Hjørneudskæringsdesign: Rektangulære vs. cirkulære udskæringer for rene buk
Hjørneudskæringsdesign er en af de mest kritiske beslutninger inden for pladebearbejdning, der direkte påvirker bukkekvalitet, værktøjslevetid og produktionseffektivitet. Valget mellem rektangulære og cirkulære hjørneudskæringer bestemmer ikke kun den æstetiske finish, men også den strukturelle integritet og fremstillingsvenlighed af bukkede komponenter.
Vigtigste pointer:
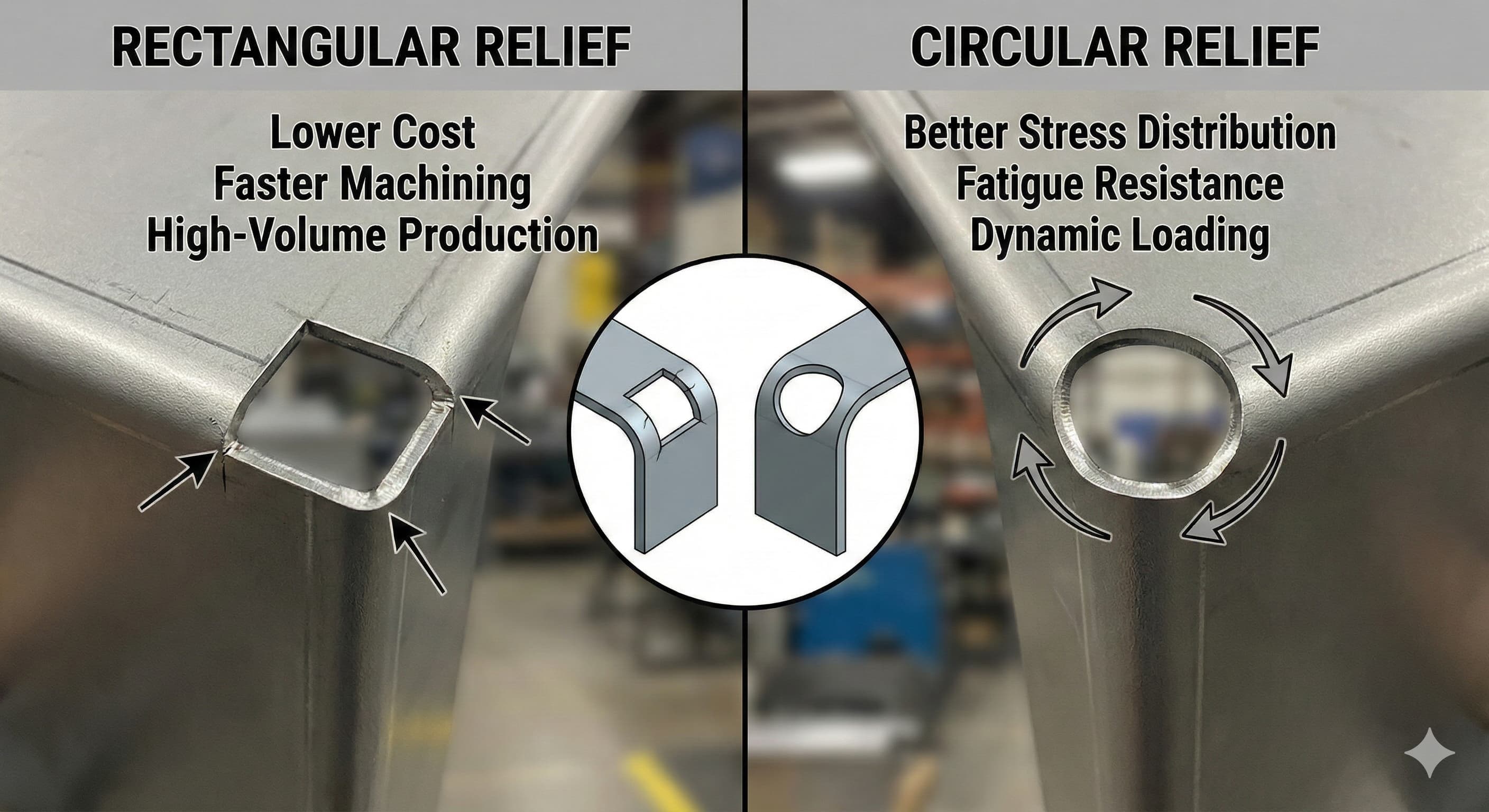
- Rektangulære udskæringer giver overlegen materialebesparelse og hurtigere bearbejdningstider, hvilket gør dem ideelle til højvolumenproduktion
- Cirkulære udskæringer giver bedre spændingsfordeling og træthedsmodstand, hvilket er afgørende for dynamiske belastningsapplikationer
- Udskæringsmål skal følge ISO 2768-retningslinjerne, med typiske dybder fra 0,5 mm til 2,0 mm afhængigt af materialetykkelsen
- Korrekt udskæringsdesign kan reducere hjørne revner med op til 85% i materialer som Al 6061-T6 og rustfrit stål 304
Forståelse af hjørneudskæringens grundlæggende principper
Hjørneudskæringer fungerer som spændingskoncentrationsstyringsfunktioner i pladedesign, der forhindrer materialeophobning og revner under bukkeprocessen. Når to bukkelinjer krydser hinanden, skaber det overlappende materiale en geometrisk umulighed, der skal løses gennem strategisk materialefjernelse.
Fysikken bag behovet for hjørneudskæring stammer fra metallers grundlæggende opførsel under plastisk deformation. Når pladebukkes, oplever de ydre fibre trækspænding, mens de indre fibre komprimeres. Ved hjørnekrydsninger bliver dette spændingsmønster komplekst og skaber multidirektionelle kræfter, der kan overstige materialets ultimative trækstyrke.
ISO 2768-standarderne specificerer minimumsudskæringsmål baseret på forholdet mellem materialetykkelse og bukkerradius. For materialer med en tykkelse (t) mellem 0,5 mm og 3,0 mm skal udskæringsdybden svare til 1,5t + bukkerradius, mens udskæringsbredden skal rumme beregningerne af bukkegodtgørelse for at forhindre interferens.
Materialeegenskaber påvirker i høj grad kravene til udskæringsdesign. Højstyrkelegeringer som Al 7075-T6 kræver større udskæringsmål sammenlignet med blødere materialer som Al 1100-H14 på grund af deres reducerede duktilitet og højere elastiske modulværdier.
Rektangulært hjørneudskæringsdesign
Rektangulære udskæringer er den mest økonomiske og udbredte hjørneudskæringsløsning inden for industriel pladebearbejdning. Deres geometriske enkelhed omsættes direkte til fremstillingsmæssige fordele, især for højvolumenproduktionsmiljøer.
Det rektangulære udskæringsdesign består af to vinkelrette snit, der krydser hinanden i 90 grader, hvilket skaber et firkantet eller rektangulært hul ved hjørnekrydsningen. Standardmål følger formlen: Længde (L) = 1,5t + R + 0,5 mm, Bredde (B) = 1,5t + R + 0,5 mm, hvor t repræsenterer materialetykkelsen, og R betegner bukkerradius.
Fremstillingsmæssige fordele ved rektangulære udskæringer inkluderer forenklet programmering til CNC-stanseoperationer, reduceret værktøjsslitage på grund af lige skæreveje og hurtigere cyklustider sammenlignet med buede geometrier. Revolverstansepresser kan udføre rektangulære udskæringer ved hjælp af standard rektangulære stanser, hvilket eliminerer behovet for specialværktøj.
Fra et strukturelt perspektiv giver rektangulære udskæringer tilstrækkelig spændingsaflastning til de fleste applikationer, især dem der involverer statiske belastningsforhold. De skarpe hjørner skaber dog lokaliseret spændingskoncentration, men disse forbliver typisk inden for acceptable grænser for standard industrielle applikationer.
| Materialetykkelse | Anbefalet længde (mm) | Anbefalet bredde (mm) | Typisk tolerance (±mm) |
|---|---|---|---|
| 0.5mm | 2.0 | 2.0 | 0.05 |
| 1.0mm | 3.5 | 3.5 | 0.08 |
| 1.5mm | 4.75 | 4.75 | 0.10 |
| 2.0mm | 6.0 | 6.0 | 0.13 |
| 3.0mm | 8.5 | 8.5 | 0.15 |
Omkostningsanalysen afslører, at rektangulære udskæringer typisk koster 15-25% mindre end cirkulære alternativer på grund af reduceret bearbejdningstid og standard værktøjskrav. For produktionsserier, der overstiger 1.000 styk, bliver denne omkostningsforskel betydelig, hvilket ofte berettiger valget af rektangulære udskæringer, selv i applikationer, hvor cirkulære designs kan tilbyde marginale tekniske fordele.
Cirkulært hjørneudskæringsdesign
Cirkulære hjørneudskæringer giver overlegne spændingsfordelingsegenskaber, hvilket gør dem til det foretrukne valg til applikationer, der involverer dynamisk belastning, vibrationer eller træthedsproblemer. Den buede geometri eliminerer skarpe spændingskoncentrationspunkter, der er iboende i rektangulære designs.
Det cirkulære udskæringsdesign bruger et enkelt radiussnit, typisk fra 2,0 mm til 6,0 mm afhængigt af materialetykkelse og applikationskrav. Radiusberegningen følger: R = 1,2 × (materialetykkelse + bukkerradius) + 1,0 mm, hvilket sikrer tilstrækkelig frigang og optimerer spændingsstrømningsmønstre.
Spændingsanalyse ved hjælp af finite element-metoder viser, at cirkulære udskæringer reducerer spidsspændingskoncentrationer med 35-45% sammenlignet med rektangulære alternativer. Denne forbedring bliver kritisk i rumfarts-, bil- og medicinsk udstyr, hvor komponentpålidelighed direkte påvirker sikkerheden.
Fremstilling af cirkulære udskæringer kræver specialværktøj eller yderligere bearbejdningsoperationer. CNC-revolverstanser har brug for cirkulære stanser i forskellige diametre, mens laserskæresystemer kan producere enhver radius uden værktøjsbegrænsninger. Denne fleksibilitet gør laserskæring særligt attraktiv til prototyping og små serieproduktioner.
For højpræcisionsresultater, Få dit tilpassede tilbud leveret inden for 24 timer fra Microns Hub.
Materialefjernelsesvolumenet i cirkulære udskæringer overstiger typisk rektangulære designs med 20-30%, hvilket repræsenterer en mindre stigning i materialeomkostningerne, men potentielt en betydelig forbedring af komponentens levetid. Denne afvejning viser sig at være umagen værd i applikationer, hvor udskiftningsomkostningerne overstiger de oprindelige fremstillingspræmier.
Sammenlignende analyse: Ydeevneegenskaber
Træthedstest afslører signifikante ydeevneforskelle mellem rektangulære og cirkulære udskæringsdesigns. Komponenter med cirkulære udskæringer demonstrerer 40-60% længere træthedslevetid under cykliske belastningsforhold, hvilket er særligt vigtigt i bilaffjedringskomponenter og rumfartsstrukturer.
Spændingskoncentrationsfaktorer (Kt) giver kvantitative sammenligningsmetrikker. Rektangulære udskæringer udviser typisk Kt-værdier mellem 2,8-3,2, mens cirkulære udskæringer opnår Kt-værdier på 1,8-2,1. Lavere Kt-værdier indikerer mere ensartet spændingsfordeling og reduceret sandsynlighed for fejl.
| Ydelsesmåling | Rektangulær aflastning | Cirkulær aflastning | Forbedringsfaktor |
|---|---|---|---|
| Spændingskoncentration (Kt) | 2.8-3.2 | 1.8-2.1 | 35-45% reduktion |
| Udmatningslevetid (cyklusser) | 50,000-80,000 | 85,000-130,000 | 60-70% stigning |
| Produktionstid (sek) | 2.5-3.0 | 3.5-4.5 | 40% stigning |
| Værktøjslevetid (slag) | 100,000-150,000 | 80,000-120,000 | 20% reduktion |
| Materialeforbrug (%) | 98.5-99.0 | 97.5-98.0 | 1-1.5% stigning |
Overfladefinishhensyn favoriserer også cirkulære udskæringer, især i synlige applikationer. Den glatte buede geometri eliminerer skarpe kanter, der kan hænge fast under håndtering eller samling, hvilket reducerer risikoen for snit og forbedrer den generelle sikkerhed.
Materialespecifikke overvejelser
Forskellige materialer reagerer unikt på hjørneudskæringsdesigns, hvilket kræver tilpassede tilgange for optimale resultater. Aluminiumlegeringer, rustfrit stål og blødt stål præsenterer hver især forskellige udfordringer og muligheder.
Aluminium 6061-T6 udviser fremragende duktilitet, hvilket gør det muligt for både rektangulære og cirkulære udskæringer at fungere tilstrækkeligt. Materialets tendens til koldhærdning gør dog cirkulære udskæringer at foretrække til applikationer, der involverer gentagen bukning eller formningsoperationer. De reducerede spændingskoncentrationer hjælper med at opretholde duktiliteten gennem hele fremstillingsprocessen.
Rustfrit stål 304 giver større udfordringer på grund af dets koldhærdningsegenskaber og højere styrke. Cirkulære udskæringer bliver særligt vigtige, da den forbedrede spændingsfordeling hjælper med at forhindre mikrorevner, der kan sprede sig over tid. Udskæringsmålene skal øges med 20-25% sammenlignet med aluminiumapplikationer for at imødekomme materialets reducerede duktilitet.
Højstyrkestål kræver omhyggelig overvejelse af udskæringsdesign, da deres begrænsede duktilitet gør dem modtagelige for revner. Cirkulære udskæringer med generøse radier bliver ofte obligatoriske, på trods af den øgede fremstillingskompleksitet og omkostninger.
Integration af fremstillingsprocessen
Udskæringsdesign skal integreres problemfrit med de overordnede fremstillingsarbejdsgange for at optimere effektivitet og kvalitet. Valget mellem rektangulære og cirkulære udskæringer påvirker værktøjsvalg, programmeringskompleksitet og produktionssekvensering.
CNC-revolverstanseoperationer favoriserer rektangulære udskæringer på grund af standard værktøjstilgængelighed og simple programmeringskrav. De lineære værktøjsveje reducerer cyklustiden og forlænger værktøjets levetid, hvilket er særligt vigtigt for højvolumenproduktionsserier. Moderne revolverstanser kan dog rumme cirkulære stanser, selvom dette kræver yderligere værktøjsinvestering.
Laserskæresystemer tilbyder større fleksibilitet og er i stand til at producere enhver udskæringsgeometri uden værktøjsbegrænsninger. Denne fordel gør laserskæring attraktiv til prototyping og lavvolumenproduktion, hvor værktøjsafskrivning bliver uoverkommelig. Den præcision, der kan opnås med lasersystemer, muliggør også komplekse udskæringsgeometrier, der kombinerer rektangulære og cirkulære funktioner.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og omfattende vores fremstillingsservices tilgang betyder, at hvert projekt får den opmærksomhed på detaljer, det fortjener, uanset om du har brug for simple rektangulære udskæringer eller komplekse buede geometrier.
Integration med tap- og slidskonstruktion kræver omhyggelig koordinering af udskæringsplacering og -mål. Udskæringerne skal give tilstrækkelig frigang til samlingsoperationer, samtidig med at den strukturelle integritet opretholdes ved samlingssteder.
Kvalitetskontrol og inspektion
Hjørneudskæringskvalitet påvirker direkte den endelige komponentydelse, hvilket gør strenge inspektionsprotokoller afgørende. Dimensionsnøjagtighed, kantkvalitet og geometrisk konsistens kræver alle verifikation for at sikre overholdelse af specifikationerne.
Dimensionsinspektion fokuserer på udskæringsdybde, -bredde og positionsnøjagtighed i forhold til bukkelinjer. Koordinatmålemaskiner (CMM) giver den nødvendige præcision til kritiske applikationer, selvom simplere go/no-go-målere er tilstrækkelige til mange produktionsmiljøer.
Kantkvalitetsvurdering undersøger overfladeruhed, gratdannelse og potentiale for mikrorevner. Rektangulære udskæringer udviser typisk overlegen kantkvalitet på grund af stanseprocessens rene forskydningsvirkning, mens laserskårne cirkulære udskæringer kan kræve sekundære afgratningsoperationer.
Implementering af statistisk proceskontrol (SPC) hjælper med at opretholde ensartet udskæringskvalitet gennem hele produktionsserien. Nøgleparametre inkluderer udskæringsmål, kantruhed og positionsnøjagtighed, med kontrolgrænser etableret baseret på komponentens kritikalitet og slutbrugskrav.
Omkostningsoptimeringsstrategier
Omkostningsoptimering kræver afbalancering af de oprindelige fremstillingsomkostninger i forhold til komponentens langsigtede ydeevne og udskiftningsomkostninger. Denne analyse bliver særligt vigtig for højvolumenapplikationer, hvor små enhedsomkostningsforskelle akkumuleres til betydelige totaler.
Direkte fremstillingsomkostninger favoriserer rektangulære udskæringer, med typiske besparelser på €0,05-0,15 pr. komponent sammenlignet med cirkulære alternativer. Disse besparelser stammer fra reduceret cyklustid, standard værktøjsbrug og forenklede programmeringskrav. For produktionsvolumener, der overstiger 10.000 styk årligt, giver rektangulære udskæringer ofte overbevisende økonomiske fordele.
Livscyklusomkostningsanalyse kan dog favorisere cirkulære udskæringer i applikationer, hvor forbedret træthedsmodstand reducerer vedligeholdelses- og udskiftningsfrekvensen. Den præmie, der betales for cirkulær udskæringsfremstilling, viser sig ofte at være umagen værd, når udskiftningsomkostninger, nedetidsomkostninger og sikkerhedsmæssige overvejelser indgår i den samlede omkostningsligning.
| Produktionsvolumen | Rektangulære omkostninger (€/stk) | Cirkulære omkostninger (€/stk) | Break-even analyse |
|---|---|---|---|
| 100-500 stykker | 0.45-0.38 | 0.52-0.45 | Rektangulær foretrækkes |
| 500-2,000 stykker | 0.35-0.28 | 0.42-0.35 | Afhænger af anvendelse |
| 2,000-10,000 stykker | 0.25-0.20 | 0.32-0.26 | Overvej livscyklusomkostninger |
| 10,000+ stykker | 0.18-0.15 | 0.25-0.20 | Rektangulær stærkt foretrukket |
Avancerede designteknikker
Moderne hjørneudskæringsdesign strækker sig ud over simple rektangulære eller cirkulære geometrier og inkorporerer hybridtilgange, der optimerer specifikke ydeevneegenskaber. Disse avancerede teknikker kræver sofistikerede fremstillingsevner, men kan levere overlegne resultater til krævende applikationer.
Dråbeformede udskæringer kombinerer rektangulære og cirkulære funktioner, idet de bruger lige sider til fremstillingseffektivitet, mens de inkorporerer afrundede ender til spændingsreduktion. Denne hybridtilgang opnår 70-80% af cirkulær udskærings spændingsfordele, mens den opretholder 85-90% af rektangulær udskærings fremstillingseffektivitet.
Udskæringer med variabel radius tilpasser cirkulær geometri til at imødekomme forskellige spændingsmønstre inden for den samme komponent. Finite element-analyse guider radiusoptimering og skaber udskæringsgeometrier, der er skræddersyet til specifikke belastningsforhold og materialeegenskaber.
Flerstadieudskæringer inkorporerer forskellige geometrier i forskellige dybder, hvilket giver optimal spændingsfordeling og samtidig minimerer materialefjernelse. Disse komplekse geometrier kræver avancerede fremstillingsevner, men kan opnå ydeevneforbedringer, der overstiger enkeltgeometritilgange.
Ofte stillede spørgsmål
Hvilke faktorer bestemmer valget mellem rektangulære og cirkulære hjørneudskæringer?
Valget afhænger af applikationskrav, produktionsvolumen og materialeegenskaber. Rektangulære udskæringer er velegnede til højvolumenproduktion med standardværktøj, mens cirkulære udskæringer udmærker sig i træthedskritiske applikationer, der kræver overlegen spændingsfordeling. Materialetykkelse, bukkerradius og belastningsforhold påvirker alle det optimale valg.
Hvordan skaleres hjørneudskæringsmål med materialetykkelse?
Udskæringsmål følger typisk formlen: Udskæringsstørrelse = 1,5 × materialetykkelse + bukkerradius + 0,5 mm frigang. Tykkere materialer kræver proportionalt større udskæringer for at imødekomme øget materialeflow under bukning. Højstyrkematerialer kan kræve 20-25% større udskæringer sammenlignet med standardberegninger.
Kan hjørneudskæringer tilføjes efter den indledende fremstilling?
Selvom det er teknisk muligt, viser tilføjelse af udskæring efter fremstilling sig at være udfordrende og dyrt. Sekundære bearbejdningsoperationer introducerer opsætningsomkostninger og potentielle kvalitetsproblemer. Optimale resultater kræver inkorporering af udskæring under den indledende fremstillingsplanlægning, hvilket sikrer korrekt integration med fremstillingsarbejdsgange og kvalitetskontrolprocesser.
Hvilke inspektionsmetoder verificerer hjørneudskæringskvalitet?
Kvalitetsverifikation anvender dimensionsinspektion ved hjælp af CMM-systemer eller go/no-go-målere, visuel undersøgelse af kantkvalitet og gratdannelse og funktionel test til kritiske applikationer. Statistisk proceskontrol overvåger udskæringskonsistens gennem hele produktionsserien, med kontrolgrænser baseret på komponentens kritikalitet.
Hvordan påvirker hjørneudskæringer den samlede komponentstyrke?
Korrekt designede udskæringer forbedrer komponentstyrken ved at forhindre spændingskoncentrationer, der kan starte revner. Mens udskæringer fjerner materiale, opvejer spændingsfordelingsforbedringen typisk materialereduktionseffekterne. Cirkulære udskæringer giver 35-45% bedre spændingsfordeling sammenlignet med rektangulære alternativer.
Hvilke fremstillingsprocesser fungerer bedst for hver udskæringstype?
Rektangulære udskæringer optimeres til CNC-stanseoperationer ved hjælp af standardværktøj, mens cirkulære udskæringer er velegnede til laserskæresystemer, der tilbyder geometrisk fleksibilitet. Vandstråleskæring rummer begge geometrier effektivt, dog til en højere pris. Procesvalg afhænger af produktionsvolumen, præcisionskrav og tilgængeligt udstyr.
Er der branchespecifikke præferencer for udskæringstyper?
Luftfarts- og medicinindustrien foretrækker typisk cirkulære udskæringer for overlegen træthedsmodstand og spændingsfordeling. Bilapplikationer varierer baseret på komponentfunktion, hvor strukturelle elementer favoriserer cirkulære udskæringer, mens kosmetiske dele ofte bruger rektangulære alternativer. Elektronikkabinetter bruger almindeligvis rektangulære udskæringer for omkostningseffektivitet og EMI-skærmningskontinuitet.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece