Vakuumimprægnering: Forsegling af lækageveje i hydrauliske støbegods
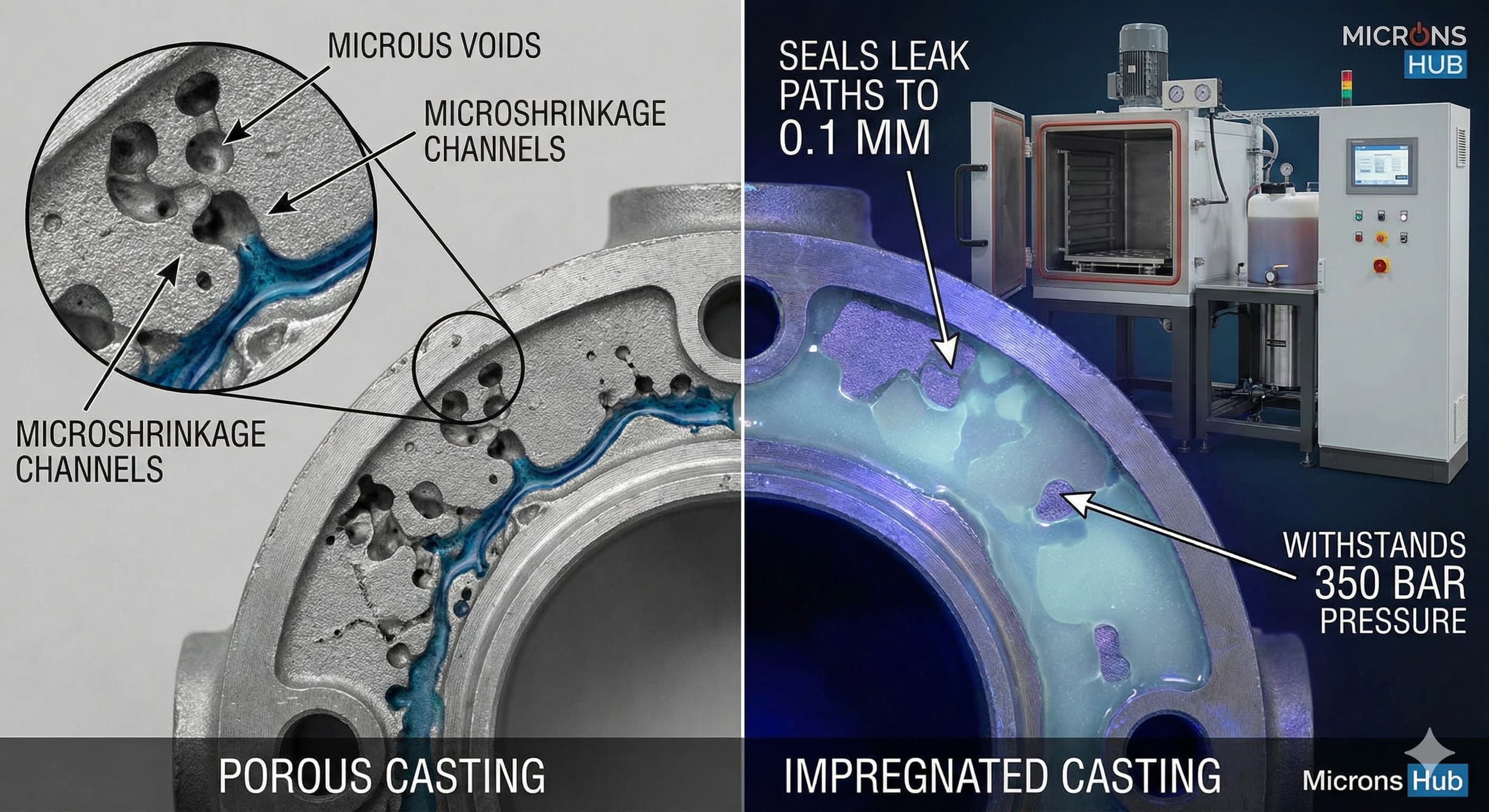
Porøsitet i hydrauliske støbegods repræsenterer en af de mest kritiske fejltilstande i højtryksapplikationer. Når sammenhængende mikrosvind skaber lækageveje gennem støbegodsets vægge, er resultatet katastrofal systemfejl, miljøforurening og betydelige nedetidsomkostninger. Vakuumimprægnering er fremstået som den definitive løsning til forsegling af disse mikroskopiske defekter, hvilket transformerer potentielt kasserede komponenter til tryktætte samlinger, der er i stand til at modstå driftstryk på over 350 bar.
Denne omfattende tekniske analyse undersøger vakuumimprægneringsprocessen fra både metallurgiske og praktiske perspektiver og giver produktionsteknikere den detaljerede viden, der kræves for at implementere vellykkede lækagetætningsprotokoller.
Vigtigste pointer
- Vakuumimprægnering kan forsegle porøsitet ned til 0,1 mm i diameter og opnå lækagerater under 10⁻⁶ mbar·l/s som specificeret i ISO 3530
- Korrekt overfladeforberedelse og fjernelse af forurening er kritisk - selv 0,05 mm bearbejdningsvæsker kan forhindre fuldstændig harpiksindtrængning
- Moderne anaerobe harpikser hærder inden for sammenhængende porer, mens de forbliver flydende i luftudsatte områder, hvilket muliggør selektiv forsegling
- Omkostningsanalysen viser, at vakuumimprægnering genvinder 85-95% af ellers afviste hydrauliske støbegods til 15-25% af erstatningsomkostningerne
Forståelse af porøsitetsdannelse i hydrauliske støbegods
Hydrauliske støbegods oplever porøsitetsdannelse gennem flere mekanismer under størkningsprocessen. Den primære bidragyder er mikrosvind, der opstår, når metalstørkning skaber volumetrisk sammentrækning uden tilstrækkelig tilførsel fra stigrør eller indløb. Dette fænomen er særligt udtalt i aluminiumslegeringer som A356-T6 og A380, hvor størkningssvindet nærmer sig 6,5% i volumen.
Gasporøsitet udgør den anden store udfordring, der dannes, når opløst brint udfældes under afkøling. Aluminiums brintopløselighed falder dramatisk fra 0,69 cm³/100g i flydende tilstand til kun 0,036 cm³/100g i fast form. Denne overmætning skaber sfæriske porer, der spænder fra 0,1 mm til flere millimeter i diameter.
Den kritiske forskel for hydrauliske applikationer ligger i porøsitetens sammenhæng. Isolerede porer udgør minimal risiko, men sammenhængende netværk skaber kontinuerlige lækageveje gennem støbegodsets vægge. Disse mikroskopiske kanaler, der ofte er usynlige for standard visuel inspektion, tillader hydraulisk væskemigration under tryk, hvilket fører til ekstern lækage og systemforurening.
| Porøsitetstype | Typisk størrelsesinterval | Dannelsesmekanisme | Hydraulisk risikoniveau |
|---|---|---|---|
| Mikrosvind | 0.05-0.5 mm | Størkningskontraktion | Høj - sammenhængende |
| Gasporøsitet (H₂) | 0.1-2.0 mm | Hydrogenudfældning | Medium - typisk isoleret |
| Oxid indeslutninger | 0.02-0.2 mm | Indeslutning af overfladeoxidation | Høj - skaber lækageinitieringspunkter |
| Kolde samlinger | 0.1-1.0 mm bredde | Ufuldstændig metalsmeltning | Meget høj - lineære lækageveje |
Moderne trykstøbningsprocesser har reduceret forekomsten af porøsitet betydeligt, især med zinktrykstøbning, der tilbyder overlegne densitetsegenskaber sammenlignet med aluminiumsalternativer. Komplekse geometrier og tykke sektioner i hydrauliske komponenter udgør dog stadig størkningsudfordringer, der kræver efterbehandling.
Grundlæggende om vakuumimprægneringsprocessen
Vakuumimprægnering fungerer efter princippet om differenstryk for at tvinge lavviskose harpikser ind i mikroskopisk porøsitet. Processen begynder med at placere rengjorte støbegods i et vakuumkammer, der typisk opnår tryk under 1 mbar (100 Pa). Denne vakuumekstraktion fjerner luft fra sammenhængende porer, hvilket skaber drivkraften for efterfølgende harpiksindtrængning.
Harpiksvalget viser sig at være kritisk for hydrauliske applikationer. Moderne anaerobe harpikser, specifikt methacrylatbaserede formuleringer, hærder kun i fravær af ilt, mens de forbliver flydende i luftudsatte områder. Denne selektive hærdning sikrer fuldstændig poreforsegling uden overfladeforurening, der kan forstyrre efterfølgende bearbejdnings- eller belægningsoperationer.
Kritiske procesparametre
Vakuumniveauet repræsenterer den primære kontrolparameter, der direkte påvirker indtrængningsdybden og fuldstændigheden. Optimale resultater kræver absolutte tryk under 1 mbar, der opretholdes i tilstrækkelig tid til at opnå fuldstændig luftudtømning. Evakueringstiden afhænger af delgeometri og porøsitetsvolumen, typisk fra 15-45 minutter for hydrauliske støbegods.
Temperaturkontrol under imprægnering påvirker både harpiksviskositet og indtrængningsegenskaber. De fleste anaerobe harpikser opnår optimale strømningsegenskaber ved 60-80 °C, hvilket reducerer viskositeten med ca. 40% sammenlignet med drift ved stuetemperatur. Overdreven temperatur fremskynder dog hærdningsinitieringen, hvilket potentielt blokerer smalle porekanaler før fuldstændig indtrængning.
Trykforskellen under harpiksintroduktion bruger typisk atmosfærisk tryk mod det opretholdte vakuum. Nogle avancerede systemer anvender positivt tryk op til 6 bar for at forbedre indtrængningen i ekstremt fin porøsitet, selvom dette kræver omhyggelig kontrol for at forhindre støbegodsforvrængning i tyndvæggede sektioner.
Materialevalg og kompatibilitet
Harpikskemivalget skal tage højde for både basisstøbningslegeringen og den tilsigtede hydrauliske væskekompatibilitet. For aluminiumsstøbegods giver methacrylatbaserede harpikser fremragende vedhæftning og kemisk resistens. Disse formuleringer opnår typisk trækstyrker over 25 MPa efter fuld hærdning med Shore D-hårdhedsværdier mellem 75-85.
Hydraulisk væskekompatibilitetstest følger ASTM D471-protokoller, der evaluerer volumenudvidelse og egenskabsbevarelse efter forlænget eksponering. Moderne anaerobe harpikser demonstrerer fremragende kompatibilitet med mineralbaserede hydrauliske olier, der viser mindre end 3% volumenændring efter 1000 timer ved 100 °C. Syntetisk væskekompatibilitet varierer betydeligt med væskekemi, hvilket kræver specifik validering for hver applikation.
| Resintype | Hærdningstid (25°C) | Temperaturområde | Hydraulisk væskekompatibilitet | Pris pr. liter |
|---|---|---|---|---|
| Anaerob Methacrylat | 2-4 timer | -55°C til +150°C | Fremragende med mineralolier | €125-180 |
| Modificeret Polyurethan | 6-8 timer | -40°C til +120°C | God med de fleste væsker | €95-140 |
| Epoxy-baseret | 12-24 timer | -30°C til +130°C | Rimelig - kræver test | €80-120 |
| Silikone-modificeret | 4-6 timer | -65°C til +180°C | Fremragende fleksibilitet | €160-220 |
Den hærdede harpiks skal opretholde integriteten under hydraulisk trykcykling. Testprotokoller inkluderer trykcykling fra 0 til maksimalt driftstryk i mindst 100.000 cyklusser, med lækagedetektering udført med jævne mellemrum. Vellykket imprægnering modstår typisk tryk 1,5 gange det maksimale driftstryk uden påviselig lækage.
Krav til overfladeforberedelse
Overfladerenhed påvirker direkte imprægneringseffektiviteten, hvor selv mikroskopisk forurening forhindrer fuldstændig harpiksindtrængning. Bearbejdningsvæsker, især vandbaserede kølemidler, skaber den mest betydningsfulde barriere for harpiksstrømning. Fuldstændig fjernelse kræver flertrinsrensningsprotokoller, der kombinerer opløsningsmiddelaffedtning med alkalisk rensning.
Den anbefalede rensningssekvens begynder med dampaffedtning ved hjælp af trichlorethylen eller moderne carbonhydridalternativer, efterfulgt af alkalisk rensning ved 80-90 °C i 10-15 minutter. Afsluttende skylning med deioniseret vand forhindrer mineralaflejringer, der kan blokere fin porøsitet. Fuldstændig tørring ved 120 °C i mindst 30 minutter sikrer fugteliminering, der kan forstyrre anaerobe hærdningsmekanismer.
For højpræcisionsresultater, Indsend dit projekt for et 24-timers tilbud fra Microns Hub.
Kvalitetskontrol og testprotokoller
Lækagetestverifikation følger etablerede protokoller beskrevet i ISO 3530 for hydrauliske komponenter. Den mest følsomme metode anvender heliummassespektrometri, der er i stand til at detektere lækagerater under 10⁻⁸ mbar·l/s. Praktisk produktionstest anvender dog ofte trykfaldsmetoder med lækagedetekteringsfølsomhed, der er passende for applikationskravene.
Lækagetest før imprægnering etablerer baseline porøsitetens sværhedsgrad, typisk udført ved 1,5 gange driftstryk med målingsvarighed på 15-30 minutter afhængigt af komponentvolumen. Afvisningskriterier varierer efter applikation, men hydrauliske komponenter kræver generelt lækagerater under 10⁻⁴ mbar·l/s for imprægneringsovervejelse.
Verifikation efter imprægnering skal tage højde for harpikshærdningsprogression. Indledende test umiddelbart efter behandling kan vise kunstigt lave lækagerater på grund af uhærdet harpiksmobilitet. Standardprotokoller kræver minimum 24 timers hærdningstid før endelig lækagetest, med nogle specifikationer, der strækker sig til 72 timer for kritiske applikationer.
Procesovervågning og -kontrol
Vakuumniveauovervågning gennem hele evakueringscyklussen giver indsigt i porøsitetsvolumen og sammenhæng. Hurtig trykstigning, når vakuumisolering opstår, indikerer betydelig intern porøsitet, mens gradvis stigning tyder på minimale eller dårligt forbundne defekter. Disse oplysninger guider optimering af evakueringstid og hjælper med at forudsige sandsynligheden for imprægneringssucces.
Harpiksindtrængningsovervågning anvender flere teknikker afhængigt af komponentgeometri og tilgængelighed. Fluorescerende farvestoftilsætning muliggør visuel verifikation under UV-belysning, især nyttigt til komplekse interne passager. Vægtforøgelsesmåling giver kvantitativ vurdering af harpiksopptagelse, med typiske værdier, der spænder fra 0,1-2,0% af komponentvægten afhængigt af porøsitetens sværhedsgrad.
| Porøsitetens sværhedsgrad | Vakuumudluftningstid | Forventet vægtøgning | Succesrate | Typiske applikationer |
|---|---|---|---|---|
| Let (spredte porer) | 15-20 minutter | 0.1-0.3% | 95-98% | Standard hydrauliske blokke |
| Moderat (nogen sammenkobling) | 25-35 minutter | 0.4-0.8% | 90-95% | Komplekse ventilhuse |
| Svær (omfattende netværk) | 40-60 minutter | 0.9-2.0% | 80-90% | Tykvæggede pumpehuse |
| Kritisk (gennemgående) | 45-75 minutter | 1.5-3.0% | 70-85% | Topstykker, manifold |
Økonomisk analyse og omkostningsbegrundelse
Vakuumimprægneringsøkonomi afhænger af flere faktorer, herunder omkostninger til udskiftning af støbegods, reduktion af skrothastighed og krav til behandlingsgennemstrømning. For typiske hydrauliske ventilhuse med fremstillingsomkostninger mellem €45-85 tilføjer imprægneringsbehandling ca. €8-15 pr. komponent, hvilket repræsenterer 15-25% af de samlede fremstillingsomkostninger.
Omkostningsopdelingen inkluderer harpiksforbrug (typisk €2-4 pr. komponent), behandlingsarbejde, udstyrsafskrivning og kvalitetsverifikationstest. Store operationer opnår stordriftsfordele gennem batchbehandling, hvilket reducerer omkostningerne pr. komponent til €5-8 for standard hydrauliske støbegods.
Beregninger af investeringsafkast skal overveje alternativet til komponentafvisning og genfremstilling. Med typiske afvisningsrater for komplekse hydrauliske støbegods, der spænder fra 3-8% på grund af porøsitetsrelateret lækage, kan imprægnering genvinde 85-95% af ellers kasserede komponenter. Denne genvindingsrate oversættes til betydelige omkostningsbesparelser, især for komplekse geometrier, der kræver omfattende bearbejdning.
Overvejelser om procesintegration
Optimering af fremstillingssekvens kræver omhyggelig integration af vakuumimprægnering i eksisterende produktionsarbejdsgange. Den ideelle timing placerer imprægnering efter grovbearbejdning, men før endelige operationer, hvilket giver mulighed for verifikation af tætningseffektivitet, samtidig med at omkostningerne til omarbejdning minimeres, hvis behandlingen mislykkes.
Varmebehandlingskompatibilitet giver vigtige overvejelser for aluminiumsstøbegods, der kræver T6-tempereringsforhold. Standard ældningsbehandlinger ved 155 °C overstiger de fleste anaerobe harpikstemperaturgrænser, hvilket kræver enten harpiksvalg for højtemperaturydelse eller processekvensmodifikation for at udføre imprægnering efter varmebehandlingsafslutning.
Når du integrerer vakuumimprægnering med vores fremstillingsservices, sikrer omhyggelig koordinering optimale resultater, samtidig med at produktionseffektivitet og omkostningseffektivitet opretholdes.
Avancerede applikationer og særlige overvejelser
Højtryks hydrauliske applikationer, der overstiger 280 bar, kræver forbedrede imprægneringsprotokoller og specialiserede harpiksformuleringer. Disse applikationer anvender ofte flere imprægneringscyklusser med gradvist lavere viskositets harpikser for at sikre fuldstændig indtrængning af ekstremt fine porøsitetsnetværk.
Hydrauliske komponenter til rumfart, der opererer ved tryk op til 350 bar, kræver yderligere kvalifikationstest, herunder vibrationsmodstand, temperaturcykling og udvidet trykcyklingsvalidering. Testprotokollerne følger rumfartsstandarder såsom AS9100, der kræver omfattende dokumentation og sporbarhed gennem hele imprægneringsprocessen.
Miljømæssige overvejelser påvirker i stigende grad harpiksvalg og behandlingsprotokoller. Vandbaserede anaerobe formuleringer reducerer emissioner af flygtige organiske forbindelser, samtidig med at de opretholder ydeevneegenskaber, der er egnede til de fleste hydrauliske applikationer. Disse miljøvenlige muligheder tilføjer typisk 10-15% til behandlingsomkostningerne, men eliminerer opløsningsmiddelgenvinding og bortskaffelsesomkostninger.
Specialiserede geometrier og komplekse komponenter
Interne passager og komplekse hydrauliske manifolde udgør unikke udfordringer for vakuumimprægneringseffektivitet. Disse geometrier kræver ofte udvidede evakueringstider og specialiseret fastgørelse for at sikre fuldstændig luftfjernelse fra blindgydepassager og komplekse kanalnetværk.
Tyndvæggede sektioner kræver omhyggelig trykkontrol under imprægnering for at forhindre forvrængning. Komponenter med vægtykkelser under 3 mm begrænser typisk positivt tryk til 2 bar maksimalt, hvilket forlænger behandlingstiden, men forhindrer dimensionsændringer, der kan påvirke kritiske pasningsforhold.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise inden for vakuumimprægneringsprocesser betyder, at hvert hydraulisk støbegods får den opmærksomhed på detaljer, der kræves for pålidelig tryktæt drift.
Fejlfinding af almindelige imprægneringsproblemer
Ufuldstændig indtrængning repræsenterer den hyppigste imprægneringsfejltilstand, der typisk skyldes utilstrækkelig vakuumevakuering eller forurening, der blokerer poreadgang. Diagnostiske procedurer inkluderer sektionering af testprøver for at verificere harpiksindtrængningsdybde og distributionsmønsteranalyse.
Overfladepletter opstår lejlighedsvis, når harpiks bløder fra underjordisk porøsitet under hærdningsprogression. Dette problem indikerer typisk sammenhængende porøsitet, der strækker sig til komponentoverflader, hvilket kræver udvidede evakueringstider eller flere imprægneringscyklusser for fuldstændig forsegling.
Hærdningsinhibering kan skyldes overfladeforurening eller inkompatible materialer i kontakt med uhærdet harpiks. Silikoneforbindelser viser sig at være særligt problematiske, hvilket kræver fuldstændig fjernelse før behandling. Testprotokoller inkluderer hærdningsverifikation på testkuponer behandlet sammen med produktionskomponenter.
| Problemsymptom | Sandsynlig årsag | Diagnostisk metode | Korrigerende handling |
|---|---|---|---|
| Lækage efter hærdning | Ufuldstændig penetration | Sektionsanalyse | Udvidet udluftningstid |
| Overfladepletter | Undergrundsporøsitet | Farveindtrængningstest | Flere imprægneringscyklusser |
| Ingen indikation på hærdning | Kontaminering/inhibering | Testkupon evaluering | Forbedret rengøringsprotokol |
| Variable resultater | Process inkonsekvens | Statistisk proceskontrol | Parameterstandardisering |
Fremtidige udviklinger og teknologitrends
Avanceret harpikskemi fortsætter med at udvikle sig mod højere temperaturegenskaber og forbedret kemisk resistens. Nye formuleringer under udvikling lover driftstemperaturområder, der strækker sig til 200 °C, samtidig med at de selektive hærdningsegenskaber opretholdes, der er essentielle for effektiv imprægnering.
Procesautomatisering inkorporerer i stigende grad realtidsovervågning og adaptive kontrolsystemer. Disse udviklinger inkluderer kontinuerlig vakuumniveauovervågning, automatisk harpiksniveaukontrol og integreret lækagetestverifikation inden for enkeltstationsbehandlingsudstyr.
Additiv fremstillingsintegration præsenterer nye muligheder, da 3D-printede hydrauliske komponenter ofte udviser porøsitet, der kræver tætningsbehandling. Kombinationen af sprøjtestøbningsservices med efterbehandlingsimprægnering skaber nye muligheder for kompleks hydraulisk komponentproduktion.
Nanoteknologiske applikationer udforsker inkorporering af nanopartikler i imprægneringsharpikser for at forbedre mekaniske egenskaber og give selvhelbredende egenskaber under cykliske belastningsforhold. Disse avancerede formuleringer forbliver i udviklingsstadier, men viser løfte om at forlænge komponentens levetid i krævende hydrauliske applikationer.
Ofte stillede spørgsmål
Hvilke trykniveauer kan vakuumimprægnerede hydrauliske støbegods modstå?
Korrekt imprægnerede hydrauliske støbegods modstår typisk tryk op til 350 bar i kontinuerlig drift, med sprængtryk over 525 bar. Den faktiske trykkapacitet afhænger af basisstøbegodsets integritet, harpiksindtrængningsfuldstændighed og komponentgeometri. Testprotokoller verificerer ydeevne ved 1,5 gange driftstryk for kvalifikationsaccept.
Hvor lang tid tager vakuumimprægneringsprocessen for hydrauliske komponenter?
Fuldstændig vakuumimprægnering kræver typisk 4-8 timer inklusive evakuering, imprægnering og indledende hærdningsfaser. Evakueringstiden spænder fra 15-60 minutter afhængigt af komponentstørrelse og porøsitetens sværhedsgrad. Harpikshærdning kræver yderligere 2-4 timer før håndtering, med fuld egenskabsudvikling opnået inden for 24-48 timer ved stuetemperatur.
Kan tidligere bearbejdede hydrauliske støbegods imprægneres med succes?
Ja, bearbejdede støbegods kan imprægneres effektivt, forudsat at grundig rensning fjerner alle bearbejdningsvæsker og forurenende stoffer. Rensningsprotokollen skal omfatte dampaffedtning og alkalisk vask for at sikre fuldstændig fjernelse af forurening. Succesrater for bearbejdede komponenter nærmer sig dem for ubearbejdede støbegods, når korrekte overfladeforberedelsesprocedurer følges.
Hvad sker der, hvis vakuumimprægnering ikke forsegler alle lækageveje?
Mislykket imprægnering kan ofte gentages efter at have identificeret og korrigeret den grundlæggende årsag. Almindelige korrigerende handlinger inkluderer udvidede rensningscyklusser, længere evakueringstider eller alternativt harpiksvalg. Komponenter, der viser delvis succes, kan kræve flere imprægneringscyklusser med gradvist lavere viskositets harpikser. Ca. 85-95% af imprægneringsforsøg opnår acceptable resultater ved første behandling.
Hvordan påvirker harpikshærdning efterfølgende bearbejdningsoperationer?
Hærdede anaerobe harpikser bearbejdes på samme måde som basisaluminiumlegeringen, hvilket typisk ikke kræver specielt værktøj eller parameterjusteringer. Harpikshårdheden (Shore D 75-85) er kompatibel med standard hårdmetalværktøj, der bruges til aluminiumsbearbejdning. Kølemiddelvalg bør undgå vandbaserede væsker, der kan blødgøre den hærdede harpiks under udvidede bearbejdningsoperationer.
Hvilke kvalitetscertificeringer gælder for vakuumimprægneringsprocesser?
Vakuumimprægneringsprocesser opererer typisk under ISO 9001 kvalitetsstyringssystemer, hvor rumfartsapplikationer kræver AS9100-certificering. Procesvalidering følger ASTM-standarder, herunder D471 for kemisk kompatibilitet og passende lækageteststandarder såsom ISO 3530. Dokumentationskrav inkluderer procesparametre, harpikslotsporbarhed og lækagetestverifikationsoptegnelser.
Er der miljømæssige eller sikkerhedsmæssige bekymringer med vakuumimprægneringsharpikser?
Moderne anaerobe harpikser giver minimal miljøpåvirkning, når de håndteres og bortskaffes korrekt. Vandbaserede formuleringer eliminerer emissioner af flygtige organiske forbindelser under behandling. Sikkerhedsmæssige overvejelser inkluderer standard kemiske håndteringsprotokoller, tilstrækkelig ventilation under behandling og korrekt bortskaffelse af affaldsmaterialer i henhold til lokale miljøbestemmelser. De fleste anaerobe harpikser er ikke-farlige, når de er hærdet.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece