Stanzen vs. Laserschneiden: Wann sich Werkzeugkosten lohnen
Entscheidungsträger in der Fertigung stehen bei der Planung der Blechbearbeitung vor einer wichtigen Wahl: Stanzen oder Laserschneiden. Diese Entscheidung beeinflusst alles, von den anfänglichen Werkzeuginvestitionen bis hin zu den langfristigen Produktionskosten, der Qualitätskonstanz und der operativen Flexibilität. Die Komplexität steigt, wenn man Materialstärkenvariationen, geometrische Anforderungen und Produktionsvolumina berücksichtigt, die sich im Laufe des Produktlebenszyklus drastisch ändern können.
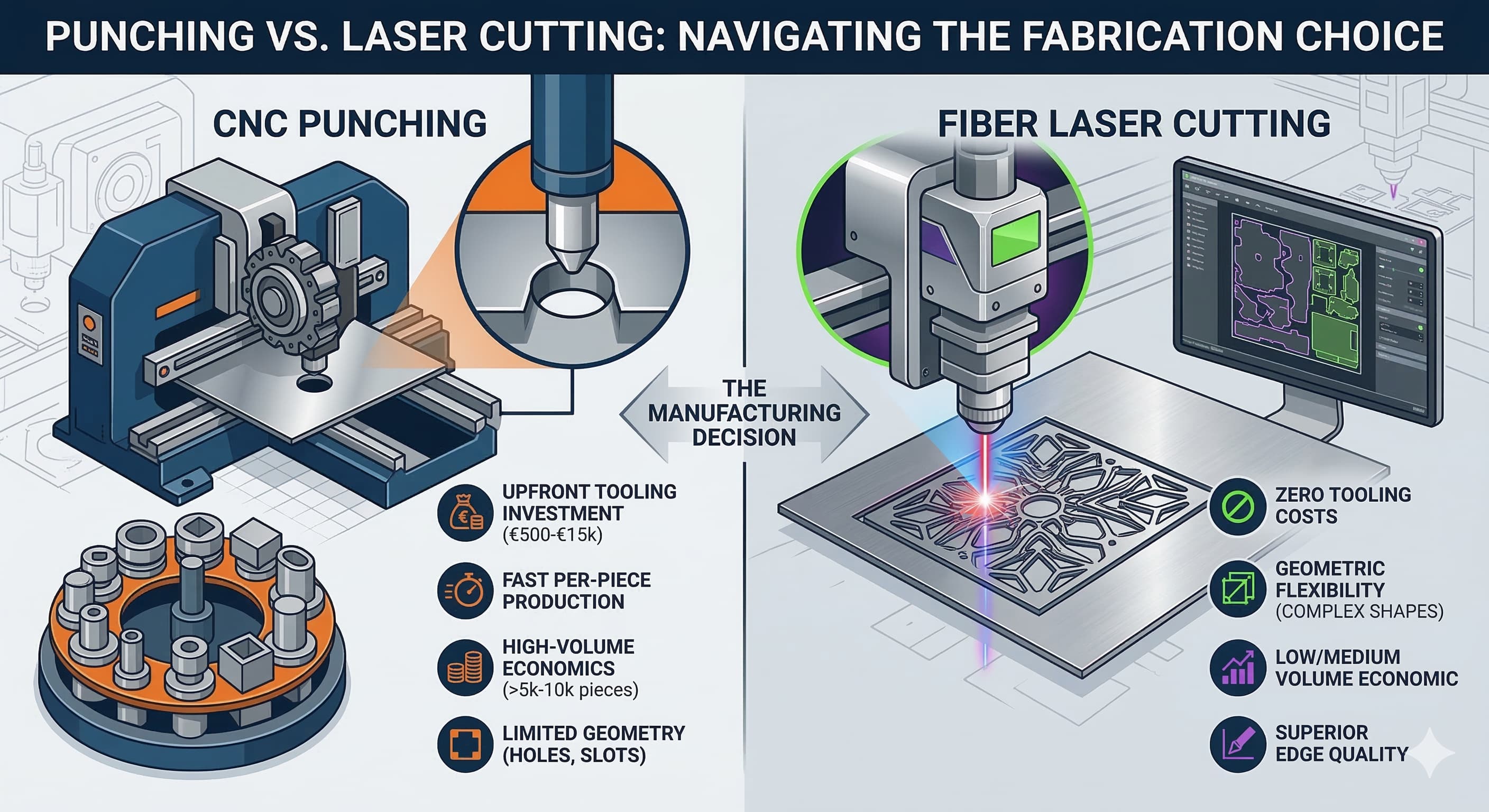
Wichtige Erkenntnisse:
- Stanzen erfordert Vorabinvestitionen in Werkzeuge (500-15.000 € pro Werkzeug), bietet aber eine überlegene Wirtschaftlichkeit bei Stückzahlen von über 5.000-10.000 Stück
- Laserschneiden bietet keine Werkzeugkosten und geometrische Flexibilität, verursacht aber höhere Stückkosten im Bereich von 0,50-5,00 €, abhängig von Material und Komplexität
- Es gibt Grenzen bei der Materialstärke: Stanzen eignet sich hervorragend bis zu einer Stahlstärke von 6 mm, während Laserschneiden Materialien bis zu 25 mm effektiv verarbeiten kann
- Qualitätsanforderungen bestimmen die Prozessauswahl - Stanzen liefert eine Positionsgenauigkeit von ±0,05 mm, während Laserschneiden ±0,1 mm mit überlegener Kantenqualität erreicht
Grundlagen des Stanzprozesses verstehen
Das Stanzen funktioniert durch Scherkraft, die von Präzisionswerkzeugen ausgeübt wird, wodurch saubere Schnitte durch kontrollierte Materialverformung entstehen. Der Prozess erfordert kundenspezifische Matrizen und Stempel, die nach genauen Spezifikationen gefertigt werden, typischerweise aus Werkzeugstahlsorten wie D2 oder A2 mit Härtegraden von 58-62 HRC. Moderne CNC-Revolverstanzpressen erreichen eine Positioniergenauigkeit von ±0,025 mm und können Materialien bis zu einer Dicke von 6,35 mm in Stahl und 4 mm in Edelstahlsorten wie 316L verarbeiten.
Die Werkzeuglebensdauer variiert erheblich je nach Materialeigenschaften und Stempelgeometrie. Standard-Rundstempel, die Baustahl bearbeiten, erreichen 100.000-500.000 Hübe, bevor eine Wartung erforderlich ist, während komplexe Formen oder harte Materialien wie Inconel 625 die Werkzeuglebensdauer auf 10.000-50.000 Zyklen reduzieren. Die Werkzeugwartungskosten machen typischerweise 15-25 % der gesamten Betriebskosten für das Stanzen aus.
Der Stanzprozess zeichnet sich durch die Herstellung präziser Löcher, Schlitze und Kerben mit gleichbleibender Maßgenauigkeit aus. Für Anwendungen, die enge Toleranzen bei der Lochpositionierung erfordern, liefert das Stanzen im Vergleich zu thermischen Schneidverfahren überlegene Ergebnisse. Die Prozessbeschränkung wird jedoch bei komplexen Geometrien deutlich, die kontinuierliche Konturen oder komplizierte interne Ausschnitte erfordern.
Technologieanalyse des Laserschneidens
Die Faserlaser-Schneidtechnologie dominiert die moderne Blechbearbeitung aufgrund der überlegenen Strahlqualität und Energieeffizienz. Aktuelle Systeme arbeiten mit Leistungsstufen von 1 kW bis 15 kW, wobei 4 kW-6 kW-Systeme den Sweet Spot für allgemeine Fertigungsarbeiten darstellen. Strahlqualitätsfaktoren (M²) unter 1,1 ermöglichen Schnittgeschwindigkeiten von 15-25 Metern pro Minute in 2 mm Baustahl unter Beibehaltung der Kantenqualitätsstandards gemäß ISO 9013 Qualitätsstufe 2.
Die Schneidkapazität variiert je nach Materialart und Laserleistung. Ein 6-kW-Faserlasersystem verarbeitet Baustahl bis zu einer Dicke von 25 mm, Edelstahl bis zu 20 mm und Aluminiumlegierungen bis zu 12 mm. Die Schnittqualität verschlechtert sich deutlich jenseits dieser Schwellenwerte, was sekundäre Operationen oder alternative Prozesse erfordert. Der Gasverbrauch stellt einen wichtigen Kostenfaktor dar - das Stickstoffschneiden von Edelstahl verbraucht 10-15 Kubikmeter pro Stunde bei 0,80-1,20 € pro Kubikmeter.
Die Kantenqualitätseigenschaften unterscheiden sich erheblich vom Stanzen. Das Laserschneiden erzeugt Wärmeeinflusszonen (WEZ), die typischerweise 0,1-0,3 mm breit sind, abhängig von der Materialstärke und den Schneidparametern. Dieser thermische Einfluss kann die Materialeigenschaften in kritischen Anwendungen beeinträchtigen, insbesondere in Federstahl oder gehärteten Materialien, wo metallurgische Veränderungen die Leistung beeinträchtigen.
Umfassendes Kostenanalyse-Framework
Die Gesamtbewertung der Kosten erfordert die Analyse mehrerer Kostenkomponenten, die über einfache Stückkostenberechnungen hinausgehen. Das Stanzen beinhaltet erhebliche Vorabinvestitionen in Werkzeuge, bietet aber Skaleneffekte bei höheren Stückzahlen. Standard-Rundstempel kosten jeweils 500-1.500 €, während komplexe Formwerkzeuge je nach Geometrie und Präzisionsanforderungen zwischen 3.000 und 15.000 € kosten.
| Kostenkomponente | Stanzen | Laserschneiden | Kostendeckungsvolumen |
|---|---|---|---|
| Werkzeuginvestition | 500 € - 15.000 € | 0 € | Variiert je nach Komplexität |
| Einrichtzeit | 15-45 Minuten | 5-15 Minuten | N/A |
| Verarbeitungsgeschwindigkeit (2mm Stahl) | 800-1.200 Hübe/Stunde | 15-25 m/min Schneiden | Geometrieabhängig |
| Materialausnutzung | 85-95% | 75-90% | Volumenabhängig |
| Sekundäre Operationen | Minimal | Entgraten erforderlich | Qualitätsabhängig |
Die Arbeitskosten beeinflussen die Wirtschaftlichkeit des Prozesses erheblich. Stanzvorgänge erfordern in der Regel qualifiziertes Einrichtungspersonal, können aber nach der Programmierung unbeaufsichtigt ablaufen. Das Laserschneiden erfordert eine kontinuierliche Bedieneraufmerksamkeit für die Materialhandhabung und Qualitätsüberwachung. Europäische Arbeitskosten von 35-55 € pro Stunde machen Automatisierungsüberlegungen für beide Prozesse unerlässlich.
Die Energieverbrauchsmuster unterscheiden sich erheblich. Stanzsysteme verbrauchen 15-25 kW während des Betriebs, aber nur während der tatsächlichen Formzyklen. Lasersysteme halten einen Grundleistungsverbrauch von 30-50 kW kontinuierlich aufrecht, wobei der Spitzenverbrauch während der Schneidvorgänge 60-80 kW erreicht. Bei europäischen Industriestromtarifen von 0,12-0,18 € pro kWh werden die Energiekosten zu bedeutenden Faktoren in der Hochvolumenproduktion.
Materialkompatibilität und Einschränkungen
Die Materialauswahl bestimmt die Prozessdurchführbarkeit mehr als jeder andere Faktor. Das Stanzen eignet sich hervorragend für duktile Materialien, die sich unter Scherkräften vorhersehbar verformen. Kohlenstoffstähle von der Güte S235 bis S355 lassen sich bis zu einer Dicke von 6 mm sauber stanzen. Die Edelstahlsorten 304 und 316L lassen sich bis zu 4 mm effektiv verarbeiten, obwohl die Kaltverfestigungseigenschaften eine sorgfältige Werkzeugkonstruktion und Wartungsprotokolle erfordern.
Aluminiumlegierungen stellen einzigartige Herausforderungen für Stanzvorgänge dar. Weiche Sorten wie 1100 und 3003 neigen dazu, auf Stempeloberflächen zu fressen, was spezielle Beschichtungen oder Werkzeugmaterialien erfordert. Härtere Legierungen wie 6061-T6 stanzen sich vorhersehbarer, erzeugen aber höhere Werkzeugverschleißraten. Die Hafteigenschaften von Aluminium erfordern oft häufigere Werkzeugreinigungs- und Wartungszyklen.
| Materialqualität | Maximale Stanzdicke | Maximale Laserstärke | Bevorzugter Prozess |
|---|---|---|---|
| S235 Baustahl | 6.0mm | 25mm | Stanzen < 3mm |
| 304 Edelstahl | 4.0mm | 20mm | Laser für komplexe Schnitte |
| 6061-T6 Aluminium | 3.0mm | 12mm | Laser bevorzugt |
| COR-TEN Stahl | 5.0mm | 20mm | Prozessabhängig |
| Inconel 625 | 2.0mm | 8mm | Nur Laser |
Das Laserschneiden demonstriert eine überlegene Materialvielfalt und verarbeitet alles von dünnen Folien bis hin zu dicken Platten über verschiedene Legierungssysteme hinweg. Reflektierende Materialien wie Kupfer und Messing, die historisch eine Herausforderung für CO2-Laser darstellten, lassen sich mit moderner Faserlasertechnologie effizient schneiden. Die Materialkosten steigen jedoch mit der Laserbearbeitung aufgrund breiterer Schnittfugen und potenzieller wärmebedingter Verformungen, die zusätzliche Materialzugaben erfordern.
Qualitätsstandards und Toleranzen
Die Anforderungen an die Maßgenauigkeit bestimmen oft die Prozessauswahl mehr als Kostenüberlegungen. Das Stanzen liefert eine außergewöhnliche Positionsgenauigkeit für Lochmuster und sich wiederholende Merkmale. Moderne CNC-Revolverpressen halten eine Loch-zu-Loch-Genauigkeit innerhalb von ±0,025 mm über Blechabmessungen von bis zu 1500 mm × 3000 mm ein. Dieses Präzisionsniveau eignet sich für Anwendungen, die enge Montagetoleranzen oder mehrere Komponenten erfordern, die austauschbar sein müssen.
Die Kantenqualitätseigenschaften unterscheiden sich grundlegend zwischen den Prozessen. Gestanzte Kanten weisen eine charakteristische Scherzone auf, die typischerweise 30-50 % der Materialstärke beträgt, gefolgt von einer Bruchzone mit rauerer Textur. Für 2 mm Baustahl erstreckt sich die Scherzone auf etwa 0,6-1,0 mm und bietet glatte Lagerflächen, die für Wellenanwendungen oder Präzisionsbaugruppen geeignet sind.
Das Laserschneiden erzeugt unterschiedliche Kanteneigenschaften, die durch thermische Effekte und die Auswahl des Hilfsgases bestimmt werden. Das sauerstoffunterstützte Schneiden von Baustahl erzeugt leichte Oxidschichten, die bei Schweiß- oder Beschichtungsanwendungen berücksichtigt werden müssen. Das Stickstoffschneiden eliminiert die Oxidation, erhöht aber die Betriebskosten um 0,15-0,25 € pro laufendem Meter Schnitt. Die Oberflächenrauheit liegt typischerweise im Bereich von Ra 12,5-25 μm, abhängig von der Schnittgeschwindigkeit und der Materialstärke.
Für hochpräzise Ergebnisse, Holen Sie sich in 24 Stunden ein Angebot von Microns Hub.
Überlegungen zur geometrischen Komplexität
Die Formkomplexität stellt vielleicht den entscheidendsten Faktor bei der Prozessauswahl dar. Das Stanzen eignet sich hervorragend für die Erstellung von Mustern einfacher geometrischer Formen - Löcher, Schlitze, Kerben und grundlegende Umformvorgänge. Komplexe interne Ausschnitte oder komplizierte externe Konturen erfordern mehrere Werkzeugeinrichtungen oder erweisen sich innerhalb der Beschränkungen des Stanzprozesses als unmöglich.
Minimale Feature-Größen stellen unterschiedliche Einschränkungen dar. Das Stanzen kann Löcher erzeugen, die so klein wie die Materialstärke sind, mit praktischen Minima von 1,0 mm Durchmesser in 2 mm Stahl. Eng beieinander liegende Merkmale erfordern jedoch die Berücksichtigung der Stegfestigkeit zwischen den Schnitten. Industriestandards empfehlen minimale Stegabmessungen von 1,5 × Materialstärke, um Verformungen während des Umformens zu vermeiden.
Das Laserschneiden bietet nahezu unbegrenzte geometrische Freiheit innerhalb der Materialstärkebeschränkungen. Interne Ecken erreichen Radien von nur 0,1 mm, während externe Merkmale komplexe Kurven und komplizierte Details enthalten können, die mit dem Stanzen unmöglich sind. Diese Flexibilität erweist sich als unschätzbar wertvoll für die Prototypenentwicklung oder Produkte, die neben den funktionalen Anforderungen auch ästhetische Aspekte berücksichtigen müssen.
Fortschrittliche Fertigungsanwendungen kombinieren oft beide Prozesse strategisch. Blechbearbeitungsdienste setzen häufig das Stanzen für sich wiederholende Lochmuster ein, während das Laserschneiden für komplexe Umfangsprofile verwendet wird. Dieser hybride Ansatz optimiert sowohl die Kosteneffizienz als auch die geometrische Leistungsfähigkeit.
Wirtschaftlichkeit der Produktionsmenge
Die Break-Even-Analyse erfordert eine sorgfältige Bewertung der gesamten Produktionskosten über die erwarteten Produktlebenszyklen hinweg. Die Kleinserienfertigung bevorzugt aufgrund der fehlenden Werkzeugkosten und des minimalen Einrichtungsaufwands durchweg das Laserschneiden. Bei Stückzahlen unter 1.000 Stück kostet die Laserbearbeitung in der Regel 30-50 % weniger als das Stanzen, wenn die Werkzeuginvestitionen amortisiert werden.
Mittlere Produktionsvolumina zwischen 1.000 und 10.000 Stück stellen die komplexeste Entscheidungsmatrix dar. Die Werkzeugkosten müssen durch reduzierte Stückkosten und eine verbesserte Materialausnutzung ausgeglichen werden. Einfache Geometrien mit Standardwerkzeugen erreichen Break-Even-Punkte um 2.000-3.000 Stück, während komplexe Formen, die kundenspezifische Werkzeuge erfordern, möglicherweise erst bei 8.000-10.000 Stück Kostengleichheit erreichen.
Die Hochvolumenproduktion begünstigt stark die Wirtschaftlichkeit des Stanzens. Sobald die Werkzeugkosten amortisiert sind, können die Stückkosten auf 0,05-0,15 € sinken, verglichen mit Laserschneidkosten von 0,50-2,00 € pro Stück. Diese drastischen Unterschiede treiben Werkzeuginvestitionen für jedes Produkt an, das jährlich Stückzahlen von mehr als 15.000-20.000 Stück erwartet.
| Produktionsvolumen | Empfohlener Prozess | Kosten pro Stück | Setup-Investition |
|---|---|---|---|
| < 500 Stück | Laserschneiden | 0,80 € - 3,50 € | 0 € |
| 500-2.000 Stück | Prozessabhängig | 0,60 € - 2,50 € | 0 € - 5.000 € |
| 2.000-10.000 Stück | Stanzen (einfach) | 0,25 € - 1,20 € | 1.000 € - 8.000 € |
| > 10.000 Stück | Stanzen | 0,08 € - 0,35 € | 2.000 € - 15.000 € |
Materialausnutzung und Abfalloptimierung
Die Verschachtelungseffizienz beeinflusst die Materialkosten erheblich, insbesondere bei teuren Legierungen oder der Großserienfertigung. Stanzvorgänge erreichen Materialausnutzungsraten von 85-95 % durch optimierte Verschachtelungsalgorithmen und gleichbleibende Schnittfugenbreiten. Die Vorhersagbarkeit der Stanzwerkzeuge ermöglicht eine präzise Materialplanung und minimale Abfallerzeugung.
Die Laserschneidausnutzung variiert erheblich je nach Teilegeometrie und Verschachtelungskomplexität. Einfache rechteckige Teile erreichen eine Ausnutzung von 90-95 %, während komplexe Formen mit zahlreichen internen Ausschnitten möglicherweise nur eine Effizienz von 65-75 % erzielen. Schnittfugenbreitenüberlegungen - typischerweise 0,1-0,3 mm für Faserlaser - müssen in die Verschachtelungsberechnungen einbezogen werden und können die Materialkosten für Präzisionskomponenten erheblich beeinflussen.
Die Handhabung von Restmaterialien unterscheidet sich zwischen den Prozessen. Das Stanzen erzeugt saubere geometrische Reste, die für sekundäre Anwendungen oder als Lagerbestand für kleinere Komponenten geeignet sind. Das Laserschneiden erzeugt unregelmäßige Formen, die oft nicht für die Wiederverwendung geeignet sind, obwohl fortschrittliche Verschachtelungssoftware Möglichkeiten zur Nutzung von Resten in nachfolgenden Produktionsläufen identifizieren kann.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise und fortschrittliche Verschachtelungsoptimierung liefert Materialausnutzungsraten, die durchweg 5-8 % höher sind als der Branchendurchschnitt, was sich direkt in Kosteneinsparungen für Ihre Projekte niederschlägt.
Prozessintegration und Workflow-Optimierung
Die Integration des Fertigungs-Workflows beeinflusst die gesamte Produktionseffizienz über die individuellen Prozessfähigkeiten hinaus. Stanzvorgänge lassen sich nahtlos in andere Umformprozesse wie Biegen, Ziehen und Montagevorgänge integrieren. Die gleichbleibende Kantenqualität und Maßgenauigkeit erleichtern nachgelagerte Prozesse ohne zusätzliche Vorbereitungsschritte.
Das Laserschneiden erfordert oft sekundäre Operationen zur Kantenvorbereitung oder Spannungsentlastung. Wärmeeinflusszonen können Bearbeitungs- oder Schleifvorgänge für kritische Anwendungen erforderlich machen. Entgratungsanforderungen addieren sich zu 0,05-0,15 € pro laufendem Meter Schnitt, abhängig von der Materialstärke und den Kantenqualitätsspezifikationen.
Die Qualitätskontrollprotokolle unterscheiden sich erheblich zwischen den Prozessen. Stanzvorgänge profitieren von der statistischen Prozesskontrolle zur Überwachung des Werkzeugverschleißes und der Maßabweichung. Einmal eingerichtet, liefert das Stanzwerkzeug gleichbleibende Ergebnisse, die nur eine periodische Überprüfung erfordern. Das Laserschneiden erfordert eine kontinuierliche Überwachung der Schnittqualität, des Hilfsgasdrucks und der thermischen Effekte, die während der Produktionsläufe variieren können.
Die moderne Fertigung betont zunehmend Flexibilität und schnelle Reaktion auf Marktveränderungen. Unsere Fertigungsdienstleistungen umfassen sowohl Stanz- als auch Laserschneidfähigkeiten, was eine optimale Prozessauswahl basierend auf den aktuellen Produktionsanforderungen und nicht auf festen Gerätebeschränkungen ermöglicht.
Technologieentwicklung und zukünftige Überlegungen
Neue Technologien gestalten die Landschaft des Stanzens versus Laserschneidens weiter. Fortschrittliche Stanzwerkzeuge mit servo-elektrischen Antrieben bieten eine verbesserte Genauigkeit und reduzierte Geräuschpegel im Vergleich zu herkömmlichen hydraulischen Systemen. Multi-Tool-Fähigkeiten ermöglichen komplexe Umformvorgänge, die zuvor separate Prozesse erforderten.
Die Lasertechnologieentwicklung konzentriert sich auf Leistungsskalierung und Verbesserungen der Strahlqualität. Faserlaser der nächsten Generation mit einer Leistung von fast 20 kW werden die Schneidfähigkeiten für dicke Querschnitte erweitern und gleichzeitig eine ausgezeichnete Kantenqualität beibehalten. Adaptive Schneidtechnologien passen die Parameter automatisch basierend auf Echtzeit-Qualitätsfeedback an, wodurch die Anforderungen an die Bedienerfähigkeiten reduziert und die Konsistenz verbessert wird.
Die Automatisierungsintegration wirkt sich unterschiedlich auf beide Prozesse aus. Stanzvorgänge lassen sich problemlos in automatisierte Be- und Entladesysteme integrieren, wobei einige Installationen für geeignete Teilegeometrien eine unbemannte Produktion erreichen. Die Laserschneidautomatisierung steht aufgrund variabler Bearbeitungszeiten und Qualitätsüberwachungsanforderungen vor größeren Herausforderungen, obwohl Fortschritte in der künstlichen Intelligenz diese Einschränkungen angehen.
Nachhaltigkeitsüberlegungen beeinflussen zunehmend die Prozessauswahl. Das Stanzen erzeugt minimale Abfälle und benötigt keine Verbrauchsgase, was mit Umweltzielen übereinstimmt. Der Energieverbrauch beim Laserschneiden und der Verbrauch von Hilfsgasen verursachen größere ökologische Fußabdrücke, obwohl Effizienzverbesserungen diese Bedenken teilweise ausgleichen.
Häufig gestellte Fragen
Was ist die Mindestbestellmenge, die eine Investition in Stanzwerkzeuge lohnenswert macht?
Die Break-Even-Mengen hängen von der Teilekomplexität und den Werkzeugkosten ab, liegen aber im Allgemeinen zwischen 2.000 und 5.000 Stück für Standardgeometrien. Komplexe Formen, die kundenspezifische Werkzeuge erfordern, benötigen möglicherweise 8.000-12.000 Stück, um die Investition zu rechtfertigen. Berücksichtigen Sie das gesamte Lebenszeitvolumen über Produktvarianten hinweg, die sich gemeinsame Werkzeuge teilen können, um die Wirtschaftlichkeit zu verbessern.
Kann das Laserschneiden die Stanzgenauigkeit für Lochmuster erreichen?
Das Laserschneiden erreicht eine Positionsgenauigkeit von ±0,1 mm, während das Stanzen ±0,025 mm für den Loch-zu-Loch-Abstand liefert. Für Anwendungen, die präzise Lagersitze oder enge Montagetoleranzen erfordern, bietet das Stanzen eine überlegene Genauigkeit. Die Laserschneidgenauigkeit kann jedoch für viele Anwendungen ausreichend sein und gleichzeitig eine größere geometrische Flexibilität bieten.
Wie beeinflusst die Materialstärke die Entscheidung zwischen Stanzen und Laserschneiden?
Das Stanzen wird jenseits einer Stahlstärke von 6 mm aufgrund der Kraftanforderungen und des Werkzeugverschleißes zunehmend schwieriger. Das Laserschneiden verarbeitet Materialien bis zu 25 mm effektiv mit entsprechenden Leistungsstufen. Für dicke Querschnitte über 8 mm bietet das Laserschneiden in der Regel eine bessere Kantenqualität und geometrische Leistungsfähigkeit als Stanzalternativen.
Welche sekundären Operationen sind typischerweise für jeden Prozess erforderlich?
Das Stanzen erfordert selten sekundäre Operationen, die über leichtes Entgraten für kosmetische Anwendungen hinausgehen. Das Laserschneiden erfordert oft Entgraten, insbesondere bei dicken Querschnitten, und kann für Präzisionsanwendungen eine Spannungsentlastung erfordern. Wärmeeinflusszonen erfordern gelegentlich die Entfernung durch Bearbeitungs- oder Schleifvorgänge.
Wie verhalten sich die Einrichtungszeiten zwischen Stanzen und Laserschneiden für kurze Läufe?
Die Laserschneideinrichtung erfordert typischerweise 5-15 Minuten für die Programmierung und Materialpositionierung. Die Stanzeinrichtung umfasst die Werkzeugauswahl, Installation und Programmüberprüfung und dauert in der Regel 15-45 Minuten, abhängig von der Komplexität. Für Stückzahlen unter 100 Stück überwiegen die Vorteile der Laserschneideinrichtung oft die Stückkostenunterschiede.
Können beide Prozesse den gleichen Materialbereich effektiv verarbeiten?
Das Laserschneiden demonstriert eine überlegene Materialvielfalt und verarbeitet alles von dünnen Folien bis hin zu exotischen Legierungen wie Inconel und Titan. Das Stanzen funktioniert am besten mit duktilen Materialien bis zu moderaten Festigkeitsstufen. Harte oder spröde Materialien, die Stanzwerkzeuge beschädigen würden, lassen sich effektiv mit Lasertechnologie schneiden.
Welche Qualitätsstandards gelten für den Kantenzustand und die Maßgenauigkeit?
Gestanzte Kanten entsprechen den Maßnormen nach ISO 2768 und weisen charakteristische Scherzonen auf. Lasergeschnittene Kanten folgen den Qualitätsklassifikationen nach ISO 9013, wobei die Güte 2-3 für die meisten Anwendungen typisch ist. Beide Prozesse können Präzisionsanforderungen erfüllen, wenn sie ordnungsgemäß spezifiziert und gesteuert werden, obwohl das Stanzen eine überlegene Maßkonsistenz für sich wiederholende Merkmale bietet.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece