Trykstøbning vs. CNC-bearbejdning: Hvor er prisens ligevægtspunkt?
Beslutningen mellem trykstøbning og CNC-bearbejdning afhænger grundlæggende af produktionsvolumenøkonomi og krav til delkompleksitet. Produktionsingeniører står over for dette valg dagligt, men mange mangler den præcise matematiske ramme til at identificere det sande ligevægtspunkt, hvor værktøjsomkostningerne berettiger skiftet fra bearbejdning til støbning.
Denne analyse undersøger de nøjagtige volumentærskler, omkostningsdrivere og tekniske overvejelser, der bestemmer, hvornår trykstøbning bliver mere økonomisk end CNC-bearbejdning af metalkomponenter.
Vigtigste pointer
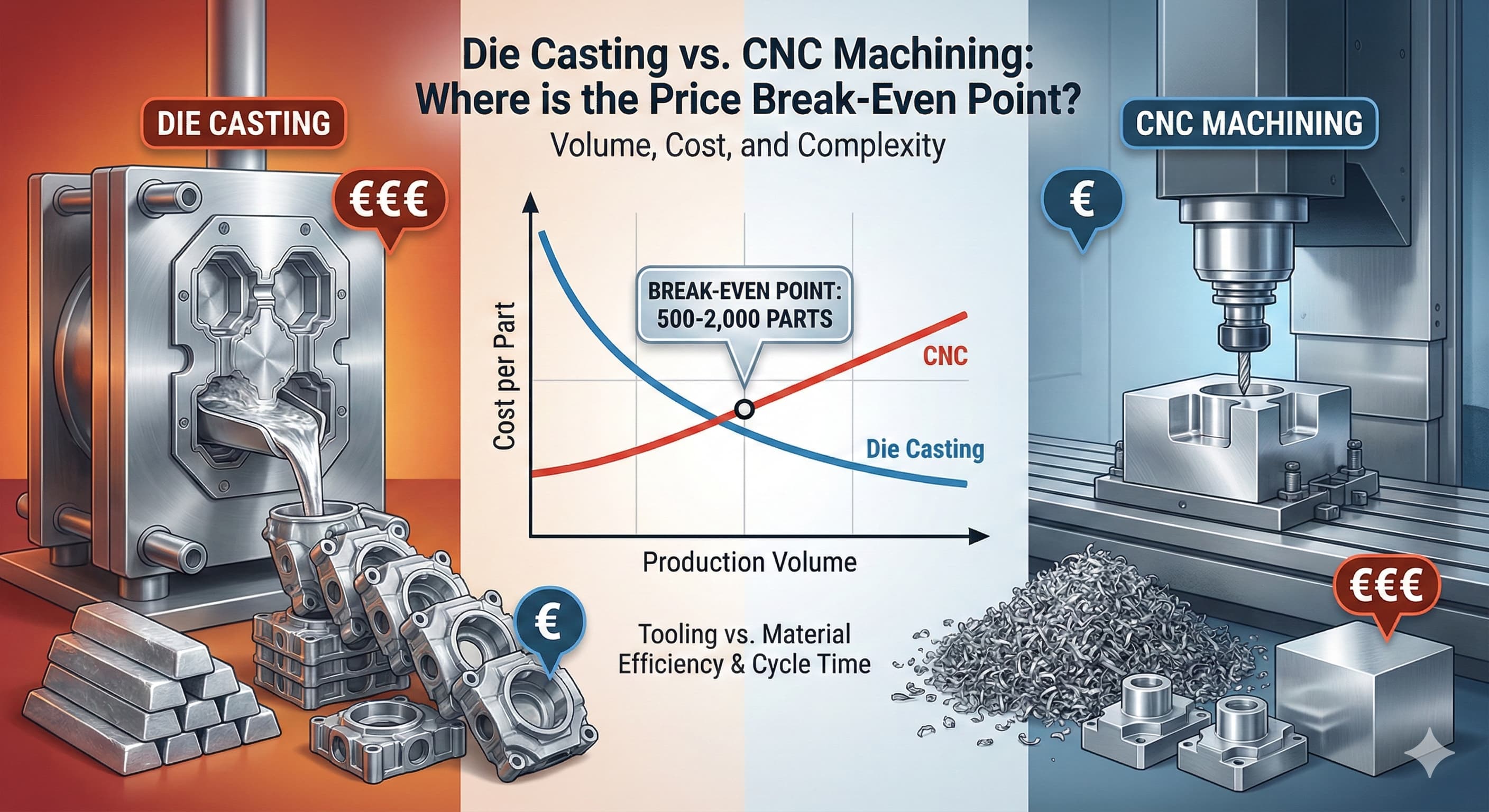
- Ligevægt forekommer typisk mellem 500-2.000 dele for aluminiumskomponenter, afhængigt af delkompleksitet og bearbejdningskrav
- Omkostninger til trykstøbningsværktøj varierer fra €15.000-€80.000, mens CNC-opsætningsomkostninger er €200-€1.500 pr. deldesign
- Materialeudnyttelseseffektivitet favoriserer trykstøbning ved 85-95 % vs. CNC-bearbejdning ved 20-40 % for komplekse geometrier
- Krav til overfladefinish og tolerance kan flytte ligevægtspunktet med 200-500 % i begge retninger
Omkostningsstrukturanalyse: Trykstøbning vs. CNC-bearbejdning
Forståelse af de grundlæggende omkostningsstrukturer afslører, hvorfor ligevægtsberegninger varierer betydeligt på tværs af forskellige delspecifikationer og produktionsscenarier.
Omkostningskomponenter ved trykstøbning
Trykstøbningsomkostninger består af tre primære elementer: værktøjsinvestering, materialeomkostninger pr. del og behandlingsgebyrer. Værktøj repræsenterer den største forudgående investering, typisk fra €15.000 for simple enkeltkavitets aluminiumsforme til €80.000 for komplekse multikavitetsværktøjer, der kræver slæder og indviklede kernegeometrier.
Materialeomkostninger ved trykstøbning drager fordel af produktion tæt på nettoform. Aluminiumlegering A380 (svarende til EN AC-AlSi9Cu3(Fe)) koster ca. €2,20-€2,80 pr. kilogram, med materialeudnyttelsesrater på 85-95 % for veldesignede dele. Selve støbeprocessen tilføjer €0,80-€2,50 pr. del, afhængigt af cyklustid og delvægt.
Sekundære operationer, der ofte kræves, inkluderer håndtering af udstøderstiftmærker på kosmetiske overflader, trimning af grater og boring af huller, der ikke kan støbes på grund af begrænsninger i slipvinkel.
CNC-bearbejdningsomkostningsstruktur
CNC-bearbejdningsomkostninger følger et andet mønster, med lavere opsætningsomkostninger, men højere materiale- og behandlingsomkostninger pr. del. Opsætningsomkostninger varierer typisk fra €200-€1.500 pr. deldesign, inklusive programmering, værktøjsvalg og første artikelinspektion.
Materialeomkostninger ved CNC-bearbejdning lider under betydelig spildgenerering. Startende med smedet aluminium 6061-T6 billet til €4,20-€5,50 pr. kilogram, kræver komplekse dele ofte fjernelse af 60-80 % af startmaterialet, hvilket resulterer i effektive materialeomkostninger på €8,50-€13,75 pr. kilogram færdig delvægt.
Bearbejdningstid korrelerer direkte med delkompleksitet. Simple dele, der kræver 15-30 minutters maskintid til €45-€65 pr. time, skaber overkommelige omkostninger pr. del. Komplekse geometrier, der kræver 2-4 timers bearbejdningstid, kan dog nå €90-€260 pr. del alene i behandlingsomkostninger.
| Omkostningskomponent | Trykstøbning | CNC-bearbejdning | Indvirkning på break-even |
|---|---|---|---|
| Initial opsætningsomkostning | €15.000-€80.000 | €200-€1.500 | Højere volumener favoriserer støbning |
| Materialeeffektivitet | 85-95% | 20-40% | Betydelig fordel pr. del |
| Bearbejdningsomkostning/Del | €0.80-€2.50 | €11.25-€65.00 | Største volumenfaktor |
| Sekundære operationer | €1.50-€8.00 | €0.50-€3.00 | Moderat indvirkning |
Matematisk ligevægtsanalyse
Ligevægtspunktsberegningen kræver fastlæggelse af, hvornår de samlede trykstøbningsomkostninger er lig med de samlede CNC-bearbejdningsomkostninger over produktionskørslens levetid.
Grundlæggende ligevægtsformel
Ligevægtsvolumen = (Omkostninger til trykstøbningsværktøj - CNC-opsætningsomkostninger) ÷ (CNC-omkostninger pr. del - Trykstøbningsomkostninger pr. del)
For en typisk aluminiumshusdel, der vejer 250 gram:
Trykstøbningsscenarie:
- Værktøjsomkostninger: €35.000
- Materialeomkostninger pr. del: €0,55 (250g × €2,20/kg)
- Behandlingsomkostninger: €1,20
- Sekundære operationer: €2,80
- Samlet pr. del: €4,55
CNC-bearbejdningsscenarie:
- Opsætningsomkostninger: €800
- Materialeomkostninger pr. del: €2,65 (625g billet × €4,25/kg, 40 % udnyttelse)
- Behandlingsomkostninger: €28,50 (38 minutter × €45/time)
- Sekundære operationer: €1,20
- Samlet pr. del: €32,35
Ligevægtsberegning: (€35.000 - €800) ÷ (€32,35 - €4,55) = 1.230 dele
Volumenbaserede omkostningsscenarier
Ligevægtspunkter i den virkelige verden varierer betydeligt baseret på delkompleksitet og specifikationskrav. Simple beslag og huse når typisk ligevægt mellem 500-1.200 dele, mens komplekse samlinger med indviklede interne funktioner muligvis ikke berettiger trykstøbning før 3.000-5.000 dele.
| Delkompleksitet | Værktøjsomkostningsinterval | Break-even volumen | Eksempelapplikationer |
|---|---|---|---|
| Simpel (Grundlæggende geometri) | €15.000-€25.000 | 400-800 dele | Beslag, simple huse |
| Moderat (Nogle funktioner) | €25.000-€45.000 | 800-1.800 dele | Elektroniske kabinetter |
| Kompleks (Flere slæder) | €45.000-€80.000 | 1.500-4.000 dele | Automotive komponenter |
| Meget kompleks | €80.000+ | 3.000+ dele | Transmissionskasser |
For højpræcisionsresultater, Få et tilbud på 24 timer fra Microns Hub.
Tekniske faktorer, der påvirker ligevægtsberegninger
Adskillige tekniske overvejelser kan dramatisk flytte ligevægtsberegninger ud over simpel volumenøkonomi.
Tolerance- og overfladefinishkrav
Strenge tolerancekrav favoriserer CNC-bearbejdning, især for dimensioner, der kræver ±0,025 mm eller bedre. Trykstøbning opnår typisk ±0,1 mm på ikke-delingslinjedimensioner, med delingslinjedimensioner, der holder ±0,2 mm under optimale forhold.
Kritiske dimensioner kræver ofte efterstøbningsbearbejdningsoperationer, hvilket tilføjer €3,50-€12,00 pr. del afhængigt af opsætningskompleksitet. Når mere end 30 % af delfunktionerne kræver sekundær bearbejdning, kan ligevægtspunktet flytte sig fra 1.200 dele til 2.800 dele for den samme komponent.
Overfladefinishkrav påvirker også økonomien. Trykstøbning producerer naturligt Ra 1,6-3,2 μm overflader, mens CNC-bearbejdning kan opnå Ra 0,8-1,6 μm direkte. Kosmetiske applikationer, der kræver Ra 0,4 μm eller bedre, nødvendiggør yderligere poleringsoperationer, der koster €8,50-€25,00 pr. del.
Materialevalgs indvirkning
Materialevalg påvirker i høj grad ligevægtsberegninger gennem både råvareomkostninger og behandlingsmæssige overvejelser. Aluminiumlegeringer A380 og A383 (EN AC-AlSi9Cu3(Fe) og EN AC-AlSi10Mg(Cu)) tilbyder fremragende støbbarhed til €2,20-€2,80 pr. kilogram, mens højstyrkealternativer som A357 (EN AC-AlSi7Mg0.3) koster €3,20-€4,10 pr. kilogram.
For applikationer, der kræver T6 temper varmebehandling til strukturelle applikationer, skal yderligere omkostninger på €2,80-€5,20 pr. del medregnes i ligevægtsberegningerne.
CNC-bearbejdning tilbyder bredere materialefleksibilitet, herunder kvaliteter som 6061-T6, 7075-T6 og 2024-T4, der ikke kan trykstøbes. Eksotiske legeringer kan dog koste €8,50-€18,00 pr. kilogram, hvilket yderligere favoriserer trykstøbning til højvolumenproduktion.
| Materialekvalitet | Trykstøbnings-egnethed | Pris pr. kg | Break-even indvirkning |
|---|---|---|---|
| A380 (AlSi9Cu3) | Fremragende | €2.20-€2.80 | Baseline |
| A356 (AlSi7Mg0.3) | God | €2.80-€3.60 | +15% volumen |
| 6061-T6 | Ikke egnet | €4.20-€5.50 | Kun CNC |
| 7075-T6 | Ikke egnet | €8.50-€12.00 | Kun CNC |
Produktionsvolumenscenarier og beslutningstræer
Forskellige produktionsscenarier kræver skræddersyede analysemetoder for at bestemme optimale fremstillingsmetoder.
Lavvolumenproduktion (50-500 dele)
Lavvolumenproduktion favoriserer næsten universelt CNC-bearbejdning på grund af udfordringer med amortisering af værktøjsomkostninger. Selv simple trykstøbningsværktøjer, der koster €15.000, resulterer i €30-€300 pr. del alene i værktøjsomkostninger, før behandlingsomkostninger overvejes.
Undtagelser forekommer, når dele kræver omfattende bearbejdningsoperationer, der overstiger 3-4 timer pr. del, eller når materialespild nærmer sig 85-90 % af startbilletvægten. I disse scenarier kan selv små volumener på 200-300 dele berettige simple støbeværktøjer.
Prototype- og præproduktionskørsler drager fordel af CNC-bearbejdnings fleksibilitet, hvilket giver mulighed for designiterationer uden værktøjsmodifikationer. Opsætningsomkostninger på €200-€800 pr. designændring forbliver overkommelige sammenlignet med €5.000-€15.000 formmodifikationer.
Mellemvolumenproduktion (500-5.000 dele)
Mellemvolumenproduktion repræsenterer den kritiske beslutningszone, hvor ligevægtsanalyse bliver afgørende. Delkompleksitet, tolerancekrav og materialevalg påvirker alle i høj grad valget af optimal fremstillingsmetode.
Simple dele med afslappede tolerancer (±0,2 mm) favoriserer typisk trykstøbning over 800-1.200 dele. Komplekse dele, der kræver flere sekundære operationer, berettiger muligvis ikke støbning før 2.500-3.500 dele, afhængigt af bearbejdningstidskravene.
Materialeomkostninger bliver stadig vigtigere ved mellemstore volumener. Dele, der kræver eksotiske legeringer, der kun er tilgængelige i smedet form, nødvendiggør CNC-bearbejdning uanset volumenovervejelser. Omvendt drager dele, der er kompatible med standardstøbelegeringer, fordel af forbedret materialeudnyttelseseffektivitet.
Højvolumenproduktion (5.000+ dele)
Højvolumenproduktion favoriserer stærkt trykstøbning for dele, der er kompatible med støbelegeringer og geometriske begrænsninger. Værktøjsomkostninger amortiseres til €0,50-€8,00 pr. del, hvilket gør de samlede delomkostninger betydeligt lavere end CNC-alternativer.
Multikavitetsværktøj bliver økonomisk rentabelt ved volumener, der overstiger 8.000-12.000 dele årligt. Firekavitetsforme øger de indledende værktøjsomkostninger med 40-60 %, men reducerer behandlingsomkostningerne pr. del med 35-45 %, hvilket yderligere forbedrer trykstøbningsøkonomien.
Automationsintegrationsmuligheder opstår ved høje volumener, hvor robottrimning og sekundære operationer reducerer lønomkostningerne med €0,80-€2,20 pr. del. CNC-bearbejdning står over for automationsudfordringer på grund af varierende cyklustider og opsætningskrav.
Industrispecifikke overvejelser
Forskellige industrier udviser varierende ligevægtsmønstre baseret på typiske delekarakteristika og ydeevnekrav.
Automotive applikationer
Automotive komponenter har typisk komplekse geometrier med moderate tolerancekrav, hvilket favoriserer trykstøbning ved relativt lave volumener på 1.200-2.800 dele årligt. Pres for vægtreduktion driver krav til tyndvægsstøbning, hvilket øger værktøjskompleksiteten og omkostningerne.
Krav til kollisionssikkerhed kræver ofte specifikke materialegenskaber, der kun kan opnås gennem smedede aluminiumskvaliteter, hvilket tvinger CNC-bearbejdningsvalg uanset volumenovervejelser. Kritiske strukturelle komponenter, der kræver 7075-T6 styrkeniveauer, kan ikke anvende trykstøbningsalternativer.
Omkostningspres i automotive applikationer gør ligevægtsanalyse kritisk, hvor målrettede fremstillingsomkostninger ofte driver valg af produktionsmetode. Årlige volumenforpligtelser muliggør amortisering af værktøjsinvesteringer over 3-5 års modellevetider.
Elektronik og forbrugerprodukter
Elektronikapplikationer understreger stramme tolerancer og fremragende overfladefinisher, hvilket ofte kræver sekundære bearbejdningsoperationer, selv når der anvendes primære trykstøbningsprocesser. EMI-skærmningskrav kan nødvendiggøre specifikke materialekvaliteter eller overfladebehandlinger.
Hurtige produktudviklingscyklusser favoriserer CNC-bearbejdning til indledende produktionskørsler, med potentiel konvertering til trykstøbning for succesfulde produkter, der overstiger 2.000-3.000 enheder årligt. Designoptimering til støbning forekommer ofte under produktets livscyklusstyring.
Kosmetiske krav i forbrugerelektronik kræver ofte yderligere efterbehandlingsoperationer, der koster €5,50-€18,00 pr. del, hvilket i høj grad påvirker ligevægtsberegningerne. Anodisering, pulverlakering og poleringsoperationer skal medregnes i de samlede fremstillingsomkostninger.
Ved evaluering af fremstillingsmuligheder giver Microns Hub direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise spænder over både trykstøbnings- og CNC-bearbejdningskapaciteter, hvilket giver mulighed for objektive anbefalinger baseret udelukkende på dine projektkrav snarere end procesbegrænsninger.
Avancerede omkostningsoptimeringsstrategier
Ud over grundlæggende ligevægtsberegninger kan adskillige avancerede strategier optimere fremstillingsomkostningerne og forbedre beslutningstagningsnøjagtigheden.
Hybridfremstillingsmetoder
Kombination af trykstøbnings- og CNC-bearbejdningsoperationer kan optimere både omkostninger og ydeevne til specifikke applikationer. Støb-og-bearbejd-metoder anvender trykstøbning til grundlæggende geometrioprettelse, efterfulgt af CNC-operationer til kritiske dimensioner og overfladefinisher.
Denne hybridmetode fungerer effektivt, når 60-70 % af delgeometrien kan støbes til tæt på nettoform, hvor resterende funktioner kræver ±0,025 mm tolerancer eller bedre overfladefinisher. Ligevægtsvolumener varierer typisk fra 800-1.800 dele, afhængigt af bearbejdningsoperationens kompleksitet.
Investeringsstøbningsalternativer bør overvejes til komplekse interne geometrier, der er uforenelige med trykstøbnings slipvinkelkrav. Selvom værktøjsomkostningerne er lavere (€5.000-€15.000), stiger behandlingsomkostningerne til €8,50-€25,00 pr. del, hvilket flytter ligevægtspunkterne til 2.800-5.200 dele.
Design til fremstillingsintegration
Optimering af deldesign til valg af fremstillingsmetode kan dramatisk forbedre ligevægtsøkonomien. Trykstøbningsdesign drager fordel af ensartet vægtykkelse, generøse slipvinkler (1,5-3,0 grader) og eliminering af underskæringer, der kræver komplekse værktøjer.
CNC-bearbejdningsdesign bør minimere dybe lommer, tynde vægge og komplekse 3D-overflader, der kræver omfattende værktøjsbaner. Standard værktøjskompatibilitet reducerer opsætningsomkostningerne med €150-€450 pr. deldesign, hvilket forbedrer lavvolumenøkonomien.
Tværfunktionelle designgennemgange, der involverer produktionsingeniører under konceptudvikling, kan identificere optimale fremstillingsmetoder før detaljeret designinvestering. Denne tilgang forhindrer dyre redesignindsatser, når produktionsskalering sker.
For producenter, der kræver både præcisionsbearbejdning og støbekapaciteter, giver vores fremstillingsservices integrerede løsninger, der spænder over flere produktionsmetoder. Derudover tilbyder vores pladebearbejdningstjenester alternative tilgange til hus- og beslagsapplikationer, hvor hverken støbning eller bearbejdning giver optimale omkostnings-ydelsesforhold.
Kvalitets- og leveringstidsovervejelser
Valg af fremstillingsmetode involverer kompromiser ud over rene omkostningsovervejelser, herunder kvalitetskonsistens, leveringstider og forsyningskædens robusthed.
Kvalitetskontrolkapaciteter
Trykstøbningskvalitet afhænger i høj grad af proceskontrol og værktøjsvedligeholdelse. Porøsitet, kolde samlinger og dimensionsvariation kan påvirke 2-8 % af produktionen uden ordentlig kontrol. Implementering af statistisk proceskontrol tilføjer €0,25-€0,80 pr. del, men reducerer afvisningsraterne til under 1 %.
CNC-bearbejdning tilbyder overlegen dimensionskontrol og repeterbarhed, hvor dygtige processer opnår Cpk-værdier på 1,67 eller højere for kritiske dimensioner. Denne pålidelighedsfordel kan berettige højere omkostninger pr. del for applikationer, hvor feltfejl skaber betydelig garantiudsættelse.
Inspektionskrav varierer betydeligt mellem processer. Trykstøbninger kræver typisk 100 % visuel inspektion og periodisk dimensionsverifikation, mens CNC-dele muligvis kun har brug for statistisk prøveudtagning efter proceskvalificering.
Leveringstidsanalyse
Trykstøbningsleveringstider inkluderer 6-16 uger til værktøjsfremstilling, efterfulgt af 2-4 uger til godkendelse af første artikel og procesoptimering. Produktionsleveringstider varierer typisk fra 3-8 uger afhængigt af volumenkrav og kompleksitet.
CNC-bearbejdning tilbyder kortere indledende leveringstider på 1-3 uger for første artikler, hvor produktionsskalerbarhed er begrænset af maskinkapacitet. Højvolumen CNC-produktion kan kræve 6-12 ugers leveringstider på grund af kapacitetsbegrænsninger.
Forsyningskædeforstyrrelser påvirker trykstøbning og CNC-bearbejdning forskelligt. Trykstøbning afhænger af specialiseret udstyr og værktøjsleverandører, mens CNC-bearbejdning anvender mere bredt tilgængelige værktøjsmaskiner og standardværktøjer.
| Tidslinjefaktor | Trykstøbning | CNC-bearbejdning | Strategisk indvirkning |
|---|---|---|---|
| Initial opsætning | 6-16 uger | 1-3 uger | Favoriserer CNC ved hastesager |
| Første artikel | 2-4 uger | 3-7 dage | CNC fordel |
| Produktionsskalering | 2-4 uger | 4-8 uger | Støbning skalerer hurtigere |
| Designændringer | 4-12 uger | 1-2 uger | CNC fleksibilitetsfordel |
Ofte stillede spørgsmål
Hvad er det typiske ligevægtspunkt mellem trykstøbning og CNC-bearbejdning af aluminiumsdele?
Ligevægtspunkter varierer typisk fra 500-2.000 dele for aluminiumskomponenter, afhængigt af delkompleksitet og bearbejdningskrav. Simple beslag kan nå ligevægt ved 400-800 dele, mens komplekse huse, der kræver flere sekundære operationer, muligvis ikke berettiger trykstøbning før 2.500-4.000 dele. Det nøjagtige ligevægtspunkt afhænger af værktøjsomkostninger (€15.000-€80.000), materialeudnyttelseseffektivitet og behandlingsomkostninger pr. del.
Hvordan påvirker tolerancekrav valget mellem trykstøbning og CNC-bearbejdning?
Trykstøbning opnår typisk ±0,1 mm på ikke-delingslinjedimensioner og ±0,2 mm på delingslinjefunktioner. CNC-bearbejdning kan holde ±0,025 mm eller strammere på kritiske dimensioner. Når mere end 30 % af delfunktionerne kræver tolerancer strammere end ±0,1 mm, kan ligevægtspunkterne flytte sig fra 1.200 dele til 2.800 dele på grund af krævede sekundære bearbejdningsoperationer, der koster €3,50-€12,00 pr. del.
Hvilke materialer kan bruges i trykstøbning versus CNC-bearbejdning?
Trykstøbning er begrænset til legeringer som A380, A383 og A356 (AlSi9Cu3, AlSi10Mg, AlSi7Mg0.3), der koster €2,20-€4,10 pr. kilogram. CNC-bearbejdning kan anvende smedede legeringer, herunder 6061-T6, 7075-T6 og 2024-T4, dog til højere materialeomkostninger på €4,20-€18,00 pr. kilogram. Applikationer, der kræver højstyrkelegeringer som 7075-T6, skal bruge CNC-bearbejdning uanset volumenovervejelser.
Hvad er de vigtigste omkostningsdrivere i trykstøbning versus CNC-bearbejdning?
Trykstøbningsomkostninger drives af indledende værktøjsinvesteringer (€15.000-€80.000) og relativt lave omkostninger pr. del (€4,50-€8,50). CNC-bearbejdning har lave opsætningsomkostninger (€200-€1.500), men høje omkostninger pr. del på grund af materialespild (60-80 % skrothastighed) og behandlingsomkostninger på €45-€65 pr. time. Materialeudnyttelseseffektivitet favoriserer stærkt trykstøbning ved 85-95 % versus 20-40 % for CNC-bearbejdning.
Hvordan påvirker delkompleksitet valget af fremstillingsmetode?
Simple dele med grundlæggende geometri favoriserer trykstøbning ved volumener over 400-800 dele. Komplekse dele, der kræver slæder, flere underskæringer eller indviklede interne funktioner, øger værktøjsomkostningerne til €45.000-€80.000+, hvilket skubber ligevægtspunkterne til 1.500-4.000 dele. CNC-bearbejdning håndterer komplekse geometrier uden værktøjsstraffe, men lider under øgede cyklustider og materialespild på indviklede dele.
Hvilke sekundære operationer kræves typisk for hver proces?
Trykstøbning kræver almindeligvis trimning af grater, boring af huller, der ikke kan støbes på grund af slipvinkler, og bearbejdning af kritiske dimensioner, hvilket tilføjer €1,50-€8,00 pr. del. CNC-bearbejdning kræver typisk minimale sekundære operationer (€0,50-€3,00 pr. del) såsom afgratning og rengøring. Kosmetiske applikationer kan dog kræve yderligere overfladebehandlinger for begge processer, der koster €5,50-€25,00 pr. del.
Hvordan sammenlignes leveringstider mellem trykstøbning og CNC-bearbejdning?
Trykstøbning kræver 6-16 uger til værktøjsfremstilling plus 2-4 uger til procesoptimering, men tilbyder derefter hurtig produktionsskalering. CNC-bearbejdning giver 1-3 ugers leveringstider for første artikler og større fleksibilitet til designændringer (1-2 uger versus 4-12 uger for formmodifikationer). Højvolumen CNC-produktion kan stå over for kapacitetsbegrænsninger, der kræver 6-12 ugers leveringstider, mens trykstøbning skalerer mere effektivt, når værktøjet er færdigt.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece