Panelafstivere: Tilføjelse af ribber og flanger for at forhindre "Oil Canning"
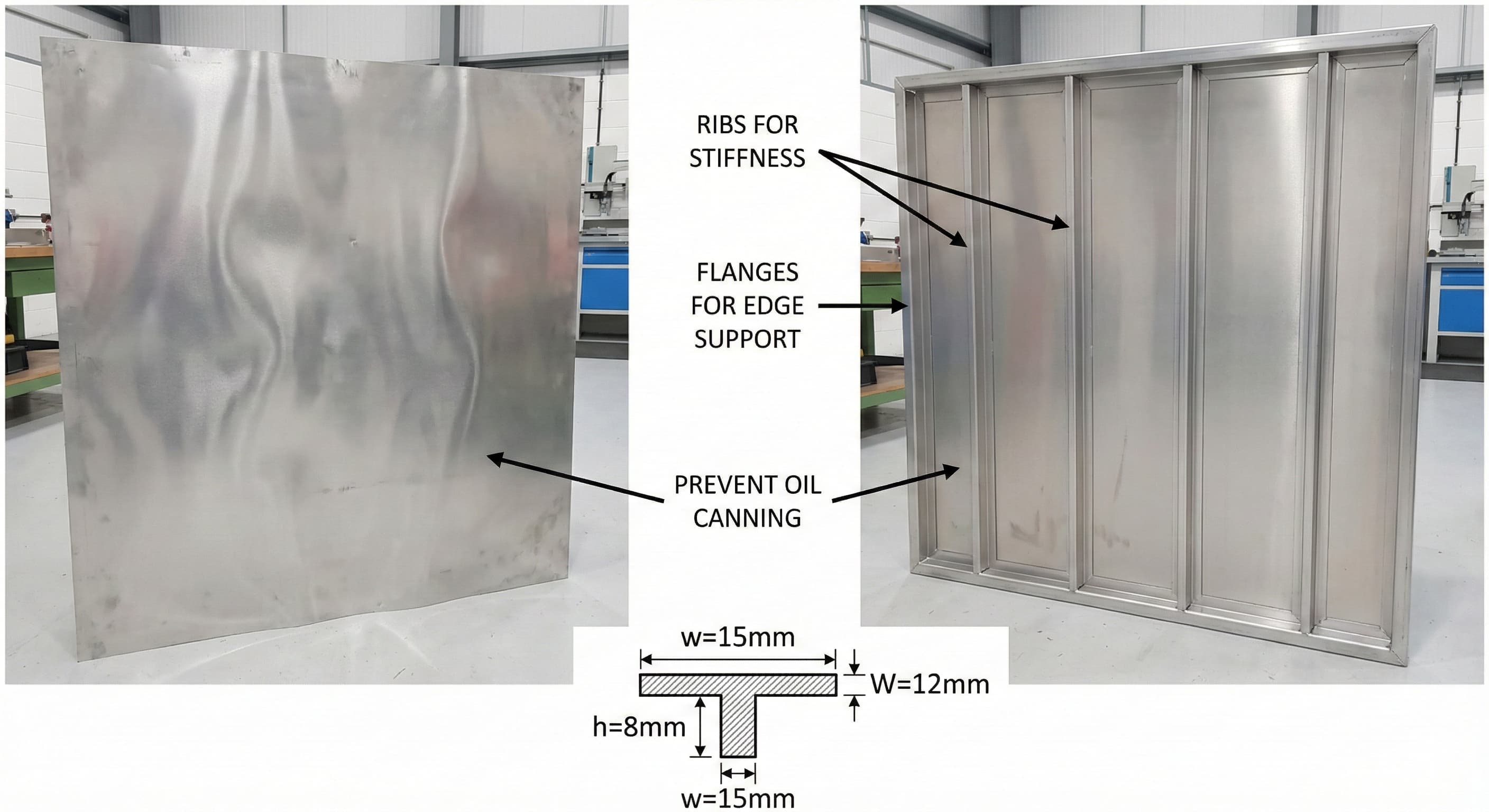
Oil canning – den uønskede fleksurale deformation af tynde metalpaneler under belastning – repræsenterer en af de mest vedvarende udfordringer inden for pladebearbejdning. Denne strukturelle ustabilitet manifesterer sig som synlig bølgedannelse eller bulning, der kompromitterer både æstetisk appel og funktionel integritet af fremstillede komponenter.
Ingeniører hos Microns Hub støder på oil canning-problemer på tværs af forskellige applikationer, fra arkitektoniske paneler til elektroniske kabinetter, hvor materialetykkelsesbegrænsninger er i konflikt med stivhedskrav. Fænomenet opstår, når paneldimensionerne overstiger materialets naturlige stivhedstærskel, typisk når tykkelse-til-spændvidde-forhold falder under kritiske værdier.
- Strategisk ribbeplacering kan øge panelstivheden med 300-400 %, samtidig med at der tilføjes minimale materialeomkostninger
- Flangegeometrioptimering reducerer oil canning-modtagelighed ved at fordele belastninger over forstærkede periferier
- Materialevalg mellem aluminiumskvaliteter (6061-T6 vs 7075-T6) påvirker stivhedskravene og fremstillingsomkostningerne betydeligt
- Korrekt afstiverdesign eliminerer efterfølgende fremstillingsproblemer, der plager tyndpladefremstillinger
Forståelse af Oil Canning: Den tekniske fysik
Oil canning opstår, når påførte kræfter overstiger den lokale bukkestyrke af tynde paneler, hvilket skaber elastiske deformationer, der bliver visuelt tydelige under normale betragtningsforhold. Den kritiske bukkebelastning for rektangulære paneler følger forholdet:
σ_cr = k × π² × E × (t/b)²
Hvor k repræsenterer bukkekoefficienten afhængig af randbetingelser, E er elasticitetsmodulet, t er paneltykkelsen, og b er den ikke-understøttede breddedimension. For aluminium 6061-T6 med E = 68,9 GPa udviser paneler, der overstiger bredde-til-tykkelse-forhold på 150:1, typisk oil canning-tendenser.
Den visuelle tærskel for oil canning-detektion spænder fra 0,2-0,5 mm nedbøjningsamplitude, afhængigt af overfladefinish og betragtningsvinkel. Anodiserede overflader forstærker udseendet af lette deformationer på grund af lysrefleksionsmønstre, mens børstede finish giver bedre camouflage til mindre uregelmæssigheder.
Materialeegenskaber påvirker direkte oil canning-modtagelighed. Aluminiumlegeringer demonstrerer varierende modstandsniveauer baseret på tempereringstilstand og sammensætning:
| Legeringskvalitet | Flydespænding (MPa) | Elasticitetsmodul (GPa) | Modstand mod oliebule | Omkostningsfaktor |
|---|---|---|---|---|
| Al 6061-T6 | 276 | 68.9 | God | 1.0x |
| Al 7075-T6 | 503 | 71.7 | Fremragende | 2.2x |
| Al 5052-H32 | 193 | 70.3 | Rimelig | 0.9x |
| Stål 304 SS | 290 | 200 | Fremragende | 1.8x |
Ribbedesign Fundamentals: Geometri og placeringsstrategi
Effektivt ribbedesign kræver forståelse af forholdet mellem tværsnitsegenskaber og bøjningsmodstand. Arealets inertimoment stiger proportionalt med højden i tredje potens, hvilket gør høje, smalle ribber mere effektive end brede, lave ribber for tilsvarende materialeforbrug.
Optimal ribbeafstand følger tredjedelsreglen for rektangulære paneler, med primære ribber placeret ved 33 % og 67 % af den største dimension. Denne konfiguration minimerer maksimal nedbøjning, samtidig med at fremstillingseffektiviteten opretholdes. Sekundære ribber, når det er nødvendigt, skal opretholde afstandsforhold mellem 1:2 og 1:3 i forhold til primære ribber.
Ribbehøjdeberegninger afhænger af panellastningsforhold og stivhedskrav. For jævnt belastede paneler er den minimale effektive ribbehøjde lig med:
h_min = t_panel × √(24 × L²/(E × t_panel × δ_max))
Hvor L repræsenterer den ikke-understøttede spændvidde, og δ_max definerer den acceptable nedbøjningsgrænse. Praktiske ribbehøjder spænder typisk fra 3-15 mm til pladeapplikationer, hvor 5-8 mm giver optimale stivhed-til-vægt-forhold.
Fremstillingsmæssige overvejelser påvirker ribbedesignparametre betydeligt.Præcisions CNC-bearbejdningstjenester muliggør komplekse ribbeprofiler med snævre tolerancer, mens kantpresning begrænser ribbekompleksiteten til simple geometriske former. Valget mellem bearbejdede og formede ribber påvirker både omkostnings- og ydeevneegenskaber.
Ribbeprofiloptimering
Tværsnitsribbeprofiler påvirker stivhedseffektiviteten og fremstillingskompleksiteten dramatisk. Almindelige profiler inkluderer rektangulære, trekantede og T-formede konfigurationer, der hver især tilbyder forskellige fordele:
Rektangulære ribber giver maksimal materialeudnyttelse og simpel fremstilling, men koncentrerer spænding ved skarpe hjørner. Afrundingsradier på 0,5-1,0 mm eliminerer spændingskoncentrationer, samtidig med at formbarheden opretholdes i tynde materialer.
Trekantede ribber tilbyder fremragende stivhed-til-vægt-forhold og naturlig spændingsfordeling, men kræver specialværktøj til ensartet formning. Den inkluderede vinkel spænder typisk fra 60-90 grader for optimale styrkeegenskaber.
T-formede ribber maksimerer arealet af inertimoment, men nødvendiggør komplekse formningssekvenser eller bearbejdningsoperationer. Disse profiler er velegnede til højlasteapplikationer, hvor optimering af materialeforbrug berettiger øget fremstillingskompleksitet.
Flangeteknik: Periferiforstærkningsstrategier
Flangedesign repræsenterer den primære metode til at forhindre kantinitieret oil canning, samtidig med at der tilvejebringes monteringsgrænseflader og strukturel kontinuitet. Effektiv flangegeometri skal balancere stivhedsforbedring med fremstillingsbegrænsninger og monteringskrav.
Minimumsflangebredde følger forholdet: W_flange ≥ 3 × t_material + bøjeradius, hvilket sikrer tilstrækkeligt materiale til pålidelig formning uden revner. For 2,0 mm aluminium 6061-T6 giver minimumsflangebredder på 8-10 mm tilstrækkelig stivhedsforbedring, samtidig med at formbarhedsgrænserne opretholdes.
Flangestivhedsbidrag afhænger af den effektive sektionsmodul af den bøjede konfiguration. En 90-graders flange øger den lokale stivhed med ca. 8-12 gange sammenlignet med det flade panelækvivalent, hvilket gør flanger til yderst effektive stivhedselementer.
Overgangen mellem panel og flange kræver omhyggelig radiusvalg for at forhindre spændingskoncentration, samtidig med at maksimal stivhedsoverførsel opretholdes.Hjørneudskæringsdesign bliver kritisk ved flangekryds, hvor materialeflowbegrænsninger kan forårsage revner eller ufuldstændig formning.
| Flangekonfiguration | Stivhedsmultiplikator | Formningskompleksitet | Materialeudnyttelse | Omkostningspåvirkning |
|---|---|---|---|---|
| Simpel 90° bøjning | 8-10x | Lav | 95% | +15% |
| Falset kant | 12-15x | Høj | 85% | +35% |
| Returflange | 6-8x | Medium | 90% | +25% |
| Sammensat bøjning | 15-20x | Meget høj | 80% | +50% |
Flange-til-panel-integration
Overgangszonen mellem panel og flange repræsenterer et kritisk designelement, der bestemmer den samlede stivhedseffektivitet. Skarpe overgange skaber spændingskoncentrationer, der kan initiere træthedssvigt, mens alt for gradvise overgange reducerer stivhedsfordele.
Optimale bøjeradier for aluminiumlegeringer spænder fra 1,0-2,0 gange materialetykkelsen, hvilket giver tilstrækkeligt materialeflow, samtidig med at der opretholdes stram hjørnedefinition. Større radier forbedrer formbarheden, men reducerer stivhedsoverførselseffektiviteten, hvilket kræver omhyggelig balance baseret på applikationskrav.
Flertrins flangeformning muliggør komplekse profiler, der maksimerer stivheden, samtidig med at fremstillingsbegrænsninger imødekommes. Progressive værktøjssekvenser kan skabe sammensatte flanger med variable højder og integrerede monteringsfunktioner, selvom værktøjsomkostningerne stiger proportionalt med kompleksiteten.
Materialevalgs indvirkning på afstiverydelse
Materialeegenskaber bestemmer fundamentalt afstivereffektivitet og fremstillingskrav. Elasticitetsmodul, flydespænding og formbarhedsegenskaber påvirker direkte designparametre og omkostningsoptimeringsstrategier.
Aluminiumlegeringer dominerer pladeapplikationer på grund af fremragende styrke-til-vægt-forhold og korrosionsbestandighed. Forskellige legeringssammensætninger udviser dog varierende reaktioner på afstiverintegration:
6061-T6 aluminium giver optimal balance mellem formbarhed og styrke til de fleste afstiverapplikationer. Materialet accepterer let komplekse bøjesekvenser, samtidig med at forudsigelige fjeder-tilbage-egenskaber opretholdes. Arbejdshærdning under formningsoperationer kan øge den lokale flydespænding med 10-15 % i højspændingsområder.
7075-T6 aluminium tilbyder overlegne styrkeegenskaber, men præsenterer formningsudfordringer på grund af reduceret duktilitet. Afstiverdesign skal imødekomme højere formningskræfter og potentielle revner ved skarpe overgange. Materialet udmærker sig i applikationer, hvor maksimale styrke-til-vægt-forhold berettiger øget fremstillingskompleksitet.
5052-H32 aluminium demonstrerer fremragende formbarhed, men lavere styrkeegenskaber kræver øgede afstiverdimensioner for tilsvarende ydeevne. Denne legering er velegnet til applikationer, der prioriterer kompleks geometri over ultimative styrkekrav.
Korrosionsovervejelser for afstivede paneler
Afstiverintegration skaber geometriske funktioner, der kan fange fugt og accelerere korrosionsprocesser, især i udendørs applikationer. Designstrategier skal adressere både materialevalg og beskyttende belægningskrav.
Galvaniserede stålalternativer giver forbedret korrosionsbestandighed, men kræver forskellige formningsparametre og afstiverdesignmetoder på grund af belægningstykkelse og skørhedsovervejelser.
Dræningsbestemmelser bliver kritiske i ribbede paneldesign, hvor vandrette overflader kan akkumulere fugt. Inkorporer drænhuller med minimum 3 mm diameter ved lave punkter, placeret for at forhindre strukturel kompromis, samtidig med at effektiv vandevakuering sikres.
Fremstillingsprocesintegration
Afstiverfremstillingsmetoder påvirker designgennemførlighed, omkostningsstrukturer og kvalitetsresultater betydeligt. Valget mellem formning, bearbejdning og hybridtilgange afhænger af produktionsvolumener, tolerancekrav og geometrisk kompleksitet.
Kantpresseformning repræsenterer den mest omkostningseffektive tilgang til simple ribbe- og flangegeometrier. Standardværktøj imødekommer bøjeradier fra 0,5-6,0 mm med repeterbarhed inden for ±0,1 mm. Komplekse multibøjesekvenser kræver omhyggelig værktøjsplanlægning for at undgå interferensproblemer og opretholde dimensionsnøjagtighed.
Progressiv værktøjsformning muliggør højvolumenproduktion med integrerede hulnings-, formnings- og trimningsoperationer. Initielle værktøjsinvesteringer på €15.000-50.000 kræver produktionsvolumener, der overstiger 10.000 stykker for økonomisk berettigelse, men stykpriser kan falde til €0,50-2,00 afhængigt af kompleksiteten.
CNC-bearbejdning giver ultimativ fleksibilitet til prototypeudvikling og lavvolumenproduktion. Komplekse ribbeprofiler med varierende højder og integrerede monteringsfunktioner er let opnåelige, selvom materialespild og cyklustider begrænser økonomisk levedygtighed til specialapplikationer.
| Fremstillingsmetode | Opsætningsomkostninger (€) | Enhedsomkostningsinterval (€) | Leveringstid | Designfleksibilitet | Volumentærskel |
|---|---|---|---|---|---|
| Kantbukning | 200-500 | 2.50-8.00 | 3-5 dage | Medium | 50-1000 stykker |
| Progressivt værktøj | 15.000-50.000 | 0.50-2.00 | 6-8 uger | Høj | 10.000+ stykker |
| CNC-bearbejdning | 100-300 | 8.00-25.00 | 1-2 dage | Meget høj | 1-500 stykker |
| Hydroforming | 5.000-15.000 | 3.00-7.00 | 4-6 uger | Høj | 1.000+ stykker |
Kvalitetskontrol og dimensionsverifikation
Afstivet panelinspektion kræver specialiserede måleteknikker for at verificere både geometrisk nøjagtighed og strukturel ydeevne. Koordinatmålemaskiner (CMM) giver præcis dimensionsverifikation, men kan kræve specialfremstilling til komplekse geometrier.
Fladhedsmåling bliver kritisk for paneler med integrerede afstivere, hvor lokale deformationer kan sprede sig over ikke-afstivede områder. Laserskanningssystemer muliggør hurtig overfladeprofilering med opløsning til 0,01 mm, hvilket identificerer potentielle oil canning-problemer før endelig samling.
Belastningstest validerer afstiverydelse under driftsforhold. Simpelt understøttet bjælketest med fordelte belastninger simulerer faktiske brugsforhold, samtidig med at der tilvejebringes kvantitative nedbøjningsmålinger til designverifikation.
For højpræcisionsresultater, Få et tilbud på 24 timer fra Microns Hub.
Omkostningsoptimeringsstrategier
Afstiveromkostningsoptimering kræver balance mellem materialeforbrug, fremstillingskompleksitet og ydeevnekrav. De samlede omkostninger inkluderer råmaterialer, bearbejdningsoperationer, værktøjsamortisering og kvalitetsverifikationsaktiviteter.
Materialeudnyttelseseffektivitet påvirker projekters økonomi betydeligt. Indlejrede layouts til laserskæring kan opnå 85-95 % materialeudnyttelse, mens komplekse værktøjsformningsoperationer kan spilde 15-20 % på grund af skeletkrav og trimningsoperationer.
Afstiverstandardisering reducerer værktøjsomkostninger og forbedrer fremstillingseffektiviteten. Udvikling af familier af ribbeprofiler og flangekonfigurationer muliggør genbrug af værktøj på tværs af flere projekter, samtidig med at designfleksibiliteten opretholdes til specifikke applikationer.
Volumenkonsolideringsstrategier kan reducere enhedsomkostningerne ved at kombinere flere varenumre i enkelte produktionskørsler. Lageromkostninger og kundeleveringskrav skal dog afvejes mod stordriftsfordele ved fremstilling.
Design for Manufacturing-principper
DFM-principper for afstivede paneler fokuserer på at reducere fremstillingskompleksiteten, samtidig med at den strukturelle ydeevne opretholdes. Vigtige overvejelser inkluderer optimering af bøjesekvens, værktøjsadgang og minimering af sekundære operationer.
Bøjesekvensplanlægning forhindrer værktøjsinterferens og opretholder dimensionsnøjagtighed gennem hele formningsprocessen. Komplekse dele kan kræve flere opsætninger med mellemliggende udglødningsoperationer for at forhindre arbejdshærdning og revner.
Funktionskonsolidering eliminerer sekundære operationer ved at integrere monteringshuller, slidser og andre funktioner i primære formningsoperationer. Denne tilgang reducerer håndteringsomkostninger og forbedrer dimensionsforholdene mellem kritiske funktioner.
Avancerede afstivningsteknikker
Ud over traditionelle ribber og flanger adresserer avancerede afstivningsteknikker specialiserede krav til vægtkritiske applikationer, ekstreme belastningsforhold og æstetiske begrænsninger.
Perleafstivning skaber lineære forstærkningselementer gennem kontrolleret deformation uden materialetilføjelse. Perleprofiler måler typisk 2-5 mm i højden med gradvise overgange for at minimere spændingskoncentrationer. Denne teknik er velegnet til applikationer, hvor fremspringende ribber interfererer med samling eller æstetiske krav.
Møntafstivning involverer lokaliseret materialeforskydning for at skabe lavvandede forstærkningsmønstre. Processen kræver højere formningskræfter, men producerer praktisk talt usynlige afstivningselementer, der er ideelle til udseendekritiske applikationer. Møntdybder på 0,3-0,8 mm giver målbar stivhedsforbedring, samtidig med at overfladekontinuiteten opretholdes.
Honeycomb-kerne sandwichkonstruktion repræsenterer den ultimative afstivningstilgang til vægtkritiske applikationer. Aluminium honeycomb-kerner giver exceptionelle stivhed-til-vægt-forhold, men kræver specialiserede bindingsprocesser og miljømæssige tætningshensyn.
Integrerede designtilgange
Moderne afstivningsstrategier integrerer flere forstærkningsteknikker for at optimere ydeevnen, samtidig med at fremstillingskompleksiteten minimeres. Hybridtilgange kombinerer ribber, flanger og formede funktioner i koordinerede design, der maksimerer strukturel effektivitet.
FEA-optimering muliggør ydeevnebaseret afstiverplacering, der minimerer materialeforbrug, samtidig med at nedbøjningskriterier opfyldes. Topologioptimeringsalgoritmer kan identificere optimale forstærkningsplaceringer, der muligvis ikke er intuitive gennem traditionelle designtilgange.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentforhold, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service betyder, at hvert projekt får den opmærksomhed på detaljer, det fortjener, fra indledende designkonsultation til endelig kvalitetsverifikation.
Additive fremstillingsteknikker muliggør komplekse interne afstivningsgeometrier, der er umulige gennem konventionelle formningsmetoder. 3D-printede afstivningselementer kan integreres med traditionelle pladekomponenter for at skabe hybridstrukturer med optimerede ydeevneegenskaber.
Ydeevnevalidering og test
Afstivet panel ydeevnevalidering kræver omfattende testprotokoller, der verificerer både umiddelbar strukturel ydeevne og langsigtede holdbarhedsegenskaber. Testmetoder skal simulere faktiske driftsforhold, samtidig med at der tilvejebringes kvantitative data til designoptimering.
Statisk belastningstest giver baseline stivhedsmålinger under kontrollerede forhold. Trepunkts- og firepunktsbøjningstests kvantificerer belastning-nedbøjningsforhold, samtidig med at der identificeres fejltilstande og ultimative kapacitetsgrænser. Testarmaturer skal imødekomme forskellige panelgeometrier, samtidig med at ensartede randbetingelser opretholdes.
Dynamisk test evaluerer afstivet panelrespons på vibration og stødlastning. Modal analyse identificerer naturlige frekvenser og modeformer, der kan føre til resonansproblemer i driftsmiljøer. Stødtest validerer skadesbestandighed og energiabsorberingsegenskaber til transport- og håndteringsscenarier.
Træthedstest bliver kritisk for afstivede paneler, der er udsat for cykliske belastningsforhold. S-N-kurveudvikling for specifikke afstiverkonfigurationer muliggør forudsigelse af levetid og optimering af vedligeholdelsesplanlægning. Testparametre skal afspejle faktiske belastningsspektre og miljøforhold, der forventes i drift.
Gennem vores fremstillingstjenester sikrer vi, at hvert afstivet panel opfylder eller overstiger specificerede ydeevnekriterier gennem strenge test- og kvalitetssikringsprotokoller.
Ofte stillede spørgsmål
Hvilket tykkelse-til-spændvidde-forhold kræver typisk afstivning for at forhindre oil canning?
Paneler med tykkelse-til-spændvidde-forhold under 1:150 kræver generelt afstivning til aluminiumlegeringer. For eksempel skal et 300 mm bredt panel være mindst 2,0 mm tykt for at undgå oil canning eller inkorporere ribber/flanger, hvis tyndere materiale er nødvendigt. Stålpaneler kan tolerere forhold op til 1:200 på grund af højere elasticitetsmodul.
Hvor meget stivhedsforbedring kan ribber give sammenlignet med flade paneler?
Korrekt designede ribber kan øge panelstivheden med 300-400 %, samtidig med at der kun tilføjes 10-15 % materialeomkostninger. En 5 mm høj ribbe i 2,0 mm aluminium kan give tilsvarende stivhed som et 4,5 mm solidt panel, hvilket repræsenterer betydelige vægt- og omkostningsbesparelser i store panelapplikationer.
Hvad er den minimale flangebredde, der er nødvendig for effektiv afstivning?
Minimum effektiv flangebredde er lig med 3 gange materialetykkelsen plus bøjeradius. For 2,0 mm aluminium med 2,0 mm bøjeradius er minimum flangebredde 8,0 mm. 10-15 mm bredder giver dog bedre stivhedsforbedring og lettere fremstillingstolerancer.
Kan afstivere tilføjes til eksisterende paneler uden komplet redesign?
Ja, eftermontering af afstivning er mulig gennem klæbende binding eller mekanisk fastgørelse af eksterne ribber. Strukturelle klæbemidler som 3M VHB eller Loctite strukturelle akryler kan binde aluminiumsafstivere med styrker, der overstiger 15 MPa. Integrerede designtilgange giver dog typisk bedre ydeevne og æstetik.
Hvordan påvirker miljøforhold afstiverdesignkrav?
Temperaturvariationer forårsager differentiel ekspansion, der kan belaste afstiverfastgørelser. Design ekspansionssamlinger eller fleksible forbindelser til temperaturområder, der overstiger 50 °C. Udendørs applikationer kræver dræningsbestemmelser og korrosionsbeskyttelse. UV-eksponering kan nedbryde klæbende bindinger, hvilket kræver mekaniske backupsystemer.
Hvilke fremstillingstolerancer er opnåelige for ribbede paneler?
Kantpresseformning opretholder ±0,1 mm dimensionstolerance for simple ribbegeometrier. Progressive værktøjsoperationer opnår ±0,05 mm repeterbarhed, men kræver højere værktøjsinvestering. CNC-bearbejdede ribber kan holde ±0,02 mm, men koster 3-4 gange mere end formede alternativer.
Hvordan påvirker materialekornretningen afstiverydelsen?
Bøjning parallelt med kornretningen (med kornet) giver 10-15 % bedre formbarhed, men lidt reduceret styrke vinkelret på bøjningsaksen. For maksimal stivhed skal du orientere ribber vinkelret på valseretningen, når det er muligt. Tværkornsbøjning kræver større bøjeradier for at forhindre revner, men giver isotrope styrkeegenskaber.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece