Punktsvejsning vs. Nitning: Styrkesammenligninger for Montage
Samlingsstyrke bestemmer montagens pålidelighed i kritiske applikationer fra bilkarosseripaneler til strukturelle komponenter i luftfarten. Både punktsvejsning og nitning skaber permanente mekaniske samlinger, men deres styrkeegenskaber, fejltilstande og anvendelighed varierer betydeligt baseret på materialegenskaber, belastningsforhold og produktionsbegrænsninger.
Vigtigste pointer
- Punktsvejsninger opnår typisk 80-95% af grundmaterialets styrke i forskydningsbelastning, mens nitter når 60-75% afhængigt af installationskvaliteten
- Materialetykkelsesforhold over 3:1 favoriserer nitning over punktsvejsning for ensartet samlingsintegritet
- Udmatningsydelsen varierer dramatisk: punktsvejsninger udmærker sig i lavcyklusapplikationer, mens nitter håndterer højcyklusbelastning bedre
- Omkostningsanalysen skal inkludere investering i udstyr, cyklustid og kvalitetskontrolkrav ud over simple beregninger pr. samling
Fundamentale styrkemekanismer
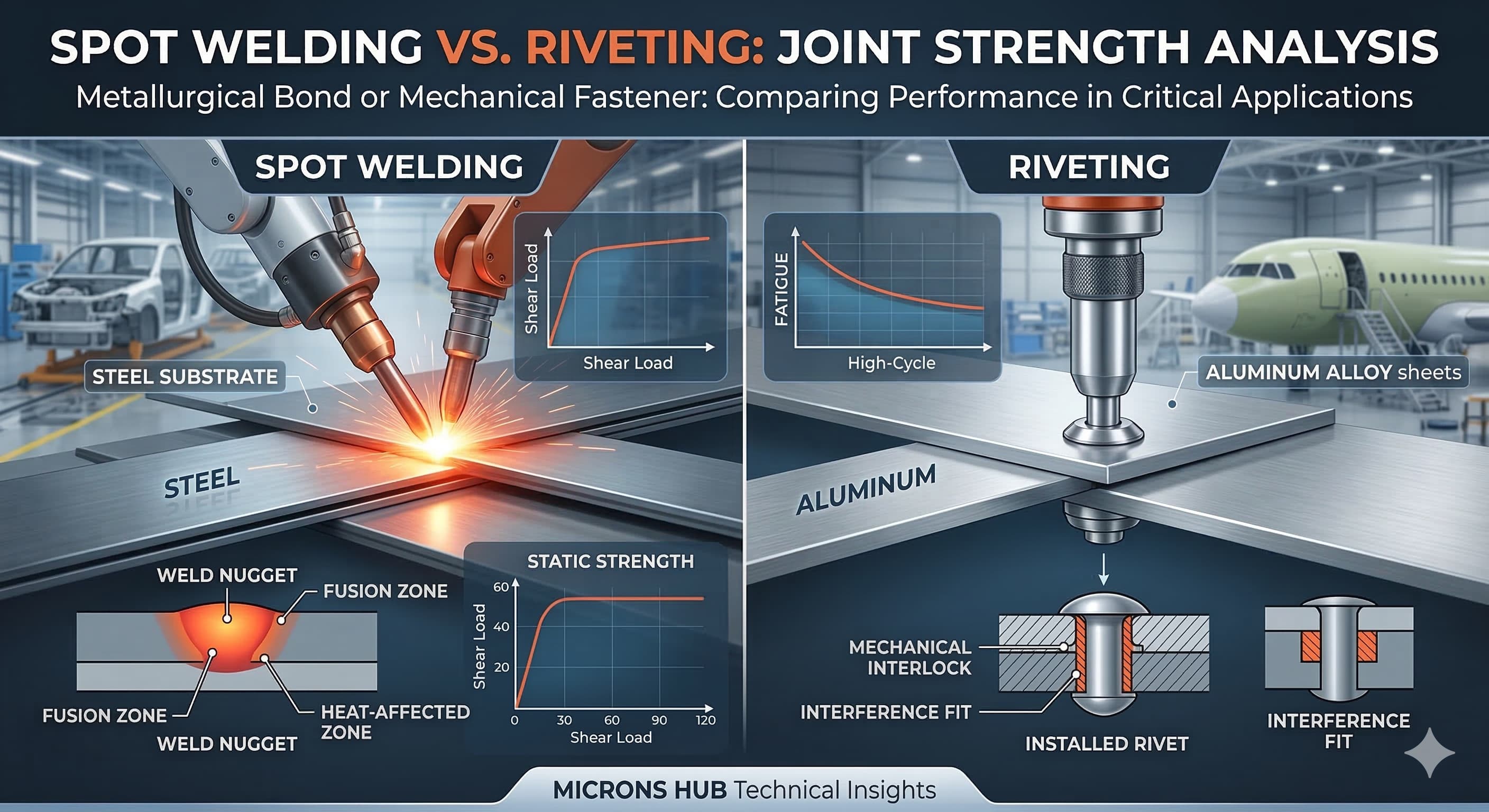
Punktsvejsning skaber metallurgiske bindinger gennem lokaliseret fusion, hvilket genererer klumper med styrkeegenskaber, der er direkte relateret til grundmaterialets sammensætning. Svejsningsklumpens diameter varierer typisk fra 4√t til 6√t millimeter, hvor t repræsenterer pladetykkelsen i mm. Dette forhold sikrer tilstrækkelig belastningsfordeling over samlingsgrænsefladen.
Nittede samlinger er afhængige af mekanisk fastgørelse gennem huldeformation og interferenspasning. Nitteskaftet overfører belastninger gennem bærende kontakt mod hulvægge, mens de formede hoveder giver spændekraft. Kritiske parametre inkluderer forholdet mellem hul- og nittediameter (typisk 1,02-1,06 for interferenspasninger) og kantafstande (minimum 2,0 gange nittediameteren for tilstrækkelig bærestyrke).
Belastningsoverførselsmekanismer adskiller sig fundamentalt mellem processer. Punktsvejsninger fordeler spænding over hele klumpens tværsnit, hvilket skaber relativt ensartede spændingsfelter. Nitter koncentrerer spænding ved bærende overflader og genererer komplekse spændingsfordelinger, herunder bærende, forskydnings- og trækkomponenter samtidigt.
Materialespecifik styrkeydelse
Stålapplikationer demonstrerer punktsvejsningsfordele i homogene samlinger. Lavkulstofstål (AISI 1008-1010) opnår klumpstyrker på 380-420 MPa i korrekt udførte svejsninger sammenlignet med 270-310 MPa for tilsvarende grundmaterialer. Højstyrkestål (HSLA 350/450) opretholder 85-90% af grundmaterialets egenskaber i klumpzonen ved brug af passende svejseparametre.
Aluminiumslegeringssamlinger præsenterer forskellige overvejelser. Al 6061-T6 punktsvejsninger når typisk 140-160 MPa ultimativ styrke, hvilket repræsenterer 65-75% af grundmaterialets egenskaber på grund af blødgøring i den varmepåvirkede zone. Nittede aluminiumssamlinger med 2117-T4 nitter opnår 180-220 MPa i forskydning, hvilket ofte overstiger punktsvejsningsydelsen i tyndpladeapplikationer.
| Materialesystem | Punktsvejsestyrke (MPa) | Nittestyrke (MPa) | Styrkeeffektivitet (%) |
|---|---|---|---|
| Lavkarbonstål (1,2 mm) | 420 | 310 | Svejsning: 95 %, Nitte: 70 % |
| HSLA 350 (1,5 mm) | 380 | 340 | Svejsning: 85 %, Nitte: 75 % |
| Al 6061-T6 (1,0 mm) | 155 | 200 | Svejsning: 70 %, Nitte: 85 % |
| Rustfrit 304 (0,8 mm) | 290 | 280 | Svejsning: 75 %, Nitte: 72 % |
Forskellige materialekombinationer favoriserer nitning på grund af galvanisk kompatibilitet og eliminering af intermetallisk dannelse. Stål-aluminiumsamlinger kræver isolationsbarrierer i nittede samlinger, men forbliver uigennemførlige for punktsvejsning uden specialiserede teknikker som friktionsomrøringspunktsvejsning.
Belastningsforholdsanalyse
Forskydningsbelastning repræsenterer det primære designcase for begge samlingstyper. Punktsvejsninger udviser lineær elastisk opførsel indtil pludselig svigt ved ultimativ belastning, typisk uden synlig deformationsadvarsel. Maksimale forskydningsstyrker varierer fra 3-12 kN pr. punkt afhængigt af materiale- og tykkelseskombinationer. Fejltilstande inkluderer klumpudtrækning (ønsket), grænsefladesvigt (svejsefejl) eller varmepåvirket zone-rivning (overdreven varmeinput).
Nittede samlinger demonstrerer mere forudsigelig fejlfremgang gennem bærende deformation før ultimativt svigt. Forskydningsstyrker varierer typisk fra 2-8 kN pr. nitte, med gradvis belastningsomfordeling mulig i multi-nittemønstre. Denne karakteristik giver iboende sikkerhedsfaktorer i strukturelle applikationer, hvor progressiv fejladvarsel er fordelagtig.
Afrivningsbelastning kompromitterer begge samlingstyper alvorligt, men påvirker dem forskelligt. Punktsvejsninger koncentrerer spænding ved klumpkanter, hvilket skaber spændingsintensiveringsfaktorer på 3-5 gange nominel belastning. Designretningslinjer begrænser afrivningsspændinger til 10-15% af forskydningskapaciteten. Nittede samlinger håndterer afrivningsbelastninger gennem hovedkontaktområdet, typisk ved at opretholde 25-35% af forskydningsstyrken i kombinerede belastningsscenarier.
For højpræcisionsresultater, Få dit tilpassede tilbud leveret inden for 24 timer fra Microns Hub.
Udmatningsydelseskarakteristika
Udmatningsadfærd repræsenterer en kritisk forskel mellem samlingsmetoder. Punktsvejsninger klarer sig godt i lavcyklus-, højbelastningsapplikationer med udmattelseslevetider på 10³-10⁵ cyklusser ved 50-70% af statisk styrke. Den glatte spændingsovergang over klumpgrænser minimerer revneinitieringssteder, når den udføres korrekt.
Nittede samlinger udmærker sig i højcyklusapplikationer og opretholder 10⁶-10⁷ cyklusser ved 30-45% af statisk styrke. Den mekaniske samling tillader mikrobevægelse, der aflaster spidsbelastninger, mens koldhærdning under installation forbedrer udmattelsesmodstanden. Dog kan gnidningskorrosion ved grænseflader reducere ydeevnen i korrosive miljøer.
Spændingskoncentrationsfaktorer påvirker udmattelsesydelsen betydeligt. Punktsvejsninger opnår faktorer på 1,5-2,5 i veludførte samlinger, mens nittede samlinger varierer fra 2,0-4,0 afhængigt af hulforberedelseskvalitet og installationsprocedurer. Skarpe bøjninger og geometriske overgange nær samlinger øger yderligere spændingskoncentrationer og skal overvejes i udmattelsesanalyse.
Tykkelses- og geometribetrægtninger
Materialetykkelsesforhold påvirker kritisk samlingsvalget. Punktsvejsning fungerer optimalt med tykkelsesforhold under 3:1, hvilket opretholder ensartet klumpdannelse og varmefordeling. Ud over dette forhold skaber præferenceopvarmning af tyndere sektioner ufuldstændig fusion eller gennembrændingsforhold.
Nitning rummer tykkelsesforhold op til 5:1 effektivt ved hjælp af valg af gribelængde og kontrollerede formningsprocesser. Standardnittelængder følger geometriske progressioner (6, 8, 10, 12, 16, 20, 25, 32 mm) for at imødekomme forskellige montagekrav.
Adgangskrav adskiller sig væsentligt. Punktsvejsning kræver elektrodeadgang fra begge sider i de fleste applikationer, hvilket kræver 40-60 mm frigang for standardudstyr. Enkeltsidede teknikker eksisterer, men reducerer styrken med 20-30% sammenlignet med konventionelle tilgange.
Nitning tilbyder enkeltsidede installationsmuligheder gennem blindnitter, selvom massive nitter giver overlegen styrke, når begge sider er tilgængelige. Blindnittestyrker når typisk 70-80% af tilsvarende massive nitteydelse på grund af dornbrud og reduceret bærende areal.
| Tykkelseskombination | Punktsvejseegnethed | Nitteegnethed | Styrkesammenligning |
|---|---|---|---|
| 1,0 mm + 1,0 mm | Fremragende | God | Svejsning 15 % stærkere |
| 1,5 mm + 1,5 mm | Fremragende | Fremragende | Sammenlignelig |
| 0,8 mm + 2,5 mm | Dårlig | God | Nitte 25 % stærkere |
| 2,0 mm + 6,0 mm | Anbefales ikke | Fremragende | Kun nitte mulighed |
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise inden for både svejse- og nitteprocesser betyder, at hver samling får den opmærksomhed på detaljer, der kræves for optimal ydeevne i din specifikke applikation.
Kvalitetskontrol- og inspektionsmetoder
Ikke-destruktive testtilgange varierer betydeligt mellem samlingsmetoder. Punktsvejseinspektion er afhængig af ultralydstest, visuel undersøgelse af indrykningsmønstre og periodisk destruktiv test i henhold til AWS D8.1-standarder. Verifikation af klumpdiameter kræver specialiseret udstyr med nøjagtighedskrav på ±0,1 mm.
Nittede samlingsinspektioner bruger visuel undersøgelse (95% af kvalitetsvurderingen), hulmålingsverifikation og flush/proud højde målinger. Standardinspektionsværktøjer inkluderer go/no-go målere, dybdemikrometre og overfladeprofilinstrumenter. Afvisningskriterier fokuserer typisk på installationsfejl: ufuldstændig hoveddannelse, skæve nitter eller overdreven huldeformation.
Procesovervågningsfunktioner adskiller sig væsentligt. Moderne punktsvejsesystemer giver realtidsstrøm, spænding og modstandsfeedback, hvilket muliggør statistisk proceskontrol. Adaptive kontrolsystemer justerer parametre automatisk baseret på målte forhold og opretholder ensartet kvalitet på tværs af produktionsserier.
Nitteoperationer er primært afhængige af momentkontrol (pneumatiske installationer) eller forskydningsovervågning (hydrauliske systemer). Procesvinduer er bredere end punktsvejsning, typisk ±15% for acceptable installationer versus ±5% for svejseparametre.
Omkostningsanalyse ramme
Udstyrsinvesteringskrav fastlægger primære omkostningsforskelle. Punktsvejsesystemer spænder fra €25.000-200.000 afhængigt af effekt, kontrolsofistikering og automatiseringsniveau. Vedligeholdelsesomkostninger inkluderer elektrodeudskiftning (€50-150 pr. sæt), periodisk kalibrering og elektrisk systemvedligeholdelse.
Nitteudstyrsomkostninger varierer fra €3.000-50.000 for pneumatiske systemer til €15.000-150.000 for automatiserede installationer. Forbrugsomkostninger er ligetil: nittepriser varierer fra €0,05-0,30 pr. styk afhængigt af materiale, størrelse og specifikationskrav.
Cyklustidsanalyse afslører processpecifikke fordele. Punktsvejsning opnår 0,5-2,0 sekunders cyklustider med minimale operatørfærdighedskrav. Automatiserede systemer når 600-1200 punkter i timen med ensartet kvalitet. Opsætningstiden er minimal, når elektroderne er placeret korrekt.
Nittecyklustider varierer fra 3-8 sekunder pr. samling inklusive positionering og installation. Manuelle operationer opnår 200-400 samlinger i timen, mens automatiserede systemer når 800-1500 samlinger i timen. Opsætningskrav inkluderer hulforberedelse, nittepåfyldning og værktøjsjustering.
| Omkostningsfaktor | Punktsvejsning | Nitning | Kommentarer |
|---|---|---|---|
| Udstyr (€) | 25.000-200.000 | 3.000-150.000 | Svejsning kræver højere initial investering |
| Pr. Samling (€) | 0,02-0,08 | 0,05-0,35 | Inkluderer forbrugsvarer og arbejdskraft |
| Opsætningstid (min) | 5-15 | 10-30 | Nitning kræver hulforberedelse |
| Vedligeholdelse (€/måned) | 200-800 | 50-300 | Svejseelektroder slides hurtigere |
Applikationsspecifikke anbefalinger
Automotive body-in-white samlinger bruger overvejende punktsvejsning til stålkonstruktion, og opnår 3000-5000 punkter pr. køretøj med cyklustider, der understøtter høje produktionshastigheder. Aluminium space frames bruger i stigende grad sprøjtestøbningstjenester til komplekse geometrier, samtidig med at de opretholder nittede samlinger til strukturelle forbindelser, der kræver samling af forskellige materialer.
Luftfartsapplikationer favoriserer nitning til primær struktur på grund af udmattelsesydelse, inspicerbarhed og reparationsmuligheder. Kommercielle fly bruger 2-3 millioner nitter pr. flyskrog med styrkekrav, der opfylder FAR 25.303 ultimative belastningsfaktorer. Punktsvejsning finder anvendelse i sekundære strukturer og indvendige komponenter, hvor vægtbesparelser retfærdiggør procesvalget.
Hvidevareproduktion bruger begge processer strategisk. Punktsvejsning dominerer stålskabssamlinger med typisk afstand på 25-40 mm mellem punkter. Nitning tjener specialiserede applikationer, der kræver montage efter maling eller feltvedligeholdelse. Vores omfattende produktionsservices understøtter både traditionel hvidevarekonstruktion og nye letvægtsdesigns.
Marineapplikationer kræver omhyggelig materialevalg på grund af korrosive miljøer. Rustfri stålnitter (316L) giver overlegen korrosionsbestandighed sammenlignet med svejste samlinger, hvor varmepåvirkede zoner skaber galvaniske celler. Korrekt samlingsdesign inkluderer dræningsbestemmelser og kompatible materialevalg i henhold til ABYC-standarder.
Beslutningsmatrix for procesvalg
Materialekompatibilitet tjener som det primære udvælgelseskriterium. Homogene samlinger favoriserer punktsvejsning for styrke og omkostningseffektivitet. Forskellige materialekombinationer kræver nitning, medmindre specialiserede svejseprocesser er økonomisk berettigede.
Produktionsvolumen påvirker procesøkonomien betydeligt. Applikationer med højt volumen (>10.000 stykker årligt) retfærdiggør punktsvejseautomatiseringinvesteringer. Applikationer med lavt volumen eller prototypeapplikationer drager fordel af nitnings lavere opsætningsomkostninger og udstyrsfleksibilitet.
Kvalitetskrav påvirker procesvalget gennem inspektionsmuligheder og fejltilstandsforudsigelighed. Kritiske applikationer, der kræver 100% inspektion, favoriserer nitning på grund af visuelle vurderingsmuligheder. Statistiske prøveudtagningsmetoder passer til punktsvejsning i kontrollerede produktionsmiljøer.
Tilgængelighedsbegrænsninger bestemmer ofte gennemførlige processer. Enkeltsidede adgangskrav eliminerer konventionelle punktsvejsemuligheder. Komplekse geometrier med begrænset frigang kan kræve specialiserede nitteværktøjer eller alternative fastgørelsesmetoder.
Avancerede teknikker og hybridtilgange
Projektionssvejsning udvider punktsvejsefunktioner til tykkere materialer og komplekse geometrier. Prægede projektioner koncentrerer strømtæthed, hvilket muliggør effektiv samling af materialer op til 6 mm tykkelse. Proceskontrolkravene stiger på grund af projektionskollapsdynamik, men samlingsstyrken nærmer sig konventionel punktsvejseydelse.
Selvstansende nitter eliminerer forudstansede huller, mens de skaber mekaniske interlocks gennem kontrolleret penetration. Denne teknologi passer til flerlagsmontager og belagte materialer, hvor hulforberedelse er problematisk. Installationskræfter varierer fra 25-60 kN afhængigt af materialekombinationer og nittespecifikationer.
Flow-forming nitter bruger orbitale formningsprocesser til at skabe ensartet hovedgeometri med minimale installationskræfter. Denne tilgang reducerer støjniveauet og udstyrsslitage, samtidig med at samlingsstyrken opretholdes svarende til konventionelle installationsmetoder.
Hybridtilgange kombinerer begge teknikker inden for enkelte samlinger. Strukturelle samlinger bruger nitning til primære belastningsveje, mens punktsvejsning giver panelmontering og tætningsfunktioner. Denne strategi optimerer hver proces for dens styrkeegenskaber, samtidig med at den samlede produktionskompleksitet minimeres.
Ofte stillede spørgsmål
Hvad bestemmer minimumsafstanden mellem punktsvejsninger eller nitter?
Minimumsafstanden afhænger af materialetykkelse og samlingsgeometri. Punktsvejsninger kræver 10-20 gange materialetykkelsen center-til-center afstand for at forhindre strømshunting gennem tilstødende klumper. Nitter har brug for minimum 3 gange diameterafstanden for at opretholde tilstrækkelig bærestyrke, typisk 15-25 mm for almindelige størrelser.
Hvordan påvirker belægningssystemer samlingsstyrken i begge processer?
Galvaniserede belægninger reducerer punktsvejsestyrken med 10-15% på grund af zinkfordampning og elektrodekontaminering, men giver langsigtet korrosionsbeskyttelse. Malede overflader kræver fjernelse før punktsvejsning, men giver ingen styrkereduktion for nittede samlinger, når de er korrekt forberedt.
Kan punktsvejsninger og nitter blandes i den samme samling?
Ja, hybridtilgange er almindelige i bil- og luftfartsapplikationer. Strukturelle forbindelser bruger nitter til primære belastningsveje, mens punktsvejsninger giver panelmontering og tætning. Design kræver omhyggelig belastningsvejsanalyse for at forhindre spændingskoncentrationer ved samlingsovergange.
Hvilke sikkerhedsfaktorer skal anvendes på samlingsstyrkeberegninger?
Statiske applikationer bruger typisk sikkerhedsfaktorer på 2,5-4,0 for punktsvejsninger og 3,0-5,0 for nitter. Dynamisk belastning kræver udmattelsesanalyse med passende spredningsfaktorer. Kritiske applikationer kan kræve proof-testning ved 1,5 gange designbelastninger i henhold til gældende designkoder.
Hvordan nedbrydes samlingsstyrken over tid i drift?
Punktsvejsninger opretholder styrken på ubestemt tid i tørre miljøer, men kan opleve spændingskorrosionsrevner under aggressive forhold. Nittede samlinger kan løsne sig på grund af vibrationer eller termisk cykling, hvilket kræver periodisk inspektion og efterspænding, hvor det er tilgængeligt.
Hvilke kvalitetsstandarder gælder for hver samlingsmetode?
Punktsvejsning følger AWS D8.1 for bilapplikationer og AWS D8.9 for konstruktionsstål. Nittestandarder inkluderer ASTM F467 for fastgørelsesspecifikationer og forskellige industrikoder (AISC, ASCE) for designkrav. Militære specifikationer (MIL-DTL) styrer luftfartsapplikationer.
Hvordan påvirker miljøforhold procesvalget?
Højtemperaturservice (>150°C) favoriserer nitning på grund af potentiel spændingsaflastning i punktsvejsevarmepåvirkede zoner. Korrosive miljøer kræver omhyggelig materialevalg, hvor nitning tilbyder overlegen langsigtet ydeevne, når kompatible fastgørelseselementer er specificeret. Kryogene applikationer drager fordel af nittede samlinger på grund af termisk ekspansionskompatibilitet.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece