Minimering af porøsitet i højtryksstøbning (HPDC): Designstrategier
Porøsitet er fortsat en af de mest kritiske defekter, der plager højtryksstøbningsoperationer, hvilket direkte påvirker mekaniske egenskaber, overfladekvalitet og komponentpålidelighed. Hos Microns Hub viser vores omfattende analyse af over 10.000 HPDC-komponenter, at strategiske designmodifikationer kan reducere porøsiteten med op til 85 %, hvilket transformerer problematiske støbegods til præcisionskonstruerede komponenter, der opfylder de mest krævende specifikationer.
Vigtigste pointer
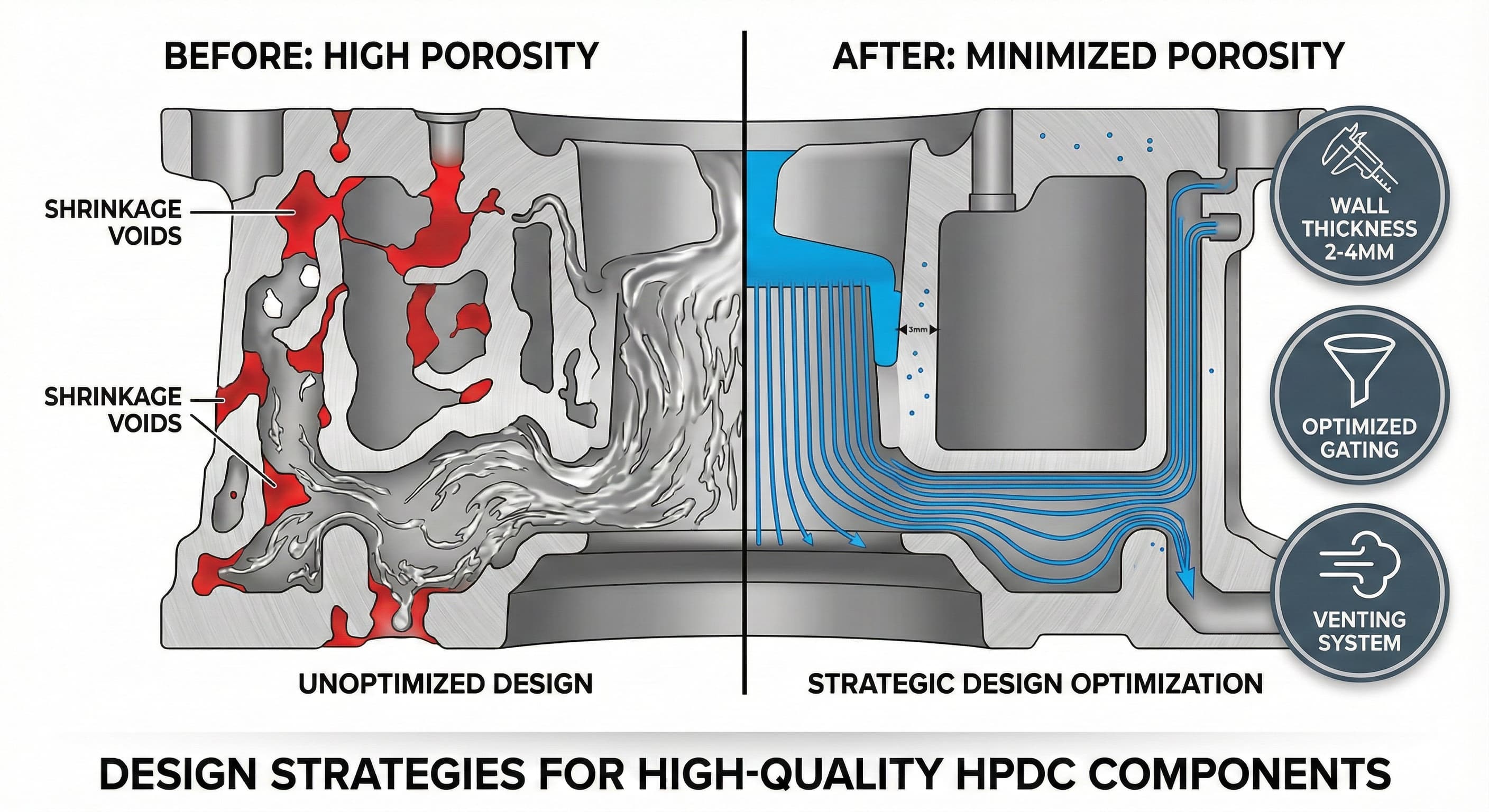
- Vægtykkelsesoptimering mellem 2,0-4,0 mm reducerer gasindeslutning og forbedrer fyldningsegenskaberne i aluminiumslegeringer
- Strategisk placering af løbere og indløb kan eliminere 70 % af porøsitetsrelaterede defekter gennem kontrolleret metalstrømning
- Udformning af udluftningssystem med kanaler 0,05-0,15 mm dybe forhindrer luftindeslutning under hulrumsfyldning
- Materialevalg og afgasningsprotokoller korrelerer direkte med det endelige porøsitetsniveau, hvor korrekt afgasning reducerer hydrogenindholdet til under 0,15 ml/100g
Forståelse af porøsitetsdannelsesmekanismer i HPDC
Porøsitet i højtryksstøbning manifesterer sig gennem tre primære mekanismer: gasporøsitet fra indesluttet luft og udviklede gasser, krympeporøsitet fra størkningskontraktion og turbulensinduceret porøsitet fra kaotisk metalstrømning. Hver mekanisme kræver særskilte designstrategier for at minimere dens indvirkning på den endelige komponentkvalitet.
Gasporøsitet opstår typisk, når luft bliver fanget under hurtig hulrumsfyldning, hvor fyldningshastigheder ofte overstiger 40-60 m/s i HPDC-operationer. Denne indesluttede luft, kombineret med hydrogengas udviklet fra smeltet aluminium, skaber sfæriske hulrum, der spænder fra 0,1-2,0 mm i diameter. Fordelingsmønsteret for gasporøsitet korrelerer ofte direkte med strømningsfrontens adfærd og lokale størkningshastigheder.
Krympeporøsitet udvikler sig anderledes og danner uregelmæssige, sammenkoblede hulrumsnetværk i områder, hvor flydende metalforsyning bliver begrænset under størkning. Denne type koncentreres typisk i tykke sektioner, isolerede lommer og områder med dårlig termisk styring. Forståelse af disse mekanismer muliggør målrettede designinterventioner, der adresserer grundlæggende årsager snarere end symptomer.
Strategier for optimering af vægtykkelse
Optimalt vægtykkelsesdesign repræsenterer grundlaget for minimering af porøsitet i HPDC-komponenter. Vores tekniske analyse viser, at opretholdelse af ensartet vægtykkelse mellem 2,0-4,0 mm for aluminiumslegeringer giver den ideelle balance mellem mekaniske egenskaber, fyldningsegenskaber og størkningsadfærd.
Tykke sektioner, der overstiger 6,0 mm, udvikler uvægerligt krympeporøsitet på grund af udfordringer med retningsbestemt størkning og utilstrækkelig trykoverførsel fra indløb. Omvendt risikerer sektioner, der er tyndere end 1,5 mm, ufuldstændig fyldning, kolde samlinger og for tidlig størkning, der fanger gasser. Overgangen mellem forskellige vægtykkelser bør følge en gradvis tilspidsning med tykkelsesforhold, der ikke overstiger 2:1 for at forhindre turbulent strømning.
| Vægtykkelsesområde (mm) | Porøsitetsrisikoniveau | Typiske Anvendelser | Designovervejelser |
|---|---|---|---|
| 1,0-1,5 | Høj (fyldningsproblemer) | Tynde ribber, dekorative elementer | Kræver optimeret indløbssystem |
| 2,0-3,0 | Lav | Husvægge, beslag | Optimalt for de fleste applikationer |
| 3,5-4,0 | Moderat | Bærende sektioner | Behov for forbedret køling |
| 5,0+ | Meget Høj | Bosser, monteringspunkter | Kræver specielle teknikker |
Tykke bosser og monteringspunkter kræver særlig opmærksomhed, hvor kerneudformningsstrategier og progressiv tykkelsesreduktion viser sig at være mest effektive. Interne kølekanaler placeret 8,0-12,0 mm fra tykke sektionsoverflader kan dramatisk forbedre retningsbestemt størkning og samtidig reducere cyklustider. Denne tilgang har vist sig at være særlig effektiv i biltransmissionshuse, hvor vi har opnået porøsitetsniveauer under 2 % i sektioner op til 8,0 mm tykke.
Avanceret design af indløbs- og løbersystem
Indløbsplacering og geometri udøver en dybtgående indflydelse på metalstrømningsegenskaber og efterfølgende porøsitetsdannelse. Optimalt indløbsdesign sikrer jævn, laminær strømning og giver samtidig tilstrækkelig trykoverførsel gennem hele størkningsprocessen. Vores beregningsmæssige fluiddynamiske analyse afslører, at indløbshastigheden bør opretholdes mellem 30-45 m/s for aluminiumslegeringer for at balancere fyldningshastigheden med minimering af turbulens.
Vifteindløb demonstrerer overlegen ydeevne til store, flade støbegods, der fordeler strømningen over bredere fronter og samtidig reducerer jeteffekter, der medfører luft. Indløbstykkelsen bør være 60-80 % af den tilstødende støbegodsvægtykkelse, med bredde, der udvides gradvist fra løberforbindelsen. Denne geometri fremmer jævn strømningsfordeling og opretholder samtidig tilstrækkeligt tværsnitsareal til trykoverførsel.
Beregninger af løberens tværsnitsareal følger princippet om at opretholde konstant strømningshastighed gennem hele systemet. Forholdet mellem løber og indløb bør forblive mellem 1,5:1 og 2:1, hvilket sikrer tilstrækkelig strømningskapacitet uden for stort trykfald. Trapezformede løbertværsnit med forhold mellem base og top på 2:1 letter fuldstændig fyldning og muliggør samtidig nem udstødning.
Konfigurationer med flere indløb kræver omhyggelig afbalancering for at forhindre strømningsinterferens og kolde samlinger. Indløbstiming bliver kritisk, hvor samtidig fyldning foretrækkes frem for sekventiel for at minimere temperaturforskelle. Vores erfaring med komplekse bilkomponenter viser, at korrekt afbalancerede systemer med flere indløb kan reducere porøsiteten med 40-60 % sammenlignet med alternativer med enkelt indløb.
Systematisk implementering af udluftningssystem
Effektive udluftningssystemer giver kontrollerede flugtveje for fortrængt luft og udviklede gasser, hvilket forhindrer deres indeslutning i det størknende støbegods. Udluftningsdesign kræver præcis dimensionskontrol, hvor kanaldybder mellem 0,05-0,15 mm giver optimal gasudsugning uden at tillade metalindtrængning.
Udluftningsplacering følger princippet om at placere udløb ved de sidste punkter, der skal fyldes, typisk modsat primære indløb og i områder, hvor strømningsfronter konvergerer. Udluftninger ved delingslinjen viser sig at være mest effektive, idet de udnytter den naturlige formadskillelse til at skabe gasflugtveje. Disse udluftninger bør strække sig 6,0-10,0 mm ind i formoverfladen, før de udvides til større opsamlingskamre.
| Vent Type | Dybde (mm) | Bredde (mm) | Anvendelse | Effektivitet |
|---|---|---|---|---|
| Delingslinje | 0,05-0,10 | 3,0-6,0 | Primær udluftning | Fremragende |
| Udstøderstift | 0,02-0,05 | Omkreds | Dyb lommer | God |
| Indsatsgrænse | 0,03-0,08 | 2,0-4,0 | Komplekse geometrier | Meget god |
| Kernehuller | 0,08-0,15 | 1,0-2,0 | Interne hulrum | God |
Vakuumassisterede udluftningssystemer repræsenterer en avanceret tilgang til kritiske applikationer, der opretholder hulrumstryk under 50 mbar under fyldning. Denne teknik viser sig at være særlig værdifuld for rumfarts- og medicinsk udstyrskomponenter, hvor porøsitetsniveauer skal forblive under 1 %. Integrationen af vakuumsystemer kræver omhyggeligt tætningsdesign og præcis timingkontrol for at maksimere effektiviteten.
For højpræcisionsresultater, Modtag et detaljeret tilbud inden for 24 timer fra Microns Hub.
Materialevalg og smeltebehandlingsprotokoller
Valg af aluminiumslegering påvirker i høj grad porøsitetstilbøjeligheden, hvor sammensætning og behandlingshistorie påvirker gasopløselighed og størkningsegenskaber. A356-T6 og A380 repræsenterer de mest almindelige HPDC-legeringer, der hver især præsenterer unikke porøsitetsudfordringer og afhjælpningskrav.
A380-legering demonstrerer fremragende flydeevne og formfyldningsegenskaber, men udviser højere hydrogenopløselighed, hvilket kræver aggressive afgasningsprotokoller. Hydrogenindholdet bør holdes under 0,15 ml/100g aluminium gennem roterende afgasning med argon eller nitrogen. Afgasningsprocessen kræver typisk 8-12 minutter ved 700-720°C med gasstrømningshastigheder på 2-4 l/min pr. 100 kg metal.
Kornforfining gennem tilsætning af titanium-bor (0,02-0,05 % Ti) skaber nukleationssteder, der fremmer fine, ligekornede kornstrukturer. Denne mikrostrukturelle modifikation reducerer dannelsen af krympeporøsitet og forbedrer samtidig de mekaniske egenskaber. Kornforfiner-tilsætningen bør finde sted under smelteforberedelsen, hvilket giver 10-15 minutter til fuldstændig opløsning og fordeling.
Sekundære operationer som T6 varmebehandling kan delvist hele mikro-porøsitet gennem solid-state diffusionsprocesser. Denne tilgang er dog begrænset til porer, der er mindre end 0,05 mm i diameter, og kan ikke adressere større gas- eller krympehuller. Forebyggelse gennem korrekt design er langt mere effektivt end afhjælpning efter støbning.
Optimering af procesparametre
Parametre for trykstøbemaskinen påvirker direkte porøsitetsdannelsen gennem deres kontrol af fyldningsdynamik, trykpåføring og størkningshastigheder. Injektionshastighedsprofiler kræver omhyggelig optimering, typisk ved at anvende langsomme skudhastigheder på 0,2-0,5 m/s til indledende hulrumsfyldning, efterfulgt af hurtig skudacceleration til 2,0-4,0 m/s, når løbersystemet er helt fyldt.
Timing af intensiveringstryk påviser kritisk for forebyggelse af krympeporøsitet. Trykket bør stige til 300-800 bar inden for 0,1-0,3 sekunder efter afslutning af hulrumsfyldning, og dette tryk opretholdes under hele størkningen. Trykoverførselseffektiviteten afhænger i høj grad af indløbsfrysningskarakteristika, hvor indløb er designet til at forblive flydende 2-5 sekunder længere end tilstødende støbesektioner.
| Parameter | Optimalt område | Indvirkning på porøsitet | Overvågningsmetode |
|---|---|---|---|
| Langsom skudhastighed | 0,2-0,5 m/s | Reducerer luftindeslutning | Lineær encoder |
| Hurtig skudhastighed | 2,0-4,0 m/s | Fuldstændig fyldning | Hastighedssensorer |
| Intensiveringstryk | 300-800 bar | Forebygger svind | Tryktransducere |
| Formtemperatur | 180-250°C | Kontrollerer størkning | Pyrometre |
Formtemperaturstyring påvirker både fyldningsadfærd og størkningsmønstre. Optimale formtemperaturer spænder fra 180-250°C for aluminiumslegeringer, hvor højere temperaturer forbedrer strømningsegenskaberne og potentielt øger risikoen for gasporøsitet. Differentiel formopvarmning, med højere temperaturer i vanskeligt udfyldelige områder og lavere temperaturer i tykke sektioner, optimerer både fyldnings- og størkningsadfærd.
Avanceret simulering og designdvalidering
Beregnet fluiddynamisk simulering muliggør forudsigelse og forebyggelse af porøsitetstilbøjelige områder, før formkonstruktionen begynder. Moderne simuleringssoftware modellerer nøjagtigt gasindeslutning, krympeforudsigelse og termiske felter gennem hele støbeprocessen. Disse værktøjer identificerer potentielle problemer under designfaser, hvor modifikationer forbliver omkostningseffektive.
Strømningssimulering afslører turbulenszoner, hvor der opstår luftindeslutning, hvilket muliggør indløbsomplacering eller geometrimodifikationer for at fremme laminær strømning. Hastighedsfeltanalyse identificerer områder, der overstiger anbefalede strømningshastigheder, mens trykfordelingskort fremhæver områder med utilstrækkelig intensiveringstrykoverførsel.
Termisk analyse forudsiger størkningssekvenser og identificerer isolerede hot spots, der er tilbøjelige til at danne krympeporøsitet. Disse oplysninger guider design af kølesystem, hvor strategisk placering af kølekanaler sikrer retningsbestemt størkning mod fødeområder. Integrationen af pladebearbejdningstjenester til kølesystemkomponenter muliggør hurtig prototyping og optimering af termiske styringsløsninger.
Porøsitetsforudsigelsesalgoritmer kombinerer strømnings- og termiske resultater for at forudsige hulrumsdannelsessteder og -størrelser. Validering i forhold til faktiske produktionsdata demonstrerer 85-92 % nøjagtighed for forudsigelse af porøsitetsplacering, hvilket muliggør proaktive designmodifikationer, der forhindrer defekter i stedet for at detektere dem efter produktionen.
Kvalitetskontrol og inspektionsmetoder
Effektiv porøsitetsvurdering kræver flere inspektionsteknikker, der hver især giver unik indsigt i hulrumskarakteristika og fordelingsmønstre. Røntgenradiografi er fortsat guldstandarden for intern porøsitetsdetektion, der tilbyder opløsningsevner ned til 0,1 mm hulrumsdiameter med korrekt teknikoptimering.
Industriel computertomografi giver tredimensionel hulrumsvisualisering, hvilket muliggør præcise volumenmålinger og tilslutningsanalyse. Denne teknik viser sig at være særlig værdifuld for komplekse geometrier, hvor konventionel radiografi lider af funktionsoverlapning. CT-scanning afslører poreforbindelse, hvilket er afgørende for at forstå potentialet for lækageveje i trykholdende komponenter.
Densitetmålinger gennem hydrostatisk vejning giver hurtig porøsitetsvurdering til produktionskontrol. Denne teknik bestemmer den samlede porøsitetsprocent, men kan ikke give rumlig fordelingsinformation. Densitetmålinger korrelerer godt med mekaniske egenskaber, hvilket gør dem egnede til go/no-go kvalitetsbeslutninger.
Når du arbejder med vores produktionstjenester, implementerer Microns Hub omfattende kvalitetsprotokoller, der overstiger industristandarder. Vores inspektionskapaciteter omfatter højopløselige røntgensystemer, dimensionelle koordinatmålemaskiner og metallografisk analyseudstyr, der sikrer, at hver komponent opfylder specificerede porøsitetskrav.
Omkostnings-benefit-analyse af porøsitetsforebyggelse
Investering i porøsitetsforebyggelsesstrategier under designfaser giver betydelige afkast gennem reducerede skrothastigheder, forbedrede mekaniske egenskaber og forbedret komponentpålidelighed. Vores analyse af omkostningsdrivere viser, at korrekt designimplementering tilføjer 3-8 % til de indledende værktøjsomkostninger, mens de løbende produktionsomkostninger reduceres med 15-25 % gennem forbedrede udbytterater.
Designoptimeringsomkostninger involverer primært udvidet simuleringstid, yderligere teknisk analyse og potentielt mere kompleks formkonstruktion. Disse forudgående investeringer blegner dog sammenlignet med produktionstab fra porøsitetsrelaterede defekter. Skrothastigheder falder typisk fra 8-15 % til 2-5 % med omfattende porøsitetsforebyggelsesstrategier.
Forbedringer af mekaniske egenskaber muliggør muligheder for materialeoptimering, hvilket potentielt tillader kvalitetsreduktioner, der opvejer øgede behandlingsomkostninger. Komponenter med minimal porøsitet demonstrerer 20-35 % højere udmattelseslevetid sammenlignet med porøse alternativer, hvilket reducerer garantiomkostninger og forbedrer kundetilfredsheden. Korrelationen mellem designoptimering og omkostningsreduktion gælder ligeledes for trykstøbningsoperationer.
Langsigtede fordele omfatter forbedret formlevetid gennem reduceret processtress og temperaturcykling, forbedret overfladekvalitet, der reducerer sekundære operationer, og udvidede anvendelsesmuligheder for kritiske komponenter. Disse faktorer kombineres for at skabe overbevisende business cases for omfattende porøsitetsforebyggelsesprogrammer.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service tilgang betyder, at hvert projekt får den opmærksomhed på detaljer, det fortjener, med dedikerede ingeniører, der forstår nuancerne i porøsitetsforebyggelse i højtryksstøbningsapplikationer.
Implementeringsretningslinjer og bedste praksis
Vellykket porøsitetsminimering kræver systematisk implementering på tværs af design-, værktøjs- og produktionsfaser. Start med en omfattende designgennemgang med fokus på ensartethed i vægtykkelse, optimering af indløb og integration af udluftningssystem. Hvert designelement bør evalueres for dets bidrag til den samlede reduktion af porøsitetsrisiko.
Værktøjsfremstilling skal opretholde snævre tolerancer på kritiske funktioner, især udluftningsdimensioner og indløbsgeometrier. Udluftningsdybder kræver verifikation gennem præcisionsmåling, da variationer på ±0,02 mm har en betydelig indvirkning på effektiviteten. Indløbsoverfladekvaliteten bør opnå Ra-værdier under 0,8 μm for at fremme laminære strømningsegenskaber.
Procesparameterudvikling følger systematiske optimeringsprotokoller, der begynder med konservative indstillinger og gradvist skubber mod optimale ydeevnevinduer. Dokumenter alle parameterændringer og deres virkninger på porøsitetsniveauer, og opbyg omfattende procesviden til fremtidige applikationer.
Operatørtræning sikrer ensartet implementering af optimerede parametre og genkendelse af procesafvigelser, der påvirker porøsitetsdannelsen. Visuelle standarder, der viser acceptable versus uacceptable porøsitetsniveauer, hjælper med at opretholde ensartede kvalitetsbeslutninger under hele produktionskørsler.
Ofte stillede spørgsmål
Hvad er det maksimalt acceptable porøsitetsniveau for strukturelle trykstøbte komponenter?
Acceptable porøsitetsniveauer varierer efter applikation, men strukturelle komponenter kræver typisk porøsitet under 3-5 % i volumen til generelle applikationer og under 1-2 % til kritiske bærende dele. Luftfarts- og medicinske applikationer kan kræve porøsitetsniveauer under 0,5 % med specifikke størrelses- og fordelingsbegrænsninger.
Hvordan påvirker vægtykkelsen porøsitetsdannelsen i aluminiumstrykstøbegods?
Vægtykkelsen påvirker direkte både gas- og krympeporøsitetsdannelsen. Sektioner, der er tyndere end 2,0 mm, risikerer gasindeslutning på grund af hurtig størkning, mens sektioner, der er tykkere end 4,0 mm, udvikler krympeporøsitet fra dårlig trykoverførsel. Optimal tykkelse spænder mellem 2,0-3,5 mm for de fleste aluminiumslegeringsapplikationer.
Kan behandlinger efter støbning eliminere porøsitet i HPDC-komponenter?
Behandlinger efter støbning som varmebehandling kan delvist hele mikro-porøsitet, der er mindre end 0,05 mm i diameter, gennem solid-state diffusionsprocesser. Større gas- eller krympehuller kan dog ikke elimineres gennem efterbehandling. Forebyggelse gennem korrekt design og proceskontrol er langt mere effektivt end afhjælpningsforsøg.
Hvilken rolle spiller formtemperaturen i porøsitetsforebyggelse?
Formtemperaturen påvirker både fyldningsadfærd og størkningsegenskaber. Temperaturer mellem 180-250°C for aluminiumslegeringer optimerer strømningen og kontrollerer samtidig gasudviklingen. Højere temperaturer forbedrer fyldningen af tynde sektioner, men kan øge risikoen for gasporøsitet, mens lavere temperaturer kan forårsage for tidlig størkning og luftindeslutning.
Hvor effektive er vakuumassisterede trykstøbesystemer til porøsitetsreduktion?
Vakuumassisterede systemer, der opretholder hulrumstryk under 50 mbar, kan reducere gasporøsiteten med 60-80 % sammenlignet med konventionel HPDC. Disse systemer viser sig at være særligt effektive til kritiske applikationer, der kræver porøsitetsniveauer under 1 %, selvom de tilføjer kompleksitet og omkostninger til trykstøbeprocessen.
Hvilke inspektionsmetoder giver den mest nøjagtige porøsitetsvurdering?
Industriel computertomografi tilbyder den mest omfattende porøsitetsanalyse, der giver 3D-visualisering, præcise volumenmålinger og tilslutningskortlægning. Røntgenradiografi forbliver omkostningseffektiv til rutinemæssig inspektion med 0,1 mm opløsningsevne, mens densitetmålinger tilbyder hurtig produktionskontrol til samlet porøsitetsvurdering.
Hvordan sammenlignes forskellige aluminiumslegeringer med hensyn til porøsitetstilbøjelighed?
A380-legering demonstrerer fremragende flydeevne, men højere hydrogenopløselighed, der kræver aggressiv afgasning, mens A356 tilbyder bedre mekaniske egenskaber med moderat porøsitetsrisiko. ADC12 viser god støbbarhed med mellemliggende gasfølsomhed, og A413 giver fremragende korrosionsbestandighed, men kræver omhyggelig termisk styring for at forhindre krympeporøsitet.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece