Udskubberstiftmærker: Design af "sikre zoner" på kosmetiske støbeoverflader
Udskubberstiftmærker er en af de mest vedvarende kvalitetsudfordringer inden for fremstilling af støbte dele, især når komponenter har synlige kosmetiske overflader. Disse tilsyneladende mindre overfladefejl kan forvandle en ellers perfekt støbning til en kassation, hvilket driver omkostningerne op og forlænger leveringstiderne. Den strategiske placering af udskubberstifter kræver en systematisk tilgang, der balancerer produktionseffektivitet med æstetiske krav.
Forståelsen af udskubberstiftmærkers dannelse begynder med at erkende den grundlæggende fysik, der er involveret. Under udstødning skaber lokaliserede spændingskoncentrationer permanente deformationszoner, der spænder fra 0,2 mm til 2,0 mm i diameter, afhængigt af stiftegeometri og materialegenskaber. Disse mærker fremstår som cirkulære fordybninger, hævede områder eller teksturvariationer, der bliver særligt udtalte på polerede eller anodiserede overflader.
Vigtigste pointer
- Udskubberstiftmærker danner permanente overfladedefekter på 0,2-2,0 mm i diameter gennem lokaliseret spændingskoncentration under udstødning af delen
- Strategisk placering af "sikre zoner" kræver analyse af delgeometri, slipvinkler og kosmetiske overfladekrav tidligt i designfasen
- Stiftdiameter, udstødningskraft og materialehårdhed påvirker direkte mærkets sværhedsgrad og synlighed på færdige overflader
- Avancerede teknikker, herunder klinge-udstødning, stripperplader og luftassisterede systemer, kan minimere eller eliminere synlig mærkning
Forståelse af udskubberstiftmærkers dannelse
Dannelsen af udskubberstiftmærker sker gennem et komplekst samspil af mekaniske kræfter, materialegenskaber og termiske forhold. Når udskubberstifter kommer i kontakt med den støbte del, skaber de lokaliserede spændingsfelter, der overstiger materialets elastiske grænse, hvilket resulterer i permanent plastisk deformation.
Materialehårdhed spiller en afgørende rolle for mærkets sværhedsgrad. Aluminiumlegeringer som A380 (typisk hårdhed 80-100 HB) viser forskellige mærkningskarakteristika sammenlignet med A356-T6 (hårdhed 70-95 HB). Blødere materialer udviser generelt mere udtalt mærkning, mens hårdere legeringer kan vise mindre synlig deformation, men kan opleve overfladekrakelering under overdreven udstødningskraft.
Temperatureffekter forværrer mærkningsproblemet. Dele, der udstødes ved temperaturer over 200 °C, viser øget mærkningsmodtagelighed på grund af reduceret flydespænding. Omvendt viser dele, der får lov til at køle ned til under 150 °C før udstødning, signifikant reduceret mærkningsdybde, selvom denne afkølingsperiode påvirker cyklustiden og produktiviteten.
| Materialekvalitet | Hårdhed (HB) | Typisk mærkningsdybde (mm) | Anbefalet pinddiameter (mm) |
|---|---|---|---|
| A380 (Som-Støbt) | 80-100 | 0.15-0.30 | 6-10 |
| A356-T6 | 70-95 | 0.10-0.25 | 8-12 |
| A413 | 85-105 | 0.12-0.28 | 6-10 |
| Zinklegering #3 | 95-115 | 0.08-0.20 | 5-8 |
Stiftegeometri påvirker signifikant mærkningsdannelsesmønstre. Standard cylindriske stifter med 0,5-1,0 mm radiuskanter skaber cirkulære aftryk, mens stifter med større radiuskanter (2-3 mm) fordeler kræfter over større overfladearealer, hvilket reducerer mærkets sværhedsgrad. Stifter med større radius kræver dog øgede udstødningskræfter og kan forårsage delforvrængning i tyndvæggede sektioner.
Designprincipper for sikre zoner
Effektivt design af sikre zoner begynder med omfattende overfladeanalyse i den indledende designfase. Kosmetiske overflader kræver klassificering i tre kategorier: Klasse A (synlig og kritisk), Klasse B (synlig, men ikke-kritisk) og Klasse C (skjult eller ikke-synlig). Dette klassificeringssystem guider udskubberstiftens placeringsstrategi og acceptable mærkningstolerancer.
Optimering af slipvinkel påvirker direkte tilgængeligheden af sikre zoner. Overflader med tilstrækkelige slipvinkler (typisk 1-3 grader for aluminiumstøbning) giver naturlig udstødningsassistance, hvilket reducerer de nødvendige stiftkræfter og udvider potentielle sikre zoneplaceringer. Utilstrækkelige slipvinkler tvinger designere til at placere stifter på kosmetiske overflader eller risikere delskade under udstødning.
Geometrisk analyse afslører optimale sikre zonekarakteristika. Flade overflader vinkelret på udstødningsretningen giver ideelle stiftplaceringsmuligheder, da kræfter fordeles jævnt uden at skabe spændingskoncentrationer. Buet overflader kræver omhyggelig analyse af lokal geometri, hvor konkave områder generelt foretrækkes frem for konvekse overflader til stiftplacering.
Når du arbejder med sandstøbningsapplikationer til store komponenter, bliver planlægning af sikre zoner endnu mere kritisk på grund af de større overfladearealer og øgede synlighed af defekter.
Dimensionering af udskubberstifter og kraftberegninger
Korrekt dimensionering af udskubberstifter kræver beregning af den mindste stiftdiameter, der er nødvendig for at forhindre buckling, samtidig med at kontakttrykket på deloverflader minimeres. Den kritiske buckling-belastning for udskubberstifter følger Eulers formel, modificeret til produktionsforhold:
P_kritisk = (π² × E × I) / (K × L²)
Hvor E repræsenterer stiftmaterialets elasticitetsmodul (typisk 200 GPa for værktøjsstål), I er lig med arealmomentet, K er den effektive længdefaktor (2,0 for fastspændte-fri forhold), og L repræsenterer den ikke-understøttede stiftlængde.
Kontakttryksberegninger bestemmer mærkningspotentialet. Tryk P = F/A, hvor F repræsenterer udstødningskraft og A er lig med stiftens kontaktareal. Vedligeholdelse af kontakttryk under 50 MPa for aluminiumlegeringer forhindrer generelt synlig mærkning på kosmetiske overflader.
| Pinddiameter (mm) | Maks. understøttet længde (mm) | Kontakttryk ved 500N (MPa) | Anbefalet anvendelse |
|---|---|---|---|
| 4 | 80 | 39.8 | Let brug, kosmetiske overflader |
| 6 | 120 | 17.7 | Standardapplikationer |
| 8 | 160 | 9.9 | Kraftig brug, minimal mærkning |
| 10 | 200 | 6.4 | Store dele, fordelte belastninger |
Kraftfordelingsstrategier inkluderer brug af flere mindre stifter i stedet for færre store stifter. Denne tilgang spreder udstødningsbelastninger over bredere områder, samtidig med at individuelle stiftkræfter holdes inden for acceptable grænser. For eksempel giver fire 6 mm stifter et kontaktareal, der svarer til en 12 mm stift, samtidig med at de giver større placeringsfleksibilitet.
Avancerede udstødningsteknikker
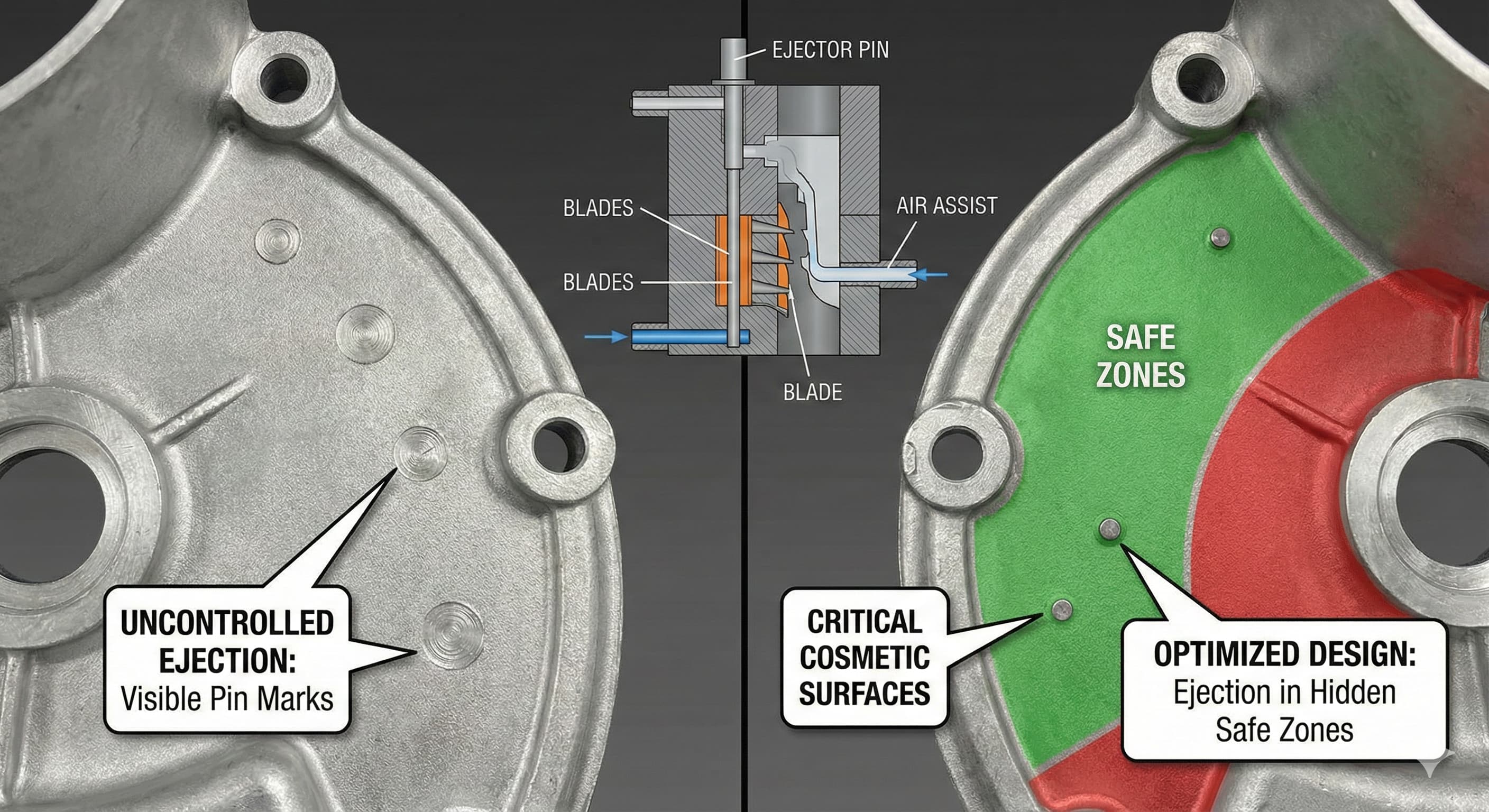
Klinge-udstødningssystemer tilbyder overlegne løsninger til dele med omfattende kosmetiske overflader. Disse systemer bruger tynde, flade udstødningselementer (typisk 1-2 mm tykke), der kontakter dele langs lineære kanter snarere end cirkulære punkter. Klinge-udstødere fordeler kræfter over større områder, hvilket reducerer kontakttrykket med 60-80 % sammenlignet med konventionelle stifter.
Stripperplade-udstødning giver den ultimative løsning til eliminering af udskubberstiftmærker på kosmetiske overflader. Stripperpladen kontakter hele delens omkreds samtidigt, hvilket skaber ensartede udstødningskræfter uden lokaliserede spændingskoncentrationer. Dette system kræver dog præcis bearbejdning og tilføjer kompleksitet til formdesignet.
Luftassisteret udstødning kombinerer mekaniske stifter med trykluftindsprøjtning. Lufttryk (typisk 0,3-0,8 MPa) supplerer mekaniske udstødningskræfter, hvilket giver mulighed for mindre stifter eller reducerede stiftkræfter. Denne teknik viser sig særligt effektiv til tyndvæggede støbegods, hvor konventionel udstødning kan forårsage forvrængning.
For højpræcisionsresultater, Indsend dit projekt for et 24-timers tilbud fra Microns Hub.
Sekventiel udstødningstiming optimerer kraftpåvirkningen gennem hele udstødningscyklussen. Indledende kontakt med lav kraft etablerer delstabilitet, efterfulgt af progressive kraftstigninger, når delen adskilles fra formoverflader. Denne tilgang reducerer spidsbelastningstryk, samtidig med at den opretholder pålidelig udstødningsydelse.
Overfladebehandlingshensyn
Overfladebehandlinger efter støbning påvirker signifikant synligheden og acceptabiliteten af udskubberstiftmærker. Anodiseringsprocesser, især type II svovlsyreanodisering, har tendens til at fremhæve overfladeuregelmæssigheder, herunder udskubberstiftmærker. Det anodiske oxidlag dannes forskelligt over deformerede områder, hvilket skaber synlige farvevariationer, selv når dimensionsforskelle forbliver minimale.
Pulverlakeringsapplikationer giver fremragende udskubberstiftmærkedækning på grund af belægningens evne til at fylde mindre overfladefordybninger. Filmtykkelser på 60-120 mikrometer maskerer effektivt stiftmærker op til 0,2 mm dybde, samtidig med at de giver holdbar overfladebeskyttelse.
Mekaniske overfladebehandlinger som haglpeening eller tumbling kan reducere synligheden af udskubberstiftmærker gennem kontrolleret overfladestrukturering. Disse processer skaber ensartet overfladeruhed, der camouflerer lokaliserede deformationsmønstre. Dimensionsændringer fra materialefjernelse skal dog overvejes i deldesignet.
| Overfladebehandling | Reduktion af mærkesynlighed (%) | Typisk omkostningspåvirkning (€/del) | Behandlingstid (timer) |
|---|---|---|---|
| Som-Støbt | 0 | 0 | 0 |
| Haglpeening | 70-85 | 2-5 | 0.5-1.0 |
| Pulverlakering | 85-95 | 5-12 | 2-4 |
| Anodisering Type II | -20 til +10 | 8-15 | 3-6 |
| Kemisk ætsning | 60-80 | 3-8 | 1-2 |
Kemisk ætsning giver en anden tilgang til minimering af mærker. Kontrolleret syreætsning fjerner 0,05-0,15 mm overflademateriale, hvilket effektivt eliminerer overfladiske stiftmærker, samtidig med at der skabes ensartet overfladestruktur. Denne proces kræver præcis maskering for at beskytte kritiske dimensioner og gevindfunktioner.
Optimering af formdesign
Optimering af formdesign begynder med omfattende udstødningsanalyse i den indledende designfase. Moderne CAD-systemer muliggør finite element-analyse af udstødningsspændinger, hvilket giver designere mulighed for at forudsige stiftmærkeplaceringer og sværhedsgrad, før formkonstruktionen begynder.
Algoritmer til placering af udskubberstifter overvejer flere faktorer samtidigt: delgeometri, slipvinkler, overfladeklassificering, strukturel integritet og produktionsbegrænsninger. Optimeringssoftware rangerer potentielle stiftplaceringer baseret på vægtede kriterier, hvilket sikrer, at kosmetiske overflader får passende beskyttelse.
Ved integration med præcisions CNC-bearbejdningstjenester til sekundære operationer skal placeringer af udskubberstifter tage hensyn til efterfølgende bearbejdningskrav og fastspændingsbehov.
Progressive udstødningssystemer sekvenserer stiftaktivering for at minimere spidsbelastninger. Indledende stifter griber fat i ikke-kosmetiske overflader, hvilket giver delstabilitet, før kosmetiske overfladestifter aktiveres. Denne tilgang reducerer mærkningskræfter, samtidig med at udstødningspålideligheden opretholdes.
Termisk styring inden for formsystemer påvirker udstødningskravene. Optimerede kølekanaler opretholder ensartede formtemperaturer, hvilket reducerer deladhæsion og udstødningskræfter. Temperaturforskelle over 30 °C mellem formsektioner kan fordoble de nødvendige udstødningskræfter.
Kvalitetskontrol og inspektion
Kvalitetskontrolprotokoller for udskubberstiftmærker kræver standardiserede inspektionsprocedurer og acceptkriterier. Visuelle inspektionsstandarder klassificerer typisk mærker efter diameter, dybde og placering i forhold til kosmetiske overflader.
Dimensionsmåling af stiftmærker bruger kontakt- og ikke-kontaktmetoder. Stylus-profilometri giver præcise dybdemålinger med 0,01 mm opløsning, mens optiske scanningssystemer fanger komplet mærkegeometri, herunder diameter og kantkarakteristika.
Statistisk proceskontrol sporer udskubberstiftmærketrends over produktionsserier. Kontrolkort overvåger mærkedybde, frekvens og placeringsmønstre, hvilket muliggør tidlig påvisning af formslid eller procesparameterdrift.
| Inspektionsmetode | Opløsning (mm) | Inspektionstid (sekunder) | Udstyrsomkostninger (€) |
|---|---|---|---|
| Visuel inspektion | 0.1 | 30-60 | 100-500 |
| Stylusprofilometri | 0.001 | 120-300 | 15,000-50,000 |
| Optisk scanning | 0.005 | 60-180 | 25,000-100,000 |
| Koordinatmålemaskine | 0.001 | 180-600 | 80,000-300,000 |
Udvikling af acceptkriterier kræver samarbejde mellem design-, produktions- og kvalitetsteams. Kriterier skal balancere kosmetiske krav med produktionsgennemførlighed og overveje faktorer som delomkostninger, produktionsvolumen og slutbrugsapplikation.
Omkostningspåvirkningsanalyse
Afhjælpning af udskubberstiftmærker har betydelige omkostningsmæssige konsekvenser på tværs af flere produktionsfaser. Designændringer for at eliminere kosmetisk overfladeudstødning kan øge formkompleksiteten med 15-30 %, hvilket direkte påvirker værktøjsomkostningerne.
Alternative udstødningssystemer som stripperplader eller klinge-udstødere tilføjer typisk €5.000-€25.000 til formomkostningerne afhængigt af delkompleksitet og formstørrelse. Disse investeringer viser sig dog ofte økonomiske for højvolumenproduktion, hvor delkasseringsomkostninger overstiger værktøjspræmier.
Sekundære operationer til at fjerne eller maskere udskubberstiftmærker spænder fra €1-€15 pr. del afhængigt af behandlingstype og delstørrelse. Manuelle poleringsoperationer til fjernelse af mærker kan koste €8-€20 pr. del, samtidig med at de tilføjer 30-90 minutter til behandlingstiden.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise inden for placering af udskubberstifter og optimering af formdesign betyder, at hvert støbeprojekt får den opmærksomhed på detaljer, der er nødvendig for kosmetiske overfladekrav.
Skrot- og omarbejdningsomkostninger fra kasserede dele på grund af udskubberstiftmærker spænder typisk fra €50-€500 pr. del afhængigt af materialomkostninger, bearbejdningskompleksitet og leveringshastighed. Disse omkostninger overstiger ofte investeringer i optimering af udstødningssystemer inden for de første par tusinde producerede dele.
Integration med produktionstjenester
Vellykket styring af udskubberstiftmærker kræver integration på tværs af flere produktionsprocesser. Når komponenter kræver operationer efter støbning gennem vores produktionstjenester, skal placeringer af udskubberstifter koordineres med fastspændings- og bearbejdningskrav.
Sekundære bearbejdningsoperationer kan eliminere udskubberstiftmærker gennem strategisk materialefjernelse. Denne tilgang kræver dog omhyggelig koordinering mellem støbe- og bearbejdningsteams for at sikre tilstrækkelige lagertillæg og dimensionskontrol.
Samlingshensyn påvirker placeringen af udskubberstifter, når mærker forekommer på overflader, der grænser op til andre komponenter. Pakningsforseglingsflader, lejemonteringsområder og gevindfunktioner kræver særlig opmærksomhed for at forhindre funktionelle problemer fra udskubberstiftmærkning.
Varmebehandlingsprocesser, især T6-hærdning til strukturelle aluminiumdele, kan påvirke synligheden af udskubberstiftmærker gennem mikrostrukturelle ændringer og spændingsaflastningsmønstre.
Ofte stillede spørgsmål
Hvad får udskubberstiftmærker til at fremstå mørkere efter anodisering?
Udskubberstiftmærker fremstår mørkere efter anodisering, fordi den lokaliserede plastiske deformation skaber forskellige krystalstrukturer i aluminiumet. Disse deformerede områder har ændret overfladeenergi og porøsitet, hvilket får det anodiske oxidlag til at dannes med forskellig tykkelse og densitet. Resultatet er synlig farvevariation, selv når dimensionsforskellene er minimale.
Hvordan beregner jeg den mindste udskubberstiftdiameter for at forhindre buckling?
Brug Eulers buckling-formel: P_kritisk = (π² × E × I) / (K × L²). For værktøjsstålstifter (E = 200 GPa) skal du beregne arealmomentet I = πd⁴/64, bruge K = 2,0 for fastspændte-fri forhold og L som ikke-understøttet længde. Sørg for, at din krævede udstødningskraft forbliver under 70 % af den beregnede kritiske belastning for sikkerhedsmargen.
Kan udskubberstiftmærker elimineres fuldstændigt fra synlige overflader?
Ja, gennem korrekte designteknikker, herunder stripperplade-udstødning, klinge-udstødere eller strategisk stiftplacering i ikke-synlige områder. Stripperplader eliminerer punktkontakt fuldstændigt, mens klinge-udstødere fordeler kræfter lineært. Alternative tilgange inkluderer luftassisteret udstødning eller design af delingslinjer for at placere alle stifter på skjulte overflader.
Hvad er den maksimalt acceptable udskubberstiftmærkedybde for kosmetiske overflader?
For klasse A kosmetiske overflader bør mærker ikke overstige 0,05 mm dybde med diametre under 2,0 mm. Klasse B-overflader kan acceptere mærker op til 0,15 mm dybde. Disse grænser gælder for dele med naturlig aluminiumfinish; pulverlakerede dele kan acceptere dybere mærker (op til 0,20 mm) på grund af belægningens udfyldningseffekter.
Hvordan påvirker deltemperaturen under udstødning stiftmærkets sværhedsgrad?
Højere udstødningstemperaturer øger mærkets sværhedsgrad på grund af reduceret materialeflydespænding. Dele, der udstødes over 200 °C, viser 40-60 % dybere mærker end dem, der er afkølet til 150 °C. Afkølingstid påvirker dog cykluseffektiviteten. Optimal udstødningstemperatur balancerer mærkets sværhedsgrad mod produktivitetskrav, typisk 160-180 °C for aluminiumstøbning.
Hvilket udskubberstiftmateriale giver den bedste overfladefinish på aluminiumstøbegods?
Hærdede værktøjsstålstifter (58-62 HRC) med polerede overflader giver optimale resultater. H13 værktøjsstål tilbyder fremragende slidstyrke og termisk stabilitet. Stiftoverflader skal poleres til Ra 0,2 μm eller bedre og behandles med TiN-belægning for forlænget levetid. Undgå blødere stiftmaterialer, der kan gnide eller deformeres under brug.
Hvordan eftermonterer jeg eksisterende forme for at reducere udskubberstiftmærkning?
Eftermonteringsmuligheder inkluderer øgning af stiftdiameter (hvis pladsen tillader det), tilføjelse af flere stifter for at fordele belastninger, konvertering til klinge-udstødere i kritiske områder eller implementering af luftassisterede systemer. Hver tilgang kræver omhyggelig analyse af eksisterende formgeometri og strukturelle begrænsninger. Komplet stripperpladekonvertering kræver typisk omfattende formmodifikation og er muligvis ikke omkostningseffektiv for eksisterende værktøj.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece