Afgratningsstandarder: Specificering af kantforhold for sikker håndtering
Skarpe kanter fra bearbejdning, stempling og skæreoperationer skaber sikkerhedsrisici og funktionelle problemer, der kræver systematiske afgratningsmetoder. Korrekt specifikation af kantforhold forebygger arbejdspladsskader, forbedrer emnets ydeevne og sikrer ensartede produktionsresultater på tværs af produktionsserier.
Vigtigste pointer
- Specifikationer for kantbrækning skal stemme overens med materialegenskaber og tilsigtede anvendelseskrav
- Afgratningsstandarder varierer betydeligt mellem industrier, hvor luftfart kræver strammere tolerancer end generel fabrikation
- Automatiserede afgratningsprocesser giver overlegen konsistens, men manuelle metoder giver bedre kontrol for komplekse geometrier
- Omkostningseffektive afgratningsstrategier balancerer sikkerhedskrav med produktionseffektivitet gennem korrekt procesvalg
Forståelse af grundlæggende kantbrækning
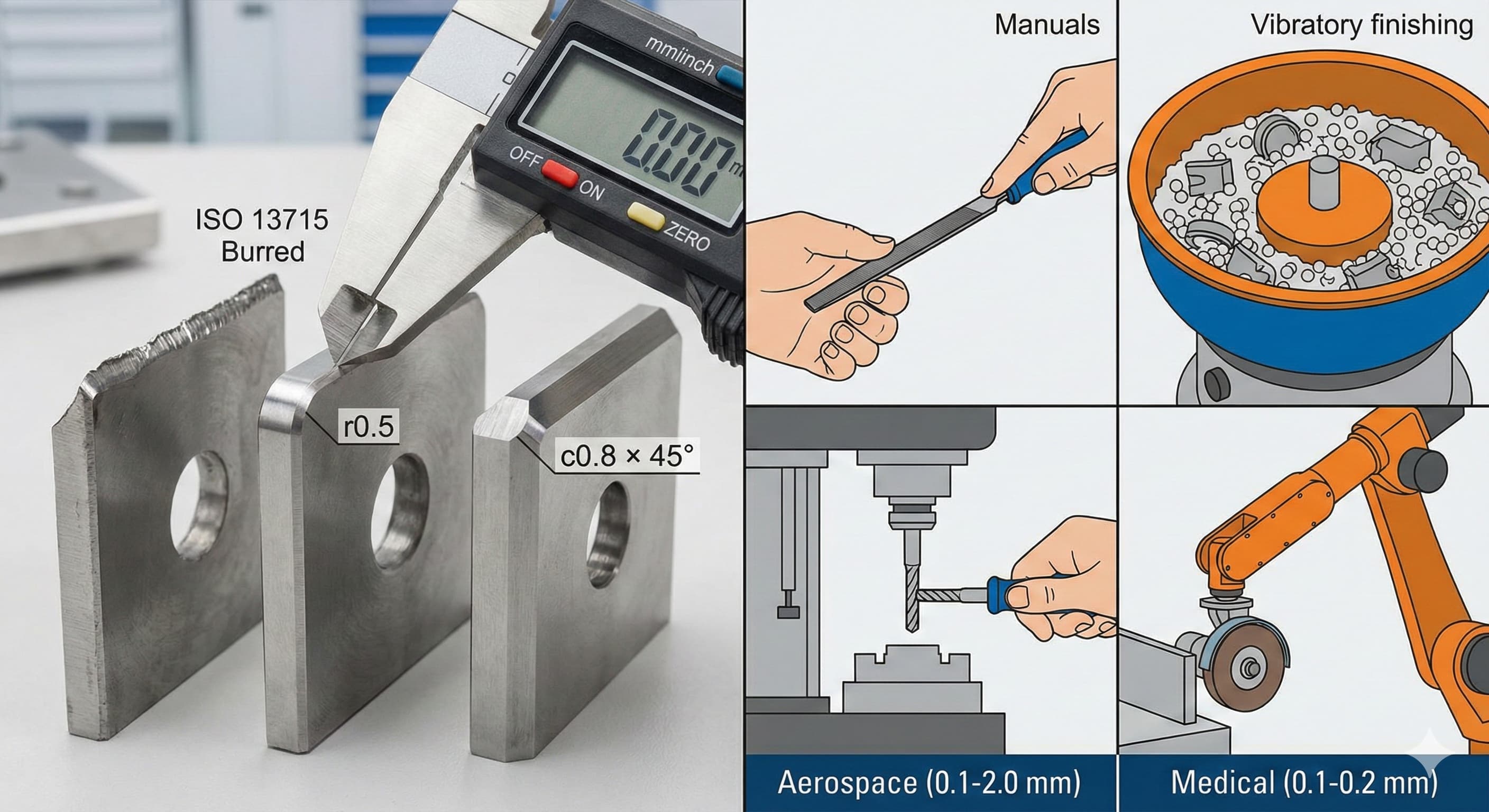
Kantbrækning, defineret som den tilsigtede fjernelse eller modifikation af skarpe kanter, transformerer potentielt farlige skæreflader til sikre, funktionelle kanter. Den grundlæggende måling involverer to nøgleparametre: kantradius og affasningsdimension. Kantradiusmålinger spænder typisk fra 0,1 mm til 2,0 mm for de fleste fremstillingsapplikationer, mens affasningsspecifikationer almindeligvis falder mellem 0,2 mm og 1,5 mm ved 45-graders vinkler.
Materialegenskaber påvirker direkte kravene til kantbrækning. Aluminiumlegeringer som 6061-T6 bearbejdes rent, men producerer skarpe grater, der kræver ensartede 0,2-0,4 mm kantbrækninger for sikker håndtering. Rustfrit stål 316L genererer mere aggressive grater under skæreoperationer, hvilket nødvendiggør større 0,5-0,8 mm kantbrækninger for at eliminere alle skarpe fremspring. Kulstofstålkvaliteter som 1018 falder mellem disse ekstremer og kræver typisk 0,3-0,6 mm kantbrækninger afhængigt af den anvendte skæremetode.
Geometriens kompleksitet påvirker i høj grad valget af afgratningsmetode. Enkle rektangulære emner med lige kanter kan rumme automatiserede tumbling- eller vibrationsfinishmetoder. Komplekse geometrier med indvendige hjørner, huller og sektioner med varierende tykkelse kræver selektiv manuel afgratning eller specialiserede værktøjsmetoder.Panelafstivere med ribber og flanger eksemplificerer denne kompleksitet og kræver omhyggelig opmærksomhed på kantforhold, hvor forskellige materialetykkelser mødes.
Industristandarder og specifikationer
ISO 13715 giver det grundlæggende rammeværk for specificering af kantbrækninger på tekniske tegninger, der etablerer standardnotation og målemetoder. Standarden definerer kantbrækningsangivelser ved hjælp af formatet "r" for radiusbrækninger og "c" for affasningsbrækninger, efterfulgt af den dimensionelle specifikation. For eksempel indikerer "r0.5" en 0,5 mm radiusbrækning, mens "c0.8 x 45°" specificerer en 0,8 mm affasning ved 45 grader.
Luftfartsapplikationer følger AS9100 kvalitetsstyringsstandarder, der pålægger specifikke krav til kantbrækning for sikkerhedskritiske komponenter. Typiske kantbrækninger i luftfarten spænder fra 0,1-0,3 mm for præcisionsdele op til 1,0-2,0 mm for strukturelle komponenter. Disse specifikationer sikrer ensartet ydeevne under ekstreme driftsforhold, samtidig med at præcise dimensionstolerancer opretholdes.
Medicinsk udstyrsproduktion overholder ISO 13485-standarder, der kræver gratfrie overflader for patientsikkerhed. Kantbrækninger i medicinske applikationer specificerer typisk maksimale 0,1-0,2 mm dimensioner med glatte, ensartede profiler. Skarpe kanter eller resterende grater kan forårsage vævsskade eller kompromittere enhedens funktionalitet, hvilket gør omhyggelig afgratning afgørende.
| Industri | Typisk kantbrudsinterval | Primær standard | Kritiske krav |
|---|---|---|---|
| Luftfart | 0.1-2.0 mm | AS9100 | Forebyggelse af spændingskoncentration |
| Medicinsk udstyr | 0.1-0.2 mm | ISO 13485 | Biokompatibilitet og sikkerhed |
| Bilindustrien | 0.2-1.0 mm | ISO/TS 16949 | Udmatningsstyrke |
| Generel fabrikation | 0.3-1.5 mm | ISO 9001 | Sikker håndtering |
Valg af afgratningsproces
Manuel afgratning ved hjælp af filer, skrabere og slibeværktøjer giver maksimal kontrol for komplekse geometrier og kritiske applikationer. Dygtige operatører kan opnå ensartede 0,1-0,5 mm kantbrækninger, samtidig med at stramme dimensionstolerancer bevares. Manuelle metoder udmærker sig, når man har at gøre med varierede emnegeometrier, indvendige funktioner, eller når der findes forskellige krav til kantbrækning på den samme komponent. Lønomkostningerne spænder typisk fra €25-45 i timen afhængigt af færdighedsniveau og geografisk placering.
Tumbling-processer bruger roterende tromler fyldt med slibemedier til at skabe ensartede kantbrækninger på tværs af flere emner samtidigt. Keramiske medier producerer aggressiv skærevirkning, der er egnet til 0,5-2,0 mm kantbrækninger, mens plastmedier giver en blidere virkning for 0,2-0,8 mm brækninger. Behandlingstiderne spænder fra 2-8 timer afhængigt af materialets hårdhed og den ønskede kantbrækningsstørrelse. Tumbling fungerer effektivt for emner uden sarte funktioner eller stramme tolerancekrav.
Vibrationsfinish anvender oscillerende skåle eller kar, der indeholder slibemedier og emner i et omhyggeligt kontrolleret miljø. Denne metode giver mere ensartede resultater end tumbling, samtidig med at bedre dimensionskontrol opretholdes. Vibrationssystemer kan opnå kantbrækninger fra 0,1-1,5 mm med behandlingstider på 1-6 timer. Valg af compound påvirker resultaterne betydeligt, hvor alkaliske compounds fremmer hurtigere skæring og neutrale compounds giver glattere finish.
For højpræcisionsresultater, Anmod om et gratis tilbud og få priser inden for 24 timer fra Microns Hub.
Automatiserede afgratningsteknologier
CNC-afgratningssystemer integrerer specialiserede værktøjer og programmering til at fjerne grater under den primære bearbejdningsoperation. Affræsningsfræsere, afgratningsværktøjer og børstesystemer kan programmeres ind i bearbejdningscyklusser for at skabe ensartede kantbrækninger uden sekundære operationer. Denne tilgang eliminerer håndtering mellem operationer, samtidig med at præcis dimensionskontrol opretholdes. Typiske kantbrækninger, der kan opnås gennem CNC-afgratning, spænder fra 0,1-1,0 mm med fremragende repeterbarhed.
Robotafgratningssystemer kombinerer industrirobotter med forskellige afgratningsværktøjer for at automatisere komplekse kantbrækningsoperationer. Kraftstyrede robotter kan følge emnets konturer, samtidig med at der opretholdes et ensartet tryk mod skæreværktøjer eller slibeskiver. Programmeringsfleksibilitet tillader forskellige specifikationer for kantbrækning på det samme emne, hvilket gør robotsystemer ideelle til blandede produktionsmiljøer. Investeringsomkostningerne spænder fra €150.000-500.000 afhængigt af systemets kompleksitet og værktøjskrav.
Termisk afgratning, også kendt som eksplosionsafgratning, bruger kontrolleret forbrænding til at fjerne grater fra indvendige passager og komplekse geometrier. Denne proces når effektivt områder, der er utilgængelige for konventionelle afgratningsmetoder, samtidig med at der skabes ensartede 0,1-0,3 mm kantbrækninger. Termisk afgratning fungerer særligt godt til sprøjtestøbning komponenter med indviklede indvendige funktioner, der kræver gratfrie overflader for korrekt funktion.
| Afgratningsmetode | Kantbrudsinterval | Typisk cyklustid | Investeringsomkostninger |
|---|---|---|---|
| Manuel | 0.1-0.5 mm | 5-30 min/del | €500-2,000 |
| Tumbling | 0.5-2.0 mm | 2-8 timer | €15,000-50,000 |
| Vibratorisk | 0.1-1.5 mm | 1-6 timer | €25,000-75,000 |
| CNC-integration | 0.1-1.0 mm | 1-5 min/del | €5,000-25,000 |
| Robotstyret | 0.2-2.0 mm | 2-15 min/del | €150,000-500,000 |
Materialespecifikke afgratningshensyn
Aluminiumlegeringer kræver omhyggelig valg af afgratningsmetode på grund af deres tendens til at belaste skæreværktøjer og generere trådformede grater. 6061-T6 aluminium reagerer godt på skarpe afgratningsværktøjer med positive spånvinkler og tilstrækkelig spånevakuering. Anbefalede skærehastigheder spænder fra 200-400 overfladefod pr. minut med tilspændingshastigheder på 0,05-0,15 mm pr. omdrejning. Overflødig kølevæske forhindrer materialeopbygning på skærekanterne, samtidig med at dimensionsstabiliteten opretholdes.
Rustfri stålkvaliteter som 316L og 304 præsenterer koldhærdningsudfordringer, der påvirker valget af afgratningsværktøj. Carbid-afgratningsværktøjer opretholder skarpe skærekanter længere end højhastighedsstålalternativer ved bearbejdning af rustfrie materialer. Skærehastigheder bør reduceres til 100-200 overfladefod pr. minut for at forhindre overdreven varmeudvikling, der kan forårsage koldhærdning. Ensartede tilspændingshastigheder forhindrer værktøjsslitage, der fører til dårlige overfladefinish og for tidligt værktøjsslid.
Kulstofstålmaterialer bearbejdes og afgrates generelt forudsigeligt på tværs af almindelige kvaliteter som 1018, 1045 og 4140. Valg af værktøj afhænger primært af materialets hårdhed snarere end koldhærdningsegenskaber. Udglødede kulstofstål accepterer aggressive afgratningsparametre, mens hærdede kvaliteter kræver mere konservative metoder. Kobber samleskinnefabrikation demonstrerer, hvordan materialegenskaber påvirker både primær bearbejdning og afgratningskrav til elektriske applikationer.
Kvalitetskontrol og måling
Kantbrækningsmåling kræver passende værktøjer og teknikker for at sikre overholdelse af specifikationerne. Optiske komparatorer giver kontaktfri måling af kantradius og affasningsdimensioner med en nøjagtighed på 0,01 mm. Radiusmålere tilbyder hurtig go/no-go-verifikation til produktionsmiljøer, hvor hastighed betyder mere end præcisionsmåling. Kontaktprofilometre leverer den højeste nøjagtighed til kritiske applikationer, der kræver dokumentation af faktiske kantbrækningsprofiler.
Overfladeruhedsspecifikationer ledsager ofte krav til kantbrækning, især i luftfarts- og medicinske applikationer. Ra-værdier fra 0,8-3,2 μm er almindelige for afgratte kanter, med glattere finish krævet til applikationer, der involverer menneskelig kontakt eller væskeflow. Overfladeruhedsmåling ved hjælp af bærbare ruhedstestere muliggør verifikation på produktionsgulvet uden laboratorieudstyr.
Implementering af statistisk proceskontrol sporer afgratningskonsistens på tværs af produktionsserier og identificerer tendenser, før emner falder uden for specifikationsgrænserne. Kontrolkort, der overvåger kantbrækningsdimensioner, hjælper med at optimere procesparametre og reducere skrotprocenter. Når du bestiller fra Microns Hub, drager du fordel af direkte producentforhold, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og omfattende målekapaciteter betyder, at hvert projekt får den opmærksomhed på detaljer, der kræves for ensartede specifikationer for kantbrækning.
Strategier for omkostningsoptimering
Proceskonsolidering reducerer håndterings- og opsætningsomkostninger ved at integrere afgratningsoperationer med primære fremstillingstrin. CNC-programmering, der inkluderer afgratningsværktøjsbaner, eliminerer sekundære operationer, samtidig med at dimensionskontrollen opretholdes. Ændringer i emnets design, såsom specificering af ensartede kantbrækninger på tværs af alle kanter, forenkler bearbejdningen og reducerer inspektionskravene.
Batchbearbejdning maksimerer udstyrsudnyttelsen til tumbling- og vibrationsfinishoperationer. Gruppering af emner med lignende afgratningskrav tillader længere bearbejdningsserier med ensartet medie- og compoundvalg. Korrekt emnefastgørelse forhindrer skader under automatiseret afgratning, samtidig med at ensartede resultater sikres på tværs af alle overflader.
Optimering af værktøjslevetid gennem korrekt valg og vedligeholdelse reducerer omkostningerne til afgratning pr. emne. Carbid-afgratningsværktøjer retfærdiggør højere startomkostninger gennem forlænget værktøjslevetid i produktionsmiljøer. Regelmæssig værktøjsinspektion og udskiftningsplaner forhindrer kvalitetsproblemer, samtidig med at ensartede cyklustider opretholdes. Vores fremstillingsservices inkluderer omfattende værktøjsstyringsprogrammer, der optimerer afgratningsoperationer for omkostningseffektiv produktion.
Sikkerheds- og håndteringskrav
Specifikationer for personligt beskyttelsesudstyr til afgratningsoperationer skal adressere både mekaniske og kemiske farer. Skærebestandige handsker klassificeret som niveau 3 eller højere beskytter mod skarpe kanter og roterende værktøjer. Sikkerhedsbriller med sidebeskyttelse forhindrer øjenskader fra flyvende partikler under manuelle afgratningsoperationer. Åndedrætsværn kan være påkrævet ved bearbejdning af materialer, der genererer skadeligt støv, eller ved brug af kemiske compounds i finishoperationer.
Arbejdsstationsdesign påvirker både sikkerhed og produktivitet i manuelle afgratningsoperationer. Korrekt belysning eliminerer skygger, der kan skjule resterende grater eller skarpe kanter. Ergonomiske værktøjshåndtag reducerer håndtræthed under længere afgratningssessioner. Emner skal fastgøres sikkert for at forhindre bevægelse under afgratningsoperationer, der kan forårsage skader eller dimensionsfejl.
Automatiserede systemsikkerhedsfunktioner inkluderer lysgardiner, nødstop og korrekt afskærmning omkring roterende udstyr. Lockout/tagout-procedurer sikrer sikker vedligeholdelsesadgang til tumbling- og vibrationsudstyr. Materialehåndteringssystemer bør minimere manuel løftning og placering af tunge emner under afgratningsoperationer.
Ofte stillede spørgsmål
Hvilken specifikation for kantbrækning skal jeg bruge til generelt fabrikationsarbejde?
Til generelle fabrikationsapplikationer giver kantbrækninger på 0,3-0,6 mm tilstrækkelig sikkerhed til håndtering, samtidig med at de forbliver omkostningseffektive. Specificer ensartede kantbrækninger på tværs af alle emnekanter, når det er muligt, for at forenkle bearbejdningen. Overvej materialetykkelse og tilsigtet anvendelse ved bestemmelse af specifikke dimensioner.
Hvordan specificerer jeg kantbrækninger på tekniske tegninger?
Brug ISO 13715-notation med "r" for radiusbrækninger og "c" for affasningsbrækninger efterfulgt af dimensionen. For eksempel indikerer "r0.5" en 0,5 mm radiusbrækning. Inkluder generelle noter til ensartede kantbrækninger eller dimensioner specifikke kanter individuelt, når kravene varierer.
Kan afgratning påvirke emnets dimensioner og tolerancer?
Ja, aggressiv afgratning kan fjerne materiale ud over den tilsigtede kantbrækning, hvilket påvirker kritiske dimensioner. Specificer kantbrækningsplaceringer omhyggeligt og overvej dimensionelle stack-up-effekter. CNC-afgratning giver typisk den bedste dimensionskontrol til præcisionsdele.
Hvilken afgratningsmetode fungerer bedst til små batchproduktioner?
Manuel afgratning giver mest fleksibilitet til små batches med varierede geometrier. Vibrationsfinish fungerer godt til små batches af lignende emner, der kræver ensartede kantbrækninger. Overvej opsætningsomkostninger versus lønomkostninger ved valg af metoder til små mængder.
Hvordan kontrollerer jeg afgratningskvaliteten i automatiserede systemer?
Implementer regelmæssige målekontroller ved hjælp af go/no-go-målere eller optiske målesystemer. Overvåg procesparametre som medietilstand, cyklustider og emneplacering. Etabler kontrolkort til at spore kantbrækningskonsistens og identificere tendenser, før der opstår kvalitetsproblemer.
Hvilke sikkerhedshensyn gælder for afgratningsoperationer?
Bær altid passende PPE, herunder skærebestandige handsker og sikkerhedsbriller. Sørg for korrekt ventilation ved brug af kemiske compounds eller bearbejdning af materialer, der genererer skadelige partikler. Implementer korrekte lockout/tagout-procedurer for vedligeholdelse af automatiseret udstyr.
Hvordan påvirker materialets hårdhed kravene til afgratning?
Hårdere materialer kræver typisk mere aggressive afgratningsmetoder og længere bearbejdningstider. Valg af værktøj bliver kritisk for hærdede materialer for at forhindre for tidligt slid. Overvej udglødning før afgratning ved bearbejdning af meget hårde materialer, og derefter varmebehandling til endelig hårdhed, hvis det kræves.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece