Design af brugerdefinerede kabinetter: IP65-forseglingsstrategier for metalplader
Metalpladekabinetter med IP65-klassificering står over for en grundlæggende ingeniørmæssig udfordring: at opretholde miljøbeskyttelsen og samtidig imødekomme termisk ekspansion, fremstillingstolerancer og servicevenlighed i marken. Beskyttelsen på 6 millimeter mod indtrængen af støv og lavtryksvandstråler kræver præcise forseglingsstrategier, der tager højde for materialeadfærd, pakningskompressionsdynamik og langsigtet tæthedsintegritet under termisk cykling.
Vigtigste pointer
- IP65 kræver fuldstændig støvbeskyttelse og modstandsdygtighed over for vandstråler fra alle retninger ved 12,5 liter pr. minut
- Pakningskompressionsforhold mellem 15-25 % sikrer optimal tætning og forhindrer samtidig materialenedbrydning
- Materialevalg påvirker direkte termiske ekspansionskoefficienter, hvilket påvirker den langsigtede tæthedsydelse
- Korrekt rillegeometri med 3:2 bredde-til-dybde-forhold maksimerer pakningsfastholdelse og tætningseffektivitet
Forståelse af IP65-krav til metalpladeapplikationer
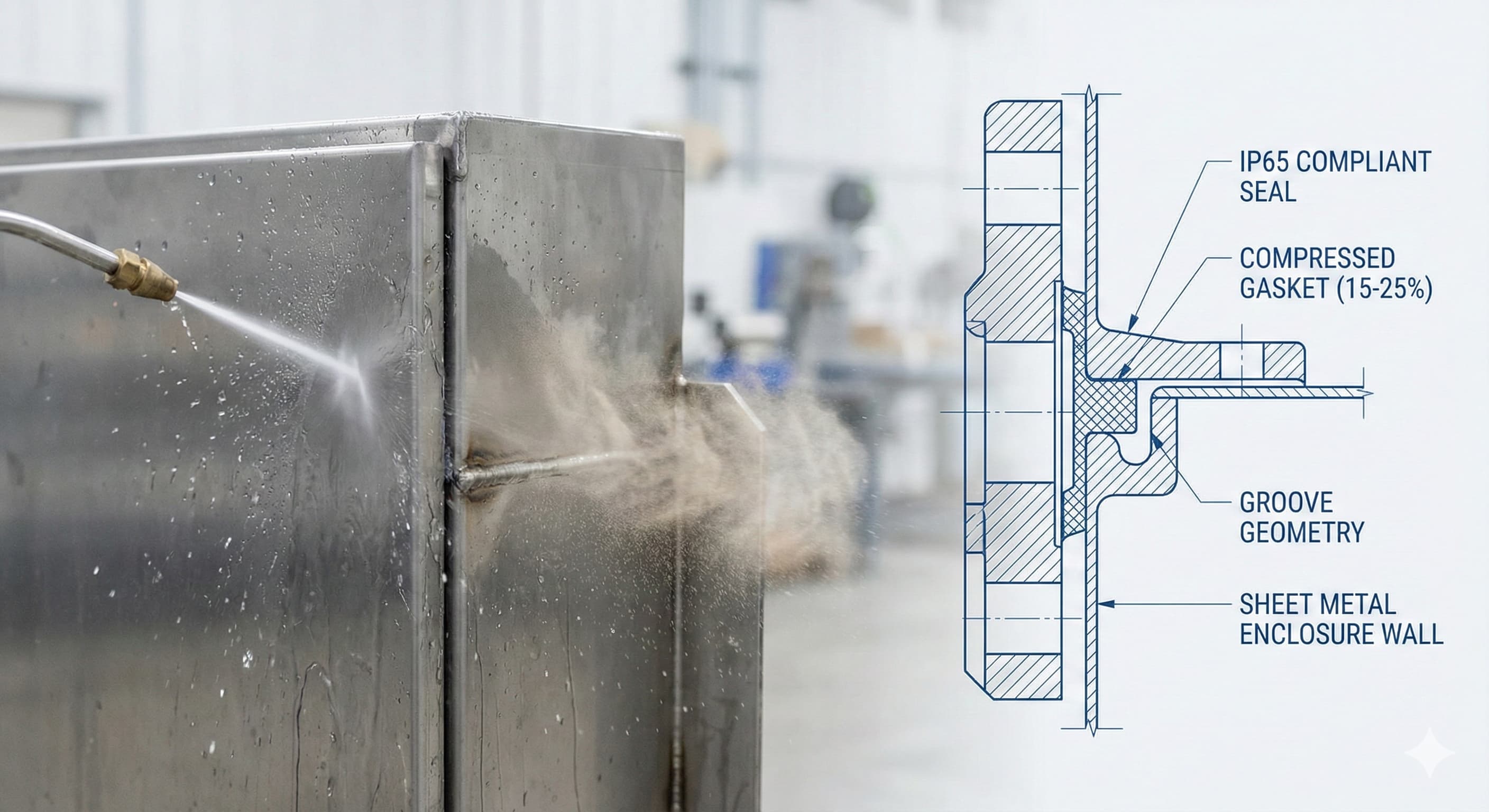
Den internationale elektrotekniske kommissions IP65-standard kræver fuldstændig beskyttelse mod indtrængen af støv (niveau 6) og modstandsdygtighed over for vandstråler fra en 6,3 mm dyse ved 12,5 liter pr. minut fra alle retninger (niveau 5). For metalpladekabinetter betyder det, at tæthedsintegriteten skal opretholdes på tværs af samlingsgrænseflader, der oplever differentiel termisk ekspansion, mekanisk stress fra vibrationer og potentiel deformation under belastning.
Kritiske trykdifferentialer i IP65-applikationer ligger typisk i området 1-5 kPa, selvom industrielle miljøer kan kræve modstand op til 10 kPa. Tætningssystemet skal kunne rumme disse tryk og samtidig opretholde funktionaliteten på tværs af driftstemperaturområder fra -40 °C til +85 °C for standardapplikationer, med specialiserede designs, der strækker sig til +125 °C for højtemperaturmiljøer.
Metalpladetykkelsen påvirker i høj grad tætningsstrategiens effektivitet. Standardmaterialer fra 1,0 mm til 3,0 mm kræver forskellige pakningskompressionsmetoder sammenlignet med tungere 5,0 mm til 8,0 mm plader. Tyndere materialer udviser større nedbøjning under pakningskompressionsbelastninger, hvilket potentielt kompromitterer tætningsgeometrien over tid.
Materialevalg og termiske overvejelser
Aluminium 5052-H32 og 6061-T6 er de mest almindelige valg af metalplader til IP65-kabinetter, og hver af dem har forskellige termiske ekspansionsegenskaber, der direkte påvirker tæthedsydelsen. Den termiske ekspansionskoefficient for aluminiumslegeringer er i gennemsnit 23,1 × 10⁻⁶/°C, hvilket skaber målbare dimensionsændringer i store kabinetter.
| Materialekvalitet | Termisk udvidelse (10⁻⁶/°C) | Flydespænding (MPa) | Omkostningsfaktor | Tætningskompatibilitet |
|---|---|---|---|---|
| Al 5052-H32 | 23.8 | 193 | 1.0x | Fremragende |
| Al 6061-T6 | 23.6 | 276 | 1.2x | Fremragende |
| 304 Rustfrit stål | 17.3 | 215 | 2.8x | Meget god |
| 316L Rustfrit stål | 16.0 | 170 | 4.2x | Fremragende |
| Koldvalset stål | 12.0 | 350 | 0.6x | God (belagt) |
Rustfrit stål af kvalitet 304 og 316L tilbyder lavere termiske ekspansionskoefficienter, hvilket reducerer tæthedsspændingen under temperaturcykling. De øgede materialeomkostninger og formningskrav skal dog afvejes i forhold til forbedret dimensionsstabilitet. Koldvalset stål giver fremragende styrke og minimal termisk ekspansion, men kræver beskyttende belægninger for at forhindre galvanisk korrosion, når det kombineres med standardpakningsmaterialer.
Overfladefinishkravene til effektiv IP65-tætning specificerer typisk Ra-værdier mellem 0,8-3,2 μm på pakningens kontaktflader. Glattere finish forbedrer den indledende tætning, men kan reducere pakningens bid, mens ruere overflader forbedrer den mekaniske fastholdelse på bekostning af mikroskopiske lækageveje.
Pakningsvalg og kompressionsdynamik
EPDM-pakninger (Ethylene Propylene Diene Monomer) dominerer IP65-applikationer på grund af fremragende vejrbestandighed, ozonstabilitet og kompressionssætmodstand under 25 % efter 1000 timer ved 70 °C. Shore A-durometer-klassificeringer mellem 60-80 giver optimal balance mellem tætningstilpasningsevne og strukturel integritet under kompressionsbelastninger.
Kompressionsforhold kræver præcis kontrol for at opnå IP65-ydelse. Optimal kompression ligger typisk i området 15-25 % af det originale pakningstværsnit, hvor højere kompressionshastigheder fører til accelereret materialenedbrydning og potentiel pakningsekstrudering. Lavere kompression kan tillade lækageveje under trykcykling eller termisk ekspansionsspænding.
| Pakningsmateriale | Shore A Durometer | Kompressionsforhold | Temperaturområde (°C) | Kemisk resistens |
|---|---|---|---|---|
| EPDM | 70 ± 5 | 20-25% | -40 til +120 | Fremragende |
| Silikone | 60 ± 5 | 15-20% | -60 til +200 | God |
| Neopren | 65 ± 5 | 20-30% | -35 til +100 | Meget god |
| Fluorocarbon (FKM) | 75 ± 5 | 15-20% | -20 til +200 | Fremragende |
| Nitril (NBR) | 70 ± 5 | 25-35% | -30 til +100 | God |
Pakningens tværsnitsgeometri påvirker i høj grad tætningseffektiviteten. Runde tværsnit giver ensartet spændingsfordeling, men kræver præcis rillegeometri. D-formede profiler giver forbedret fastholdelse i lavvandede riller, men kan skabe spændingskoncentrationer ved den flade grænseflade. Hule pakninger reducerer kompressionskræfterne, men ofrer trykmodstandsevnen.
Rilledesign og fremstillingstolerancer
Rillegeometrien bestemmer direkte pakningens fastholdelse, kompressionsensartethed og langsigtede tæthedsintegritet. Det optimale bredde-til-dybde-forhold på 3:2 sikrer tilstrækkelig pakningsstøtte og forhindrer samtidig overkompression eller ekstrudering under tryk. For standard 6 mm diameter runde pakninger specificerer rilledimensionerne typisk 4,5 mm bredde × 3,0 mm dybde med ±0,1 mm tolerancekontrol.
Fremstillingstolerancer på rilledimensioner kræver omhyggelig overvejelse af kumulative stak-up-effekter. Positionstolerancer på ±0,2 mm på rillecenterlinjerne sikrer korrekt pakningsjustering på tværs af sammenføjningsflader, mens dybdevariation ud over ±0,1 mm skaber ujævn kompression, der kompromitterer tæthedsydelsen.
Hjørneradier i rilledesign skal rumme pakningens fleksibilitet og samtidig opretholde strukturel integritet. Minimumsradiuskravene er typisk lig med 0,3 gange pakningens diameter for at forhindre materialespændingsrevner under installation og kompressionscykling. Skarpe hjørner skaber spændingskoncentrationspunkter, der accelererer pakningsfejl gennem revnepropagation.
For højpræcisionsresultater, Indsend dit projekt for et 24-timers tilbud fra Microns Hub.
Avancerede tætningsstrategier og flertrinsbeskyttelse
Komplekse kabinetter kræver ofte flertrins tætningsstrategier for at opnå pålidelig IP65-beskyttelse. Primære tætninger håndterer størstedelen af miljøbeskyttelsen, mens sekundære tætninger giver backup-beskyttelse mod primær tætningsnedbrydning eller installationsfejl. Denne redundans viser sig særligt værdifuld i kritiske applikationer, hvor konsekvenserne af tætningsfejl strækker sig ud over omkostningerne til udskiftning af komponenter.
Labyrinttætninger supplerer pakningsbaserede systemer ved at skabe snoede veje, der reducerer trykdifferentialet over primære tætninger. Disse geometriske træk, der er bearbejdet eller formet i sammenføjningsflader, forbedrer systemets samlede pålidelighed betydeligt uden at tilføje materialeomkostninger. Typiske labyrintdesigns omfatter 2-3 retningsændringer med 0,5-1,0 mm afstand.
Dræningsfunktioner, der er integreret i kabinettets design, forhindrer vandophobning, der kan overvælde tætningssystemerne under længerevarende eksponering. Strategisk placerede drænhuller med 3-5 mm diameter, placeret ved geometriske lavpunkter, tillader fugtudledning og opretholder samtidig IP65-integriteten. Disse funktioner kræver omhyggelig placering for at undgå at skabe indtrængningsveje under trykforhold.
| Tætningsstrategi | Kompleksitet | Omkostningspåvirkning | Pålidelighedsfaktor | Vedligeholdelseskrav |
|---|---|---|---|---|
| Enkelt pakning | Lav | 1.0x | Standard | 5-års udskiftning |
| Dobbelt pakning | Medium | 1.8x | Høj | 7-års udskiftning |
| Pakning + Labyrint | Medium | 1.4x | Meget høj | 10-års udskiftning |
| Fler-trins system | Høj | 2.5x | Fremragende | 3-års inspektion |
| Svejset + Pakning | Høj | 2.2x | Fremragende | Permanent |
Fastgørelsesvalg og kompressionskontrol
Fastgørelsesspecifikationer påvirker direkte pakningens kompressionsensartethed og langsigtede tæthedsydelse. Skruer med rustfrit stål sekskantshoved giver korrosionsbestandighed og præcis momentpåføring, hvor M6 × 1,0 er den mest almindelige størrelse til standardkabinetapplikationer. Fastgørelsesafstanden varierer typisk fra 80-120 mm på midten, hvor tættere afstand er påkrævet for tyndere metalpladesubstrater.
Momentspecifikationerne skal tage højde for pakningsmaterialets egenskaber, substrattykkelsen og termiske cyklingseffekter. Standard EPDM-pakninger i aluminiumkabinetter kræver typisk 4-6 N⋅m moment på M6-fastgørelseselementer, hvor værdierne justeres baseret på pakningens durometer og kompressionskrav. Overdreven tilspænding skaber spændingskoncentrationer, der accelererer pakningens nedbrydning, mens utilstrækkelig tilspænding tillader tætningsafslapning under termisk cykling.
Gevindlåsningsmidler forhindrer fastgørelseselementer i at løsne sig på grund af vibrationer eller termisk cykling, men valget skal tage højde for servicevenlige adskillelseskrav. Medium-styrke anaerobe forbindelser giver tilstrækkelig fastholdelse og tillader samtidig service i marken med standardværktøj. Høj-styrke forbindelser kan kræve varmeapplikation til adskillelse, hvilket komplicerer vedligeholdelsesprocedurerne.
Valg af skiver påvirker belastningsfordelingen på tværs af pakningsoverfladerne. Skiver i rustfrit stål med 12 mm ydre diameter fordeler kompressionsbelastningerne effektivt og forhindrer samtidig substratdeformation. Indkapslede skivedesigns reducerer monteringstiden og eliminerer løs hardware under service i marken.
Fremstillingsprocesser og kvalitetskontrol
Metalpladeformningsoperationer skal rumme pakningsrillekravene under designfasen for at sikre fremstillingsmæssig gennemførlighed og omkostningseffektivitet. Bukkeformningsoperationer kan typisk rumme rillefunktioner vinkelret på bøjeakserne, mens parallelle riller kan kræve sekundære bearbejdningsoperationer, der øger produktionsomkostningerne betydeligt.
CNC-bearbejdning af pakningsriller giver overlegen dimensionskontrol sammenlignet med formningsoperationer, især for komplekse geometrier eller snævre tolerancekrav. Microns Hubs præcisions CNC-bearbejdningstjenester sikrer, at rilledimensionerne opfylder IP65-tætningskravene og optimerer samtidig fremstillingseffektiviteten for både prototype- og produktionsmængder.
Svejseoperationer i nærheden af pakningsområder kræver omhyggelig varmestyring for at forhindre substratforvrængning, der kompromitterer rillegeometrien. TIG-svejsning med kontrolleret varmeinput opretholder typisk dimensionsstabiliteten inden for acceptable grænser, mens MIG-svejsning kan kræve eftersvejsningsbearbejdning for at genoprette rillespecifikationerne.
Kvalitetskontrolprocedurer for IP65-kabinetter skal validere både dimensionsmæssig overensstemmelse og faktisk tæthedsydelse. Koordinatmålemaskiner verificerer rilledimensionerne med ±0,05 mm nøjagtighed, mens trykfaldstest bekræfter lækagerater under 1 × 10⁻⁶ mbar⋅l/s under simulerede driftsforhold.
| Fremstillingsproces | Rille nøjagtighed (mm) | Produktionshastighed | Startomkostninger | Bedste anvendelser |
|---|---|---|---|---|
| CNC Bearbejdning | ±0.03 | Medium | Høj | Komplekse geometrier |
| Bukkeformning | ±0.15 | Høj | Lav | Simple lige riller |
| Progressivt værktøj | ±0.08 | Meget høj | Meget høj | Højvolumen produktion |
| Laserskæring + Form | ±0.10 | Medium | Medium | Medium volumener |
| Vandstråle + Sekundær | ±0.05 | Lav | Medium | Tykt materiale |
Test- og valideringsprotokoller
IP65-validering kræver systematiske testprotokoller, der simulerer virkelige driftsforhold og samtidig leverer kvantitative ydelsesdata. Standardtestprocedurer følger IEC 60529-specifikationerne og bruger kalibrerede støvkamre og vandstråleapparater til at verificere beskyttelsesniveauer under kontrollerede forhold.
Støvindtrængningstest anvender talkumpulver eller standardiseret teststøv, der cirkuleres gennem kamre ved specificerede koncentrationer og lufthastigheder. Testvarigheden strækker sig typisk over 8 timer med periodisk trykcykling for at simulere termiske vejrtrækningseffekter. Fuldstændig støvudelukkelse skal demonstreres uden målbar ophobning inde i kabinettet.
Vandstråletest anvender 6,3 mm dyser, der leverer 12,5 liter pr. minut ved 30 kPa tryk fra alle retninger. Testvarigheden dækker mindst 15 minutter, hvor kabinettet er orienteret til at præsentere maksimal udfordring for tætningssystemerne. Ingen vandindtrængning er acceptabel, og enhver registreret fugt udgør testfejl.
Langtidspålidelighedstest omfatter termisk cykling mellem operationelle temperaturekstreme, typisk 1000 cyklusser fra -40 °C til +85 °C med 2-timers opholdstider. Pakningskompressionssætmålinger verificerer materialestabiliteten, mens lækageratetest bekræfter fortsat tæthedsintegritet gennem hele testvarigheden.
Omkostningsoptimeringsstrategier
Materialevalg påvirker i høj grad de samlede projektomkostninger, hvor aluminiumslegeringer tilbyder optimal balance mellem ydeevne og økonomi for de fleste applikationer. Rustfrit stål af kvalitet har en højere pris, men giver overlegen korrosionsbestandighed og dimensionsstabilitet, der kan retfærdiggøre øgede omkostninger i barske miljøer eller krav til forlænget levetid.
Pakningsvalg giver muligheder for omkostningsoptimering uden at gå på kompromis med IP65-ydelsen. Standard EPDM-formuleringer giver fremragende ydeevne til konkurrencedygtige priser, mens specialiserede forbindelser som fluorcarbonmaterialer kan være unødvendige, medmindre der findes specifikke kemiske resistenskrav. Brugerdefinerede pakningstværsnit kan reducere materialeforbruget sammenlignet med standard runde profiler og samtidig opretholde tætningseffektiviteten.
Valg af fremstillingsproces kræver omhyggelig analyse af volumenkrav og geometrisk kompleksitet. Applikationer med lavt volumen drager fordel af fleksible processer som bukkeformning og vores fremstillingstjenester, der minimerer værktøjsinvesteringer. Højvolumenproduktion retfærdiggør progressive værktøjer på trods af betydelige forudgående omkostninger på grund af reduceret fremstillingstid pr. enhed og forbedret dimensionsmæssig konsistens.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service betyder, at hvert projekt får den opmærksomhed på detaljer, der er nødvendig for pålidelig IP65-ydelse på tværs af forskellige driftsmiljøer.
Almindelige designfejl og løsninger
Utilstrækkelig fastgørelsesafstand er en af de hyppigste årsager til IP65-tætningsfejl i metalpladekabinetter. Overdreven afstand tillader substratnedbøjning mellem fastgørelseselementer, hvilket skaber huller, der kompromitterer pakningens kompression. Standardpraksis begrænser afstanden til 100 mm for 2,0 mm pladetykkelse med proportional reduktion for tyndere materialer.
Pakningsrillekrydsninger i hjørner kræver særlig opmærksomhed for at forhindre lækageveje, der omgår den primære tætningsgrænseflade. Støbte hjørnepakninger eliminerer samlinger, der skaber potentielle fejlpunkter, mens splejssamlinger kræver præcis skæring og limningsprocedurer for at opretholde tæthedsintegriteten. Hjørneradier skal rumme pakningens bøjningsradiuskrav uden at skabe spændingskoncentrationer.
Termiske ekspansionsberegninger overser ofte differentiel ekspansion mellem forskellige materialer i kompositdesigns. Stålforstærkningsrammer kombineret med aluminiumsskaller skaber spændingsmønstre, der kan kompromittere pakningens kompressionsensartethed under temperaturekstremer. Designløsninger omfatter ekspansionssamlinger eller materialevalg, der minimerer termiske ekspansionsuoverensstemmelser.
Overfladefinishinkonsistenser i nærheden af pakningens kontaktområder skyldes ofte utilstrækkelig proceskontrol under fremstillingen. Svejseoperationer, der skaber lokal ruhed eller forurening, kræver efterbehandling for at genoprette specificerede overfladeforhold. Kvalitetskontrolprocedurer skal verificere overfladefinishkravene ud over dimensionsspecifikationerne.
Ofte stillede spørgsmål
Hvilket pakningskompressionsforhold giver optimal IP65-tæthedsydelse?
Optimale kompressionsforhold varierer fra 15-25 % af det originale pakningstværsnit for de fleste EPDM-materialer. Dette område giver tilstrækkeligt kontakttryk til effektiv tætning og forhindrer samtidig materialenedbrydning fra overkompression. Shore A-durometer-klassificeringer påvirker den ideelle kompression, hvor blødere materialer kræver lavere kompressionsforhold.
Hvordan påvirker termiske ekspansionseffekter den langsigtede tæthedsintegritet?
Termisk ekspansion skaber dimensionsændringer, der belaster pakningsmaterialerne og potentielt kompromitterer tætningsgeometrien. Aluminiumkabinetter udvider sig ca. 0,23 mm pr. meter pr. 10 °C temperaturstigning. Designstrategier omfatter ekspansionssamlinger, materialevalg med matchede termiske koefficienter og pakningsmaterialer med høj forlængelsesevne.
Hvilke fremstillingstolerancer kræves for effektiv pakningsrillegeometri?
Rillebreddetolerancer specificerer typisk ±0,1 mm for optimal pakningsfastholdelse og kompressionskontrol. Dybdetolerancer skal opretholde ±0,1 mm for at sikre ensartet kompression over hele pakningens omkreds. Positionstolerancer på ±0,2 mm forhindrer pakningsfejljustering, der skaber lækageveje.
Kan IP65-klassificering opretholdes med aftagelige paneler eller døre?
Ja, aftagelige paneler kan opretholde IP65-beskyttelse med korrekt hængseldesign og pakningssystemer. Pianohængsler giver kontinuerlig støtte langs panelkanterne, mens korrekt designede kompressionslåse sikrer tilstrækkelig pakningskompression. Flere fastgørelseselementer med specificerede momentværdier tilbyder alternative løsninger til paneler, der ofte tilgås.
Hvilke testprocedurer verificerer IP65-overholdelse i brugerdefinerede kabinetter?
IP65-test følger IEC 60529-standarderne med støvkammertest i mindst 8 timer og vandstråletest ved 12,5 liter pr. minut fra 6,3 mm dyser. Trykfaldstest supplerer standardprocedurer ved at kvantificere lækagerater under kontrollerede forhold. Termisk cyklingsvalidering bekræfter ydeevnen på tværs af operationelle temperaturområder.
Hvordan påvirker metalpladetykkelsen pakningens kompression og tæthedsydelse?
Tyndere metalplader bøjer sig mere under pakningskompressionsbelastninger, hvilket potentielt skaber ujævn trykfordeling, der kompromitterer tætningseffektiviteten. Materialer under 1,5 mm tykkelse kræver ofte tættere fastgørelsesafstand eller forstærkningsfunktioner for at opretholde tilstrækkelig stivhed. Tykkere materialer giver bedre dimensionsstabilitet, men øger materialeomkostningerne og formningsbelastningerne.
Hvad er de mest omkostningseffektive materialer til IP65-metalpladekabinetter?
Aluminium 5052-H32 tilbyder den bedste kombination af omkostninger, formbarhed og korrosionsbestandighed til de fleste IP65-applikationer. Koldvalset stål giver lavere materialeomkostninger, men kræver beskyttende belægninger og omhyggeligt pakningsmaterialevalg for at forhindre galvanisk korrosion. Rustfrit stål af kvalitet retfærdiggør kun højere priser, når specifikke miljøforhold kræver overlegen korrosionsbestandighed.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece