Opnåelse af ±0,005 mm: En designerguide til bearbejdning med snævre tolerancer
Opnåelse af ±0,005 mm tolerancer repræsenterer krydsfeltet mellem ingeniørpræcision og fremstillingsekspertise - hvor selv mikroskopiske afvigelser kan betyde forskellen mellem funktionel succes og kostbar fiasko. Hos Microns Hub har vi forfinet disse processer gennem tusindvis af højpræcisionskomponenter på tværs af luftfarts-, medicinske og bilindustrielle applikationer.
Vigtigste pointer
- Temperaturkontrol inden for ±1°C er kritisk for at opretholde ±0,005 mm tolerancer under bearbejdningsoperationer
- Materialevalg påvirker direkte opnåeligheden - Al 6061-T6 tilbyder overlegen dimensionsstabilitet sammenlignet med fritbearbejdende alternativer
- Værktøjsafbøjning bliver den primære begrænsende faktor ved tolerancer strammere end ±0,01 mm, hvilket kræver specialiserede fastgørelsesstrategier
- Måleprotokoller efter processen skal tage højde for termiske ekspansionskoefficienter og måleusikkerhedsbudgetter
Forståelse af fysikken bag bearbejdning med snævre tolerancer
Opnåelse af ±0,005 mm tolerancer kræver en grundlæggende forståelse af de fysiske kræfter, der er i spil under materialefjernelse. Termiske ekspansionskoefficienter bliver kritiske - aluminium udvider sig 23,6 × 10⁻⁶ m/m°C, hvilket betyder, at en 10°C temperaturvariation i en 100 mm del skaber en 0,0236 mm dimensionsændring, næsten fem gange vores måltolerance.
Værktøjsafbøjning følger grundlæggende bjælketeori, hvor afbøjning er lig med kraft gange længde i tredje potens, divideret med tre gange elasticitetsmodulet og inertimomentet (δ = FL³/3EI). For en 25 mm hårdmetal-pindfræser under 200 N skærekraft når afbøjningen ca. 0,003 mm - allerede 60 % af vores tolerancebudget, før andre fejlkilder overvejes.
Spindelens termiske vækst repræsenterer en anden kritisk faktor. Moderne spindler kan vokse 0,01-0,02 mm i løbet af den første driftstime, efterhånden som lejetemperaturerne stabiliseres. Denne vækstrate nødvendiggør termiske forkonditioneringsprotokoller og temperaturkompenserede positioneringssystemer for ensartede resultater.
Materialevalg til applikationer med snævre tolerancer
Materialeegenskaber påvirker direkte bearbejdelighed og dimensionsstabilitet ved snævre tolerancer. De vigtigste egenskaber omfatter termisk ledningsevne, termisk ekspansionskoefficient, elasticitetsmodul og mikrostrukturel homogenitet.
| Materialekvalitet | Termisk udvidelse (10⁻⁶/°C) | Varmeledningsevne (W/m·K) | Dimensionsstabilitet | Omkostningsfaktor |
|---|---|---|---|---|
| Al 6061-T6 | 23.6 | 167 | Fremragende | 1.0x |
| Al 7075-T6 | 23.2 | 130 | Meget god | 1.8x |
| Stål 4140 | 11.2 | 42.6 | God | 1.2x |
| Rustfrit 316L | 16.0 | 16.3 | Rimelig | 2.1x |
| Titan Ti-6Al-4V | 8.6 | 6.7 | Fremragende | 8.5x |
Aluminium 6061-T6 fremstår som det optimale valg til de fleste applikationer med snævre tolerancer, der kombinerer fremragende termisk ledningsevne til varmeafledning med ensartet mikrostruktur for dimensionsstabilitet. T6-hærdningen giver ensartet hårdhedsfordeling, hvilket eliminerer interne spændingsvariationer, der kan forårsage forvrængning efter bearbejdning.
Til stålanvendelser tilbyder 4140 overlegen dimensionsstabilitet på grund af dets lavere termiske ekspansionskoefficient. Koldbearbejdningsegenskaber kræver dog omhyggelig opmærksomhed på skæreparametre for at forhindre overfladelagsmodifikationer, der påvirker de endelige dimensioner.
Maskinværktøjskrav og -kapaciteter
Opnåelse af ±0,005 mm tolerancer kræver maskinværktøjer med specifikke ydeevneegenskaber. Positioneringsnøjagtighed, repeterbarhed, termisk stabilitet og dynamisk stivhed bidrager alle til den endelige tolerancekapacitet.
Moderne CNC-bearbejdningscentre skal demonstrere positioneringsnøjagtighed bedre end ±0,0025 mm og repeterbarhed inden for ±0,001 mm for konsekvent at opnå ±0,005 mm deltolerancer. Dette giver tilstrækkelig margin for værktøjsslitage, termiske effekter og procesvariation.
Dynamisk stivhed bliver kritisk under materialefjernelse. Maskinkonstruktionen skal modstå afbøjning under skærekraft, samtidig med at den opretholder præcis værktøjsbane. Loop-stivhed - den kombinerede stivhed af spindel, værktøjsholder, skæreværktøj og emneopsætning - skal typisk overstige 200 N/μm for arbejde med snævre tolerancer.
Termiske kompensationssystemer overvåger og korrigerer aktivt for termisk vækst i maskinkonstruktioner. Lineære encodere giver positionsfeedback i realtid, mens temperatursensorer i hele maskinen muliggør forudsigelig termisk modellering til dimensionskompensation.
Valg af skæreværktøj og geometri
Værktøjsvalg til bearbejdning med snævre tolerancer prioriterer stivhed, slidstyrke og termisk stabilitet over maksimale materialefjernelseshastigheder. Hårdmetalværktøjer med optimerede geometrier minimerer skærekraften og giver samtidig forlænget værktøjslevetid.
Pindfræserens diameter påvirker direkte afbøjningen - fordobling af diameteren øger stivheden med 16 gange (fjerde potens forhold). Større værktøjer kræver dog højere spindeleffekt og passer muligvis ikke til de geometriske begrænsninger af delens funktioner.
| Værktøjsdiameter (mm) | Længde-til-diameter-forhold | Maksimal DOC (mm) | Typisk afbøjning (μm) |
|---|---|---|---|
| 6.0 | 3:1 | 0.5 | 2.1 |
| 10.0 | 3:1 | 1.0 | 0.8 |
| 16.0 | 3:1 | 2.0 | 0.2 |
| 20.0 | 3:1 | 3.0 | 0.1 |
Skæreværktøjsbelægninger spiller en afgørende rolle for dimensionskonsistens. TiAlN-belægninger giver fremragende slidstyrke og termisk stabilitet op til 800°C, hvilket opretholder skarpe skærekanter længere for ensartet overfladefinish og dimensionsnøjagtighed.
Fastgørelses- og emneopspændingsstrategier
Emneopspændingssystemer til bearbejdning med snævre tolerancer skal give stiv støtte og samtidig minimere inducerede spændinger, der kan forårsage delforvrængning. Fastgørelsesdesignfilosofien skifter fra maksimal spændekraft til optimeret spændingsfordeling.
Hydrauliske emneopspændingssystemer tilbyder præcise, repeterbare spændekræfter med fremragende stivhed. Typiske spændetryk på 50-70 bar giver tilstrækkelig holdekraft uden at overbelaste tyndvæggede sektioner, der kan bøje sig under for stort tryk.
Seks-punkts placering efter 3-2-1-princippet sikrer kinematisk begrænsning uden at overdefinere emnets position. Primære datoflader kræver et minimum kontaktareal på 20 mm² for stabilitet, mens sekundære og tertiære datoer har brug for progressiv reduktion i kontaktpunkter for at forhindre overbelastning.
For højpræcisionsresultater, Få dit tilpassede tilbud leveret inden for 24 timer fra Microns Hub.
Tilpassede bløde bakker bearbejdet in-situ giver optimal delstøtte og samtidig mulighed for komplekse geometrier. Bakkerne er grovbearbejdede, monteret på armaturet og derefter finbearbejdet til de endelige dimensioner ved hjælp af den samme opsætning, der skal bearbejde produktionsdelene.
Miljøkontrol og termisk styring
Temperaturkontrol repræsenterer den mest kritiske miljøfaktor for bearbejdning med snævre tolerancer. Et kontrolleret miljø opretholder ensartede dimensioner gennem hele bearbejdningsprocessen og efterfølgende måleoperationer.
Temperaturkontrol på værkstedet inden for ±1°C muliggør forudsigelig termisk ekspansionsadfærd. Til kritiske applikationer giver temperaturkontrol inden for ±0,5°C yderligere margin for dimensionsstabilitet. Dette kræver industrielle HVAC-systemer med zonespecifik temperaturkontrol og kontinuerlig overvågning.
Temperaturstyring af skærevæske forhindrer termisk stød og opretholder ensartet værktøjsydelse. Væsketemperaturer, der holdes inden for ±2°C af omgivelsestemperaturen, forhindrer termiske gradienter, der kan inducere delforvrængning. Højvolumen, lavtrykskølevæsketilførsel (200-400 L/min) giver effektiv varmeafledning uden for store skærekræfter.
Maskinforberedelse involverer drift af spindler og fremføringsaksler gennem repræsentative bevægelsescyklusser før produktionsbearbejdning. Dette stabiliserer lejetemperaturer og termiske vækstmønstre, hvilket eliminerer den dimensionsmæssige drift, der er almindelig under koldstartforhold.
Optimering af procesparametre
Skæreparametre for bearbejdning med snævre tolerancer prioriterer dimensionsnøjagtighed og overfladeintegritet over maksimal produktivitet. Konservative parametre sikrer ensartet værktøjsydelse gennem hele værktøjets levetid.
Overfladehastigheder kører typisk 20-30 % under maksimale anbefalinger for materialet/værktøjskombinationen. For Al 6061-T6 med ubelagte hårdmetalværktøjer varierer de optimale overfladehastigheder fra 150-200 m/min sammenlignet med maksimale kapaciteter nær 300 m/min.
Fremføringshastigheder afbalancerer krav til overfladefinish med generering af skærekraft. Optimale fremføringer opretholder kontinuerlig spåndannelse og minimerer samtidig værktøjsafbøjning. For ±0,005 mm tolerancer varierer fremføringerne typisk fra 0,05-0,15 mm/tand afhængigt af værktøjets diameter og delgeometri.
| Materiale | Overfladehastighed (m/min) | Fremføringshastighed (mm/tand) | Aksial DOC (mm) | Radial DOC (mm) |
|---|---|---|---|---|
| Al 6061-T6 | 150-200 | 0.08-0.12 | 3-5 | 0.2-0.5 |
| Stål 4140 | 80-120 | 0.05-0.10 | 2-4 | 0.1-0.3 |
| Rustfrit 316L | 60-100 | 0.05-0.08 | 1-3 | 0.1-0.2 |
| Titan Ti-6Al-4V | 40-80 | 0.03-0.06 | 1-2 | 0.05-0.15 |
Medfræsning giver overlegen overfladefinish og dimensionsnøjagtighed til arbejde med snævre tolerancer. Skærevirkningen trækker emnet ind i armaturet i stedet for at løfte det, hvilket opretholder ensartet positionering gennem hele bearbejdningscyklussen.
Kvalitetskontrol og måleprotokoller
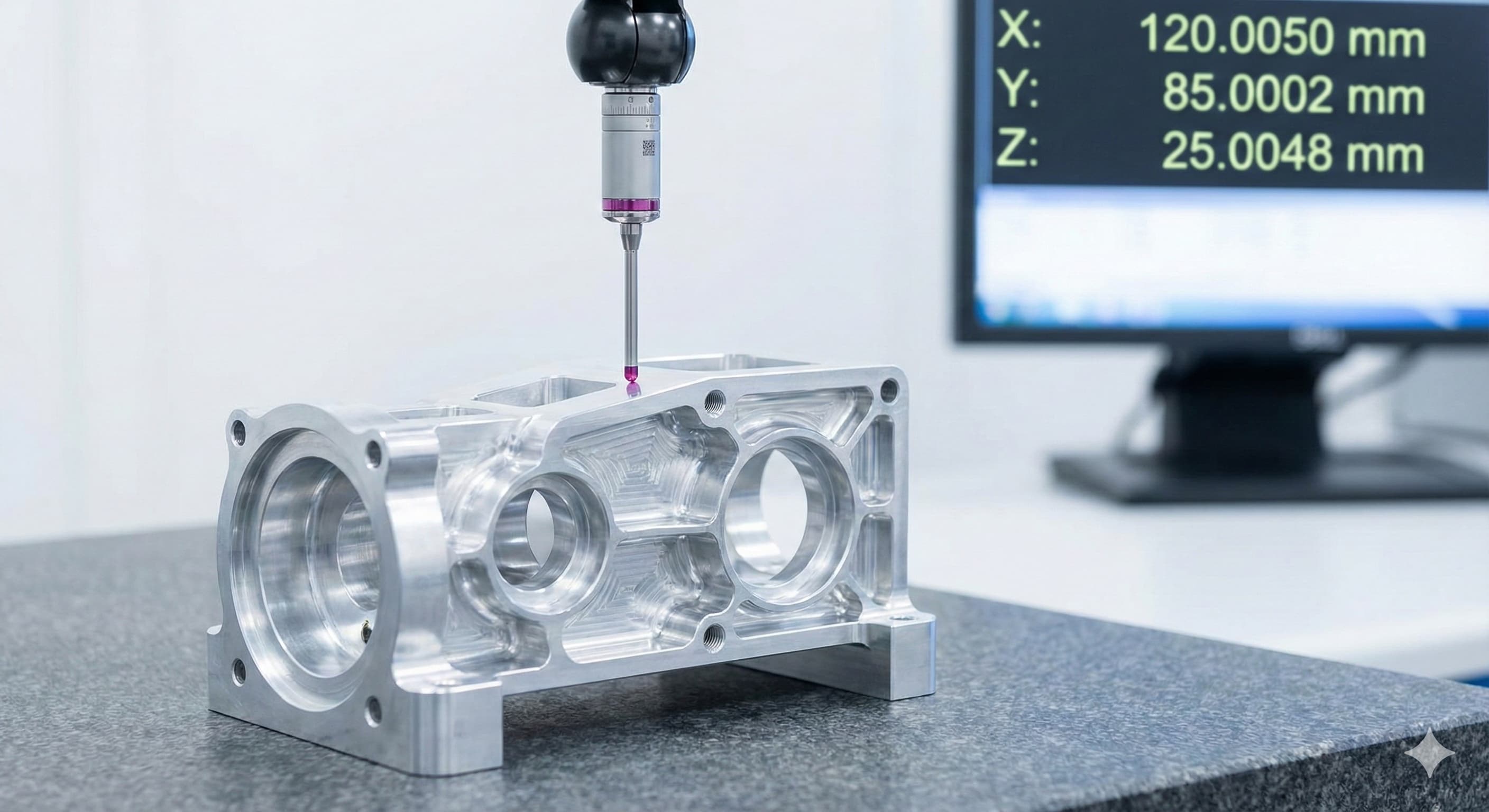
Målestrategier for ±0,005 mm tolerancer kræver instrumenter med en nøjagtighed, der er mindst 10 gange bedre end den tolerance, der verificeres. Dette nødvendiggør koordinatmålemaskiner (CMM'er) med volumetrisk nøjagtighed bedre end ±0,0005 mm over målehylsteret.
Termisk iblødsætning sikrer målenøjagtighed ved at lade dele stabilisere sig ved målerummets temperatur. Standardpraksis kræver minimum 4 timers iblødsætning for aluminiumdele, med 8 timers iblødsætning for stålkomponenter på grund af lavere termisk ledningsevne.
Måleusikkerhedsbudgetter tager højde for alle fejlkilder, herunder instrumentkalibrering, miljøeffekter, delopsætning og operatørteknik. Den kombinerede måleusikkerhed bør ikke overstige 20 % af den tolerance, der verificeres - maksimalt ±0,001 mm usikkerhed for ±0,005 mm tolerancer.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service betyder, at hvert projekt får den opmærksomhed på detaljer, det fortjener, med omfattende dokumentation, der understøtter hver dimensionsverifikation.
Avancerede teknikker til ekstrem præcision
Wire EDM (Electrical Discharge Machining) giver dimensionskapaciteter ud over konventionel bearbejdning til specifikke geometrier. Wire EDM opnår rutinemæssigt ±0,002 mm tolerancer på komplekse konturer og opretholder samtidig fremragende overfladefinish.
Multi-akse bearbejdning muliggør komplet delfabrikation i enkeltopsætninger, hvilket eliminerer stablingstolerancer fra flere operationer. Fem-akse bearbejdningscentre med rotationsaksenøjagtighed bedre end ±2 buesekunder muliggør komplekse geometrier og opretholder samtidig snævre tolerancer overalt.
In-process målesystemer overvåger dimensioner under bearbejdningsoperationer, hvilket muliggør realtidskompensation for værktøjsslitage og termiske effekter. Lasermålesystemer og berøringsprober giver feedback til adaptive kontrolalgoritmer, der opretholder dimensioner inden for specifikationerne.
Til applikationer, der kræver både præcisionsbearbejdning og volumenproduktion, omfatter vores omfattende fremstillingstjenester specialiserede kapaciteter til arbejde med snævre tolerancer sammen med højvolumenproduktionsmetoder.
Omkostningsovervejelser og økonomisk optimering
Bearbejdning med snævre tolerancer involverer betydelige omkostningspræmier sammenlignet med standardtolerancearbejde. Forståelse af disse omkostningsdrivere muliggør informerede designbeslutninger, der afbalancerer ydeevnekrav med økonomiske begrænsninger.
Opsætningsomkostningerne stiger dramatisk for arbejde med snævre tolerancer på grund af specialiseret fastgørelse, længere opsætningstider og omfattende krav til første-artikel inspektion. Opsætningsomkostningerne repræsenterer typisk 40-60 % af de samlede jobomkostninger for små mængder sammenlignet med 15-25 % for standardtolerancearbejde.
Bearbejdningscyklustiderne stiger på grund af konservative skæreparametre, yderligere efterbehandlingspasninger og potentielle inspektioner midt i cyklussen. Forvent 2-3x længere cyklustider sammenlignet med standardtolerancebearbejdning for lignende geometrier.
| Tolerancespænd | Opsætningstidsmultiplikator | Cyklustidsmultiplikator | Samlede omkostningseffekt |
|---|---|---|---|
| ±0.1mm (Standard) | 1.0x | 1.0x | Baseline |
| ±0.02mm | 1.5x | 1.8x | 2.2x |
| ±0.01mm | 2.2x | 2.8x | 3.8x |
| ±0.005mm | 3.5x | 4.2x | 6.5x |
Kvalitetskontrolomkostningerne eskalerer betydeligt på grund af specialiseret måleudstyr, udvidede inspektionstider og omfattende dokumentationskrav. CMM-inspektionsomkostninger alene kan repræsentere 15-25 % af de samlede fremstillingsomkostninger for dele med snævre tolerancer.
Designretningslinjer for fremstillingsvenlighed
Designoptimering til fremstillingsvenlighed med snævre tolerancer kræver forståelse af interaktionen mellem geometriske krav og fremstillingsbegrænsninger. Korrekte designbeslutninger truffet tidligt i udviklingsprocessen kan dramatisk reducere fremstillingsomkostningerne og samtidig forbedre kvalitetsresultaterne.
Funktionstilgængelighed påvirker både toleranceopnåelighed og omkostninger. Interne funktioner, der kræver lange værktøjer med lille diameter, står over for betydelige afbøjningsudfordringer. Hvor det er muligt, skal du designe funktioner, der er tilgængelige med korte, stive værktøjer, eller overveje bearbejdningsmetoder fra flere sider.
Hjørneradiusspecifikationer bør afspejle værktøjets kapacitet snarere end rent funktionelle krav. Indvendige hjørner, der er mindre end 0,5 mm radius, kræver specialiserede mikroværktøjer med begrænset stivhed. Standard pindfræserhjørneradier på 0,1-0,2 mm giver et godt kompromis mellem funktionalitet og fremstillingsvenlighed.
Vores ekspertise inden for CAD-verifikation og fremstillingsvenlighedsanalyse hjælper med at identificere potentielle problemer, før produktionen begynder, hvilket sparer tid og reducerer omkostningerne, samtidig med at det sikres, at din designtankegang realiseres korrekt i de endelige komponenter.
Integration med andre fremstillingsprocesser
Bearbejdning med snævre tolerancer repræsenterer ofte et trin i en fremstillingssekvens med flere processer. Forståelse af, hvordan bearbejdning integreres med andre processer, sikrer optimale samlede resultater og forhindrer problemer nedstrøms.
Varmebehandlingsoperationer kan introducere dimensionsændringer, der skal imødekommes i bearbejdningssekvensen. Forvrængninger efter varmebehandling varierer typisk fra 0,01-0,05 mm afhængigt af delgeometri og materiale, hvilket kræver efterbehandlingsoperationer efter termisk behandling.
Overfladebehandlinger såsom anodisering tilføjer 0,005-0,015 mm tykkelse til aluminiumdele, hvilket kræver kompensation i dimensioner før behandling. Hård anodisering kan tilføje op til 0,025 mm pr. overflade, hvilket har en betydelig indvirkning på funktioner med snævre tolerancer.
Til applikationer, der kræver plastkomponenter med metalindsatser, kan vores sprøjtestøbningstjenester rumme præcist bearbejdede metalindsatser med opretholdte tolerancer gennem overstøbningsprocessen, hvilket skaber hybridkomponenter, der udnytter styrkerne ved begge materialer.
Ofte stillede spørgsmål
Hvilken maskinværktøjsnøjagtighed kræves for konsekvent at opnå ±0,005 mm deltolerancer?
Maskinværktøjer bør demonstrere positioneringsnøjagtighed bedre end ±0,0025 mm og repeterbarhed inden for ±0,001 mm. Dette giver tilstrækkelig margin for procesvariation, værktøjsslitage og termiske effekter og samtidig opretholde måltolerancen.
Hvordan påvirker materialevalg evnen til at opnå snævre tolerancer?
Materialets termiske ekspansionskoefficient og mikrostrukturelle homogenitet er kritiske faktorer. Al 6061-T6 tilbyder fremragende dimensionsstabilitet på grund af ensartet hærdning og god termisk ledningsevne, mens fritbearbejdende kvaliteter kan have mindre ensartede egenskaber, der påvirker de endelige dimensioner.
Hvilken miljøkontrol er nødvendig for ±0,005 mm tolerancebearbejdning?
Temperaturkontrol inden for ±1°C er afgørende, med ±0,5°C foretrukket til kritiske applikationer. Fugtighedskontrol mellem 45-55 % RF forhindrer kondensationsproblemer, og vibrationsisolering kan være påkrævet i faciliteter i nærheden af tunge maskiner eller transport.
Hvordan påvirker værktøjsafbøjningsfejl kapaciteter med snævre tolerancer?
Værktøjsafbøjning følger L³/D⁴-forholdet, hvor afbøjningen stiger med længdens kubus og falder med diameterens fjerde potens. En 25 mm lang, 6 mm diameter hårdmetal-pindfræser kan afbøje 0,003 mm under typiske skærekræfter, hvilket forbruger 60 % af ±0,005 mm tolerancebudgettet.
Hvilken måleusikkerhed er acceptabel for verifikation af ±0,005 mm tolerancer?
Måleusikkerheden bør ikke overstige 20 % af den tolerance, der verificeres, hvilket kræver maksimalt ±0,001 mm usikkerhed for ±0,005 mm tolerancer. Dette nødvendiggør CMM-nøjagtighed bedre end ±0,0005 mm og korrekt temperaturkontrol under måling.
Hvor meget stiger opsætnings- og cyklustiderne for arbejde med snævre tolerancer?
Opsætningstiderne stiger typisk 3,5x på grund af specialiseret fastgørelse og omfattende opsætningsverifikation. Cyklustiderne stiger 4,2x på grund af konservative skæreparametre og yderligere efterbehandlingspasninger, hvilket resulterer i en samlet omkostningspåvirkning på ca. 6,5x standardtolerancearbejde.
Kan wire EDM opnå bedre tolerancer end konventionel bearbejdning for komplekse geometrier?
Wire EDM opnår rutinemæssigt ±0,002 mm tolerancer på komplekse konturer med fremragende overfladefinish. Det er dog begrænset til gennemgående hulgeometrier og har langsommere materialefjernelseshastigheder, hvilket gør det velegnet til specifikke applikationer, hvor konventionel bearbejdning står over for geometriske begrænsninger.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece