Zink vs. Aluminium Trykstøbning: Hvorfor Zink Tilbyder Overlegen Værktøjslevetid
Levetiden for trykstøbningsværktøjer er fortsat en af de mest kritiske omkostningsdrivere i højvolumenproduktion, men mange ingeniører træffer stadig materialevalgsbeslutninger udelukkende baseret på komponentegenskaber. Den barske virkelighed er, at aluminiumtrykstøbningsoperationer typisk kræver værktøjsvedligeholdelse hver 50.000-80.000 skud, mens zinktrykstøbningsværktøjer rutinemæssigt overstiger 500.000 skud før større vedligeholdelsesintervaller. Denne grundlæggende forskel i værktøjs holdbarhed kan bestemme projektets rentabilitet over produktionslivscyklussen.
Vigtigste pointer
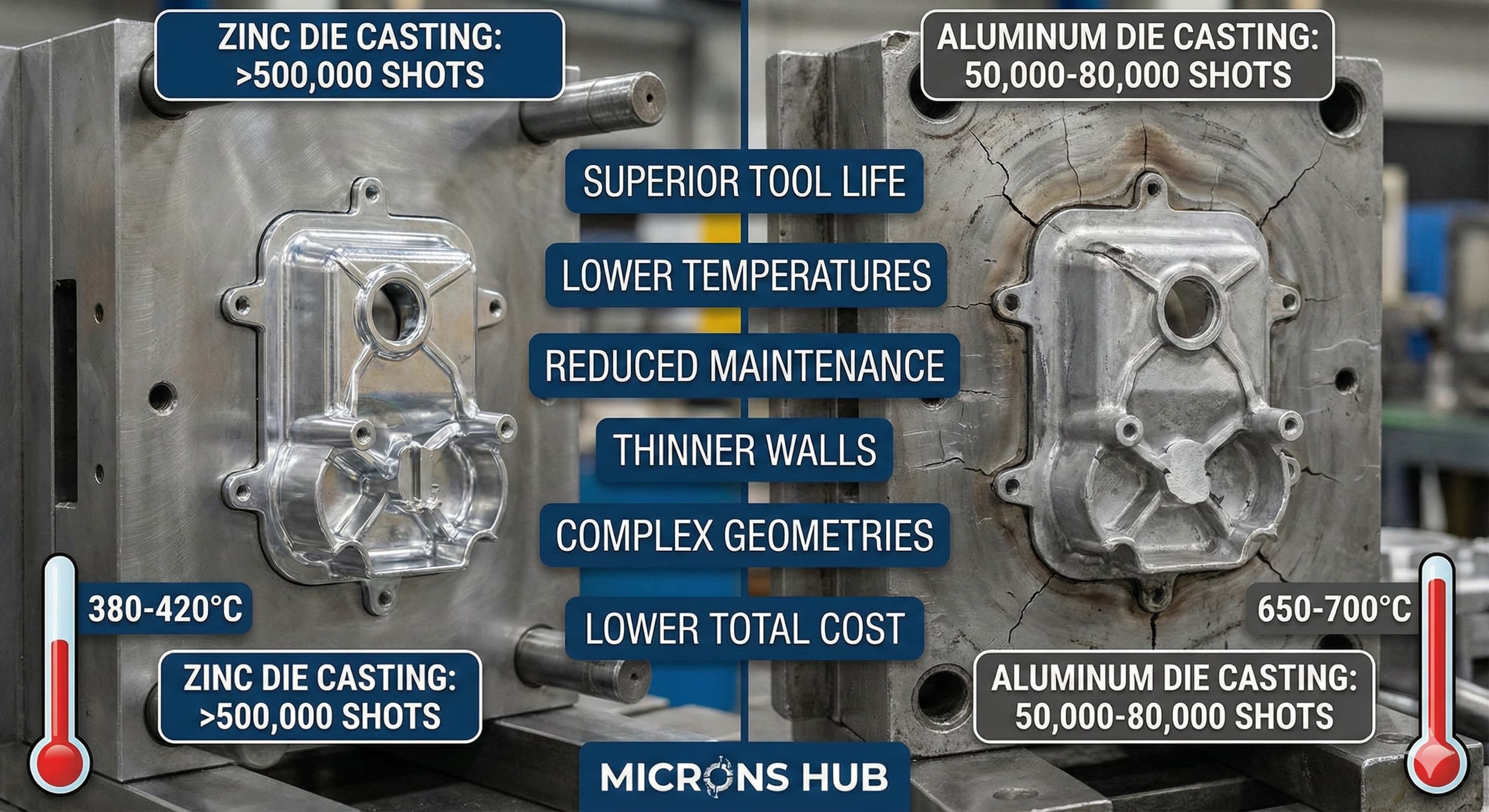
- Zinktrykstøbningsværktøjer opnår 6-10x længere levetid sammenlignet med aluminium, med typiske vedligeholdelsesintervaller, der overstiger 500.000 skud versus aluminiums 50.000-80.000 skud
- Lavere driftstemperaturer (380-420°C for zink vs. 650-700°C for aluminium) reducerer markant termisk stress og værktøjsnedbrydning
- Zinks overlegne flydeegenskaber muliggør tyndere vægsektioner og mere komplekse geometrier, samtidig med at der opretholdes en ensartet dimensionsnøjagtighed
- De samlede ejeromkostninger favoriserer zink til højvolumenproduktion på trods af højere råvareomkostninger på grund af reduceret værktøjsvedligeholdelse og længere produktionsserier
Fysikken bag forskelle i værktøjslevetid
Den grundlæggende årsag til, at zink overgår aluminium i værktøjs levetid, ligger i drifts temperaturforskellen og materialets interaktionsegenskaber. Zinklegeringer smelter ved ca. 380-420°C, mens aluminiumlegeringer kræver 650-700°C for korrekt trykstøbning. Denne 270-300°C temperaturforskel skaber dramatisk forskellige termiske stressmiljøer inde i støbeformen.
Værktøjsstål oplever termiske ekspansions- og sammentrækningscyklusser med hvert skud. Ved aluminiums driftstemperaturer fungerer H13 værktøjsstålet (industri standarden for trykstøbningsforme) tættere på sin tempererings temperaturgrænse. Gentagen eksponering for disse forhøjede temperaturer forårsager gradvis blødgøring af værktøjsoverfladen, hvilket fører til for tidligt slid, revner og dimensions ustabilitet.
Zinks lavere behandlingstemperatur holder H13 værktøjsstålet godt inden for dets optimale hårdhedsområde gennem hele produktionscyklussen. Det reducerede termiske chok minimerer dannelsen af varmekontrol (de fine revnenetværk, der udvikler sig på støbeformsoverflader) og forlænger markant intervallet mellem renoveringscyklusser.
Materialeflydeegenskaber og formfyldning
Zinklegeringer udviser overlegen flydeevne sammenlignet med aluminium og fylder tynde sektioner og komplekse geometrier med bemærkelsesværdig konsistens. Denne forbedrede flydeegenskab stammer fra zinks lavere viskositet i smeltet tilstand og dets evne til at opretholde temperatur ensartethed gennem hele fyldningsprocessen.
Den praktiske virkning af dette forbedrede flow bliver tydelig i vægtykkelses kapaciteter. Zinktrykstøbninger opnår rutinemæssigt vægtykkelser på 0,5-0,8 mm i produktionen, mens aluminium typisk kræver minimumsvægge på 1,5-2,0 mm for pålidelig fyldning. Denne kapacitet giver designere mulighed for at optimere komponentvægt og materialeforbrug, samtidig med at den strukturelle integritet opretholdes - en afgørende fordel, hvor strategisk ribbeplacering kan forbedre den strukturelle ydeevne i tyndvæggede sektioner.
Det ensartede strømningsmønster reducerer også sandsynligheden for kolde lukninger, strømningslinjer og andre fyldningsrelaterede defekter, der kan kompromittere både komponentkvalitet og værktøjslevetid. Når aluminium oplever turbulent fyldning, kan de resulterende trykvariationer forårsage mekanisk stress på støbeformsoverflader, hvilket bidrager til for tidlig værktøjsnedbrydning.
Termisk styring og optimering af cyklustid
Effektiv termisk styring korrelerer direkte med både produktionseffektivitet og værktøjs levetid. Zinks lavere behandlingstemperatur muliggør mere aggressive kølingsstrategier uden at risikere komponentkvaliteten. Kølesystemet kan udvinde varme hurtigere fra zinkstøbegods, hvilket reducerer cyklustiderne, samtidig med at dimensions stabiliteten opretholdes.
Typiske kølehastigheder for zinktrykstøbning varierer fra 15-25°C pr. sekund sammenlignet med aluminiums 8-15°C pr. sekund. Denne accelererede kølekapacitet oversættes til cyklustidsfordele på 20-30% i mange applikationer. Endnu vigtigere er det, at den reducerede termiske belastning på støbeformssystemet minimerer vridning og termisk træthed i værktøjet.
Temperaturforskellen påvirker også smøresystemer til støbeforme. Zinks moderate driftstemperatur giver mulighed for mere effektiv smøredækning, da smøremidlerne ikke undergår hurtig termisk nedbrydning. Aluminiums højere temperaturer kan forårsage nedbrydning af smøremiddel, hvilket fører til øget friktion, ætsning og accelereret slid på bevægelige støbeformskomponenter.
| Egenskab | Zinklegeringer (ZA-8, ZA-12) | Aluminiumslegeringer (A380, A383) |
|---|---|---|
| Bearbejdningstemperatur | 380-420°C | 650-700°C |
| Typisk værktøjslevetid (skud) | 500.000-1.000.000 | 50.000-80.000 |
| Minimum vægtykkelse | 0.5-0.8 mm | 1.5-2.0 mm |
| Afkølingshastighed | 15-25°C/sek | 8-15°C/sek |
| Dimensionsstabilitet | ±0.05-0.08 mm | ±0.08-0.13 mm |
| Overfladefinish (Ra) | 0.8-1.6 μm | 1.6-3.2 μm |
Økonomisk analyse: Samlede ejeromkostninger
Mens zink typisk koster 15-25% mere end aluminium pr. kilogram, skifter den samlede omkostningsligning dramatisk, når man tager værktøjslevetid, vedligeholdelsesintervaller og produktionseffektivitet i betragtning. En omfattende omkostningsanalyse skal tage højde for råvareomkostninger, værktøjsafskrivning, vedligeholdelsesomkostninger og produktionsnedetid.
Overvej et højvolumenproduktionsscenarie, der kræver 2 millioner komponenter årligt. En aluminiumtrykstøbningsoperation kan kræve 25-40 værktøjsvedligeholdelsescyklusser under denne produktionskørsel, mens en zinkoperation typisk kun kræver 2-4 vedligeholdelsesindgreb. Hver vedligeholdelsescyklus involverer 2-4 dages nedetid, renoveringsomkostninger på €8.000-15.000 og potentielle kvalitetsproblemer under opstart.
Den forlængede værktøjslevetid for zinktrykstøbning muliggør længere uafbrudte produktionsserier, hvilket forbedrer den samlede udstyrseffektivitet (OEE) og reducerer fremstillingsomkostningerne pr. del. Denne fordel bliver særlig udtalt i automatiserede produktionsmiljøer, hvor konsistens og pålidelighed er altafgørende.
For højpræcisionsresultater, Få dit tilpassede tilbud leveret inden for 24 timer fra Microns Hub.
Dimensionsnøjagtighed og overfladekvalitetsfordele
Zinks overlegne dimensionsstabilitet gennem hele produktionscyklussen bidrager væsentligt til ensartet delkvalitet og reduceret værktøjsslid. Materialets lavere krympningshastighed (ca. 0,6-0,8%) sammenlignet med aluminium (1,0-1,3%) resulterer i mere forudsigelige dimensionsresultater og reduceret stress på støbeformskomponenter.
Denne dimensionskonsistens oversættes til strammere tolerancekapaciteter. Zinktrykstøbninger opnår rutinemæssigt ±0,05-0,08 mm tolerancer i kritiske dimensioner, mens aluminium typisk kræver ±0,08-0,13 mm tolerancer for pålidelig produktion. Den forbedrede nøjagtighed reducerer behovet for sekundære bearbejdningsoperationer og minimerer kvalitetsrelaterede produktionsafbrydelser.
Overfladefinishkvaliteten favoriserer også zink, med typiske Ra-værdier på 0,8-1,6 μm, der kan opnås direkte fra støbeformen. Aluminiumsoverflader kræver generelt yderligere efterbehandlingsoperationer for at opnå sammenlignelig overfladekvalitet, hvilket øger omkostningerne og kompleksiteten i fremstillingsprocessen. Den overlegne overfladefinish af zinkkomponenter eliminerer ofte behovet for omfattende efterbehandling, hvilket er særligt fordelagtigt for applikationer, der kræver æstetisk appel eller præcise samlingsgrænseflader.
Valg af legering og optimering af egenskaber
Moderne zinktrykstøbningslegeringer tilbyder en række mekaniske egenskaber, der er egnede til krævende applikationer. ZA-seriens legeringer (ZA-8, ZA-12, ZA-27) giver exceptionelle styrke-til-vægt-forhold og slidstyrke, hvilket udfordrer den traditionelle antagelse om, at aluminium tilbyder overlegne mekaniske egenskaber.
ZA-12 opnår for eksempel trækstyrker på 350-400 MPa med fremragende leje- og slidegenskaber. Dette ydeevneniveau opfylder eller overstiger mange aluminiumlegeringsspecifikationer, samtidig med at de behandlingsmæssige fordele, der forlænger værktøjslevetiden, opretholdes. Legeringens selvsmørende egenskaber reducerer yderligere slitage på støbeformsoverflader under udstødningsprocessen.
| Legering | Trækstyrke (MPa) | Flydespænding (MPa) | Forlængelse (%) | Hårdhed (HB) |
|---|---|---|---|---|
| ZA-8 | 280-320 | 200-240 | 2-6 | 100-115 |
| ZA-12 | 350-400 | 290-320 | 1-3 | 115-125 |
| A380 (Al) | 320-330 | 160-170 | 2.5-3.5 | 80-85 |
| A383 (Al) | 310-320 | 150-160 | 3-4 | 75-80 |
Valget af passende zinklegeringer afhænger af de specifikke ydeevnekrav og driftsmiljøet. For applikationer, der kræver maksimal værktøjslevetid med gode mekaniske egenskaber, giver ZA-8 en optimal balance. Når højere styrke er afgørende, leverer ZA-12 fremragende ydeevne, samtidig med at de værktøjslevetidsfordele, der er forbundet med zinktrykstøbning, opretholdes.
Overvejelser om værktøjsdesign for forlænget levetid
Optimering af værktøjsdesign til zinktrykstøbning kan yderligere forbedre de allerede overlegne værktøjslevetidsegenskaber. De lavere driftstemperaturer tillader brugen af mere sofistikerede kølekanalsgeometrier uden at gå på kompromis med værktøjsstyrken. Konforme kølekanaler, der er skabt gennem additive fremstillingsteknikker, kan lettere inkorporeres i zinkværktøj på grund af de reducerede termiske spændinger.
Portdesign bliver mindre kritisk med zink på grund af dets overlegne flydeegenskaber, men korrekt portdesign påvirker stadig værktøjets levetid. Zinks evne til at fylde tynde sektioner ensartet giver mulighed for mindre portstørrelser, hvilket reducerer den mekaniske stress på portområder under brud- og trimningsoperationerne. Denne overvejelse bliver særlig vigtig i automatiseret produktion, hvor ensartet portbrud er afgørende for kontinuerlig drift.
Udstødningssystemdesignet drager også fordel af zinks egenskaber. Materialets naturlige smøreevne og lavere behandlingstemperatur reducerer den kraft, der kræves til deludstødning, hvilket minimerer slitage på udstødningsstifter og reducerer sandsynligheden for udstødningsstiftbrud - en almindelig årsag til produktionsnedetid i aluminiumsoperationer.
Integration med moderne fremstillingssystemer
Pålideligheden og konsistensfordelene ved zinktrykstøbning stemmer godt overens med moderne fremgangsmåder, herunder lean produktion og Industry 4.0-implementeringer. Den forlængede værktøjslevetid og reducerede vedligeholdelseskrav understøtter just-in-time-produktionsstrategier ved at minimere uplanlagt nedetid og sikre forudsigelige produktionsplaner.
Når trykstøbning integreres med andre fremstillingsprocesser såsom pladebearbejdningstjenester eller sekundære bearbejdningsoperationer, giver zinks dimensionskonsistens fordele i downstream-behandlingen. Den overlegne overfladefinish og dimensionsnøjagtighed reducerer opsætningstiden og værktøjssliddet i sekundære operationer, hvilket bidrager til den samlede systemeffektivitet.
Kvalitetskontrolsystemer drager fordel af zinks processtabilitet. Implementeringer af statistisk proceskontrol (SPC) viser strammere kontrolgrænser og færre specielle årsagsvariationer i zinktrykstøbningsoperationer. Denne stabilitet reducerer hyppigheden af procesjusteringer og kvalitetsrelaterede produktionsafbrydelser, hvilket yderligere forbedrer de samlede omkostningsfordele.
Moderne producenter, der vælger Microns Hub, drager fordel af direkte relationer med specialiserede trykstøbningsfaciliteter, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise inden for materialevalg og procesoptimering betyder, at hvert projekt får den fokuserede opmærksomhed, der kræves for at opnå optimal værktøjslevetid og produktionseffektivitet.
Miljømæssige og bæredygtighedsmæssige overvejelser
Den forlængede værktøjslevetid for zinktrykstøbning bidrager positivt til miljømæssig bæredygtighed gennem flere veje. Reduceret værktøjsvedligeholdelsesfrekvens betyder færre reservedele, mindre energiforbrug til værktøjsrenovering og reduceret affaldsproduktion fra slidte værktøjskomponenter.
Zinks lavere behandlingstemperatur oversættes direkte til reduceret energiforbrug pr. produceret del. I højvolumenproduktion kan denne energifordel repræsentere betydelige omkostningsbesparelser og reduceret CO2-aftryk. Den forbedrede materialeudnyttelseseffektivitet, der muliggøres af tyndere vægsektioner og bedre flydeegenskaber, forbedrer yderligere miljøprofilen.
Genanvendeligheden af både zinklegeringer og værktøjsstål understøtter principperne for cirkulær økonomi. Zinktrykstøbningsskrot bevarer høj værdi og kan let genanvendes til nye legeringer. Den forlængede værktøjslevetid betyder, at det indlejrede energi- og materialeindhold i værktøjet afskrives over mange flere produktionscyklusser, hvilket forbedrer den samlede ressourceeffektivitet i fremstillingsprocessen.
Producenter kan udnytte disse bæredygtighedsfordele til at opfylde virksomhedens miljømål og samtidig opnå overlegen økonomisk ydeevne. Kombinationen af reduceret energiforbrug, forlænget værktøjslevetid og forbedret materialeeffektivitet skaber en overbevisende sag for zinktrykstøbning i applikationer, hvor miljøpåvirkningen er en overvejelse.
For producenter, der søger omfattende fremstillingsløsninger, omfatter vores fremstillingstjenester hele spektret af processer, der er nødvendige for at optimere produktionseffektiviteten og værktøjets levetid på tværs af forskellige applikationskrav.
Ofte stillede spørgsmål
Hvad er den faktiske omkostningsforskel mellem zink- og aluminiumtrykstøbning, når man tager værktøjslevetiden i betragtning?
Mens zinkmaterialeomkostningerne typisk er 15-25% højere end aluminium, favoriserer de samlede ejeromkostninger ofte zink i højvolumenapplikationer. Zinkværktøjer, der holder 500.000-1.000.000 skud versus aluminiums 50.000-80.000 skud, betyder markant lavere værktøjsvedligeholdelsesomkostninger, reduceret nedetid og forbedret produktionseffektivitet. I de fleste produktionsscenarier, der overstiger 100.000 dele årligt, kompenserer zinks overlegne værktøjslevetid mere end for de højere materialeomkostninger.
Kan zinktrykstøbning opnå de samme styrkeegenskaber som aluminiumlegeringer?
Moderne zinklegeringer som ZA-12 opnår trækstyrker på 350-400 MPa, hvilket opfylder eller overstiger mange aluminiumtrykstøbningslegeringer. Mens aluminium tilbyder fordele i specifik styrke (styrke-til-vægt-forhold), giver zink overlegne lejeegenskaber, slidstyrke og dimensionsstabilitet. Valget afhænger af specifikke applikationskrav, men zink bør ikke automatisk afvises baseret på forældede styrkeantagelser.
Hvordan sammenlignes minimumsvægtykkelseskapaciteterne mellem materialer?
Zinktrykstøbning opnår rutinemæssigt vægtykkelser på 0,5-0,8 mm i produktionsapplikationer, mens aluminium typisk kræver minimumsvægge på 1,5-2,0 mm for pålidelig fyldning. Denne kapacitet stammer fra zinks overlegne flydeegenskaber og lavere viskositet i smeltet tilstand. Den tyndere vægkapacitet muliggør betydelige materialebesparelser og forbedret designfleksibilitet i mange applikationer.
Hvilke faktorer afgør, om zink eller aluminium er mere velegnet til en specifik applikation?
Nøglefaktorer omfatter produktionsvolumen (zinkfordele stiger med volumen), krav til dimensionstolerance (zink tilbyder strammere tolerancer), behov for styrke-til-vægt-forhold (aluminiumfordel), krav til overfladefinish (zinkfordel) og forventninger til værktøjslevetid. Applikationer, der kræver høj præcision, ensartet kvalitet og lange produktionsserier, favoriserer typisk zink, mens vægtkritiske applikationer kan favorisere aluminium på trods af kompromiserne med værktøjslevetiden.
Hvordan sammenlignes dimensionsnøjagtigheden mellem zink- og aluminiumtrykstøbning?
Zinktrykstøbning opnår typisk ±0,05-0,08 mm tolerancer i kritiske dimensioner, mens aluminium kræver ±0,08-0,13 mm tolerancer for pålidelig produktion. Denne forskel skyldes zinks lavere krympningshastighed (0,6-0,8% vs. 1,0-1,3% for aluminium) og overlegne dimensionsstabilitet gennem produktionscyklusser. Den forbedrede nøjagtighed eliminerer ofte sekundære bearbejdningskrav.
Hvilke vedligeholdelsesintervaller kan forventes for zink- versus aluminiumtrykstøbningsværktøjer?
Zinktrykstøbningsværktøjer kræver typisk større vedligeholdelse hver 500.000-1.000.000 skud, mens aluminiumværktøjer har brug for opmærksomhed hver 50.000-80.000 skud. Dette repræsenterer en 6-10x forskel i værktøjslevetid. De forlængede intervaller skyldes lavere driftstemperaturer (380-420°C vs. 650-700°C), reduceret termisk stress og mindre aggressiv interaktion mellem det smeltede metal og værktøjsståloverflader.
Hvordan sammenlignes cyklustiderne mellem zink- og aluminiumtrykstøbningsprocesser?
Zinktrykstøbning opnår ofte 20-30% hurtigere cyklustider på grund af mere effektiv varmeudvinding, der muliggøres af lavere behandlingstemperaturer. Typiske kølehastigheder for zink varierer fra 15-25°C pr. sekund sammenlignet med aluminiums 8-15°C pr. sekund. Den hurtigere cykling, kombineret med forlænget værktøjslevetid, forbedrer markant den samlede udstyrseffektivitet og produktionskapacitet.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece