Fasen vs. Radien: Welche Kantenbruchmethode ist kostengünstiger in der Bearbeitung?
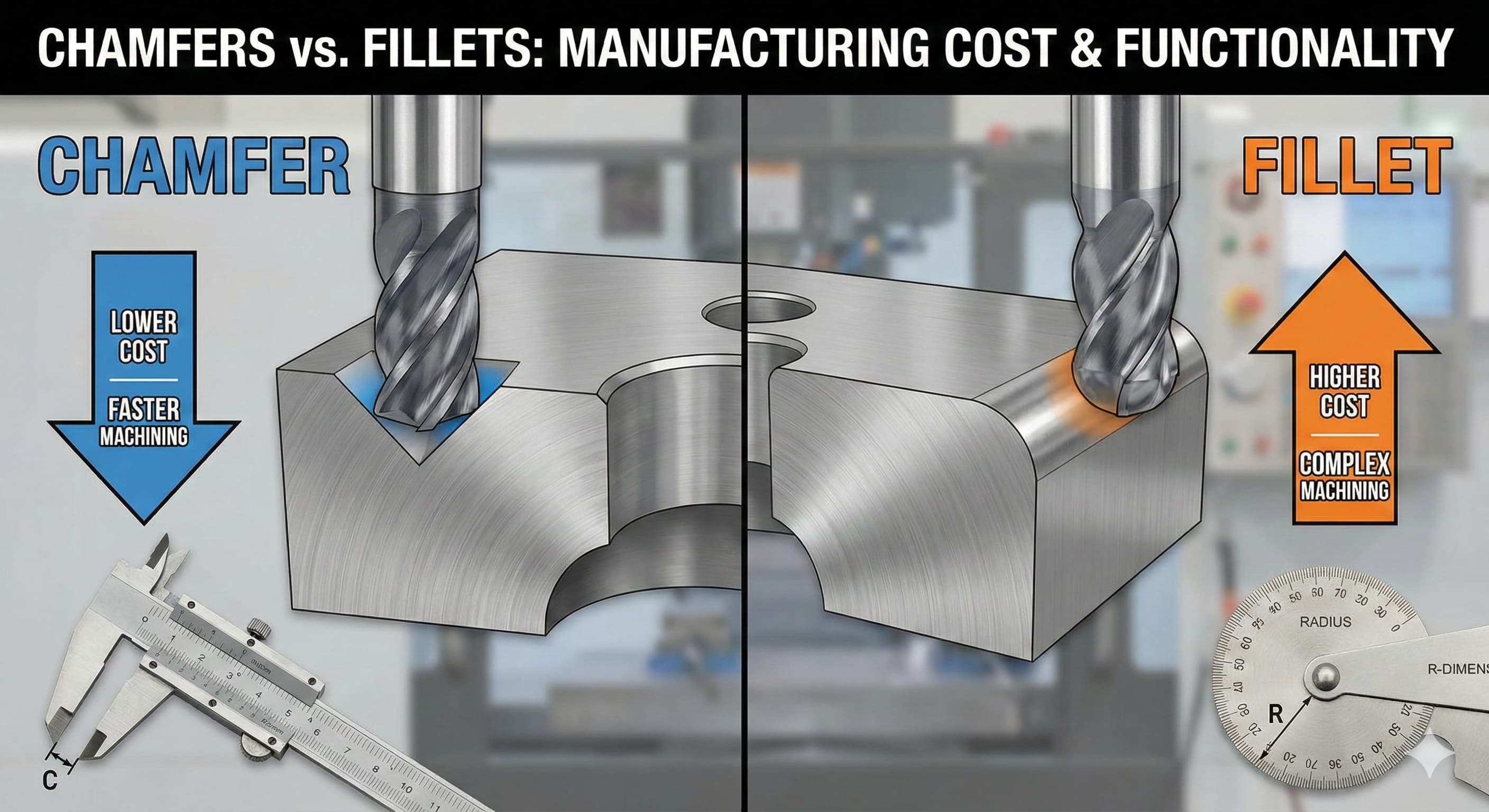
Fertigungsingenieure stehen bei jedem bearbeiteten Teil vor einer wichtigen Kostenentscheidung: Sollen Kantenbrüche Fasen oder Radien sein? Dieses scheinbar geringfügige Detail kann die Produktionskosten je nach Teilegeometrie, Materialauswahl und Produktionsvolumen um 15-40 % beeinflussen. Die Wahl wirkt sich nicht nur auf die Bearbeitungszeit aus, sondern auch auf den Werkzeugverschleiß, die Oberflächengüte und nachgelagerte Montageprozesse.
Die meisten Ingenieure entscheiden sich aufgrund ihrer scheinbaren Einfachheit standardmäßig für Fasen, aber diese Annahme führt oft zu suboptimalen Kostenergebnissen. Die Realität beinhaltet komplexe Wechselwirkungen zwischen Schneidwerkzeuggeometrie, Spindeldrehzahlen, Materialabtragsraten und Werkzeugwegeffizienz, die eine eingehendere Analyse erfordern.
- Fasen reduzieren die Bearbeitungszeit in der Regel um 25-35 % im Vergleich zu Radien bei Standard-CNC-Operationen
- Radiusverrundungen unter 0,5 mm erfordern Spezialwerkzeuge, die die Kosten um 0,15-0,45 € pro laufendem Meter erhöhen
- Eine Materialhärte über 45 HRC begünstigt die Fasengeometrie deutlich zur Optimierung der Werkzeugstandzeit
- Produktionsvolumina über 500 Stück rechtfertigen oft Investitionen in Radiuswerkzeuge trotz höherer Rüstkosten
Grundlagen des Kantenbrechens verstehen
Kantenbrüche erfüllen neben der Ästhetik mehrere technische Funktionen. Scharfe Kanten erzeugen Spannungskonzentrationen, die zur Entstehung von Ermüdungsrissen führen können, insbesondere bei zyklischer Belastung. Sie stellen auch Sicherheitsrisiken bei der Handhabung und Montage dar. Aus fertigungstechnischer Sicht beseitigen kontrollierte Kantenbrüche die mikroskopisch kleinen Grate und scharfen Vorsprünge, die zwangsläufig bei Bearbeitungsvorgängen entstehen.
Fasen stellen die einfachste geometrische Lösung dar – ein gerader, winkliger Schnitt, der die scharfe Kantenschnittstelle entfernt. Standard-Fasenwinkel reichen von 30° bis 60°, wobei 45° aufgrund der Werkzeugverfügbarkeit und der einfachen Inspektion am häufigsten vorkommt. Fasenabmessungen folgen typischerweise der Notation "C0.5", was eine 0,5 mm Fase bei 45° angibt, obwohl andere Winkel spezifische Angaben wie "0.5 x 30°" erfordern.
Radien erzeugen einen glatten Übergang zwischen Oberflächen und eliminieren die winklige Schnittstelle vollständig. Übliche Radien reichen von R0,2 mm für feine Merkmale bis zu R5,0 mm oder größer für strukturelle Anwendungen. Im Gegensatz zu Fasen bieten Radien eine überlegene Spannungsverteilung und Ermüdungsbeständigkeit, was sie für hochbelastete Komponenten bevorzugt macht.
Die fertigungstechnischen Auswirkungen unterscheiden sich erheblich zwischen diesen Ansätzen. Fasen können oft mit Standard-Schaftfräsern oder Fasenwerkzeugen in einem einzigen Durchgang erzeugt werden, während Radien Kugelkopffräser oder Radiuswerkzeuge mit sorgfältig programmierten Werkzeugwegen erfordern, um eine konsistente Oberflächengüte zu gewährleisten.
Analyse des Bearbeitungsprozesses
Die Fasenbearbeitung nutzt unkomplizierte Schneidmechaniken. Standard-Fasenwerkzeuge verfügen über einschneidige Schneidkanten, die in präzisen Winkeln geschliffen sind, was Vollschnittbearbeitungen in einem einzigen Durchgang ermöglicht. Dieser Ansatz minimiert die Spindelzeit und reduziert die Programmierkomplexität. Der Werkzeugeingriff bleibt während des gesamten Schnitts konstant, was vorhersehbare Schnittkräfte und eine ausgezeichnete Oberflächengüte ermöglicht.
Für Fasen bis zu 2,0 mm an Materialien wie Aluminium 6061-T6 umfassen typische Schnittparameter:
| Parameter | Wertebereich | Optimierungshinweise |
|---|---|---|
| Spindeldrehzahl | 8.000-15.000 U/min | Höhere Drehzahlen für kleinere Fasen |
| Vorschubgeschwindigkeit | 1.500-4.000 mm/min | Anpassung basierend auf der Materialhärte |
| Schnitttiefe | Volle Breite in einem Durchgang | Eliminiert mehrere Durchgänge |
| Werkzeugstandzeit | 15-25 lineare Meter | Hartmetallwerkzeuge in Aluminium |
Die Radienbearbeitung stellt aufgrund der Anforderungen an die gekrümmte Geometrie eine größere Komplexität dar. Kugelkopffräser müssen präzisen 3D-Werkzeugwegen folgen, um konsistente Radiusabmessungen zu gewährleisten. Die Oberflächengüte hängt stark vom Abstand der Zustellung ab – ein engerer Abstand verbessert die Oberfläche, erhöht aber die Bearbeitungszeit exponentiell.
Kritische Überlegungen bei der Radienbearbeitung umfassen die Werkzeugdurchbiegung, die bei Werkzeugen mit kleinem Radius problematisch wird. Ein 2,0 mm Kugelkopffräser, der 15 mm aus der Spindel herausragt, kann sich unter normalen Schnittlasten um 0,02-0,05 mm durchbiegen, was sich direkt auf die Radiusgenauigkeit auswirkt. Dies erfordert kürzere, steifere Werkzeuge oder reduzierte Schnittparameter.
Unsere Präzisions-CNC-Bearbeitungsdienstleistungen nutzen spezielle Vorrichtungen und verkürzte Werkzeughalter, um Durchbiegungsprobleme zu minimieren und gleichzeitig optimale Schnittparameter für Fasen- und Radienbearbeitungen aufrechtzuerhalten.
Kostenfaktorenanalyse
Die Werkzeugbeschaffungskosten zeigen unmittelbare Unterschiede zwischen Fasen- und Radienbearbeitungen. Standard-Fasenwerkzeuge kosten zwischen 45 und 85 € pro Werkzeug für hochwertige Hartmetalloptionen, wobei jedes Werkzeug 15-25 laufende Meter in Aluminium oder 8-12 Meter in Stahl bearbeiten kann. Spezialisierte Radiuswerkzeuge kosten je nach Radiusgröße und Beschichtungsspezifikation 65-150 € pro Werkzeug.
Die Auswirkungen auf den Werkzeugbestand verstärken diese Kosten. Fasenwerkzeuge decken breite Dimensionsbereiche ab – ein einzelnes 45°-Fasenwerkzeug kann jede Fasengröße erzeugen, die nur durch den Werkzeugdurchmesser begrenzt ist. Radienbearbeitungen erfordern dedizierte Werkzeuge für jede Radiusgröße, was die Bestandsanforderungen vervielfacht. Eine typische Lohnfertigung unterhält 3-4 Fasenwerkzeuge gegenüber 12-18 Radiuswerkzeugen für eine gleichwertige Abdeckung.
Die Unterschiede in der Bearbeitungszeit erweisen sich in der Serienproduktion als noch bedeutender als die Werkzeugkosten. Fasen benötigen typischerweise 0,8-1,2 Minuten pro laufendem Meter Kantenbruch, während Radien aufgrund der komplexen Werkzeugweganforderungen und der langsameren Vorschubgeschwindigkeiten, die durch die Kugelkopffräsergeometrie erforderlich sind, 2,5-4,5 Minuten pro laufendem Meter benötigen.
| Betrieb | Einrichtzeit | Zykluszeit/Meter | Werkzeugkosten | Werkzeugstandzeit |
|---|---|---|---|---|
| Fase (Standard) | 8-12 Minuten | 0,8-1,2 Minuten | €45-85 | 15-25 Meter |
| Fase (Komplex) | 12-18 Minuten | 1,2-1,8 Minuten | €65-120 | 12-18 Meter |
| Verrundung R0.5-2.0 | 15-25 Minuten | 2,5-3,5 Minuten | €85-140 | 8-15 Meter |
| Verrundung R2.0-5.0 | 12-20 Minuten | 1,8-2,8 Minuten | €95-150 | 12-22 Meter |
Sekundäre Operationen beeinflussen auch die gesamten Kostengleichungen. Gefaste Kanten erfordern oft ein leichtes Entgraten, um kleinere Werkzeugspuren zu entfernen, was zusätzliche 0,08-0,15 € pro laufendem Meter an manuellen Nachbearbeitungskosten verursacht. Gut ausgeführte Radienbearbeitungen benötigen in der Regel keine sekundäre Nachbearbeitung, obwohl das Erreichen dieser Qualitätsstufe eine präzise Maschineneinrichtung und optimale Schnittparameter erfordert.
Materialspezifische Überlegungen
Die Materialeigenschaften beeinflussen die Kostengleichung zwischen Fasen und Radien erheblich. In Aluminiumlegierungen wie 6061-T6 funktionieren beide Operationen gut mit Standardwerkzeugen und -parametern. Die ausgezeichnete Bearbeitbarkeit und die Späneabfuhr des Materials unterstützen aggressives Schneiden in jeder Geometrie.
Edelstahlsorten wie 316L stellen andere Herausforderungen dar. Die Kaltverfestigungstendenz des Materials begünstigt die Fasengeometrie, bei der ein gleichmäßiger Schneideingriff die Bildung gehärteter Schichten verhindert, die nachfolgende Schnitte beschädigen können. Radienbearbeitungen in Edelstahl erfordern sorgfältige Beachtung der Beziehungen zwischen Schnittgeschwindigkeit und Vorschubgeschwindigkeit, um eine ordnungsgemäße Spänebildung aufrechtzuerhalten und eine Kaltverfestigung in den gekrümmten Übergangszonen zu vermeiden.
Hochfeste Stähle über 40 HRC begünstigen Fasenbearbeitungen deutlich. Der lineare Schneidweg ermöglicht einen gleichmäßigen Werkzeugeingriff und vorhersehbare Verschleißmuster. Das Schneiden von Radien in gehärteten Materialien erzeugt oft Rattern aufgrund unterschiedlicher Schnittkräfte über den gesamten gekrümmten Werkzeugweg, was zu einer schlechten Oberflächengüte und einem beschleunigten Werkzeugverschleiß führt.
Bei anspruchsvollen Materialien kann die Auswahl des Ansatzes die Kosten um 200-300 % beeinflussen. In Inconel 718 könnten Fasenbearbeitungen 2,50-3,20 € pro laufendem Meter kosten, während äquivalente Radienbearbeitungen aufgrund spezieller Werkzeuganforderungen und drastisch reduzierter Schnittparameter 7,50-9,80 € pro laufendem Meter erreichen könnten.
Bei der Bearbeitung von exotischen Materialien oder kritischen Anwendungen werden spezielle Bearbeitungsstrategien unerlässlich, um sowohl Qualität als auch Kosteneffizienz aufrechtzuerhalten.
Für hochpräzise Ergebnisse Erhalten Sie Ihr individuelles Angebot innerhalb von 24 Stunden von Microns Hub.
Design für Fertigungsoptimierung
Intelligente Designentscheidungen können das Kostendilemma zwischen Fase und Radius vollständig beseitigen. Strategische Feature-Platzierung, Dimensionsstandardisierung und fertigungsbewusste Geometrieentscheidungen reduzieren die Produktionskosten unabhängig von der Auswahl des Kantenbruchs.
Die Standardisierung auf gängige Fasengrößen wie C0.5, C1.0 und C1.5 ermöglicht eine maximale Werkzeugauslastung über mehrere Projekte hinweg. Ebenso reduziert die Radiusstandardisierung um R0.5, R1.0, R2.0 und R3.0 den Werkzeugbestand und die Rüstkomplexität. Teile, die um diese Standardabmessungen herum konstruiert sind, profitieren von optimierten Schnittparametern und etablierten Werkzeugstandzeitdaten.
Die Feature-Zugänglichkeit beeinflusst die Bearbeitungseffizienz erheblich. Fasen an Außenkanten erfordern minimalen Werkzeugfreiraum und können oft mit Standardwerkzeugen bearbeitet werden. Innenradien erfordern die Berücksichtigung des Werkzeugzugangs, der Freiraumbedarf und potenzieller Interferenzen mit Werkstückspannvorrichtungen.
Die Wechselwirkung zwischen Kantenbrüchen und benachbarten Features schafft zusätzliche Kostenüberlegungen. Fasen enden typischerweise sauber an sich schneidenden Features, während Radien möglicherweise eine komplexe Übergangsgeometrie erfordern, die die Programmierzeit und die Bearbeitungskomplexität erhöht. Diese Schnittpunkte sollten während der Designphase sorgfältig berücksichtigt werden, um kostspielige Überraschungen während der Produktion zu vermeiden.
Toleranzspezifikationen beeinflussen auch die Kostenbeziehungen. Fasen können typischerweise ohne besondere Berücksichtigung auf ±0,1 mm gehalten werden, während Radiusradientoleranzen unter ±0,05 mm spezielle Messgeräte und eine strengere Prozesskontrolle erfordern können, was die Inspektionskosten um 0,25-0,45 € pro Feature erhöht.
Volumenproduktionsökonomie
Das Produktionsvolumen verändert die Kostengleichung zwischen Fasen- und Radienbearbeitungen grundlegend. Die Kleinserienfertigung und kundenspezifische Arbeiten bevorzugen Fasen aufgrund der reduzierten Rüstkomplexität und der geringeren Werkzeuganforderungen. Die Zeitinvestition in die Radienprogrammierung und die Einrichtung spezieller Werkzeuge kann nicht über genügend Teile amortisiert werden, um die zusätzliche Komplexität zu rechtfertigen.
Bei moderaten Stückzahlen (50-500 Teile) verschiebt sich der Entscheidungspunkt basierend auf teilespezifischen Faktoren. Komplexe Geometrien mit mehreren Radiusanforderungen können dedizierte Werkzeuginvestitionen rechtfertigen, während einfache Teile mit minimalen Kantenbruchanforderungen weiterhin Fasenansätze bevorzugen.
Die Serienproduktion über 1.000 Teile eröffnet zusätzliche Optimierungsmöglichkeiten. Dedizierte Vorrichtungen, Spezialwerkzeuge und optimierte Programme können die Stückkosten für Radien in bestimmten Anwendungen unter die Fasenalternativen senken. Der Schlüssel liegt in einer umfassenden Analyse aller Kostenfaktoren, einschließlich sekundärer Operationen, Qualitätsanforderungen und nachgelagerter Montageüberlegungen.
Automatisierte Produktionssysteme zeigen eine besondere Affinität zu Fasenbearbeitungen aufgrund ihrer vorhersehbaren Schnittkräfte und vereinfachten Werkzeugweganforderungen. Szenarien der unbemannten Fertigung profitieren von der reduzierten Komplexität und der verbesserten Zuverlässigkeit von Fasenprozessen.
| Volumenbereich | Fasenkosten/Teil | Verrundungskosten/Teil | Empfohlene Vorgehensweise |
|---|---|---|---|
| 1-25 Teile | €0,85-1,20 | €1,85-3,20 | Fase bevorzugt |
| 25-100 Teile | €0,65-0,95 | €1,25-2,10 | Fase typischerweise besser |
| 100-500 Teile | €0,45-0,75 | €0,85-1,45 | Hängt von der Komplexität ab |
| 500-2000 Teile | €0,35-0,55 | €0,55-0,95 | Verrundung konkurrenzfähig |
| 2000+ Teile | €0,25-0,45 | €0,35-0,65 | Vollständige Analyse erforderlich |
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise und unser persönlicher Serviceansatz sorgen dafür, dass jedes Projekt die Aufmerksamkeit erhält, die es verdient, egal ob es um die Optimierung für Fasen- oder Radienbearbeitungen geht.
Qualitäts- und Inspektionsüberlegungen
Qualitätskontrollanforderungen beeinflussen die tatsächlichen Kosten von Fasen- und Radienbearbeitungen erheblich. Die Faseninspektion verwendet unkomplizierte Messtechniken – einfache Messschieber, Höhenmessgeräte oder optische Komparatoren können Abmessungen schnell und genau überprüfen. Standard-Fasenangaben wie "C1.0" liefern klare, eindeutige Inspektionskriterien, die Qualitätsstreitigkeiten und Nacharbeiten minimieren.
Die Radieninspektion erfordert anspruchsvollere Ansätze. Radiuslehren bieten eine grundlegende Überprüfung für größere Radien, aber die Präzisionsmessung erfordert Koordinatenmessmaschinen (KMM) oder spezielle optische Geräte. Die gekrümmte Geometrie erschwert die Festlegung klarer Messbezugspunkte, was möglicherweise zu Interpretationsunterschieden zwischen den Qualitätsstandards von Lieferant und Kunde führt.
Die Anforderungen an die Oberflächengüte unterscheiden sich ebenfalls zwischen den beiden Ansätzen. Fasen erreichen typischerweise Ra 1,6-3,2 μm direkt aus Bearbeitungsvorgängen, was für die meisten Anwendungen ohne sekundäre Nachbearbeitung geeignet ist. Radien erfordern eine sorgfältigere Beachtung der Schnittparameter und Werkzeugwegstrategien, um eine gleichwertige Oberflächenqualität zu erzielen, insbesondere in den Übergangszonen, in denen der Werkzeugeingriff kontinuierlich variiert.
Für Anwendungen, die eine überlegene Oberflächengüte erfordern (Ra 0,8 μm oder besser), können Radien tatsächlich Kostenvorteile bieten. Der glatte, gekrümmte Übergang eliminiert die winklige Schnittstelle, die Verunreinigungen ansammeln oder Reinigungsschwierigkeiten in Lebensmittel- oder Pharmaanwendungen verursachen kann.
Dokumentations- und Rückverfolgbarkeitsanforderungen begünstigen Fasenbearbeitungen aufgrund ihrer unkomplizierten Mess- und Aufzeichnungsverfahren. Qualitätszertifikate können mit Zuversicht "C1.0 ±0.1" angeben, während die Radiendokumentation möglicherweise komplexere geometrische Bemaßungs- und Toleranzangaben (GD&T) erfordert, um Akzeptanzkriterien angemessen zu definieren.
Anwendungsspezifische Empfehlungen
Strukturelle Anwendungen, die maximale Ermüdungsbeständigkeit erfordern, bevorzugen eindeutig die Radiengeometrie trotz höherer Fertigungskosten. Der glatte Spannungsübergang, der durch richtig konstruierte Radien bereitgestellt wird, kann die Lebensdauer von Komponenten im Vergleich zu äquivalenten gefasten Konstruktionen um 200-400 % verlängern. In Luft- und Raumfahrt-, Automobil- oder Medizingeräteanwendungen, in denen die Folgen eines Ausfalls schwerwiegend sind, erweist sich die zusätzliche Fertigungsinvestition als gerechtfertigt.
Umgekehrt funktionieren Konsumgüter, Gehäuse und allgemeine Industriekomponenten oft angemessen mit gefasten Kanten bei deutlich reduzierten Fertigungskosten. Der Schlüssel liegt darin, die Auswahl des Kantenbruchs an die tatsächlichen Leistungsanforderungen anzupassen, anstatt standardmäßig ohne Analyse auf einen der beiden Ansätze zurückzugreifen.
Ästhetische Überlegungen können die reine Kostenoptimierung bei sichtbaren Komponenten außer Kraft setzen. Radien bieten im Allgemeinen ein raffinierteres, fertiges Aussehen, das Verbraucher mit höherer Qualität assoziieren. Dieser Wahrnehmungswert kann zusätzliche Fertigungskosten in verbraucherorientierten Anwendungen rechtfertigen.
Montage- und Handhabungsanforderungen beeinflussen auch die optimale Auswahl. Fasen bieten eine konsistente, vorhersehbare Geometrie, die automatisierte Montageprozesse vereinfacht und das Risiko von Interferenzen oder Blockierungen beim Zusammenfügen von Teilen reduziert. Radien können zwar glatter sein, aber mehrdeutige Kontaktbedingungen erzeugen, die automatisierte Montagesysteme erschweren.
Die Beziehung zwischen Kantenbrüchen und anderen Fertigungsprozessen wie Bohroperationen sollte bei der Designoptimierung berücksichtigt werden, um die Gesamteffizienz der Fertigung zu gewährleisten.
Unser umfassender Ansatz durch unsere Fertigungsdienstleistungen stellt sicher, dass die Auswahl des Kantenbruchs mit Ihren spezifischen Anwendungsanforderungen übereinstimmt und gleichzeitig die Gesamtproduktionskosten optimiert.
Zukünftige Technologietrends
Neue Fertigungstechnologien verändern die Kostendynamik zwischen Fasen- und Radienbearbeitungen. Fortschrittliche CAM-Software mit automatisierter Werkzeugwegoptimierung reduziert die Programmierkomplexität, die traditionell mit Radienbearbeitungen verbunden ist. Algorithmen des maschinellen Lernens können jetzt Schnittparameter in Echtzeit optimieren und so die Wissenslücke zwischen Fasen- und Radienbearbeitung verringern.
Hochgeschwindigkeitsbearbeitungszentren mit verbesserter Spindeldynamik und Schwingungsdämpfung machen Radienbearbeitungen mit kleinem Radius wirtschaftlicher. Werkzeughersteller entwickeln spezielle Beschichtungen und Geometrien, die die Werkzeugstandzeit in schwierigen Radienanwendungen verlängern und die Kostenlücke zu Fasenbearbeitungen schrittweise schließen.
Hybride Fertigungsansätze, die additive und subtraktive Prozesse kombinieren, können die Entscheidung zwischen Fase und Radius schließlich vollständig eliminieren. Teile könnten mit integrierter Radiengeometrie gedruckt und für kritische Oberflächen endbearbeitet werden, wodurch die Vorteile beider Ansätze genutzt werden.
Die Implementierung von Industrie 4.0 mit Echtzeitüberwachung und vorausschauenden Wartungsfunktionen begünstigt komplexere Operationen wie Radien, indem sie die Prozesskontrolle bereitstellt, die für konsistente, wiederholbare Ergebnisse erforderlich ist. Intelligente Werkzeuge mit eingebetteten Sensoren können Schnittparameter kontinuierlich optimieren und so die Prozesswissenslücke verringern, die traditionell einfachere Fasenbearbeitungen begünstigte.
Häufig gestellte Fragen
Was ist der typische Kostenunterschied zwischen Fasen- und Radienbearbeitungen?
Fasen kosten bei Standardbearbeitungen typischerweise 40-60 % weniger als äquivalente Radien. Bei Aluminiumteilen kosten Fasen durchschnittlich 0,45-0,75 € pro laufendem Meter, während Radien zwischen 0,85-1,45 € pro laufendem Meter liegen, einschließlich Werkzeug, Einrichtung und Bearbeitungszeit. Der genaue Unterschied hängt von Material, Geometriekomplexität und Produktionsvolumen ab.
Können Fasen und Radien aus funktionaler Sicht austauschbar verwendet werden?
Nicht immer. Während beide scharfe Kanten beseitigen, bieten Radien aufgrund ihrer glatten Übergänge eine überlegene Spannungsverteilung und Ermüdungsbeständigkeit. Fasen sind für allgemeines Entgraten und Sicherheitsanforderungen ausreichend, können aber die Radienleistung in Hochspannungsanwendungen nicht erreichen. Strukturbauteile unter zyklischer Belastung erfordern typischerweise eine Radiengeometrie, unabhängig von den Kostenfolgen.
Welche Radiusgrößen machen Radienbearbeitungen kostengünstig im Vergleich zu Fasen?
Größere Radien (R2,0 mm und darüber) nähern sich aufgrund aggressiverer Schnittparameter und verbesserter Werkzeugstandzeit der Kosteneffizienz von Fasen an. Kleine Radien unter R0,8 mm erfordern spezielle Werkzeuge und konservative Schnittparameter, die die Kosten erheblich erhöhen. Der Übergangspunkt liegt typischerweise bei etwa R1,5-2,0 mm, abhängig von Material und Produktionsvolumen.
Wie beeinflussen die Materialeigenschaften die Kostengleichung zwischen Fase und Radius?
Harte Materialien über 45 HRC begünstigen Fasenbearbeitungen aufgrund des gleichmäßigen Werkzeugeingriffs und der vorhersehbaren Verschleißmuster stark. Weiche, gummiartige Materialien wie reines Aluminium können Radienbearbeitungen tatsächlich begünstigen, da die kontinuierliche Schneidwirkung die Bildung einer Aufbauschneide verhindert. Edelstähle und kaltverfestigende Legierungen lassen sich im Allgemeinen wirtschaftlicher mit Fasengeometrie bearbeiten, da sie empfindlich auf unterbrochene Schnitte reagieren.
Welche Designmerkmale können die Bearbeitungskosten für Kantenbrüche unabhängig von der Geometrieauswahl minimieren?
Die Standardisierung auf gängige Größen (C0.5, C1.0, R0.5, R1.0) maximiert die Werkzeugauslastung und reduziert die Rüstzeit. Die Gewährleistung eines angemessenen Werkzeugzugangs und -freiraums macht spezielle Vorrichtungen oder verlängerte Werkzeuge überflüssig. Das Vermeiden komplexer Schnittpunkte und Übergänge reduziert die Programmierkomplexität und die Bearbeitungszeit sowohl für Fasen- als auch für Radienbearbeitungen.
Wie wirkt sich das Produktionsvolumen auf die optimale Auswahl des Kantenbruchs aus?
Geringe Stückzahlen unter 100 Teilen bevorzugen Fasen aufgrund reduzierter Rüst- und Werkzeugkosten stark. Mittlere Stückzahlen von 100-1000 Teilen schaffen einen Entscheidungspunkt, an dem die Teilekomplexität und die Leistungsanforderungen die optimale Auswahl bestimmen. Hohe Stückzahlen über 1000 Teile können Werkzeuginvestitionen in Radien rechtfertigen, wenn die funktionalen Anforderungen eine Radiengeometrie erfordern, wodurch möglicherweise Stückkosten erzielt werden, die mit Fasenbearbeitungen konkurrenzfähig sind.
Welche Inspektions- und Qualitätskontrollunterschiede bestehen zwischen Fasen und Radien?
Fasen verwenden einfache Messwerkzeuge wie Messschieber und Höhenmessgeräte mit klaren Dimensionsangaben. Radien erfordern anspruchsvollere Messgeräte wie Radiuslehren oder KMM-Systeme für eine genaue Überprüfung. Dieser Unterschied erhöht die Inspektionskosten für die Radiengeometrie um 0,15-0,35 € pro Feature, was besonders wichtig in hochpräzisen oder zertifizierten Anwendungen ist, die vollständige Dimensionsberichte erfordern.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece