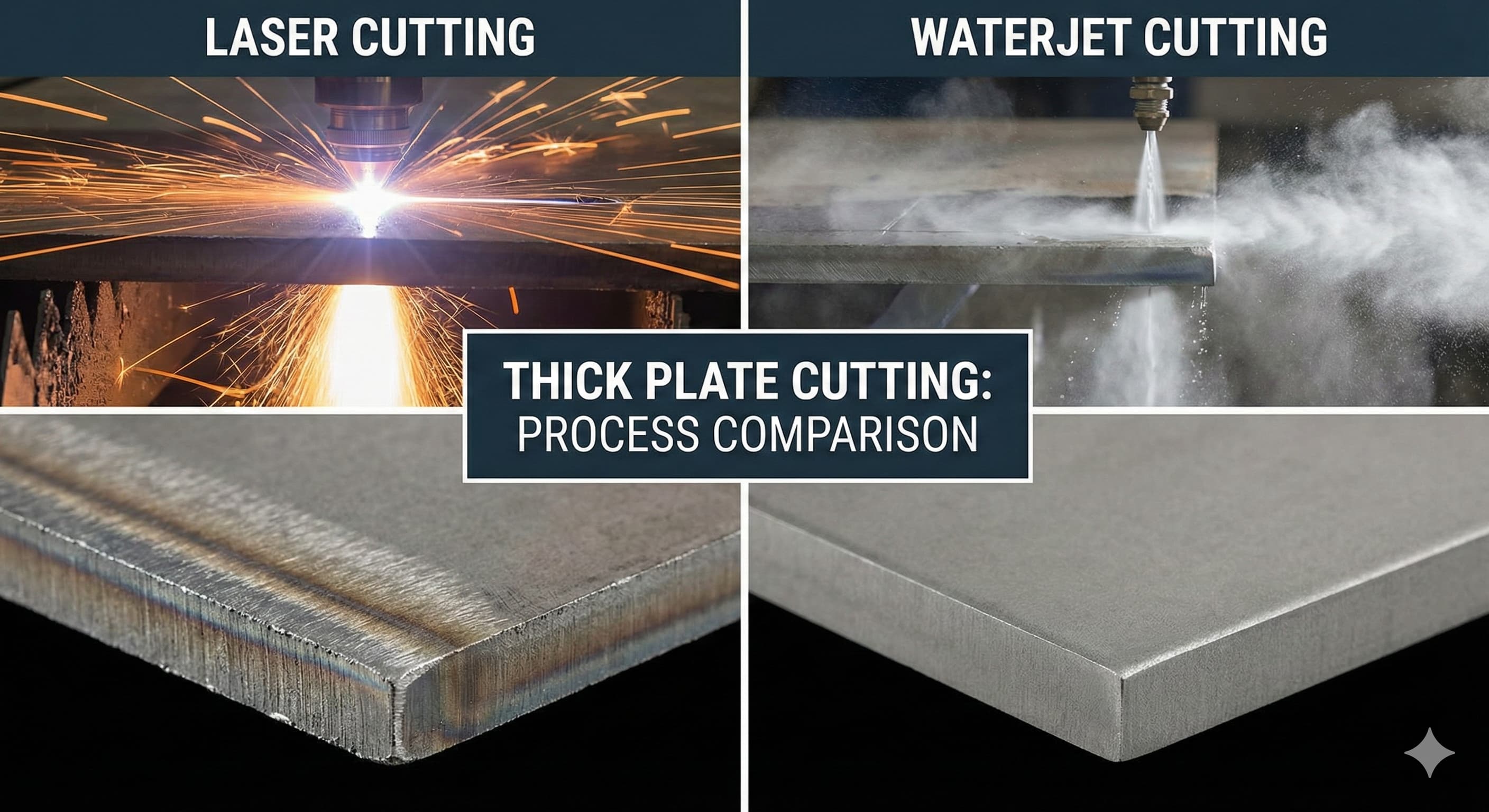
Laserskæring vs. vandstråleskæring: Valg af den rigtige metode til tykke plader
Ved skæring af tykke plader over 25 mm er valget mellem laserskæring og vandstråleteknologi afgørende for projektsucces, omkostningseffektivitet og den endelige emnekvalitet. Denne beslutning påvirker alt fra metallurgiske egenskaber til dimensionsnøjagtighed og produktionsøkonomi.
Vigtigste pointer:
- Vandstråleskæring er fremragende til plader over 100 mm tykke med overlegen kantkvalitet og ingen varmepåvirkede zoner
- Laserskæring dominerer hastighed og omkostningseffektivitet for plader på 25-50 mm tykke i kulstofstål
- Materialetype dikterer metodevalg: reflekterende materialer favoriserer vandstråleskæring, kulstofstål favoriserer laser
- De samlede projektomkostninger omfatter materialespild, sekundære operationer og opsætningstid ud over timelønnen
Forståelse af grundlæggende principper for skæring af tykke plader
Skæring af tykke plader giver unikke udfordringer, der forstærker forskellene mellem laser- og vandstråleteknologier. Efterhånden som materialetykkelsen øges ud over 25 mm, bliver faktorer som varmetilførsel, skærehastighed, kantvinkelrethed og materialespænding kritiske overvejelser, der kan afgøre, om projektspecifikationerne opfyldes.
Laserskæring bruger en fokuseret stråle af kohærent lys, typisk fra fiber- eller CO2-kilder, kombineret med hjælpegasser til at smelte og blæse materialet væk. Til tykke plader er fiberlasere med effekt fra 6 kW til 30 kW standard, hvor højere effekt giver hurtigere skærehastigheder og forbedret tyk sektionsevne. Processen genererer betydelig varmetilførsel, hvilket skaber en varmepåvirket zone (HAZ), der strækker sig 0,1-0,5 mm fra skærekanten afhængigt af materiale og tykkelse.
Vandstråleskæring anvender ultrahøjt trykvand (typisk 60.000-90.000 PSI) blandet med slibende granatpartikler til at erodere materialet gennem mekanisk virkning. Denne kolde skæreproces genererer ingen HAZ og kan skære praktisk talt ethvert materiale uanset hårdhed eller termiske egenskaber. Processen foregår ved meget lavere hastigheder end laser, men leverer overlegen kantkvalitet og dimensionsnøjagtighed for tykke sektioner.
Materialetykkelseskapaciteter og begrænsninger
Forståelse af de praktiske tykkelsesgrænser for hver teknologi hjælper med at etablere foreløbige procesvalgskriterier før detaljeret analyse.
| Materialetype | Laser Maksimum (mm) | Vandstråle Maksimum (mm) | Optimalt Område Laser | Optimalt Område Vandstråle |
|---|---|---|---|---|
| Kulstofstål | 40-50 | 200+ | 6-25 | 25-150 |
| Rustfrit Stål 316L | 30-40 | 200+ | 6-20 | 20-100 |
| Aluminium 6061-T6 | 25-30 | 150+ | 3-15 | 15-80 |
| Værktøjsstål H13 | 15-20 | 200+ | Ikke anbefalet | 10-100 |
| Inconel 718 | 8-12 | 100+ | Ikke anbefalet | 5-50 |
Disse tykkelsesområder repræsenterer praktiske grænser, hvor acceptabel skærekvalitet og rimelige produktionshastigheder kan opretholdes. Overskridelse af optimale områder resulterer typisk i dårlig kantkvalitet, overdreven konicitet eller uøkonomiske skærehastigheder.
Kantkvalitet og metallurgiske overvejelser
Forskelle i kantkvalitet mellem laser og vandstråle bliver udtalte i applikationer med tykke plader, hvilket direkte påvirker emnets funktionalitet og sekundære driftskrav.
Laserskæring af tykke plader producerer en karakteristisk kantfinish med distinkte zoner. Den øverste del udviser typisk en glat, let stribet overflade fra smelte- og gasblæsningsvirkningen. Efterhånden som tykkelsen øges, kan den nederste del vise øgede striber, let konicitet og potentiel slaggerfastgørelse. HAZ strækker sig 0,2-0,8 mm afhængigt af materiale og tykkelse, hvilket potentielt påvirker mekaniske egenskaber i kritiske applikationer.
Vandstråleskæring leverer ensartet kantkvalitet gennem hele materialetykkelsen med minimal konicitet (typisk 0,003-0,005 mm pr. mm tykkelse). Kanten udviser en fin, ensartet tekstur fra den slibende skærevirkning uden metallurgiske ændringer. Dette gør vandstråle ideel til applikationer, der kræver præcise kantforhold for sikker håndtering eller efterfølgende svejseoperationer.
For højpræcisionsresultater, Få dit tilpassede tilbud leveret inden for 24 timer fra Microns Hub.
Overfladeruhedsværdier adskiller sig markant mellem processer. Laserskæring producerer typisk Ra-værdier på 6,3-12,5 μm på tykke plader, mens vandstråle opnår 1,6-6,3 μm konsistent. Denne forskel eliminerer ofte sekundære bearbejdningskrav for vandstråleemner.
Skærehastighed og produktionsøkonomi
Produktionshastighedsanalyse skal tage højde for opsætningstid, piercingtid og faktisk skærehastighed for at bestemme den reelle gennemstrømningskapacitet.
| Tykkelse (mm) | Materiale | Laserhastighed (mm/min) | Vandstrålehastighed (mm/min) | Laser Gennembrudstid (sek) | Vandstråle Gennembrudstid (sek) |
|---|---|---|---|---|---|
| 25 | Kulstofstål | 800-1200 | 200-300 | 2-4 | 10-15 |
| 40 | Kulstofstål | 300-500 | 150-200 | 5-8 | 15-25 |
| 50 | Rustfrit 316L | 200-300 | 120-180 | 8-12 | 20-30 |
| 75 | Aluminium 6061 | Ikke praktisk | 100-150 | N/A | 25-40 |
| 100 | Kulstofstål | Ikke praktisk | 80-120 | N/A | 40-60 |
Piercingtid bliver i stigende grad vigtig for tykke plader, hvilket især påvirker små emner med flere piercinger. Laserpiercing forringes hurtigt med tykkelsen, mens vandstrålepiercingtiden stiger mere lineært, men starter fra en højere basislinje.
Materialespecifikke overvejelser
Forskellige materialer udviser varierende reaktioner på laser- og vandstråleskæring, hvilket påvirker procesvalget ud over simple tykkelsesovervejelser.
Kulstofståls ydeevne:Kulstofstål reagerer fremragende på laserskæring op til 40-50 mm tykkelse på grund af den eksoterme reaktion mellem jern og ilthjælpegas. Denne reaktion giver yderligere skæreenergi, hvilket muliggør hurtigere hastigheder og renere snit. Vandstråleskæring af kulstofstål producerer overlegen kantkvalitet, men ved betydeligt lavere hastigheder for tyndere sektioner.
Udfordringer med rustfrit stål:Rustfrit stål giver vanskeligheder for laserskæring på grund af høj reflektionsevne og termisk ledningsevne. Nitrogenhjælpegas er typisk påkrævet for at forhindre oxidation, hvilket øger driftsomkostningerne. Vandstråleskæring eliminerer disse bekymringer og giver fremragende resultater på tværs af alle rustfrie kvaliteter.
Aluminiumskomplikationer:Aluminiums høje reflektionsevne og termiske ledningsevne gør laserskæring udfordrende, især for tykke sektioner. Vandstråle er fremragende til aluminiumskæring og giver rene kanter uden smeltning og størkning, der kan kompromittere overfladefinishen i kritiske applikationer.
Eksotiske legeringer:Materialer som Inconel, Hastelloy og værktøjsstål er bedre egnet til vandstråleskæring på grund af deres høje temperaturstyrke og arbejdshærdningsegenskaber, der komplicerer laserbehandling.
Tolerance og dimensionsnøjagtighed
Opnåelige tolerancer varierer betydeligt mellem processer og påvirkes af materialetykkelse, emnegeometri og maskinens tilstand.
Laserskæringstolerancer for tykke plader spænder typisk fra ±0,1-0,3 mm afhængigt af tykkelse og materiale. Termisk forvrængning bliver en væsentlig faktor, efterhånden som tykkelsen øges, hvilket potentielt påvirker dimensionsnøjagtigheden på store emner. Skærebredden (typisk 0,2-0,4 mm) forbliver relativt ensartet, men der kan udvikles en let konicitet i tykke sektioner.
Vandstråleskæring opnår konsekvent tolerancer på ±0,05-0,1 mm over hele tykkelsesområdet med minimal konicitet. Den smalle skærebredde (0,8-1,2 mm) og kolde skæreproces eliminerer bekymringer om termisk forvrængning. Længere skæretider kan dog give mulighed for let maskindrift ved meget lange snit.
Omkostningsanalyse og økonomiske faktorer
Ægte omkostningssammenligning kræver analyse ud over simple timemæssige driftsomkostninger, der omfatter opsætningstid, materialeudnyttelse, sekundære operationer og kvalitetshensyn.
| Omkostningsfaktor | Laserskæring | Vandstråleskæring | Indvirkning på Samlede Omkostninger |
|---|---|---|---|
| Timemæssig Driftsomkostning | €45-85 | €55-95 | Medium |
| Opsætningstid | 15-30 minutter | 20-40 minutter | Høj for små partier |
| Materialeudnyttelse | 85-92% | 88-95% | Høj for dyre materialer |
| Sekundære Operationer | Ofte påkrævet | Sjældent påkrævet | Høj |
| Forbrugsomkostninger | €2-8 per time | €15-25 per time | Medium |
Forbrugsomkostninger varierer betydeligt mellem processer. Laserskæring forbruger hjælpegasser (ilt, nitrogen eller luft) og lejlighedsvise dyseskift. Vandstråleskæring kræver slibende granat (€0,30-0,50 pr. kg), højtrykstætninger og periodisk udskiftning af juvelåbninger.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service betyder, at hvert projekt får den opmærksomhed på detaljer, det fortjener, med adgang til både laser- og vandstrålekapacitet under ét tag.
Beslutningsmatrix for procesvalg
Systematisk procesvalg kræver evaluering af flere faktorer vægtet efter projektprioriteter. Kritiske beslutningsfaktorer omfatter materialetype og tykkelse, krævet kantkvalitet, dimensionstolerancer, produktionsvolumen og budgetbegrænsninger.
Vælg laserskæring, når: materialetykkelsen er under 25 mm for de fleste materialer, produktionshastigheden er kritisk, materialet er kulstofstål, tæt nesting er påkrævet for materialeeffektivitet, eller budgetbegrænsninger favoriserer lavere timelønninger på trods af potentielle sekundære operationer.
Vælg vandstråleskæring, når: materialetykkelsen overstiger optimale laserområder, overlegen kantkvalitet er påkrævet, ingen HAZ er acceptabel, materialer omfatter aluminium, rustfrit stål eller eksotiske legeringer, snævre tolerancer er kritiske gennem hele tykkelsen, eller applikationen involverer elektriske komponenter, der kræver rene kanter.
Integration med produktionsworkflow
Begge skæremetoder integreres forskelligt med efterfølgende fremstillingsprocesser, hvilket påvirker den samlede produktionseffektivitet og emnekvalitet.
Emner skåret med laser kræver ofte afgratning, kantfinish eller spændingsudglødning, især for tykke sektioner. HAZ kan nødvendiggøre varmebehandling for at genoprette mekaniske egenskaber i kritiske applikationer. De hurtigere skærehastigheder kan dog muliggøre just-in-time-produktionsstrategier for mange applikationer.
Vandstråleemner fortsætter typisk direkte til efterfølgende operationer som formning, svejsning eller samling uden mellemliggende behandling. Dette strømlinede workflow opvejer ofte de langsommere skærehastigheder gennem reduceret håndtering og sekundære operationer. Integration med præcisions CNC-bearbejdningstjenester er problemfri på grund af den overlegne kantkvalitet og dimensionsnøjagtighed.
Begge processer komplementerer hele spektret af vores produktionstjenester, herunder formning, svejsning og efterbehandling. Nøglen er at vælge den skæremetode, der optimerer hele produktionsworkflowet i stedet for udelukkende at fokusere på skæreydelsen.
Kvalitetskontrol og inspektionskrav
Kvalitetskontrolprocedurer adskiller sig mellem laser- og vandstråleskæring på grund af de forskellige karakteristika ved hver proces og deres typiske applikationer.
Laserudskårne emner kræver inspektion for ensartet kantkvalitet, slaggerfastgørelse, dimensionsnøjagtighed, herunder potentiel termisk forvrængning, HAZ-udstrækning og -egenskaber og overfladefinishvariation mellem øvre og nedre skæreoverflader. Tykkere sektioner kan udvise konicitet, der kræver måling og sammenligning med specifikationer.
Vandstråleskårne emner skal evalueres for dimensionsnøjagtighed og konicitet, ensartet overfladefinish, kantvinkelrethed og potentiel delaminering i lagdelte materialer. Den ensartede skærevirkning resulterer typisk i mere forudsigelige kvalitetsresultater på tværs af produktionsserier.
Begge processer drager fordel af statistisk proceskontrol af nøgleparametre som skærehastighed, forbrugsmaterialetilstand og maskinkalibrering for at opretholde ensartede resultater på tværs af produktionsserier.
Miljømæssige og sikkerhedsmæssige overvejelser
Miljøpåvirkning og sikkerhedskrav adskiller sig betydeligt mellem laser- og vandstråleskæreoperationer, hvilket påvirker facilitetskrav og driftsprocedurer.
Laserskæring genererer dampe og partikler, der kræver udsugnings- og filtreringssystemer. Forbrug af hjælpegas, især nitrogen til skæring af rustfrit stål, udgør en løbende miljømæssig overvejelse. Støjniveauet er generelt moderat, men lasersikkerhedsprotokoller kræver streng overholdelse for at forhindre øjenskader.
Vandstråleskæring producerer minimalt med luftbårne forurenende stoffer, men genererer betydelige mængder slibende opslæmning, der kræver korrekt bortskaffelse. Vandbehandlings- og genbrugssystemer er afgørende for overholdelse af miljøbestemmelser. Støjniveauet er højere end ved laserskæring, hvilket kræver høreværn for operatører.
Begge processer forbruger betydelig elektrisk energi, hvor lasersystemer typisk trækker 20-100 kW og vandstrålesystemer kræver 50-200 kW afhængigt af størrelse og konfiguration. Energieffektivitetshensyn favoriserer laserskæring for de fleste applikationer inden for dets kapacitetsområde.
Ofte stillede spørgsmål
Hvad er den maksimale tykkelse, hver proces pålideligt kan skære?
Laserskæring håndterer pålideligt kulstofstål op til 40-50 mm og rustfrit stål til 30-40 mm med god kantkvalitet. Vandstråleskæring kan behandle praktisk talt ethvert materiale op til 200+ mm tykkelse med ensartet kvalitet, primært begrænset af maskinens halsdybde snarere end skærekapacitet.
Hvordan sammenlignes skærehastigheden mellem laser og vandstråle for tykke plader?
Laserskæring er betydeligt hurtigere for materialer inden for dets tykkelseskapacitet, ofte 3-5 gange hurtigere end vandstråle. Men efterhånden som tykkelsen nærmer sig lasergrænser, mindskes hastighedsfordelen, mens kantkvaliteten forringes. Vandstråle opretholder ensartede skærehastigheder uanset tykkelse.
Hvilken proces giver bedre dimensionsnøjagtighed for tykke plader?
Vandstråleskæring leverer konsekvent overlegen dimensionsnøjagtighed (±0,05-0,1 mm) med minimal konicitet gennem hele materialetykkelsen. Laserskæringsnøjagtigheden forringes med tykkelsen på grund af termiske effekter og potentiel konicitetsudvikling, der typisk opnår ±0,1-0,3 mm på tykke sektioner.
Hvad er de typiske omkostningsforskelle mellem laser- og vandstråleskæring?
Laserskæring tilbyder generelt lavere timelønninger (€45-85 vs €55-95 for vandstråle), men kan kræve sekundære operationer. Vandstråle har højere forbrugsomkostninger (€15-25/time vs €2-8/time), men har sjældent brug for yderligere behandling. De samlede projektomkostninger afhænger af specifikke krav og emnekompleksitet.
Hvordan påvirker materialegenskaber procesvalget?
Kulstofstål favoriserer laserskæring på grund af eksoterme reaktionsfordele, mens reflekterende materialer (aluminium, kobber) og højtemperaturlegeringer (Inconel, værktøjsstål) klarer sig bedre med vandstråle. Rustfrit stål kan bruge begge processer, hvor laser tilbyder hastighed og vandstråle giver overlegen kantkvalitet.
Hvilke sekundære operationer kræves typisk for hver proces?
Laserudskårne emner kræver ofte afgratning, fjernelse af slagger og potentielt varmebehandling for at adressere HAZ-effekter. Vandstråleemner har typisk brug for minimale sekundære operationer ud over standardrengøring og fortsætter direkte til efterfølgende fremstillingstrin som svejsning eller formning.
Hvilken proces er bedre til emner, der kræver efterfølgende svejsning?
Vandstråleskæring foretrækkes generelt til emner, der kræver svejsning, på grund af fraværet af HAZ og overlegen kantkvalitet. Den rene, oxidfrie kant, der produceres af vandstråle, eliminerer potentielle svejseforureningskilder og reducerer forberedelsestiden før svejsning.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece