexität, während Drückdorne bei ordnungsgemäßer Wartung 10.000 Zyklen überschreiten können. Drückwerkzeuge (Walzen und Umformwerkzeuge) müssen jedoch alle 5.000-15.000 Zyklen regelmäßig ausgetauscht werden.
Für hochpräzise Ergebnisse Senden Sie Ihr Projekt für ein 24-Stunden-Angebot von Microns Hub.
Maßgenauigkeit und Oberflächenqualität
Um eine präzise Maßkontrolle zu erreichen, ist es wichtig zu verstehen, wie jedes Verfahren die endgültige Bauteilgeometrie beeinflusst. Das Tiefziehen liefert in der Regel eine höhere Rundlaufgenauigkeit und Wandstärkegleichmäßigkeit aufgrund der gleichzeitigen Umformwirkung über die gesamte Platine.
Die Wandstärkenvariation bei tiefgezogenen Bauteilen bleibt im Allgemeinen innerhalb von ±10-15 % der ursprünglichen Platinendicke, wobei die dünnsten Abschnitte am Stempelnasenradius auftreten. Dieses vorhersehbare Ausdünnungsmuster ermöglicht es Ingenieuren, dies durch die Auswahl der Platinendicke und die Planung der Ziehreduktion zu kompensieren.
Drückvorgänge erzeugen Bauteile mit einer Wandstärke, die dem Sinusgesetz folgt, was zu einer beabsichtigten Wandstärkenvariation führt, die bei Konstruktionsberechnungen berücksichtigt werden muss. Das Drücken bietet jedoch eine bessere Kontrolle über die lokale Geometrie und ermöglicht Funktionen wie Flansche, Rillen und komplexe Kurven, die mehrere Tiefziehvorgänge erfordern würden.
Die Oberflächenqualität unterscheidet sich erheblich zwischen den Verfahren. Tiefgezogene Bauteile weisen einheitliche Oberflächeneigenschaften auf, die dem ursprünglichen Platinenzustand entsprechen, typischerweise Ra 0,8-1,6 μm für kaltgewalzte Stahlsubstrate. Drückvorgänge können durch die Glättwirkung der Umformwerkzeuge eine bessere Oberflächenbeschaffenheit (Ra 0,2-0,8 μm) erzielen, was besonders vorteilhaft für Anwendungen ist, die eine minimale Nachbearbeitung erfordern.
Die durch jedes Verfahren erreichbaren Maßtoleranzen spiegeln die grundlegenden Umformmechanismen wider. Das Tiefziehen erreicht routinemäßig ±0,1 mm im Durchmesser und ±0,15 mm in der Höhe für Bauteile mit einem Durchmesser von bis zu 200 mm. Die Drücktoleranzen hängen von der Dornen-Genauigkeit und der Prozesskontrolle ab und liefern typischerweise ±0,2 mm im Durchmesser und ±0,25 mm in der Höhe für ähnlich große Bauteile.
Optimierung des Produktionsvolumens
Eine Wirtschaftlichkeitsanalyse zeigt deutliche Break-Even-Punkte, an denen jedes Verfahren vorteilhaft wird. Die hohen Werkzeuginvestitionen beim Tiefziehen erfordern ein hohes Produktionsvolumen, um die anfänglichen Ausgaben zu rechtfertigen, während die niedrigeren Rüstkosten beim Drücken kleinere Chargen und die Prototypenentwicklung begünstigen.
Die Stückkostenberechnung umfasst die Materialausnutzungseffizienz, die beim Tiefziehen für einfache Geometrien stark begünstigt wird. Tiefgezogene Zylinder erreichen typischerweise eine Materialausnutzung von 85-92 %, während Drückvorgänge aufgrund minimaler Abfallerzeugung zwischen 95-98 % liegen. Der Materialeffizienzvorteil des Drückens verringert sich jedoch, wenn man das Potenzial für dickere Ausgangsplatinen berücksichtigt, die erforderlich sind, um die gewünschte Enddicke in kritischen Bereichen zu erreichen.
| Produktionsvolumen | Tiefziehen (€/Stück) | Drücken (€/Stück) | Empfohlenes Verfahren |
|---|---|---|---|
| 1-100 Stück | 45.00 - 65.00 | 12.00 - 18.00 | Drücken |
| 500-1.000 Stück | 18.00 - 25.00 | 10.00 - 15.00 | Drücken |
| 5.000-10.000 Stück | 4.50 - 6.50 | 8.00 - 12.00 | Tiefziehen |
| 50.000+ Stück | 2.20 - 3.80 | 7.50 - 11.00 | Tiefziehen |
Die Zykluszeitanalyse zeigt die Überlegenheit des Tiefziehens in Szenarien mit hohem Volumen. Ein typischer Tiefziehvorgang dauert je nach Komplexität 3-8 Sekunden, während Drückvorgänge 2-15 Minuten pro Bauteil dauern. Dieser dramatische Unterschied in der Produktionsrate macht das Tiefziehen trotz der anfänglichen Werkzeuginvestition zur klaren Wahl für Anwendungen mit hohem Volumen.
Sekundäre Operationen haben einen erheblichen Einfluss auf die gesamten Herstellungskosten. Tiefgezogene Bauteile erfordern oft Beschnitt-, Stanz- oder zusätzliche Umformvorgänge, die 0,50-2,00 € pro Stück kosten. Drückvorgänge liefern typischerweise endkonturnahe Bauteile, die nur minimale sekundäre Bearbeitung erfordern, was bei komplexen Geometrien Kostenvorteile bietet.
Qualitätskontrolle und Inspektionsmethoden
Qualitätssicherungsprotokolle für beide Verfahren müssen die einzigartigen Eigenschaften und potenziellen Fehlermodi jedes Umformverfahrens berücksichtigen. Die Qualitätskontrolle beim Tiefziehen konzentriert sich auf die Vermeidung häufiger Defekte wie Zipfelbildung, Faltenbildung, Risse und übermäßige Ausdünnung durch Optimierung der Prozessparameter und statistische Prozesskontrolle.
Kritische Messpunkte für tiefgezogene Bauteile sind die Wandstärkenverteilung mittels Ultraschallmessung, die Maßgenauigkeit mittels Koordinatenmessgeräten (KMG) und die Beurteilung der Oberflächenqualität. Inline-Überwachungssysteme können Stempelkraftschwankungen erkennen, die auf potenziellen Werkzeugverschleiß oder Änderungen der Materialeigenschaften hinweisen.
Die Qualitätskontrolle beim Drücken betont die Dornen-Genauigkeit, den Zustand der Umformwerkzeuge und die Konsistenz der Drehzahl. Die inkrementelle Natur des Drückens ermöglicht Anpassungen während des Prozesses und bietet die Möglichkeit, Maßabweichungen während des Umformens zu korrigieren, anstatt fertige Bauteile auszuschrotten.
Die Implementierung der statistischen Prozesskontrolle unterscheidet sich zwischen den Verfahren. Das Tiefziehen profitiert von Cpk-Werten von über 1,33 für kritische Abmessungen, die durch eine enge Kontrolle der Platinenpositionierung, der Schmierstoffkonsistenz und der Presskraft erreicht werden können. Drückvorgänge erfordern die Überwachung der Drehzahlstabilität (±2 %), der Vorschubkonsistenz (±5 %) und der Gleichmäßigkeit des Umformdrucks.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die im Vergleich zu Marktplatzplattformen eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise gewährleisten. Unsere technische Expertise und unser persönlicher Serviceansatz sorgen dafür, dass jedes Projekt die Aufmerksamkeit erhält, die es verdient, mit umfassender Qualitätsdokumentation und Rückverfolgbarkeit.
Integration in Fertigungssysteme
Moderne Fertigungsumgebungen erfordern eine nahtlose Integration von Umformverfahren mit vor- und nachgelagerten Prozessen. Tiefziehlinien umfassen typischerweise automatisierte Platinenzuführung, Transfersysteme und integrierte Präzisions-CNC-Bearbeitungsdienste für sekundäre Operationen.
Die hohe Geschwindigkeit von Tiefziehvorgängen erfordert hochentwickelte Automatisierungssysteme, die in der Lage sind, die Zykluszeiten einzuhalten und gleichzeitig eine gleichbleibende Teilequalität zu gewährleisten. Folgeverbundwerkzeuge können mehrere Umformvorgänge, Stanzen und Beschneiden innerhalb eines einzigen Pressenhubs integrieren, wodurch die Effizienz maximiert und die Handhabungskosten minimiert werden.
Drückvorgänge erfordern zwar im Allgemeinen mehr manuelle Eingriffe, bieten aber Flexibilität bei der Anpassung an Konstruktionsänderungen und Produktvariationen. CNC-Drückmaschinen bieten eine automatisierte Steuerung der Umformsequenzen und erhalten gleichzeitig die inhärente Anpassungsfähigkeit des Verfahrens an unterschiedliche Bauteilgeometrien.
Die Integration mit unseren Fertigungsdienstleistungen ermöglicht ein umfassendes Projektmanagement vom ersten Entwurf bis zur Endkontrolle. Dieser integrierte Ansatz gewährleistet eine optimale Verfahrensauswahl basierend auf spezifischen Projektanforderungen, anstatt die Optionen auf einzelne Fertigungsmethoden zu beschränken.
Auch Überlegungen zur Lieferkette beeinflussen die Verfahrensauswahl. Die Abhängigkeit des Tiefziehens von spezialisierten Werkzeugen schafft Abhängigkeiten von Werkzeug- und Formenbauern, was potenziell die Vorlaufzeiten für neue Projekte verlängert. Drückvorgänge können oft auf vorhandene Dornenbestände zurückgreifen oder schnell neue Dornen mit Standardbearbeitungsmöglichkeiten herstellen.
Fortgeschrittene Anwendungen und Fallstudien
Luft- und Raumfahrtanwendungen demonstrieren die entscheidende Bedeutung der Verfahrensauswahl in anspruchsvollen Umgebungen. Das Tiefziehen zeichnet sich durch die Herstellung von Kraftstofftankkomponenten aus, bei denen eine gleichmäßige Wandstärke und eine leckdichte Konstruktion von größter Bedeutung sind. Das Verfahren liefert die für automatisierte Montagevorgänge erforderliche Maßwiederholbarkeit und erhält gleichzeitig die strukturelle Integrität, die für Druckbehälteranwendungen erforderlich ist.
Das Drücken findet in der Luft- und Raumfahrt Anwendung für komplexe Kegelabschnitte, Nasenkegel und Übergangskanäle, wo die Fähigkeit, zusammengesetzte Kurven und variable Wandstärken zu formen, Konstruktionsvorteile bietet. Die Kompatibilität des Verfahrens mit Titan- und Inconel-Legierungen macht es besonders wertvoll für Hochtemperaturanwendungen, bei denen die Materialeigenschaften die Umformgrenzen des konventionellen Tiefziehens überschreiten.
Automobilanwendungen zeigen volumengesteuerte Entscheidungsfindung. Das Tiefziehen dominiert die Produktion von Großserienbauteilen wie Ölwanne, Kraftstofftanks und Strukturelemente, bei denen die amortisierten Werkzeugkosten über Millionen von Bauteilen vernachlässigbar werden. Die Prozessintegration mit Automobilmontagelinien bietet die Geschwindigkeit und Konsistenz, die für die Just-in-Time-Fertigung erforderlich sind.
Die Herstellung von Medizinprodukten stellt einzigartige Herausforderungen dar, bei denen Biokompatibilität, Oberflächenbeschaffenheit und Maßgenauigkeit zusammenkommen. Drückvorgänge zeichnen sich durch die Herstellung von chirurgischen Instrumenten und implantierbaren Gerätekomponenten aus, bei denen die überlegene Oberflächenbeschaffenheit und die Materialkompatibilität mit exotischen Legierungen klinische Vorteile bieten.
Die Elektronikindustrie nutzt beide Verfahren je nach Volumenanforderungen. Das Tiefziehen dient Anwendungen mit hohem Volumen wie Kühlkörpern und elektromagnetischen Abschirmungskomponenten, während das Drücken spezielle Anforderungen wie EMI-Abschirmungsanwendungen erfüllt, bei denen komplexe Geometrien und eine überlegene Oberflächenbeschaffenheit die Leistung beeinflussen.
Zukünftige Technologietrends
Neue Technologien erweitern die Möglichkeiten beider Umformverfahren kontinuierlich. Servogetriebene Tiefziehpressen bieten programmierbare Bewegungsprofile, die die Optimierung des Materialflusses und die Reduzierung von Rückfederungseffekten ermöglichen. Diese fortschrittlichen Systeme erreichen Umformkräfte mit einer Präzision, die mit herkömmlichen mechanischen Pressen bisher nicht möglich war.
Warmumformtechniken erweitern die Palette der Materialien, die für Tiefziehvorgänge geeignet sind. Aluminiumlegierungen, die traditionell mehrere Ziehstufen erforderten, können jetzt durch kontrolliertes Erhitzen von Platinen und Werkzeugen in einzelnen Arbeitsgängen geformt werden. Diese Weiterentwicklung reduziert die Werkzeugkomplexität und verbessert gleichzeitig die Materialausnutzungseffizienz.
Das CNC-Drücken entwickelt sich durch verbesserte Prozessüberwachung und adaptive Steuerungssysteme weiter. Die Echtzeitmessung von Umformkräften und Bauteilabmessungen ermöglicht die automatische Anpassung der Prozessparameter, wodurch die Anforderungen an die Bedienerfähigkeiten reduziert und gleichzeitig die Maßhaltigkeit verbessert wird.
Die additive Fertigung beeinflusst beide Verfahren durch Rapid-Tooling-Anwendungen. 3D-gedruckte Dorne und Umformwerkzeuge ermöglichen eine kostengünstige Prototypenentwicklung und Kleinserienfertigung und schließen die Lücke zwischen traditionellen Werkzeuginvestitionen und Projektanforderungen.
Die Weiterentwicklung der Simulationssoftware ermöglicht eine immer genauere Vorhersage des Materialflusses, der Spannungsverteilung und potenzieller Fehlermodi. Die Finite-Elemente-Analyse (FEA) ermöglicht die Prozessoptimierung vor der Werkzeugherstellung, wodurch die Entwicklungszeit verkürzt und die Erfolgsquote beim ersten Teil verbessert wird.
Häufig gestellte Fragen
Was ist die minimale Wandstärke, die mit Tiefziehen im Vergleich zum Drücken erreicht werden kann?
Das Tiefziehen hält die Wandstärke typischerweise innerhalb von 85-90 % der ursprünglichen Platinendicke, mit einer minimalen praktischen Dicke von etwa 0,3 mm für Stahl und 0,5 mm für Aluminium. Das Drücken kann in lokalisierten Bereichen dünnere Wände erreichen, die möglicherweise eine Dicke von 0,2 mm erreichen, dies variiert jedoch je nach Sinusgesetz und Dornengeometrie.
Wie vergleichen sich die Materialkosten zwischen den beiden Verfahren?
Die Materialkosten begünstigen das Tiefziehen aufgrund einer besseren Materialausnutzung (85-92 %) im Vergleich zur höheren Ausnutzung des Drückens (95-98 %), aber der Anforderung an dickere Ausgangsplatinen. Das Tiefziehen verwendet typischerweise 15-25 % weniger Rohmaterial für einfache zylindrische Formen, obwohl dieser Vorteil bei komplexen Geometrien, die mehrere Operationen erfordern, abnimmt.
Welche Oberflächenqualität kann mit jedem Verfahren erreicht werden?
Das Tiefziehen behält die ursprüngliche Platinenoberfläche bei, typischerweise Ra 0,8-1,6 μm für kaltgewalzte Stahlsubstrate. Das Drücken kann durch die Glättwirkung der Umformwerkzeuge eine bessere Oberflächenbeschaffenheit von Ra 0,2-0,8 μm erzielen, was es für Anwendungen bevorzugt, die eine minimale Nachbearbeitung oder dekorative Oberflächen erfordern.
Welches Verfahren bietet eine bessere Kontrolle der Maßtoleranzen?
Das Tiefziehen erreicht routinemäßig Toleranzen von ±0,1 mm im Durchmesser und ±0,15 mm in der Höhe für Bauteile mit einem Durchmesser von bis zu 200 mm. Das Drücken liefert typischerweise ±0,2 mm im Durchmesser und ±0,25 mm in der Höhe, obwohl durch geschickte Bedienung und geeignete Werkzeuge eine bessere lokale Geometriekontrolle möglich ist.
Wie beeinflusst das Produktionsvolumen die Verfahrenswirtschaftlichkeit?
Das Tiefziehen wird bei einem Volumen von mehr als 5.000 Stück pro Jahr wirtschaftlich vorteilhaft, da die Werkzeugkosten hoch sind (15.000-60.000 €), aber die Stückkosten niedrig sind (2,20-6,50 €). Das Drücken begünstigt die Kleinserienfertigung mit minimalen Werkzeuginvestitionen (800-4.000 €), aber höheren Stückkosten (8,00-18,00 €) bei hohen Stückzahlen.
Wie sind die typischen Vorlaufzeiten für Werkzeuge und Erstmuster?
Die Tiefziehwerkzeuge benötigen je nach Komplexität 6-16 Wochen, wobei einfache zylindrische Werkzeuge 6-8 Wochen und progressive Mehrstufenwerkzeuge bis zu 16 Wochen dauern. Drückdorne benötigen typischerweise 2-4 Wochen, was eine schnellere Projektinitiierung und Designiterationszyklen ermöglicht.
Welches Verfahren eignet sich besser für Konstruktionsänderungen während der Produktion?
Das Drücken bietet eine hohe Flexibilität für Konstruktionsänderungen, die oft nur Dornanpassungen oder die Herstellung neuer Dorne für 800-4.000 € erfordern. Tiefziehkonstruktionsänderungen erfordern typischerweise Werkzeugänderungen oder einen kompletten Werkzeugwechsel, was je nach Umfang der erforderlichen Änderungen erhebliche Zeit- und Kosteninvestitionen von 5.000-25.000 € darstellt.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece