PEM-fastgørelser: Valg af de rigtige press-fit møtrikker til tyndt aluminium
Fastgørelse af tynde aluminiumspaneler giver unikke udfordringer, som standard gevindfastgørelser ikke kan løse effektivt. Når man arbejder med materialetykkelser under 2 mm, skaber traditionelle møtrikker og bolte spændingskoncentrationer, der kompromitterer den strukturelle integritet, mens gevind ofte strippes under moderate belastninger. PEM press-fit møtrikker løser dette kritiske tekniske problem ved at fordele belastningerne over et større overfladeareal og skabe permanente, pålidelige gevindforbindelser i tynde plademetalkonstruktioner.
Vigtigste pointer
- Press-fit møtrikker fordeler belastningerne mere effektivt end gevind i aluminiumsplader under 2 mm tykke
- Selvklemmende fastgørelser eliminerer behovet for sekundære operationer og giver mulighed for planmontering
- Materialevalg mellem rustfrit stål og aluminium PEM-møtrikker påvirker galvanisk korrosionsbestandighed direkte
- Korrekt hulstørrelse inden for ±0,05 mm tolerancer sikrer optimalt greb og forhindrer paneldeformation
Forståelse af PEM Press-Fit Teknologi
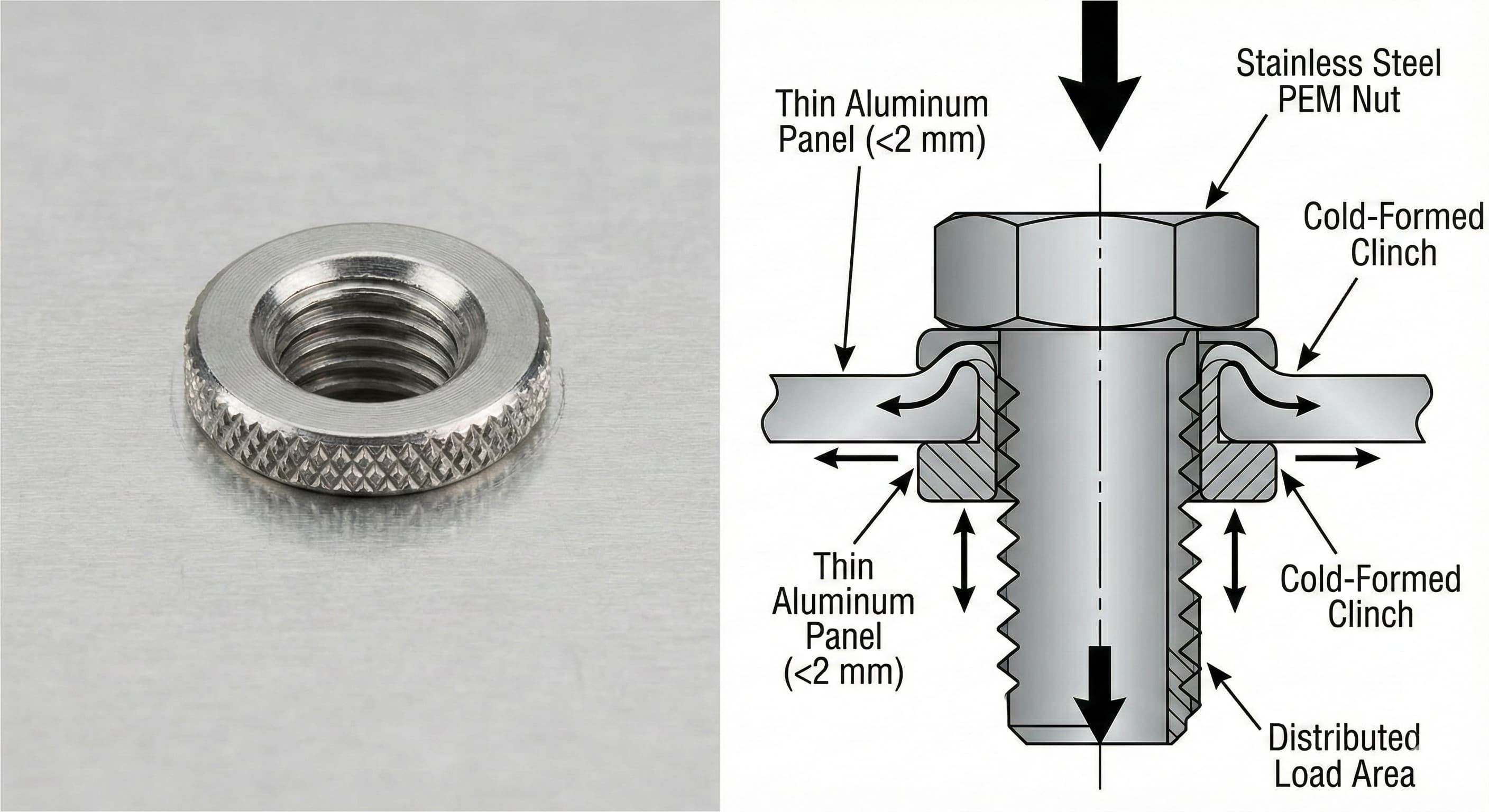
PEM-fastgørelser anvender en selvklemmende mekanisme, der skaber en permanent mekanisk forbindelse gennem kontrolleret deformation af både fastgørelsen og værtsmaterialet. I modsætning til traditionelle gevindforbindelser, der udelukkende er afhængige af gevindindgreb, har press-fit møtrikker en riflet eller sekskantet skaft, der trænger ind i og fortrænger aluminiumssubstratet under installationen.
Det grundlæggende princip involverer tre forskellige zoner med materialevirkning. Pilotdiameteren skaber indledende justering og forhindrer lateral bevægelse under installationen. Klemmediameteren, typisk 0,2-0,4 mm større end piloten, genererer den primære fastholdelseskraft gennem radial kompression. Endelig fordeler hovedflangen klembelastningerne over et overfladeareal, der er 3-4 gange større end fastgørelsesdiameteren.
Installationen kræver en kontrolleret kraftpåvirkning, typisk i området 8-15 kN afhængigt af fastgørelsesstørrelse og materialetykkelse. Denne kraft skal påføres vinkelret på paneloverfladen med minimal lateral afvigelse for at forhindre asymmetrisk klemning, der kan reducere fastholdelsesstyrken med op til 40%. Processen skaber en koldformet samling, der faktisk øges i styrke over tid på grund af koldbearbejdning af det fortrængte aluminium.
Kvalitet pladebearbejdningstjenester erkender, at press-fit installation kræver specialværktøj og præcis kraftkontrol for at opnå ensartede resultater på tværs af produktionsserier.
Materialevalgskriterier
Valg af det passende PEM-fastgørelsesmateriale involverer afbalancering af mekaniske egenskaber, korrosionsbestandighed og omkostningsovervejelser, der er specifikke for tynde aluminiumsanvendelser. De tre primære materialemuligheder tilbyder hver især forskellige fordele afhængigt af applikationskravene.
Rustfrit stål PEM-møtrikker, typisk fremstillet af 303 eller 416 kvaliteter, giver de højeste træk- og forskydningsstyrker, samtidig med at de opretholder fremragende korrosionsbestandighed. 303 rustfrit stål-muligheden tilbyder overlegen bearbejdelighed og gevindkvalitet, med flydespændinger, der når 310 MPa. De let magnetiske egenskaber og højere termiske ekspansionskoefficient sammenlignet med aluminium kan dog skabe udfordringer i præcisionssamlinger.
Kulstofstålfastgørelser med zink- eller zink-nikkelbelægning leverer maksimal styrke til det laveste omkostningspunkt. Disse fastgørelser kan opnå trækstyrker, der overstiger 450 MPa, hvilket gør dem ideelle til høje belastningsapplikationer. Den primære begrænsning involverer galvanisk kompatibilitet, da den betydelige elektrokemiske potentialforskel mellem stål og aluminium accelererer korrosion i fugtige miljøer.
| Materiale | Trækstyrke (MPa) | Korrosionsbestandighed | Omkostningsfaktor | Bedste anvendelser |
|---|---|---|---|---|
| 303 Rustfrit stål | 310-350 | Fremragende | 2.1x | Marine, fødevareforarbejdning |
| Aluminium 6061 | 276 | God (med aluminium) | 1.8x | Luftfart, elektronik |
| Kulstofstål (Zn-belagt) | 450-520 | Rimelig | 1.0x | Indendørs konstruktion |
| 416 Rustfrit stål | 380-420 | Meget god | 2.4x | Medicinsk udstyr |
Aluminium PEM-møtrikker, fremstillet af 6061-T6 eller lignende legeringer, tilbyder den optimale galvaniske kompatibilitet til aluminiumssubstrater. Mens den mekaniske styrke forbliver lavere end stålalternativer, opvejer elimineringen af korrosion af forskellige metaller ofte denne begrænsning i langsigtede applikationer. Den termiske ekspansionsmatch forhindrer også spændingsopbygning under temperaturcykling.
Kritiske installationsparametre
Vellykket PEM-fastgørelsesinstallation i tyndt aluminium kræver præcis kontrol af flere indbyrdes afhængige variabler. Hulforberedelse repræsenterer den mest kritiske faktor, da dimensionsnøjagtighed direkte påvirker fastholdelsesstyrke og panelintegritet.
Huldiametertolerancer skal falde inden for ±0,05 mm af den specificerede pilotdimension for at opnå optimal klemning. Overdimensionerede huller reducerer radial kompression og kan reducere udtræksstyrken med 25-35%. Underdimensionerede huller skaber overdreven installationskraft, der kan revne skøre aluminiumslegeringer eller forårsage ufuldstændig klemning i koldbearbejdede materialer.
Kantafstandskrav bliver særligt vigtige i tynde sektioner, hvor materialeforskydning under klemning kan nærme sig panelkanten. Minimum kantafstande skal svare til 2,5 gange fastgørelsesdiameteren, med 3,0 gange foretrukket til kritiske applikationer. Dette sikrer tilstrækkeligt materialevolumen til korrekt klemmedannelse uden kantudrivning.
Paneltykkelseskompatibilitetsområder varierer efter fastgørelsesdesign, men de fleste standard PEM-møtrikker rummer 0,5-3,0 mm aluminiumsplader. Tykkelsesuniformitet på tværs af klemzonen påvirker fastholdelseskonsistensen, hvilket gør materialevalg og vores produktionstjenester afgørende for at opretholde kvalitetsstandarder.
Installationskraftkrav skalerer omtrent med kvadratet på fastgørelsesdiameteren og lineært med materialetykkelsen. En #8-32 fastgørelse i 1,6 mm 6061-T6 aluminium kræver typisk 12-14 kN installationskraft, mens den samme fastgørelse i 0,8 mm materiale kun har brug for 7-9 kN. Overdreven kraft kan forårsage paneldimpling eller gennembrud, mens utilstrækkelig kraft resulterer i ufuldstændig klemning.
| Paneltykkelse (mm) | Hultolerance (mm) | Min. kantafstand | Installationskraft (kN) | Typiske anvendelser |
|---|---|---|---|---|
| 0.5-0.8 | +0.00/-0.05 | 3.5x diameter | 6-9 | Elektronikhuse |
| 0.9-1.5 | +0.05/-0.00 | 3.0x diameter | 10-13 | Apparatpaneler |
| 1.6-2.4 | +0.05/-0.00 | 2.8x diameter | 12-16 | Automotive komponenter |
| 2.5-3.0 | +0.08/-0.00 | 2.5x diameter | 15-20 | Strukturelle samlinger |
Belastningsfordeling og samlingsdesign
Forståelse af belastningsoverførselsmekanismer i PEM-fastgørelsessamlinger gør det muligt for ingeniører at optimere samlingsdesignet til specifikke applikationskrav. I modsætning til konventionelle gevindforbindelser, hvor belastninger koncentreres ved de første par gevindindgreb, fordeler press-fit møtrikker kræfter gennem flere kontaktzoner.
Den primære belastningsvej begynder ved fastgørelseshovedflangen, som skaber en bærespændingsfordeling over aluminiumsoverfladen. Topspændinger opstår ved flangekanterne, hvilket gør valg af hoveddiameter kritisk for at forhindre aluminiumsudbytte under høje klembelastninger. Finite element analyse viser, at øget hoveddiameter fra 2,0 til 2,5 gange gevinddiameteren reducerer topbærespændingen med ca. 30 %.
Forskydningsbelastninger overføres gennem den klemte materialezone, hvor det deformerede aluminium skaber en mekanisk lås med fastgørelsesskaftet. Denne forbindelse kan typisk opretholde 60-80% af fastgørelsens ultimative forskydningsstyrke, før materialefejl opstår i aluminiumssubstratet snarere end selve fastgørelsen.
Udtræksmodstand udvikles gennem tre mekanismer: mekanisk interferens ved klemmediameteren, friktion langs skaftoverfladen og leje mod den deformerede materialekrave. Det relative bidrag fra hver mekanisme afhænger af aluminiumslegeringsegenskaber, hvor blødere legeringer er mere afhængige af mekanisk interferens.
For højpræcisionsresultater,Få et tilbud på 24 timer fra Microns Hub.
Overvejelser om samlingsstivhed bliver vigtige i dynamiske belastningsapplikationer, hvor træthedsbestandighed afhænger af belastningsfordelingsuniformitet. PEM-samlinger udviser typisk 15-25% lavere stivhed end tilsvarende gevindforbindelser på grund af den fleksibilitet, der introduceres af den deformerede materialezone. Denne reducerede stivhed kan faktisk forbedre træthedsydelsen ved at reducere spændingskoncentrationer, men kan påvirke resonansfrekvenser i vibrationsfølsomme applikationer.
Aluminiumslegeringskompatibilitet
Forskellige aluminiumslegeringer reagerer forskelligt på press-fit installation på grund af forskelle i koldbearbejdningsegenskaber, duktilitet og kornstruktur. Forståelse af disse materialespecifikke adfærd gør det muligt at vælge den rigtige fastgørelse og optimere installationsparametrene.
6061-T6 aluminium repræsenterer det mest almindeligt specificerede substrat til PEM-applikationer, der tilbyder en fremragende balance mellem styrke, duktilitet og bearbejdelighed. T6-hærdningen giver tilstrækkelig flydespænding (276 MPa) til at modstå overdreven deformation under klemning, samtidig med at den opretholder tilstrækkelig duktilitet til at forhindre revner. Kornstørrelsesuniformitet i 6061-legeringer sikrer ensartet klemning på tværs af produktionspartier.
5052-H32 aluminium tilbyder overlegen korrosionsbestandighed og fremragende formningsegenskaber, hvilket gør det velegnet til komplekse geometrier, der kræver IP65 tætningsstrategier. Koldbearbejdningsadfærden under klemning kan dog øge installationskræfterne med 20-30% sammenlignet med 6061-legeringer. Dette materiale udviser også større fjeder-tilbage, hvilket potentielt påvirker fastgørelsesfastholdelsen, hvis installationsparametrene ikke justeres korrekt.
7075-T6 aluminium giver den højeste styrkemulighed, men giver udfordringer for PEM-installation. Den begrænsede duktilitet og høje koldbearbejdningshastighed kan forårsage ufuldstændig klemning eller materialerevner omkring fastgørelsen. Når 7075-substrater er påkrævet, bør fastgørelsesvalget favorisere design med reducerede klemmediametre og graduerede skaftprofiler for at minimere materialeforskydning.
| Legering | Temperering | Flydespænding (MPa) | Forlængelse (%) | PEM-kompatibilitet | Installationsnoter |
|---|---|---|---|---|---|
| 6061 | T6 | 276 | 12-17 | Fremragende | Standardparametre |
| 5052 | H32 | 193 | 12-18 | Meget god | Forøg kraften 20-25 % |
| 7075 | T6 | 503 | 5-11 | Rimelig | Reducer klinkdiameteren |
| 3003 | H14 | 145 | 8-16 | God | Risiko for overdeformation |
| 2024 | T3 | 345 | 15-20 | Dårlig | Kobberindholdsproblemer |
Kornorienteringen i forhold til klemmeretningen kan påvirke samlingskvaliteten, især i valsede pladematerialer, hvor retningsegenskaber kan variere med 10-15%. Optimal installation opstår, når fastgørelsesaksen flugter vinkelret på valseretningen, hvilket minimerer risikoen for delaminering eller fortrinsvis rivning.
Kvalitetskontrol og testmetoder
Etablering af robuste kvalitetskontrolprocedurer for PEM-installationer sikrer ensartet samlingsydelse og forhindrer feltfejl. Flere inspektions- og testmetoder giver forskellige niveauer af indsigt i installationskvalitet og langsigtet pålidelighed.
Visuel inspektion forbliver den første linje i kvalitetskontrollen, der fokuserer på hovedsæde, paneldeformation og kantintegritet. Korrekt installerede fastgørelser skal sidde i flugt med paneloverfladen uden at skabe fordybninger eller hævede områder, der overstiger 0,1 mm. Aluminiumet omkring fastgørelsen skal vise ensartede deformationsmønstre uden revner, rifter eller overdreven materialeforøgelse.
Go/no-go måling giver en hurtig produktionsgulvmetode til at verificere klemme kvalitet. Disse målere kontrollerer både fastgørelsesfremspringet på bagsiden og hovedsædet på installationssiden. Typiske acceptkriterier kræver bagsidefremspring mellem 0,2-0,8 mm afhængigt af paneltykkelse og fastgørelsesdesign.
Momenttest evaluerer den roterende modstand af installerede fastgørelser, hvilket korrelerer med klemme kvalitet. Underklemte fastgørelser udviser reducerede moment-ud værdier, mens korrekt installerede enheder typisk kræver 80-120% af det specificerede minimumsmoment for at forårsage rotation. Denne testmetode fungerer særligt godt til produktionsprøvetagning, men ødelægger de testede samlinger.
Udskubningstest giver kvantitative data om fastholdelsesstyrke ved at påføre aksiale belastninger, indtil fastgørelsesfejl opstår. Testarmaturer skal sikre ensartet belastningspåføring vinkelret på paneloverfladen for at generere meningsfulde data. Acceptkriterier kræver typisk udskubningskræfter, der overstiger 75% af offentliggjorte værdier, idet der tages højde for installations- og materialevariationer.
Tværsnitsanalyse gennem metallografisk forberedelse afslører den interne klemmegeometri og materialeflowmønstre. Denne destruktive metode giver den mest omfattende vurdering af samlingskvaliteten, men kræver specialudstyr og ekspertise. Vigtige evalueringskriterier inkluderer klemmediameteruniformitet, materialekontinuitet og fravær af hulrum eller revner i den deformerede zone.
Omkostningsoptimeringsstrategier
Opnåelse af omkostningseffektiv PEM-fastgørelsesimplementering kræver afbalancering af indledende fastgørelsesomkostninger i forhold til samlede samlingsomkostninger, herunder arbejdskraft, værktøj og kvalitetskontrol. Flere strategier kan have en betydelig indvirkning på den samlede projektekonomi uden at gå på kompromis med ydeevnen.
Volumenkøbsaftaler med fastgørelsesleverandører kan reducere enhedsomkostningerne med 15-30% og samtidig sikre forsyningskædestabilitet. Standardisering på et begrænset udvalg af fastgørelsesstørrelser og materialer forenkler lagerstyring og installationsværktøjskrav. De fleste applikationer kan tilstrækkeligt betjenes med tre gevindstørrelser (#8-32, #10-32 og 1/4-20) i to hovedstile.
Installationsautomatisering bliver økonomisk attraktiv for produktionsvolumener, der overstiger 10.000 enheder årligt. Pneumatiske pressesystemer kan installere PEM-fastgørelser med hastigheder på 300-500 i timen med overlegen konsistens sammenlignet med manuel installation. Den forbedrede kvalitetskontrol reducerer skrothastigheder og eliminerer behovet for individuel fastgørelsesinspektion i mange applikationer.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service tilgang betyder, at hvert projekt får den opmærksomhed på detaljer, det fortjener, hvilket ofte reducerer de samlede projektomkostninger gennem optimerede designanbefalinger.
Designoptimering kan eliminere fastgørelser helt i nogle applikationer gennem integrerede fastgørelsesfunktioner eller snap-fit forbindelser. Denne tilgang kræver dog omhyggelig analyse af belastningskrav og produktionskapaciteter. PEM-fastgørelser giver ofte den mest omkostningseffektive løsning, når der kræves aftagelighed eller højstyrkeforbindelser.
| Produktionsvolumen | Installationsmetode | Arbejdsomkostninger (€/fastgørelse) | Kvalitetskontrol | Samlet omkostningsfaktor |
|---|---|---|---|---|
| <1.000 | Manuel presse | 0.08-0.12 | 100 % visuel | 1.0x |
| 1.000-10.000 | Pneumatisk presse | 0.04-0.06 | 10 % stikprøvekontrol | 0.7x |
| 10.000-50.000 | Semi-automatisk | 0.02-0.03 | Statistisk proces | 0.5x |
| >50.000 | Fuldt automatisk | 0.01-0.015 | Kontinuerlig overvågning | 0.4x |
Avancerede applikationer og særlige overvejelser
Specialiserede applikationer kræver ofte ændringer af standard PEM-fastgørelsesdesign eller installationsprocedurer for at opfylde unikke ydeevnekrav. Forståelse af disse avancerede teknikker gør det muligt for ingeniører at udvide anvendeligheden af press-fit teknologi.
Forseglede applikationer, der kræver miljøbeskyttelse, drager fordel af PEM-fastgørelser med integrerede O-ringspor eller tætningsskiver. Disse design opretholder fordelene ved press-fit installation og giver samtidig IPX7 eller højere beskyttelsesniveauer. Tætningseffektiviteten afhænger af korrekt sporgeometri og materialekompatibilitet mellem tætningen og aluminiumssubstratet.
Højtemperaturapplikationer over 150°C kræver omhyggelig overvejelse af termiske ekspansionsforskelle mellem fastgørelses- og substratmaterialer. Rustfrit stål PEM-møtrikker i aluminiumspaneler oplever differentiel ekspansion, der enten kan øge eller mindske fastholdelseskræfterne afhængigt af temperaturcyklingsmønstre. Finite element termisk analyse bliver nødvendig for kritiske applikationer.
Elektromagnetisk kompatibilitet (EMC) krav i elektroniske kabinetter kan favorisere aluminium PEM-fastgørelser for at opretholde ledningsevne på tværs af samlinger. Klemprocessen skaber en gastæt metal-til-metal kontakt, der giver fremragende elektrisk kontinuitet med modstandsværdier typisk under 0,001 ohm. Denne ydeevne overgår de fleste gasketed eller malede samlingsgrænseflader.
Flerlags samlinger giver unikke udfordringer, når du installerer PEM-fastgørelser gennem stablede materialer. Fastgørelsen skal klemme effektivt i det primære lag og samtidig undgå skader på sekundære lag. Stablingstolerancer bliver kritiske, da variationer kan forhindre fuldstændig klemning eller forårsage gennembrud i tilstødende komponenter.
Vibrationsmiljøer kræver forbedrede fastholdelsesmetoder ud over standard press-fit mekanismer. Gevindlåseforbindelser, stakningsoperationer eller specialiserede fastgørelsesdesign med mekaniske låsefunktioner kan være nødvendige for at forhindre løsning under dynamiske belastninger. Test i henhold til MIL-STD-810 eller lignende standarder validerer ydeevnen i specifikke vibrationsspektre.
Fejlfinding af almindelige installationsproblemer
Identifikation og løsning af PEM-installationsproblemer kræver systematisk analyse af fejltilstande og deres grundlæggende årsager. De fleste problemer stammer fra forkert hulforberedelse, forkerte installationsparametre eller materialekompatibilitetsproblemer.
Ufuldstændig klemning manifesterer sig som reduceret fastholdelsesstyrke og synlige huller mellem fastgørelseshovedet og paneloverfladen. Denne tilstand skyldes typisk utilstrækkelig installationskraft, overdimensionerede huller eller koldbearbejdet materiale, der modstår deformation. Løsninger inkluderer øget installationskraft med 10-15%, verificering af huldimensioner og udglødning af koldbearbejdede materialer, når det er muligt.
Paneldeformation omkring installerede fastgørelser indikerer overdreven installationskraft eller utilstrækkelig materialestøtte under klemning. Det tynde aluminium giver efter under koncentrerede belastninger og skaber fordybninger eller hævede områder, der påvirker samlingspasningen. Reduktion af installationskraft og forbedring af bagpladestøtte løser typisk dette problem uden at gå på kompromis med fastholdelsesstyrken.
Fastgørelsesrotation under samling tyder på utilstrækkelig klemmedannelse eller forurenede grænseflader, der reducerer friktionen. Olie, skærevæsker eller oxidation kan forhindre korrekt materialeingreb under installationen. Rengøringsprocedurer ved hjælp af isopropanol eller alkaliske affedtningsmidler gendanner korrekt klemning i de fleste tilfælde.
Kantudrivning opstår, når der ikke findes tilstrækkeligt materiale til at indeholde klemkræfterne, typisk på grund af utilstrækkelige kantafstande eller materialefejl nær installationsstedet. Forebyggelse kræver streng overholdelse af minimum kantafstandsspecifikationer og materialekontrol for at identificere indeslutninger eller lamineringer, der kan sprede sig til rifter.
Revner omkring installerede fastgørelser indikerer materialeskørhed eller overdreven spændingskoncentration under installationen. Dette problem opstår hyppigst med højstyrke aluminiumslegeringer eller materialer, der er udsat for tidligere koldbearbejdning. Løsninger inkluderer spændingsaflastningsudglødning, fastgørelsesdesignmodifikationer for at reducere klemmediameteren eller skift til mere duktile substratmaterialer.
Ofte stillede spørgsmål
Hvad er den minimale aluminiumstykkelse, der er egnet til PEM press-fit møtrikker?
De fleste standard PEM-møtrikker kræver en minimumstykkelse på 0,5 mm for korrekt klemning i aluminiumssubstrater. Under denne tykkelse mangler materialet tilstrækkeligt volumen til at danne en pålidelig mekanisk lås. Specialiserede tyndpladefastgørelser kan rumme materialer så tynde som 0,3 mm, men disse kræver modificerede installationsprocedurer og kan have reduceret belastningskapacitet.
Hvordan forhindrer jeg galvanisk korrosion, når jeg bruger stål PEM-fastgørelser i aluminium?
Galvanisk korrosionsforebyggelse kræver eliminering af fugt og elektrolytkontakt mellem forskellige metaller. Brug rustfrit stål eller aluminium PEM-fastgørelser, når det er muligt, påfør dielektriske belægninger eller tætningsmidler ved grænsefladen, eller sørg for, at samlingen fungerer i tørre miljøer. Zink-nikkelbelagte stålfastgørelser giver forbedret kompatibilitet sammenlignet med standard zinkbelægning.
Kan PEM-fastgørelser fjernes og geninstalleres i aluminiumspaneler?
PEM-fastgørelser skaber permanente installationer, der ikke sikkert kan fjernes uden at beskadige aluminiumssubstratet. Klemprocessen deformerer begge materialer, hvilket gør reversering umulig. Applikationer, der kræver aftagelighed, bør bruge konventionelle møtrikker med bagplader eller burmøtrikker designet til tynde pladeapplikationer.
Hvilken installationskraft kræves for forskellige PEM-fastgørelsesstørrelser i aluminium?
Installationskræfter varierer efter fastgørelsesstørrelse og aluminiumstykkelse. Typiske områder inkluderer 6-9 kN for #6-32 fastgørelser, 10-13 kN for #8-32, 12-16 kN for #10-32 og 18-25 kN for 1/4-20 størrelser i 1,6 mm aluminium. Se producentens specifikationer for nøjagtige værdier, da kræfter kan variere med 20-30% mellem forskellige fastgørelsesdesign.
Hvordan verificerer jeg korrekt PEM-fastgørelsesinstallationskvalitet?
Kvalitetsverifikation kombinerer visuel inspektion, dimensionskontrol og funktionel test. Se efter plan hovedsæde, ensartet materialedeformation og 0,2-0,8 mm bagsidefremspring. Momenttest bør kræve 80-120% af specificerede værdier for at forårsage fastgørelsesrotation. Udskubningstest giver kvantitative fastholdelsesstyrkedata til kritiske applikationer.
Hvad sker der, hvis hulstørrelsen er forkert til PEM-installation?
Overdimensionerede huller reducerer fastholdelsesstyrken med 25-35% og kan forhindre fuldstændig klemning. Underdimensionerede huller øger installationskræfterne og kan revne skøre materialer eller forårsage ufuldstændig fastgørelsessæde. Hultolerancer skal forblive inden for ±0,05 mm af specificerede dimensioner for optimal ydeevne.
Er der temperaturbegrænsninger for PEM-fastgørelser i aluminiumssamlinger?
Standard PEM-installationer fungerer pålideligt fra -40°C til +150°C. Højere temperaturer kræver analyse af differentiel termisk ekspansion mellem fastgørelses- og substratmaterialer. Rustfrit stålfastgørelser udvider sig mindre end aluminium, hvilket potentielt reducerer fastholdelseskræfterne under opvarmningscyklusser. Aluminium PEM-fastgørelser giver bedre termisk kompatibilitet til ekstreme temperaturapplikationer.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece