Fra STEP til G-kode: Sådan verificerer vi dit CAD-design for fremstillingsvenlighed
Konvertering af CAD-filer til fremstillingsvenlige dele kræver streng verifikation i hvert trin af STEP-til-G-kode-processen. Hos Microns Hub har vi udviklet systematiske protokoller, der fanger designproblemer, før de bliver til kostbare produktionsfejl, hvilket sikrer, at dine komponenter opfylder både dimensionsspecifikationer og fremstillingsbegrænsninger.
Vores verifikationsproces integrerer geometrisk analyse, validering af materialegenskaber og optimering af værktøjsbaner for at levere dele, der matcher din tekniske hensigt, samtidig med at omkostningseffektivitet og leveringsplaner opretholdes.
- STEP-filvalidering identificerer geometriske anomalier og ikke-manifold overflader, der kan kompromittere bearbejdningsnøjagtigheden
- DFM-analyse evaluerer funktionsadgang, værktøjsfrigang og optimale bearbejdningssekvenser, før programmeringen begynder
- G-kode-verifikation simulerer faktiske skæreforhold for at forhindre kollisioner, optimere cyklustider og sikre dimensionsmæssig overensstemmelse
- Materialespecifikke justeringer tager højde for termisk ekspansion, koldhærdning og skærekraftvariationer under produktionen
STEP-filanalyse og geometrisk validering
Grundlaget for pålidelig fremstilling begynder med omfattende STEP-filanalyse. Vores ingeniørteam udfører flerlagsvalidering ved hjælp af specialiseret CAD-analysesoftware, der undersøger geometrisk integritet, overfladekonsistens og dimensionsmæssig konsistens i forhold til fremstillingstolerancer.
STEP-filer (Standard for Exchange of Product Data) indeholder ofte subtile geometriske problemer, der er usynlige i standard CAD-visningsprogrammer. Ikke-manifold kanter, selvskærende overflader og mikroskopiske huller mellem tilstødende flader kan forårsage katastrofale fejl under G-kode-generering. Vi anvender automatiserede geometriske reparationsalgoritmer efterfulgt af manuel verifikation for at sikre, at hver overflade er fremstillingsvenlig.
Validering af overfladenormaler er særligt kritisk for komplekse geometrier. Inverterede normaler kan forårsage fejl i beregningen af værktøjsbaner, hvilket fører til skæring eller ufuldstændig materialefjernelse. Vores valideringsproces kontrollerer normal konsistens på tværs af alle overflader og identificerer og retter orienteringsproblemer, før bearbejdningen begynder.
| Valideringstjek | Toleranceområde | Konsekvens ved fejl | Korrektionsmetode |
|---|---|---|---|
| Overfladekonsistens | ±0.001 mm | Værktøjsbaneafvigelser | Algoritmer til overfladeheling |
| Normal Orientering | Vektorkonsistens | Udskæring eller manglende materiale | Manuel normal korrektion |
| Kantforbindelse | Nultolerance for mellemrum | G-kode genereringsfejl | Kantrekonstruktion |
| Dimensionel nøjagtighed | ±0.01 mm | Afvisning af emne | Geometrisk skalering/korrektion |
Verifikation af enhedskonsistens forhindrer skaleringsfejl, der plager internationale samarbejder. En del, der er designet i tommer, men importeret som millimeter, resulterer i komponenter, der er 25,4 gange mindre end tilsigtet. Vores valideringsprotokoller registrerer automatisk enhedsafvigelser og markerer dem til teknisk gennemgang, før behandlingen fortsætter.
Design for Manufacturability-vurdering
DFM-evaluering transformerer teoretiske design til praktiske fremstillingsløsninger. Vores vurdering fokuserer på funktionsadgang, værktøjsfrigangskrav og optimale bearbejdningssekvenser, der minimerer opsætningsændringer, samtidig med at dimensionsnøjagtigheden opretholdes.
Skarpe indvendige hjørner udgør umiddelbare fremstillingsmæssige udfordringer. Endefraæsere skaber afrundede hjørner med minimumsradier svarende til halvdelen af værktøjets diameter. Funktioner, der kræver 0,5 mm indvendige radier, kræver specialiseret mikroværktøj, der markant øger cyklustider og omkostninger. Vi anbefaler designændringer, der kan rumme standardværktøj, samtidig med at de funktionelle krav bevares.
Aspect ratio-analyse evaluerer forholdet mellem funktionsdybde og -bredde. Dybde, smalle slidser med aspect ratioer, der overstiger 5:1, kræver specialiseret langrækkende værktøj og skaber udfordringer med spånevakuering og vibrationskontrol. For dybe lomme funktioner anbefaler vi designændringer, der forbedrer værktøjsadgangen og reducerer bearbejdningskræfterne.
Vægtykkelsesevaluering sikrer strukturel integritet under bearbejdningsoperationer. Tyndvæggede funktioner kan afbøjes under fastspændingskræfter eller skærebelastninger, hvilket forårsager dimensionsafvigelser og potentiel beskadigelse af delen. Minimumsvægtykkelsesanbefalinger varierer efter materiale, men spænder typisk fra 1,0 mm for aluminiumslegeringer til 2,0 mm for stålkomponenter.
Materialespecifikke designovervejelser
Forskellige materialer pålægger unikke fremstillingsbegrænsninger, der påvirker designanbefalinger. Aluminium 6061-T6 tilbyder fremragende bearbejdelighed med minimal koldhærdning, hvilket giver mulighed for aggressive skæreparametre og opnåelse af snævre tolerancer. Men dets relativt lave elasticitetsmodul (69 GPa) kræver omhyggelig overvejelse af afbøjning under bearbejdningskræfter.
Rustfrit stål 316L giver udfordringer med koldhærdning under skæreoperationer. Funktioner, der kræver flere passager eller afbrudte snit, kan udvikle hærdede overfladelag, der accelererer værktøjsslitage og kompromitterer overfladefinishen. Vores DFM-analyse identificerer disse potentielle problemer og anbefaler designændringer eller specialiserede værktøjsstrategier.
| Materiale | Min Vægtykkelse | Maksimalt billedformat | Indvendig radiusgrænse | Tolerancekapacitet |
|---|---|---|---|---|
| Al 6061-T6 | 1.0 mm | 8:1 | 0.2 mm | ±0.025 mm |
| SS 316L | 1.5 mm | 6:1 | 0.3 mm | ±0.05 mm |
| Ti 6Al-4V | 2.0 mm | 4:1 | 0.5 mm | ±0.075 mm |
| Inconel 718 | 2.5 mm | 3:1 | 0.8 mm | ±0.1 mm |
CAM-programmering og værktøjsbaneoptimering
Computer-Aided Manufacturing (CAM)-programmering oversætter verificeret geometri til optimerede værktøjsbaner, der balancerer cyklustid, værktøjslevetid og dimensionsnøjagtighed. Vores programmeringsmetode tager højde for materialegenskaber, fastspændingsbegrænsninger og maskinkapaciteter for at generere effektive skærestrategier.
Forbearbejdningsoperationer fjerner bulkmateriale ved hjælp af aggressive skæreparametre, mens der efterlades ensartede tillæg til efterbearbejdningspassager. Vi opretholder typisk 0,2-0,5 mm tillæg afhængigt af funktionsgeometri og tolerancekrav. Adaptive rydningsstrategier varierer tilspændingshastigheder og trinoverafstande baseret på materialeingreb, hvilket reducerer skærekræfter og forlænger værktøjets levetid.
Semifinaliseringsoperationer skaber ensartede overfladeforhold for de sidste passager, mens de adresserer geometriske overgange mellem funktioner. Disse operationer er særligt kritiske for komplekse 3D-overflader, hvor overfladenormalændringer kræver omhyggelig opmærksomhed på værktøjsorientering og skæreretning.
Finaliseringspassager opnår de endelige dimensioner og overfladekrav ved hjælp af optimerede skæreparametre. Værktøjsvalg balancerer overfladefinishkrav med produktivitetsmål. Hårdmetalendefraæsere med specialiserede belægninger kan opnå overfladefinisher på Ra 0,8 μm eller bedre i aluminiumslegeringer, samtidig med at rimelige cyklustider opretholdes.
Avancerede værktøjsbanestrategier
Højhastighedsbearbejdning (HSM)-teknikker muliggør effektiv behandling af komplekse geometrier, samtidig med at dimensionsnøjagtigheden opretholdes. HSM-strategier bruger lette aksiale skæredybder (typisk 0,1-0,3 mm) kombineret med høje tilspændingshastigheder for at opretholde optimale spånbelastninger, samtidig med at skærekræfterne minimeres.
Trokoide fræsemønstre skaber glatte, kontinuerlige værktøjsbaner, der eliminerer skarpe retningsændringer og reducerer maskinacceleration/decelerationscyklusser. Disse mønstre er særligt effektive til slidsoperationer og dyb lommebearbejdning, hvor konventionelle værktøjsbaner ville skabe overdrevne skærekræfter.
For højpræcisionsresultater, Anmod om et gratis tilbud og få priser inden for 24 timer fra Microns Hub.
Klatrefræsningsorientering giver overlegen overfladefinish og dimensionsnøjagtighed sammenlignet med konventionel fræsning. Skæreaktionen skubber emnet mod armaturet i stedet for at løfte det, hvilket reducerer vibrationer og forbedrer overfladekvaliteten. Maskinens slørkompensation skal dog være korrekt kalibreret for at forhindre værktøjsindgrebsspørgsmål.
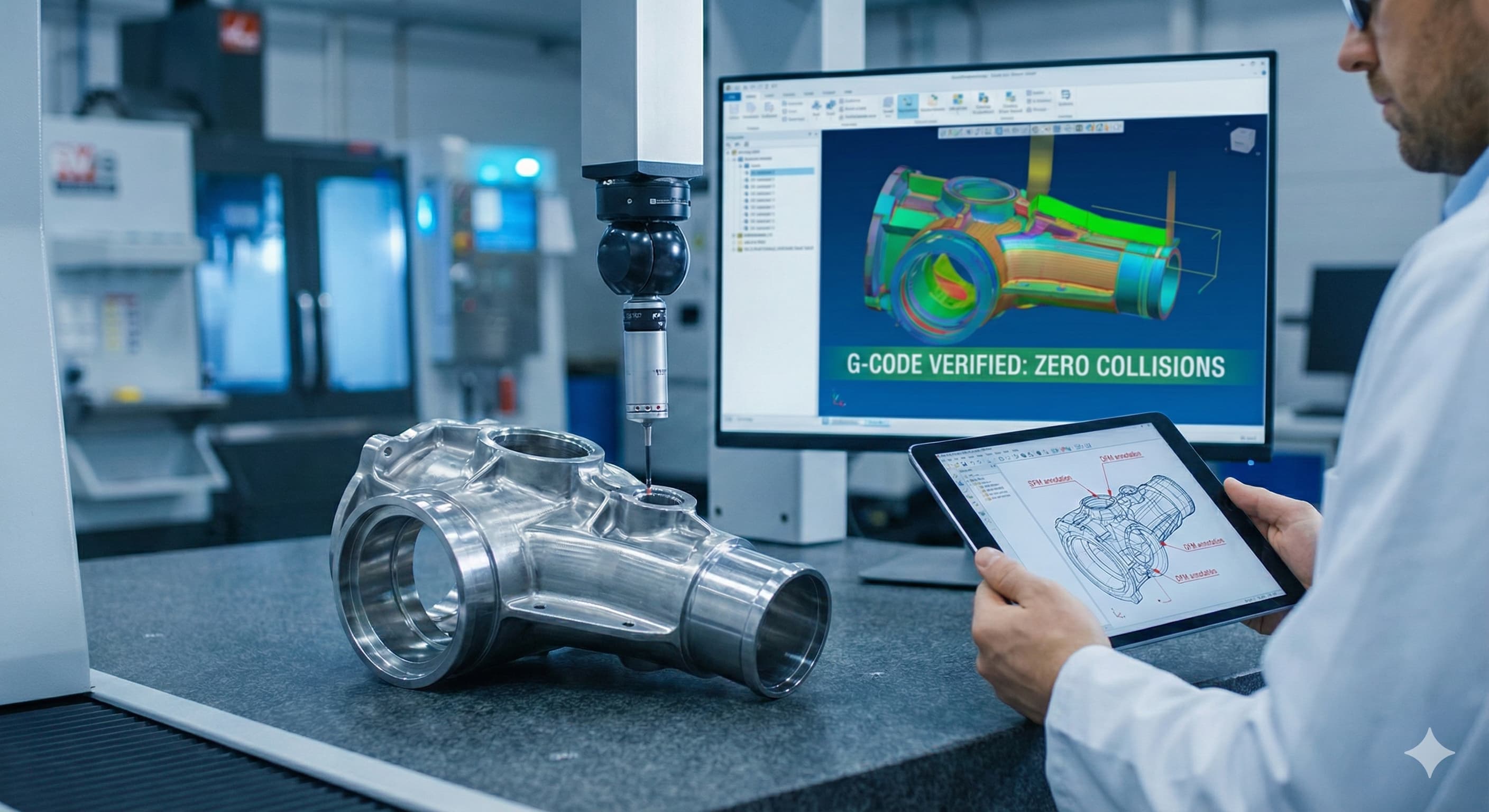
G-kode-verifikation og -simulering
G-kode-verifikation repræsenterer den endelige kvalitetsport, før fysisk bearbejdning begynder. Vores simuleringssoftware skaber virtuelle repræsentationer af skæreoperationer, der identificerer potentielle kollisioner, verificerer dimensionsnøjagtigheden og optimerer cyklustider.
Kollisionsdetektionsalgoritmer kontrollerer værktøjsfrigang gennem hele bearbejdningscyklussen, inklusive hurtige positioneringsbevægelser og værktøjsskift. Simuleringen tager højde for den faktiske maskingeometri, inklusive spindeldimensioner, værktøjsholderkonfigurationer og fastspændingsarmaturer. Denne omfattende tilgang forhindrer kostbare nedbrud, der kan beskadige udstyr eller kompromittere delkvaliteten.
Dimensionsverifikation sammenligner simuleret delgeometri med originale CAD-specifikationer. Simuleringen tager højde for værktøjsafbøjning, termiske effekter og skærekraftvariationer for at forudsige de endelige deldimensioner inden for ±0,005 mm nøjagtighed. Denne forudsigelige kapacitet giver mulighed for procesjusteringer, før bearbejdningen begynder.
Cyklustidsoptimering balancerer produktivitetsmål med kvalitetskrav. Simuleringen identificerer muligheder for at øge tilspændingshastigheder under mindre kritiske operationer, samtidig med at konservative parametre opretholdes for tolerancekritiske funktioner. Typiske optimeringsresultater i 15-25 % cyklustidsreduktioner uden at gå på kompromis med kvaliteten.
| Simuleringsparameter | Verifikationstolerance | Typisk nøjagtighed | Justeringsområde |
|---|---|---|---|
| Dimensionel nøjagtighed | ±0.01 mm | ±0.005 mm | ±0.002 mm kompensation |
| Overfladefinish | Ra 1.6 μm | Ra 0.8 μm | ±0.4 μm variation |
| Cykeltid | ±5% varians | ±2% varians | 10-30% optimeringspotentiale |
| Værktøjslevetid | ±10% forudsigelse | ±5% forudsigelse | 20-50% forbedring mulig |
Materialefjernelsessimulering
Avanceret materialefjernelsessimulering sporer skæreforholdene gennem hele bearbejdningscyklussen og identificerer områder med overdreven værktøjsbelastning eller utilstrækkeligt materialeingreb. Denne analyse er særligt værdifuld for komplekse 3D-overflader, hvor skæreforholdene varierer kontinuerligt.
Algoritmer til forudsigelse af skærekræfter overvejer materialegenskaber, værktøjsgeometri og skæreparametre for at estimere bearbejdningskræfterne gennem hver operation. Områder med høj kraft får særlig opmærksomhed for at sikre tilstrækkelig fastspænding og forhindre delforvrængning under bearbejdning.
Termisk analyse forudsiger varmegenerering og -fordeling under skæreoperationer. Overdreven temperaturer kan forårsage termisk ekspansion, der kompromitterer dimensionsnøjagtigheden eller koldhærdning, der accelererer værktøjsslitage. Simuleringen identificerer højtemperaturområder og anbefaler kølemiddelstrategier eller parameterjusteringer.
Kvalitetskontrolintegration
Kvalitetskontrolintegration sikrer, at fremstillede dele opfylder specifikationerne gennem systematisk måling og procesvalidering. Vores kvalitetsprotokoller kombinerer in-process overvågning med inspektion efter bearbejdning for at opretholde ensartede resultater på tværs af produktionsmængder.
Statistisk proceskontrol (SPC)-metoder sporer vigtige dimensionsmæssige karakteristika gennem hele produktionskørsler. Kontrolkort identificerer procesdrift, før dele falder uden for specifikationsgrænserne, hvilket muliggør proaktive justeringer, der forhindrer defekte dele. Vi opnår typisk Cpk-værdier på 1,33 eller højere for kritiske dimensioner.
Koordinatmålemaskine (CMM)-inspektion giver omfattende dimensionsvalidering for komplekse geometrier. Vores programmering genererer automatiserede inspektionsrutiner, der måler kritiske funktioner, samtidig med at opsætningstiden minimeres. Typisk inspektionsnøjagtighed er ±0,002 mm med repeterbarhed på ±0,001 mm.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores integrerede tilgang til designverifikation, fremstillingsoptimering og kvalitetssikring leverer ensartede resultater, der opfylder dine tekniske krav, samtidig med at konkurrencedygtige leveringsplaner opretholdes.
Sporbarhed og dokumentation
Komplette dokumentationspakker ledsager hver fremstillet komponent og giver fuld sporbarhed fra råmaterialecertificering til de endelige inspektionsresultater. Materialecertificeringer verificerer kemi og mekaniske egenskaber i henhold til gældende standarder såsom ASTM B209 for aluminiumsplade eller ASTM A240 for rustfrit stålplade.
First Article Inspection (FAI)-rapporter dokumenterer dimensionsmæssig overensstemmelse for indledende produktionsdele. Disse rapporter inkluderer faktiske målte værdier for alle specificerede dimensioner, målinger af overfladefinish og verifikation af materialegenskaber. FAI-godkendelse etablerer produktionsbaseline for efterfølgende produktionsmængder.
Proceskontroldokumentation registrerer skæreparametre, værktøjsbrug og cyklustider for hver fremstillet del. Disse oplysninger muliggør hurtig procesgenskabelse for gentagne ordrer og giver værdifulde data til løbende forbedringsinitiativer.
Integration med fremstillingsservices
Vores verifikationsprotokoller integreres problemfrit med vores fremstillingsservices for at levere omfattende løsninger til komplekse komponenter. Multi-operationsdele, der kræver både CNC-bearbejdning og pladebearbejdningsservices, drager fordel af koordineret planlægning, der optimerer den komplette fremstillingssekvens.
Samlingshensyn påvirker individuelle deldesignanbefalinger. Komponenter, der kræver pressepasninger, gevindfastgørelseselementer eller svejsede samlinger, modtager specialiseret analyse for at sikre korrekt pasform og funktion. Tolerancestak-up-analyse forhindrer interferensproblemer, der kan kompromittere samlingsoperationer.
Sekundære operationer såsom varmebehandling, overfladebelægning eller efterbehandlingsprocesser overvejes under indledende designverifikation. Disse operationer kan påvirke deldimensioner gennem termisk ekspansion, belægningstykkelsesopbygning eller materialefjernelse under efterbehandling. Vores verifikationsproces tager højde for disse effekter for at sikre, at de endelige dele opfylder specifikationerne.
Omkostningsoptimeringsstrategier
Omkostningsoptimering begynder under verifikationsfasen gennem designændringer, der reducerer fremstillingskompleksiteten uden at gå på kompromis med funktionaliteten. Enkle ændringer såsom at øge hjørneradier, justere hulpositioner til standard borestørrelser eller ændre overfladefinishkrav kan reducere produktionsomkostningerne betydeligt.
Materialeudnyttelsesanalyse identificerer muligheder for at minimere spild gennem optimal delorientering og indlejringsstrategier. For præcisionsgear komponenter og lignende dele af høj værdi kan materialebesparelser på 15-30 % ofte opnås gennem omhyggelig planlægning.
Værktøjsstandardisering reducerer opsætningskompleksitet og lagerkrav. Vores verifikationsproces identificerer muligheder for at bruge standardværktøj på tværs af flere funktioner, hvilket reducerer cyklustider og forenkler programmeringskrav.
| Optimeringskategori | Typisk omkostningsreduktion | Implementeringskompleksitet | Kvalitetspåvirkning |
|---|---|---|---|
| Designsimplificering | 15-25% | Lav | Neutral eller positiv |
| Materialeoptimering | 10-20% | Medium | Neutral |
| Værktøjsstandardisering | 8-15% | Medium | Neutral |
| Procesintegration | 12-30% | Høj | Positiv |
Ofte stillede spørgsmål
Hvordan håndterer I STEP-filer med manglende eller beskadiget geometri?
Vi bruger automatiserede reparationsalgoritmer kombineret med manuelle rekonstruktionsteknikker til at reparere geometriske defekter. Vores proces inkluderer overfladerekonstruktion for manglende flader, kantforbindelsesgendannelse og normalvektorkorrektion. Hvis reparation ikke er mulig, giver vi detaljeret feedback med anbefalede designændringer for at løse problemerne.
Hvilke tolerancekapaciteter kan I opnå med forskellige materialer?
Tolerancekapaciteter afhænger af materialegenskaber, delgeometri og fremstillingsprocesser. For aluminium 6061-T6 opnår vi rutinemæssigt ±0,025 mm på bearbejdede funktioner. Rustfrit stål 316L opnår typisk ±0,05 mm, mens mere udfordrende materialer som Inconel 718 holdes til ±0,1 mm. Strammere tolerancer er mulige med specialiseret værktøj og yderligere operationer.
Hvordan verificerer I værktøjsbanenøjagtighed før bearbejdning?
Vores G-kode-verifikationsproces bruger avanceret simuleringssoftware, der modellerer den komplette bearbejdningsproces, inklusive værktøjsafbøjning, skærekræfter og termiske effekter. Simuleringen sammenligner forudsagt delgeometri med CAD-specifikationer med ±0,005 mm nøjagtighed, hvilket giver mulighed for procesoptimering, før fysisk bearbejdning begynder.
Hvilke designændringer anbefaler I for omkostningsreduktion?
Almindelige omkostningsreduktionsændringer inkluderer at øge indvendige hjørneradier for at rumme større værktøjer, justere hulstørrelser til standard borediametre, reducere overfladefinishkrav, hvor det er muligt, og ændre delorientering for at minimere materialespild. Vi giver detaljerede anbefalinger, der opretholder funktionaliteten, samtidig med at fremstillingskompleksiteten reduceres.
Hvordan håndterer I dele, der kræver flere fremstillingsprocesser?
Multi-proceskomponenter modtager koordineret planlægning, der optimerer den komplette fremstillingssekvens. Vi overvejer tolerancestak-up-effekter, materialegenskabsændringer fra varmebehandling og dimensionsvariationer fra sekundære operationer. Vores integrerede tilgang sikrer, at alle processer arbejder sammen for at opfylde de endelige delspecifikationer.
Hvilken kvalitetsdokumentation leverer I med fremstillede dele?
Komplette dokumentationspakker inkluderer materialecertificeringer, dimensionsinspektionsrapporter, målinger af overfladefinish og First Article Inspection (FAI)-dokumentation, når det kræves. Vi leverer også proceskontroloptegnelser, der viser skæreparametre, værktøjsbrug og cyklustider for fuld sporbarhed.
Hvordan optimerer I cyklustider, samtidig med at kvaliteten opretholdes?
Cyklustidsoptimering bruger avancerede værktøjsbanestrategier såsom adaptiv rydning, trokoid fræsning og højhastighedsbearbejdningsteknikker. Vores simuleringssoftware identificerer muligheder for at øge tilspændingshastigheder under ikke-kritiske operationer, samtidig med at konservative parametre opretholdes for tolerancekritiske funktioner, hvilket typisk opnår 15-25 % tidsreduktioner uden at gå på kompromis med kvaliteten.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece