Splinebearbejdning: Fræsning vs. trådgnistbearbejdning for præcisionsgear
Valget af den optimale fremstillingsproces til splinebearbejdning har direkte indflydelse på gearpræcision, produktionsomkostninger og leveringstider. Valget mellem fræsning og trådgnistbearbejdning former fundamentalt din komponents dimensionsnøjagtighed, overfladekvalitet og overordnede fremstillingseffektivitet.
Begge processer tjener forskellige roller i præcisionsgearproduktion, men deres anvendelser, kapaciteter og omkostningsstrukturer er meget forskellige. Forståelse af disse forskelle muliggør informeret beslutningstagning for dine specifikke projektkrav.
Vigtigste pointer
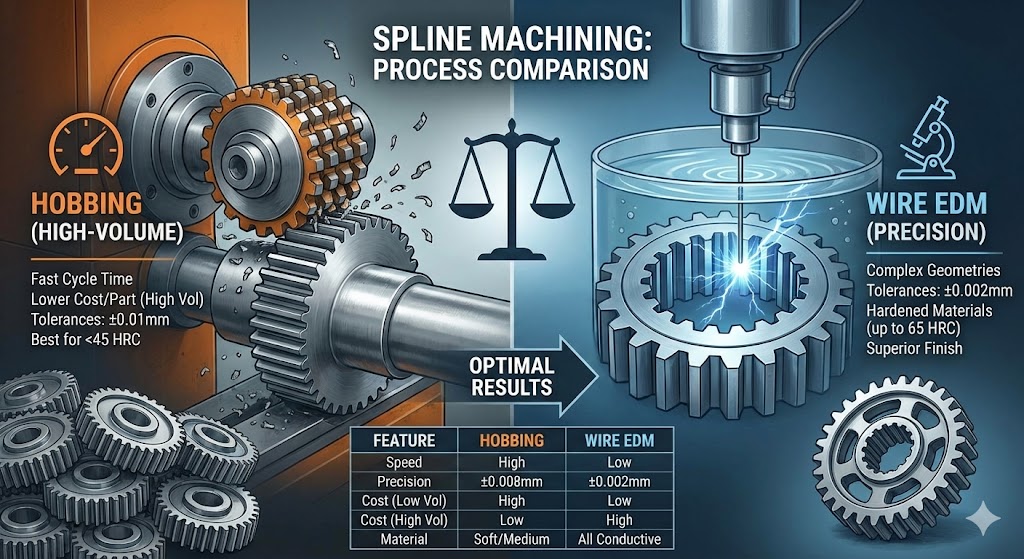
- Fræsning udmærker sig ved højvolumenproduktion med hurtigere cyklustider og lavere omkostninger pr. del for standard splineprofiler
- Trådgnistbearbejdning leverer overlegen præcision (±0,002 mm tolerance) og håndterer komplekse geometrier, som fræsning ikke kan opnå
- Materialehårdhed over 45 HRC kræver typisk trådgnistbearbejdning, mens blødere materialer drager fordel af fræsningens effektivitet
- Omkostningsovergangen sker omkring 500-1000 dele afhængigt af kompleksitet og materialespecifikationer
Forståelse af grundlæggende splinebearbejdning
Splinebearbejdning skaber præcise tandprofiler, der overfører drejningsmoment mellem roterende aksler. Disse komponenter kræver enestående nøjagtighed i tandgeometri, afstand og overfladefinish for at sikre korrekt indgreb og belastningsfordeling.
Fremstillingsprocessen skal opretholde strenge tolerancer på tværs af flere dimensioner: tandtykkelse, roddiameter, hoveddiameter og stigningsnøjagtighed. Afvigelser i enhver parameter påvirker direkte gearydelse, støjniveau og levetid.
Moderne splineapplikationer spænder over biltransmissioner, aktuatorer til rumfart og industrimaskiner, hvor præcisionskravene ofte overstiger ±0,01 mm på kritiske dimensioner. Opfyldelse af disse specifikationer kræver omhyggelig procesvalg baseret på materialegenskaber, produktionsvolumen og geometrisk kompleksitet.
Fræsningsprocesanalyse
Fræsning repræsenterer en kontinuerlig genereringsproces, hvor et spiralformet skæreværktøj gradvist fjerner materiale for at danne splinetænder. Fræseren roterer synkront med emnet og skaber præcise tandprofiler gennem koordinerede fremføringsbevægelser.
Denne proces udmærker sig ved at producere involute splineprofiler med ensartet tandgeometri over hele fladebredden. Den kontinuerlige skærevirkning genererer glatte overfladefinisher, der typisk spænder fra Ra 1,6 til Ra 3,2 μm, afhængigt af skæreparametre og værktøjets tilstand.
Materialefjernelseshastigheder ved fræsning overstiger markant dem ved trådgnistbearbejdning, med typiske skærehastigheder, der når 200-400 m/min for stålkomponenter. Denne produktivitetsfordel bliver afgørende for højvolumenproduktion, hvor cyklustiden direkte påvirker fremstillingsomkostningerne.
Fræsning rummer forskellige splinetyper, herunder involute, lige sider og takkede profiler. Processen kræver dog specialværktøj til hver splinespecifikation, hvor fræseromkostningerne spænder fra €2.500 til €15.000 afhængigt af modulstørrelse og præcisionsklasse.
Processens begrænsninger omfatter begrænset evne til at bearbejde indvendige splines med små diametre, udfordringer med hærdede materialer over 45 HRC og geometriske begrænsninger pålagt af værktøjets tilgængelighed. Disse faktorer skal overvejes under design- og procesplanlægningsfaserne.
Trådgnistbearbejdningsproceskarakteristika
Trådgnistbearbejdning bruger kontrollerede elektriske gnister til at erodere materiale langs en programmeret sti. En kontinuerligt bevægende trådelektrode, typisk 0,15-0,25 mm i diameter, skaber præcise snit gennem elektrisk ledende materialer uanset hårdhed.
Processen opnår enestående dimensionsnøjagtighed med tolerancer, der når ±0,002 mm på kritiske dimensioner. Dette præcisionsniveau viser sig at være essentielt for rumfartsapplikationer og højtydende gearsystemer, hvor standardfremstillingsprocesser ikke kan opfylde kravene.
Trådgnistbearbejdning håndterer komplekse splinegeometrier, herunder afbrudte profiler, asymmetriske tandformer og integrerede funktioner, der er umulige at bearbejde gennem konventionelle metoder. Processens fleksibilitet strækker sig til hærdede materialer op til 65 HRC uden at gå på kompromis med nøjagtighed eller overfladefinish.
Overfladekvaliteten ved trådgnistbearbejdning spænder fra Ra 0,8 til Ra 2,5 μm afhængigt af skæreparametre og finishpas. Flere skærepas tillader optimering mellem skærehastighed og overfladekvalitet, hvor grove snit fjerner bulkmateriale, og finishpas opnår de endelige dimensioner.
Processen fungerer gennem vores præcisions CNC-bearbejdningstjenester med avancerede trådgnistbearbejdningsfunktioner, der muliggør komplekse geometrier og snævre tolerancer, som traditionel bearbejdning ikke kan opnå.
Skærehastigheder ved trådgnistbearbejdning varierer betydeligt med materialetykkelse og krævet overfladefinish. Typiske hastigheder spænder fra 20-200 mm²/min, hvilket er betydeligt langsommere end fræsning, men kompenseres af overlegen præcision og geometrisk fleksibilitet.
Præcision og tolerance sammenligning
Dimensionsnøjagtighed repræsenterer en kritisk differentiator mellem fræsnings- og trådgnistbearbejdningsprocesser. Forståelse af opnåelige tolerancer guider passende procesvalg til specifikke applikationer.
| Toleranceparameter | Fræsning | Trådgnistning | Anvendelsespåvirkning |
|---|---|---|---|
| Stigningsnøjagtighed | ±0,008 mm | ±0,002 mm | Kritisk for jævn indgriben |
| Tandtykkelse | ±0,01 mm | ±0,003 mm | Påvirker slørkontrol |
| Rodradius | ±0,02 mm | ±0,005 mm | Påvirker spændingskoncentration |
| Overfladefinish (Ra) | 1,6-3,2 μm | 0,8-2,5 μm | Påvirker slidstyrke |
| Koncentricitet | ±0,01 mm | ±0,005 mm | Kritisk for balance |
Disse tolerancekapaciteter påvirker direkte komponentydelsen i krævende applikationer. Gearkasser til rumfart kræver typisk trådgnistbearbejdningspræcision, mens bilapplikationer ofte accepterer fræsningstolerancer med passende designmarginer.
Gentagelighed mellem dele repræsenterer en anden afgørende faktor. Fræsning opretholder konsistente resultater inden for ±0,005 mm på tværs af produktionsserier, når den vedligeholdes korrekt. Trådgnistbearbejdning opnår overlegen gentagelighed ved ±0,002 mm, hvilket er essentielt for udskiftelige komponenter.
Temperatureffekter under bearbejdning kan påvirke de endelige dimensioner. Fræsning genererer betydelig varme, der kræver omhyggelig kølevæskestyring for at forhindre termisk forvrængning. Trådgnistbearbejdning fungerer ved lavere temperaturer, hvilket minimerer termiske effekter på dimensionsnøjagtigheden.
Materialekompatibilitet og begrænsninger
Materialegenskaber påvirker i høj grad procesvalget til splinebearbejdning. Hver metode udviser specifikke fordele og begrænsninger baseret på materialekarakteristika.
Fræsning fungerer optimalt på materialer med hårdhed under 45 HRC. Almindelige applikationer omfatter AISI 4140 stål (28-35 HRC), AISI 8620 cementeringsstål og forskellige aluminiumslegeringer. Processen kæmper med hærdede stål over 50 HRC på grund af overdreven værktøjsslitage og dårlig overfladefinish.
Trådgnistbearbejdning rummer ethvert elektrisk ledende materiale uanset hårdhed. Denne kapacitet muliggør bearbejdning af værktøjsstål ved 60+ HRC, Inconel 718, titaniumlegeringer og hærdede lejestål. Processens begrænsning involverer ikke-ledende materialer som keramik og visse plasttyper.
| Materialetype | Egnethed til tandhjulsfræsning | Egnethed til trådgnistbearbejdning | Foretrukken proces |
|---|---|---|---|
| Blødt stål (<35 HRC) | Fremragende | God | Tandhjulsfræsning (omkostningsfordel) |
| Medium stål (35-45 HRC) | God | Fremragende | Volumenafhængig |
| Hårdt stål (>50 HRC) | Dårlig | Fremragende | Trådgnistbearbejdning påkrævet |
| Aluminiumslegeringer | Fremragende | God | Tandhjulsfræsning (produktivitet) |
| Titanlegeringer | Begrænset | Fremragende | Trådgnistbearbejdning foretrækkes |
| Inconel/Superlegeringer | Meget begrænset | Fremragende | Kun trådgnistbearbejdning |
Materialetykkelse påvirker også procesvalget. Fræsning håndterer forskellige fladebredder effektivt, mens trådgnistbearbejdningshastigheden falder med øget tykkelse. Dele, der overstiger 100 mm tykkelse, kan favorisere fræsning af produktivitetsmæssige årsager.
Resterende spændingsmønstre adskiller sig mellem processer. Fræsning introducerer trykspændinger, der er gavnlige for træthedsbestandighed, mens trådgnistbearbejdning skaber minimal restspænding, men kan kræve spændingsudglødning til kritiske applikationer.
Omkostningsanalyse og økonomiske overvejelser
Forståelse af den komplette omkostningsstruktur muliggør nøjagtig procesvalg baseret på projekters økonomi snarere end umiddelbare indtryk.
Fræsning kræver betydelige forudgående værktøjsinvesteringer med fræsere, der koster €2.500-€15.000 afhængigt af specifikationer. Disse værktøjer producerer dog tusindvis af dele før udskiftning, hvilket dramatisk reducerer værktøjsomkostningerne pr. del i højvolumenproduktion.
Trådgnistbearbejdning eliminerer brugerdefinerede værktøjsomkostninger, men fungerer med højere timepriser på grund af langsommere skærehastigheder og forbrugsomkostninger til tråd. Typiske trådgnistbearbejdningspriser spænder fra €45-€85 pr. time inklusive trådforbrug og maskinoverhead.
For højpræcisionsresultater, Modtag et detaljeret tilbud inden for 24 timer fra Microns Hub.
| Omkostningsfaktor | Fræsning | Trådgnistbearbejdning | Volumenpåvirkning |
|---|---|---|---|
| Opsætningsomkostninger | €800-€2.000 | €200-€500 | Fordel til trådgnistbearbejdning ved lavt volumen |
| Værktøjsomkostninger | €2.500-€15.000 | €0 (kun forbrugsvarer) | Afskrives over produktionen |
| Timepris | €35-€55 | €45-€85 | Konsekvent på tværs af volumener |
| Cyklustid (pr. del) | 15-45 minutter | 2-8 timer | Fræsningsfordel skalerer |
| Sekundære operationer | Afgratning, inspektion | Minimal efterbehandling | Tilføjer til fræsningsomkostninger |
Det økonomiske skæringspunkt forekommer typisk mellem 500-1000 dele for standard splinegeometrier. Komplekse profiler eller snævre tolerancer kan flytte denne balance mod trådgnistbearbejdning, selv ved højere volumener.
Kvalitetsrelaterede omkostninger skal inkluderes i den økonomiske analyse. Fræsning kan kræve yderligere kvalitetskontrolforanstaltninger og potentielt omarbejde, mens trådgnistbearbejdningens overlegne nøjagtighed ofte eliminerer disse bekymringer.
Leveringstidsovervejelser påvirker de samlede projektomkostninger. Fræsning kræver fræseranskaffelse med 8-12 ugers leveringstid, mens trådgnistbearbejdning kan påbegyndes straks med standardtrådelektroder.
Overfladefinish og kvalitetsegenskaber
Overfladekvaliteten påvirker direkte gearydelsen og påvirker friktion, slidstyrke og støjgenerering under drift.
Fræsning producerer karakteristiske fremføringsmærker justeret med skæreretningen, hvilket skaber overfladestrukturer, der kan kræve yderligere efterbehandlingsoperationer til kritiske applikationer. Overfladeruhed spænder typisk fra Ra 1,6 til Ra 3,2 μm afhængigt af skæreparametre og værktøjets tilstand.
Trådgnistbearbejdning genererer karakteristiske overflademønstre fra elektrisk gnisterosion, hvilket skaber mikroskopiske kratere, der effektivt kan fange smøremidler. Overfladefinishen spænder fra Ra 0,8 til Ra 2,5 μm med korrekt parameteroptimering.
Forholdet mellem overfladefinish og skæreparametre giver mulighed for optimering til specifikke krav. Ved fræsning forbedrer langsommere skærehastigheder og finere fremføringer overfladekvaliteten, men reducerer produktiviteten. Trådgnistbearbejdning opnår overlegne finisher gennem flere skærepas, med grove snit efterfulgt af finishpas.
Overfladeintegritet strækker sig ud over ruhed til at omfatte metallurgiske ændringer fra fremstillingsprocessen. Fræsning skaber arbejds-hærdede overflader, der er gavnlige for slidstyrke, mens trådgnistbearbejdning producerer tynde omstøbte lag, der kan kræve fjernelse i kritiske applikationer.
Afgratningskrav adskiller sig betydeligt mellem processer. Fræsning producerer typisk grater ved tandkanter, der kræver sekundære operationer, mens trådgnistbearbejdning skaber minimale grater på grund af den termiske skæremekanisme.
Designovervejelser og geometriske begrænsninger
Komponentgeometri påvirker i høj grad fremstillingsprocesvalget, hvor hver metode udviser specifikke kapaciteter og begrænsninger.
Fræsning udmærker sig ved standard involute splineprofiler, men står over for begrænsninger med komplekse eller ikke-standardgeometrier. Processen kræver lige-igennem skærestier uden geometriske interferenser, hvilket begrænser designfleksibiliteten for integrerede funktioner.
Indvendige splines udgør særlige udfordringer for fræsning, især med små diametre, hvor værktøjets tilgængelighed bliver problematisk. Den minimale indvendige diameter overstiger typisk 25 mm for praktiske fræsningsoperationer, selvom specialværktøj kan udvide denne kapacitet.
Trådgnistbearbejdning håndterer praktisk talt enhver 2D-profil, der kan programmeres, herunder asymmetriske tænder, variabel afstand og integrerede kilebaner eller slidser. Denne geometriske fleksibilitet muliggør komplekse designs, der er umulige gennem konventionelle bearbejdningsmetoder.
Evnen til at bearbejde komplekse geometrier med underskæringer repræsenterer en betydelig trådgnistbearbejdningsfordel, især for rumfartsapplikationer, der kræver vægtreduktion gennem materialefjernelse i ikke-kritiske områder.
Konuskapaciteter adskiller sig mellem processer. Fræsning producerer parallelle tænder, mens trådgnistbearbejdning kan skabe koniske profiler til specialiserede applikationer som keglekoblinger eller justerbare koblinger.
Deltykkelsesbegrænsninger påvirker procesvalget. Fræsning håndterer forskellige fladebredder effektivt, mens trådgnistbearbejdningshastigheden falder med tykkelsen, hvilket gør det mindre økonomisk for dele, der overstiger 150 mm i tykkelse.
Produktionsvolumenovervejelser
Produktionsvolumen repræsenterer den primære faktor, der bestemmer den økonomiske levedygtighed for hver fremstillingsproces.
Lavvolumenproduktion (1-100 dele) favoriserer typisk trådgnistbearbejdning på grund af eliminering af værktøjsomkostninger og opsætningsfleksibilitet. Evnen til hurtigt at ændre programmer rummer designændringer, der er almindelige i prototype- og lavvolumenapplikationer.
Mellemvolumenproduktion (100-1000 dele) kræver omhyggelig økonomisk analyse under hensyntagen til de samlede projektomkostninger, herunder værktøjsamortisering, cyklustider og kvalitetskrav. Skæringspunktet varierer med delkompleksitet og tolerancekrav.
Højvolumenproduktion (1000+ dele) favoriserer generelt fræsning, når geometriske begrænsninger tillader det. Den overlegne produktivitet og lavere omkostninger pr. del opvejer de indledende værktøjsinvesteringer på tværs af store produktionsserier.
Batchstørrelsesoptimering påvirker begge processer forskelligt. Fræsning drager fordel af kontinuerlige produktionsserier, der minimerer opsætningstidens indvirkning, mens trådgnistbearbejdning rummer blandede batches effektivt på grund af hurtige programændringer.
Produktionsplanlægningsfleksibilitet repræsenterer en anden overvejelse. Trådgnistbearbejdning muliggør hurtig respons på presserende krav uden værktøjsforsinkelser, mens fræsning kan kræve forudgående planlægning af værktøjsanskaffelse og opsætning.
Kvalitetskontrol- og inspektionskrav
Dimensionsverifikation og kvalitetskontrolprocedurer varierer betydeligt mellem fræsnings- og trådgnistbearbejdningsprocesser.
Fræsning kræver omfattende inspektion på grund af potentielle værktøjsslitageeffekter på dimensionsnøjagtigheden. Kritiske parametre omfatter stigningsnøjagtighed, tandtykkelse og profilform, typisk målt ved hjælp af gearinspektionssystemer med ±0,001 mm opløsning.
Trådgnistbearbejdningens overlegne proceskontrol reducerer ofte inspektionskravene, selvom verifikation forbliver essentiel for kritiske dimensioner. Processtabiliteten muliggør statistisk proceskontrol med mindre prøvestørrelser sammenlignet med fræsning.
Inspektionsudstyrskrav adskiller sig mellem processer. Fræsning kan nødvendiggøre specialiserede gearmålingssystemer, mens trådgnistbearbejdningsdele ofte bruger standardkoordinatmålemaskiner til dimensionsverifikation.
Proceskapabilitetsstudier demonstrerer forskellige karakteristika for hver metode. Fræsning udviser Cpk-værdier på 1,33-1,67 for standardtolerancer, mens trådgnistbearbejdning opnår Cpk-værdier, der overstiger 2,0 for sammenlignelige dimensioner.
Sporbarhedskrav i rumfarts- og medicinske applikationer favoriserer trådgnistbearbejdningens digitale proceskontrol og automatiserede dokumentationsfunktioner sammenlignet med fræsningens manuelle opsætningsprocedurer.
Avancerede applikationer og fremtidige tendenser
Fremspirende applikationer fortsætter med at flytte grænserne for splinebearbejdningspræcision og kompleksitet.
Mikro-splines til præcisionsinstrumenter kræver trådgnistbearbejdningsfunktioner på grund af skalabegrænsninger ved fræsning. Komponenter med tandmoduler under 0,5 mm overstiger typisk fræsningsværktøjsfremstillingskapaciteter.
Hybridfremgangsmåder kombinerer begge processer for optimale resultater. Grovfræsning efterfulgt af trådgnistbearbejdningsfinish muliggør høj produktivitet med overlegen nøjagtighed, selvom dette øger kompleksiteten og omkostningerne.
Additiv fremstilling integration skaber muligheder for komplekse indvendige splinegeometrier, der er umulige gennem traditionelle metoder. Trådgnistbearbejdning muliggør finish af 3D-printede komponenter til præcisionstolerancer.
Industri 4.0 implementeringer påvirker begge processer gennem forbedrede overvågnings- og kontrolsystemer. Prædiktive vedligeholdelsesalgoritmer optimerer værktøjets levetid ved fræsning, mens realtidsprocesovervågning forbedrer trådgnistbearbejdningskonsistensen.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service tilgang betyder, at hvert projekt modtager den specialiserede opmærksomhed, der kræves for optimale resultater, uanset om det er gennem fræsning eller trådgnistbearbejdningsprocesser.
Miljømæssige overvejelser påvirker i stigende grad procesvalget. Trådgnistbearbejdningens reducerede affaldsproduktion og eliminering af skærevæsker appellerer til miljøbevidste producenter, mens fræsningens højere produktivitet reducerer det samlede energiforbrug pr. del.
Retningslinjer for procesvalg
Systematiske evalueringskriterier muliggør optimal procesvalg baseret på specifikke projektkrav.
Primære udvælgelsesfaktorer omfatter produktionsvolumen, tolerancekrav, materialegenskaber og geometrisk kompleksitet. Disse parametre interagerer for at bestemme den mest økonomiske fremgangsmåde.
Beslutningsmatricer hjælper med at kvantificere udvælgelseskriterier ved at vægte faktorer i henhold til projektprioriteter. Omkostningsfølsomme projekter understreger økonomiske faktorer, mens kritiske applikationer prioriterer præcision og pålidelighed.
Prototypeudvikling begynder ofte med trådgnistbearbejdning til designverifikation, før der skiftes til fræsning til produktionsvolumener. Denne tilgang validerer designs, samtidig med at den økonomiske levedygtighed opretholdes for fuldskalaproduktion.
Risikovurdering overvejer faktorer som værktøjstilgængelighed, proceskapacitet og leveringsplaner. Trådgnistbearbejdning tilbyder lavere teknisk risiko for komplekse geometrier, mens fræsning giver etablerede løsninger til standardapplikationer.
Fremtidige designændringer påvirker procesvalgsbeslutninger. Trådgnistbearbejdning rummer ændringer lettere, mens fræsning kræver nyt værktøj til betydelige geometriske ændringer.
Integration med vores fremstillingstjenester sikrer optimal procesvalg baseret på omfattende kapacitetsvurdering og økonomisk analyse, der er skræddersyet til dine specifikke krav.
Ofte stillede spørgsmål
Hvilke toleranceniveauer kan opnås med fræsning versus trådgnistbearbejdning?
Fræsning opnår typisk tolerancer på ±0,008 mm til ±0,01 mm på kritiske dimensioner som stigning og tandtykkelse. Trådgnistbearbejdning leverer overlegen præcision med tolerancer, der når ±0,002 mm til ±0,003 mm på de samme parametre. Valget afhænger af din applikations præcisionskrav, og om den forbedrede nøjagtighed berettiger de ekstra omkostninger.
Hvilken proces er mere omkostningseffektiv til mellemstor produktionsvolumen?
For produktionsvolumener mellem 100-1000 dele afhænger omkostningseffektiviteten af delkompleksitet og tolerancekrav. Simple splineprofiler favoriserer ofte fræsning på grund af hurtigere cyklustider, mens komplekse geometrier eller snævre tolerancer kan berettige trådgnistbearbejdningsomkostninger. Skæringspunktet forekommer typisk omkring 500 dele for standardgeometrier.
Kan begge processer håndtere hærdede stålkomponenter?
Trådgnistbearbejdning udmærker sig med hærdede stål op til 65 HRC uden at gå på kompromis med nøjagtigheden eller kræve specialværktøj. Fræsning bliver udfordrende over 45 HRC på grund af overdreven værktøjsslitage og dårlig overfladefinish. For hærdede komponenter repræsenterer trådgnistbearbejdning det foretrukne valg uanset produktionsvolumen.
Hvad er de typiske leveringstider for hver proces?
Trådgnistbearbejdning kan påbegyndes straks ved hjælp af standardtrådelektroder, hvor leveringstider primært bestemmes af bearbejdningstid og køposition. Fræsning kræver brugerdefineret værktøjsanskaffelse med 8-12 ugers leveringstid for specialiserede fræsere, selvom standardværktøjer kan være tilgængelige hurtigere. Overvej værktøjsleveringstider, når du planlægger produktionsplaner.
Hvordan påvirker overfladekrav procesvalget?
Trådgnistbearbejdning producerer overlegne overfladefinisher, der spænder fra Ra 0,8 til Ra 2,5 μm med minimale sekundære operationer påkrævet. Fræsning opnår Ra 1,6 til Ra 3,2 μm, men kan kræve yderligere finish til kritiske applikationer. Applikationer, der kræver enestående overfladekvalitet, favoriserer typisk trådgnistbearbejdning på trods af højere omkostninger.
Hvilke geometriske begrænsninger findes der for hver proces?
Fræsning kræver lige-igennem skærestier og kæmper med indvendige splines under 25 mm i diameter. Trådgnistbearbejdning håndterer praktisk talt enhver 2D-profil, herunder komplekse geometrier, underskæringer og snævre indvendige funktioner. Vælg trådgnistbearbejdning til ikke-standardprofiler eller geometriske begrænsninger, der overstiger fræsningskapaciteter.
Er der materialebegrænsninger for begge processer?
Fræsning fungerer optimalt på materialer under 45 HRC, herunder almindelige stål og aluminiumslegeringer. Trådgnistbearbejdning rummer ethvert elektrisk ledende materiale uanset hårdhed, herunder eksotiske legeringer og hærdede stål. Ikke-ledende materialer som keramik kræver alternative fremstillingsmetoder.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece