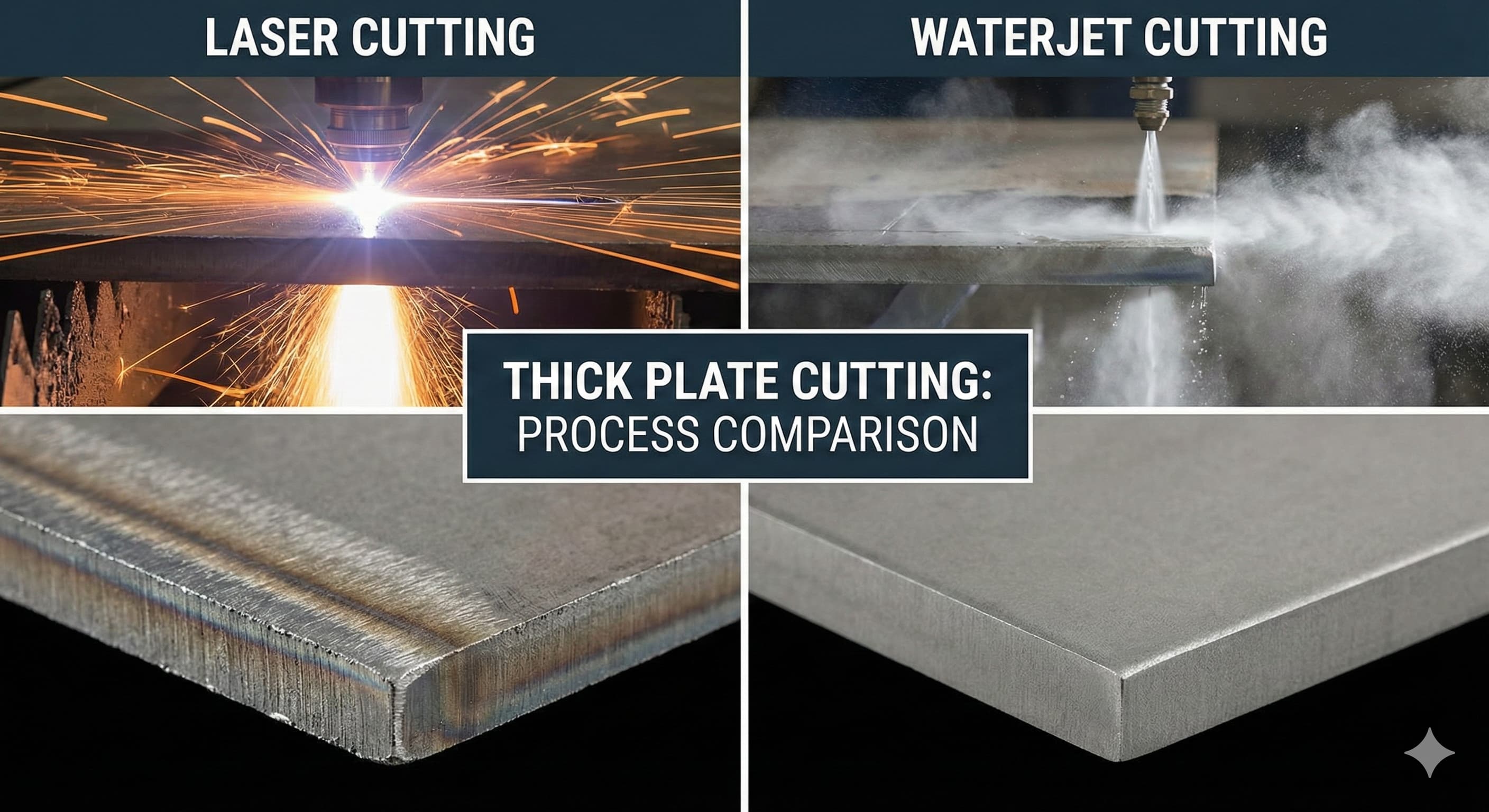
Laserschneiden vs. Wasserstrahlschneiden: Die richtige Methode für dicke Platten wählen
Bei der Bearbeitung dicker Platten mit einer Dicke von mehr als 25 mm bestimmt die Wahl zwischen Laserschneiden und Wasserstrahltechnologie grundlegend den Projekterfolg, die Kosteneffizienz und die Qualität des Endprodukts. Diese Entscheidung wirkt sich auf alles aus, von den metallurgischen Eigenschaften bis hin zur Maßgenauigkeit und der Wirtschaftlichkeit der Produktion.
Wichtigste Erkenntnisse:
- Wasserstrahl eignet sich hervorragend für Platten über 100 mm Dicke mit überlegener Kantenqualität und ohne Wärmeeinflusszonen
- Laserschneiden dominiert in Bezug auf Geschwindigkeit und Kosteneffizienz bei Platten mit einer Dicke von 25-50 mm aus Kohlenstoffstahl
- Die Materialart bestimmt die Wahl der Methode: reflektierende Materialien bevorzugen Wasserstrahl, Kohlenstoffstähle bevorzugen Laser
- Die Gesamtprojektkosten umfassen Materialverschwendung, Nachbearbeitungen und Rüstzeiten, die über die Stundensätze hinausgehen
Grundlagen des Schneidens dicker Platten verstehen
Das Schneiden dicker Platten stellt besondere Herausforderungen dar, die die Unterschiede zwischen Laser- und Wasserstrahltechnologien verstärken. Mit zunehmender Materialstärke über 25 mm hinaus werden Faktoren wie Wärmeeintrag, Schnittgeschwindigkeit, Kantenrechtwinkligkeit und Materialspannung zu kritischen Überlegungen, die die Projektspezifikationen erfüllen oder scheitern lassen können.
Beim Laserschneiden wird ein fokussierter Strahl kohärenten Lichts verwendet, typischerweise aus Faser- oder CO2-Quellen, kombiniert mit Hilfsgasen, um das Material zu schmelzen und abzublasen. Für dicke Platten sind Faserlaser mit einer Leistung von 6 kW bis 30 kW Standard, wobei höhere Leistungen schnellere Schnittgeschwindigkeiten und verbesserte Möglichkeiten für dicke Querschnitte ermöglichen. Der Prozess erzeugt einen erheblichen Wärmeeintrag, wodurch eine Wärmeeinflusszone (WEZ) entsteht, die sich je nach Material und Dicke 0,1-0,5 mm von der Schnittkante entfernt erstreckt.
Beim Wasserstrahlschneiden wird Ultrahochdruckwasser (typischerweise 60.000-90.000 PSI) verwendet, das mit abrasiven Granatpartikeln vermischt wird, um Material durch mechanische Einwirkung zu erodieren. Dieser Kaltschneideprozess erzeugt keine WEZ und kann nahezu jedes Material unabhängig von Härte oder thermischen Eigenschaften schneiden. Der Prozess arbeitet mit viel geringeren Geschwindigkeiten als der Laser, liefert aber eine überlegene Kantenqualität und Maßgenauigkeit für dicke Querschnitte.
Materialstärken – Möglichkeiten und Einschränkungen
Das Verständnis der praktischen Stärkengrenzen für jede Technologie hilft, vor einer detaillierten Analyse vorläufige Prozessauswahlkriterien festzulegen.
| Materialtyp | Laser Maximum (mm) | Wasserstrahl Maximum (mm) | Optimaler Bereich Laser | Optimaler Bereich Wasserstrahl |
|---|---|---|---|---|
| Kohlenstoffstahl | 40-50 | 200+ | 6-25 | 25-150 |
| Edelstahl 316L | 30-40 | 200+ | 6-20 | 20-100 |
| Aluminium 6061-T6 | 25-30 | 150+ | 3-15 | 15-80 |
| Werkzeugstahl H13 | 15-20 | 200+ | Nicht empfohlen | 10-100 |
| Inconel 718 | 8-12 | 100+ | Nicht empfohlen | 5-50 |
Diese Dickenbereiche stellen praktische Grenzen dar, innerhalb derer eine akzeptable Schnittqualität und angemessene Produktionsgeschwindigkeiten aufrechterhalten werden können. Das Überschreiten optimaler Bereiche führt typischerweise zu schlechter Kantenqualität, übermäßiger Verjüngung oder unwirtschaftlichen Schnittgeschwindigkeiten.
Kantenqualität und metallurgische Überlegungen
Die Unterschiede in der Kantenqualität zwischen Laser und Wasserstrahl werden bei Anwendungen mit dicken Platten deutlich und wirken sich direkt auf die Funktionalität des Teils und die Anforderungen an die Nachbearbeitung aus.
Das Laserschneiden dicker Platten erzeugt eine charakteristische Kantenoberfläche mit deutlichen Zonen. Der obere Teil weist typischerweise eine glatte, leicht gestreifte Oberfläche durch das Schmelzen und Abblasen mit Gas auf. Mit zunehmender Dicke kann der untere Teil verstärkte Streifen, eine leichte Verjüngung und eine mögliche Schlackenanhaftung aufweisen. Die WEZ erstreckt sich je nach Material und Dicke über 0,2-0,8 mm, was möglicherweise die mechanischen Eigenschaften in kritischen Anwendungen beeinträchtigt.
Das Wasserstrahlschneiden liefert eine gleichmäßige Kantenqualität über die gesamte Materialstärke mit minimaler Verjüngung (typischerweise 0,003-0,005 mm pro mm Dicke). Die Kante weist eine feine, gleichmäßige Textur durch die abrasive Schneidwirkung ohne metallurgische Veränderungen auf. Dies macht den Wasserstrahl ideal für Anwendungen, die präzise Kantenbedingungen für eine sichere Handhabung oder nachfolgende Schweißarbeiten erfordern.
Für hochpräzise Ergebnisse Erhalten Sie Ihr individuelles Angebot innerhalb von 24 Stunden von Microns Hub.
Die Werte für die Oberflächenrauheit unterscheiden sich erheblich zwischen den Prozessen. Das Laserschneiden erzeugt typischerweise Ra-Werte von 6,3-12,5 μm auf dicken Platten, während der Wasserstrahl konsistent 1,6-6,3 μm erreicht. Dieser Unterschied macht oft sekundäre Bearbeitungsanforderungen für Wasserstrahlteile überflüssig.
Schnittgeschwindigkeit und Produktionswirtschaftlichkeit
Die Analyse der Produktionsgeschwindigkeit muss die Rüstzeit, die Durchdringungszeit und die tatsächliche Schnittgeschwindigkeit berücksichtigen, um die tatsächliche Durchsatzleistung zu bestimmen.
| Dicke (mm) | Material | Lasergeschwindigkeit (mm/min) | Wasserstrahlgeschwindigkeit (mm/min) | Laser Durchdringungszeit (Sek.) | Wasserstrahl Durchdringungszeit (Sek.) |
|---|---|---|---|---|---|
| 25 | Kohlenstoffstahl | 800-1200 | 200-300 | 2-4 | 10-15 |
| 40 | Kohlenstoffstahl | 300-500 | 150-200 | 5-8 | 15-25 |
| 50 | Edelstahl 316L | 200-300 | 120-180 | 8-12 | 20-30 |
| 75 | Aluminium 6061 | Nicht praktikabel | 100-150 | N/A | 25-40 |
| 100 | Kohlenstoffstahl | Nicht praktikabel | 80-120 | N/A | 40-60 |
Die Durchdringungszeit wird für dicke Platten immer wichtiger, was sich insbesondere auf kleine Teile mit mehreren Durchdringungen auswirkt. Das Laserdurchdringen verschlechtert sich mit zunehmender Dicke schnell, während die Wasserstrahldurchdringungszeit linearer ansteigt, aber von einer höheren Basislinie ausgeht.
Materialspezifische Überlegungen
Verschiedene Materialien zeigen unterschiedliche Reaktionen auf das Laser- und Wasserstrahlschneiden, was die Prozessauswahl über einfache Dickenüberlegungen hinaus beeinflusst.
Leistung von Kohlenstoffstahl: Kohlenstoffstähle reagieren hervorragend auf das Laserschneiden bis zu einer Dicke von 40-50 mm aufgrund der exothermen Reaktion zwischen Eisen und Sauerstoff-Hilfsgas. Diese Reaktion liefert zusätzliche Schneidenergie, die schnellere Geschwindigkeiten und sauberere Schnitte ermöglicht. Das Wasserstrahlschneiden von Kohlenstoffstahl erzeugt eine überlegene Kantenqualität, aber bei deutlich geringeren Geschwindigkeiten für dünnere Querschnitte.
Herausforderungen bei Edelstahl: Edelstähle stellen aufgrund ihrer hohen Reflexionsfähigkeit und Wärmeleitfähigkeit Schwierigkeiten beim Laserschneiden dar. Typischerweise ist Stickstoff-Hilfsgas erforderlich, um Oxidation zu verhindern, was die Betriebskosten erhöht. Das Wasserstrahlschneiden beseitigt diese Bedenken und liefert gleichzeitig hervorragende Ergebnisse für alle Edelstahlsorten.
Aluminium-Komplikationen: Die hohe Reflexionsfähigkeit und Wärmeleitfähigkeit von Aluminium machen das Laserschneiden besonders bei dicken Querschnitten zu einer Herausforderung. Der Wasserstrahl eignet sich hervorragend zum Schneiden von Aluminium und bietet saubere Kanten ohne das Schmelzen und Wiederverfestigen, das die Oberflächenbeschaffenheit in kritischen Anwendungen beeinträchtigen kann.
Exotische Legierungen: Materialien wie Inconel, Hastelloy und Werkzeugstähle eignen sich aufgrund ihrer Hochtemperaturfestigkeit und Kaltverfestigungseigenschaften, die die Laserbearbeitung erschweren, besser für das Wasserstrahlschneiden.
Toleranz und Maßgenauigkeit
Die erreichbaren Toleranzen variieren erheblich zwischen den Prozessen und werden von der Materialstärke, der Teilegeometrie und dem Maschinenzustand beeinflusst.
Die Laserschneidetoleranzen für dicke Platten liegen typischerweise im Bereich von ±0,1-0,3 mm, abhängig von Dicke und Material. Die thermische Verformung wird mit zunehmender Dicke zu einem bedeutenden Faktor, der möglicherweise die Maßgenauigkeit bei großen Teilen beeinträchtigt. Die Schnittfugenbreite (typischerweise 0,2-0,4 mm) bleibt relativ konstant, aber in dicken Querschnitten kann sich eine leichte Verjüngung entwickeln.
Das Wasserstrahlschneiden erreicht konsistent Toleranzen von ±0,05-0,1 mm über den gesamten Dickenbereich mit minimaler Verjüngung. Die schmale Schnittfugenbreite (0,8-1,2 mm) und der Kaltschneideprozess beseitigen Bedenken hinsichtlich thermischer Verformung. Längere Schnittzeiten können jedoch zu einer leichten Maschinenabweichung bei sehr langen Schnitten führen.
Kostenanalyse und wirtschaftliche Faktoren
Ein echter Kostenvergleich erfordert eine Analyse, die über einfache stündliche Betriebskosten hinausgeht und Rüstzeiten, Materialausnutzung, Nachbearbeitungen und Qualitätsüberlegungen berücksichtigt.
| Kostenfaktor | Laserschneiden | Wasserstrahlschneiden | Auswirkung auf die Gesamtkosten |
|---|---|---|---|
| Stündlicher Betriebskostensatz | €45-85 | €55-95 | Mittel |
| Einrichtungszeit | 15-30 Minuten | 20-40 Minuten | Hoch für kleine Chargen |
| Materialausnutzung | 85-92% | 88-95% | Hoch für teure Materialien |
| Sekundäre Operationen | Oft erforderlich | Selten erforderlich | Hoch |
| Verbrauchskosten | €2-8 pro Stunde | €15-25 pro Stunde | Mittel |
Die Verbrauchsmaterialkosten unterscheiden sich erheblich zwischen den Prozessen. Beim Laserschneiden werden Hilfsgase (Sauerstoff, Stickstoff oder Luft) und gelegentlich Düsenwechsel verbraucht. Beim Wasserstrahlschneiden werden abrasives Granat (0,30-0,50 € pro kg), Hochdruckdichtungen und ein periodischer Austausch der Düsenbohrung benötigt.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die im Vergleich zu Marktplatzplattformen eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise gewährleisten. Unsere technische Expertise und unser personalisierter Serviceansatz bedeuten, dass jedes Projekt die Aufmerksamkeit erhält, die es verdient, mit Zugang zu Laser- und Wasserstrahlkapazitäten unter einem Dach.
Entscheidungsmatrix für die Prozessauswahl
Eine systematische Prozessauswahl erfordert die Bewertung mehrerer Faktoren, die nach Projektprioritäten gewichtet werden. Zu den kritischen Entscheidungsfaktoren gehören Materialart und -stärke, erforderliche Kantenqualität, Maßtoleranzen, Produktionsvolumen und Budgetbeschränkungen.
Wählen Sie das Laserschneiden, wenn: die Materialstärke für die meisten Materialien unter 25 mm liegt, die Produktionsgeschwindigkeit entscheidend ist, das Material Kohlenstoffstahl ist, eine enge Schachtelung für die Materialeffizienz erforderlich ist oder Budgetbeschränkungen niedrigere Stundensätze trotz potenzieller Nachbearbeitungen begünstigen.
Wählen Sie das Wasserstrahlschneiden, wenn: die Materialstärke die optimalen Laserbereiche überschreitet, eine überlegene Kantenqualität erforderlich ist, keine WEZ akzeptabel ist, Materialien wie Aluminium, Edelstahl oder exotische Legierungen verwendet werden, enge Toleranzen über die gesamte Dicke hinweg kritisch sind oder die Anwendung elektrische Komponenten mit sauberen Kanten umfasst.
Integration in den Fertigungsablauf
Beide Schneidmethoden lassen sich unterschiedlich in nachgelagerte Fertigungsprozesse integrieren, was sich auf die gesamte Produktionseffizienz und die Teilequalität auswirkt.
Lasergeschnittene Teile erfordern oft Entgraten, Kantenbearbeitung oder Spannungsarmglühen, insbesondere bei dicken Querschnitten. Die WEZ kann eine Wärmebehandlung erforderlich machen, um die mechanischen Eigenschaften in kritischen Anwendungen wiederherzustellen. Die schnelleren Schnittgeschwindigkeiten können jedoch Just-in-Time-Produktionsstrategien für viele Anwendungen ermöglichen.
Wasserstrahlteile gehen typischerweise ohne Zwischenbearbeitung direkt zu nachfolgenden Arbeitsgängen wie Umformen, Schweißen oder Montage über. Dieser optimierte Arbeitsablauf kompensiert oft die langsameren Schnittgeschwindigkeiten durch reduzierten Handhabungsaufwand und Nachbearbeitungen. Die Integration mit Präzisions-CNC-Bearbeitungsdiensten ist aufgrund der überlegenen Kantenqualität und Maßgenauigkeit nahtlos.
Beide Prozesse ergänzen das gesamte Spektrum unserer Fertigungsdienstleistungen, einschließlich Umformen, Schweißen und Endbearbeitung. Der Schlüssel liegt in der Auswahl der Schneidmethode, die den gesamten Produktionsablauf optimiert, anstatt sich ausschließlich auf die Schneidleistung zu konzentrieren.
Qualitätskontrolle und Inspektionsanforderungen
Die Qualitätskontrollverfahren unterscheiden sich zwischen Laser- und Wasserstrahlschneiden aufgrund der unterschiedlichen Eigenschaften der einzelnen Verfahren und ihrer typischen Anwendungen.
Lasergeschnittene Teile erfordern eine Inspektion auf Konsistenz der Kantenqualität, Schlackenanhaftung, Maßgenauigkeit einschließlich potenzieller thermischer Verformung, WEZ-Ausdehnung und -Eigenschaften sowie Oberflächenbeschaffenheitsvariation zwischen oberen und unteren Schnittflächen. Dickere Querschnitte können eine Verjüngung aufweisen, die eine Messung und einen Vergleich mit den Spezifikationen erfordert.
Wasserstrahlgeschnittene Teile müssen auf Maßgenauigkeit und Verjüngung, Konsistenz der Oberflächenbeschaffenheit, Kantenrechtwinkligkeit und potenzielle Delamination in geschichteten Materialien bewertet werden. Die gleichmäßige Schneidwirkung führt typischerweise zu vorhersehbareren Qualitätsergebnissen über Produktionsläufe hinweg.
Beide Prozesse profitieren von einer statistischen Prozesskontrolle zur Überwachung wichtiger Parameter wie Schnittgeschwindigkeit, Zustand der Verbrauchsmaterialien und Maschinenkalibrierung, um konsistente Ergebnisse über Produktionsläufe hinweg aufrechtzuerhalten.
Umwelt- und Sicherheitsaspekte
Die Umweltauswirkungen und Sicherheitsanforderungen unterscheiden sich erheblich zwischen Laser- und Wasserstrahlschneidvorgängen, was sich auf die Anlagenanforderungen und Betriebsverfahren auswirkt.
Beim Laserschneiden entstehen Dämpfe und Partikel, die Absaug- und Filtersysteme erfordern. Der Verbrauch von Hilfsgas, insbesondere Stickstoff zum Schneiden von Edelstahl, stellt eine fortlaufende Umweltüberlegung dar. Die Geräuschpegel sind im Allgemeinen moderat, aber Lasersicherheitsprotokolle erfordern die strikte Einhaltung, um Augenverletzungen zu vermeiden.
Beim Wasserstrahlschneiden entstehen nur minimale luftgetragene Schadstoffe, aber es entstehen erhebliche Mengen an abrasiver Aufschlämmung, die ordnungsgemäß entsorgt werden muss. Wasseraufbereitungs- und Recyclingsysteme sind für die Einhaltung der Umweltvorschriften unerlässlich. Die Geräuschpegel sind höher als beim Laserschneiden, was einen Gehörschutz für die Bediener erfordert.
Beide Prozesse verbrauchen erhebliche Mengen an elektrischer Energie, wobei Lasersysteme typischerweise 20-100 kW und Wasserstrahlsysteme 50-200 kW verbrauchen, abhängig von Größe und Konfiguration. Energieeffizienzüberlegungen begünstigen das Laserschneiden für die meisten Anwendungen innerhalb seines Leistungsbereichs.
Häufig gestellte Fragen
Was ist die maximale Dicke, die jeder Prozess zuverlässig schneiden kann?
Das Laserschneiden verarbeitet Kohlenstoffstahl zuverlässig bis zu 40-50 mm und Edelstahl bis zu 30-40 mm mit guter Kantenqualität. Das Wasserstrahlschneiden kann nahezu jedes Material bis zu einer Dicke von 200+ mm mit gleichbleibender Qualität bearbeiten, wobei die Einschränkung eher durch die Maschinendurchgangstiefe als durch die Schneidfähigkeit gegeben ist.
Wie schneidet die Schnittgeschwindigkeit zwischen Laser und Wasserstrahl für dicke Platten ab?
Das Laserschneiden ist für Materialien innerhalb seiner Dickenfähigkeit deutlich schneller, oft 3-5 Mal schneller als der Wasserstrahl. Wenn sich die Dicke jedoch den Lasergrenzen nähert, nimmt der Geschwindigkeitsvorteil ab, während sich die Kantenqualität verschlechtert. Der Wasserstrahl behält unabhängig von der Dicke konstante Schnittgeschwindigkeiten bei.
Welcher Prozess bietet eine bessere Maßgenauigkeit für dicke Platten?
Das Wasserstrahlschneiden liefert konsistent eine überlegene Maßgenauigkeit (±0,05-0,1 mm) mit minimaler Verjüngung über die gesamte Materialstärke. Die Laserschneidgenauigkeit verschlechtert sich mit zunehmender Dicke aufgrund thermischer Effekte und potenzieller Verjüngungsentwicklung und erreicht typischerweise ±0,1-0,3 mm bei dicken Querschnitten.
Was sind die typischen Kostenunterschiede zwischen Laser- und Wasserstrahlschneiden?
Das Laserschneiden bietet im Allgemeinen niedrigere Stundensätze (45-85 € gegenüber 55-95 € für Wasserstrahl), kann aber Nachbearbeitungen erfordern. Der Wasserstrahl hat höhere Verbrauchsmaterialkosten (15-25 €/Stunde gegenüber 2-8 €/Stunde), benötigt aber selten zusätzliche Bearbeitung. Die Gesamtprojektkosten hängen von den spezifischen Anforderungen und der Teilekomplexität ab.
Wie beeinflussen die Materialeigenschaften die Prozessauswahl?
Kohlenstoffstähle bevorzugen das Laserschneiden aufgrund der Vorteile der exothermen Reaktion, während reflektierende Materialien (Aluminium, Kupfer) und Hochtemperaturlegierungen (Inconel, Werkzeugstähle) mit Wasserstrahl besser abschneiden. Edelstähle können entweder mit Laser oder Wasserstrahl bearbeitet werden, wobei der Laser Geschwindigkeit und der Wasserstrahl eine überlegene Kantenqualität bietet.
Welche Nachbearbeitungen sind typischerweise für jeden Prozess erforderlich?
Lasergeschnittene Teile erfordern oft Entgraten, Schlackenentfernung und möglicherweise eine Wärmebehandlung, um WEZ-Effekte zu beheben. Wasserstrahlteile benötigen typischerweise nur minimale Nachbearbeitungen über die Standardreinigung hinaus und gehen direkt zu nachfolgenden Fertigungsschritten wie Schweißen oder Umformen über.
Welcher Prozess ist besser für Teile, die anschließend geschweißt werden müssen?
Das Wasserstrahlschneiden wird im Allgemeinen für Teile bevorzugt, die geschweißt werden müssen, da keine WEZ vorhanden ist und die Kantenqualität überlegen ist. Die saubere, oxidfreie Kante, die durch den Wasserstrahl erzeugt wird, eliminiert potenzielle Schweißkontaminationsquellen und reduziert die Vorbereitungszeit vor dem Schweißen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece