K-Faktor Forklaret: Beregning af Bøjetillæg for Præcisionsplademetal
Pladebearbejdere, der arbejder med tolerancer strammere end ±0,25 mm, står over for en grundlæggende udfordring: at opnå præcise bøjedimensioner, samtidig med at der tages højde for materialedeformation under bukkeprocessen. K-faktoren fungerer som den matematiske bro mellem fladmønsterudvikling og endelig bukkede geometri, og afgør, om dele opfylder kritiske monteringskrav eller bliver til dyrt skrot.
Forståelse af K-faktor beregning bliver afgørende, når man designer beslag, kabinetter og strukturelle komponenter, hvor bøjenøjagtighed direkte påvirker pasform og funktion. Denne omfattende guide undersøger de tekniske principper, beregningsmetoder og praktiske anvendelser, der definerer præcisionspladebearbejdning.
- K-faktoren repræsenterer forholdet mellem neutralaksens position og materialetykkelsen, typisk i området 0,25 til 0,50 for almindelige plademetaller
- Nøjagtige beregninger af bøjetillæg kræver hensyntagen til materialegenskaber, værktøjsgeometri og formningsparametre
- Præcisionsapplikationer kræver empirisk K-faktor validering gennem testbukninger og måleverifikation
- Avancerede CAD-systemer integrerer K-faktor databaser til automatiseret fladmønsterudvikling
Forståelse af K-Faktor Grundlæggende i Pladebukning
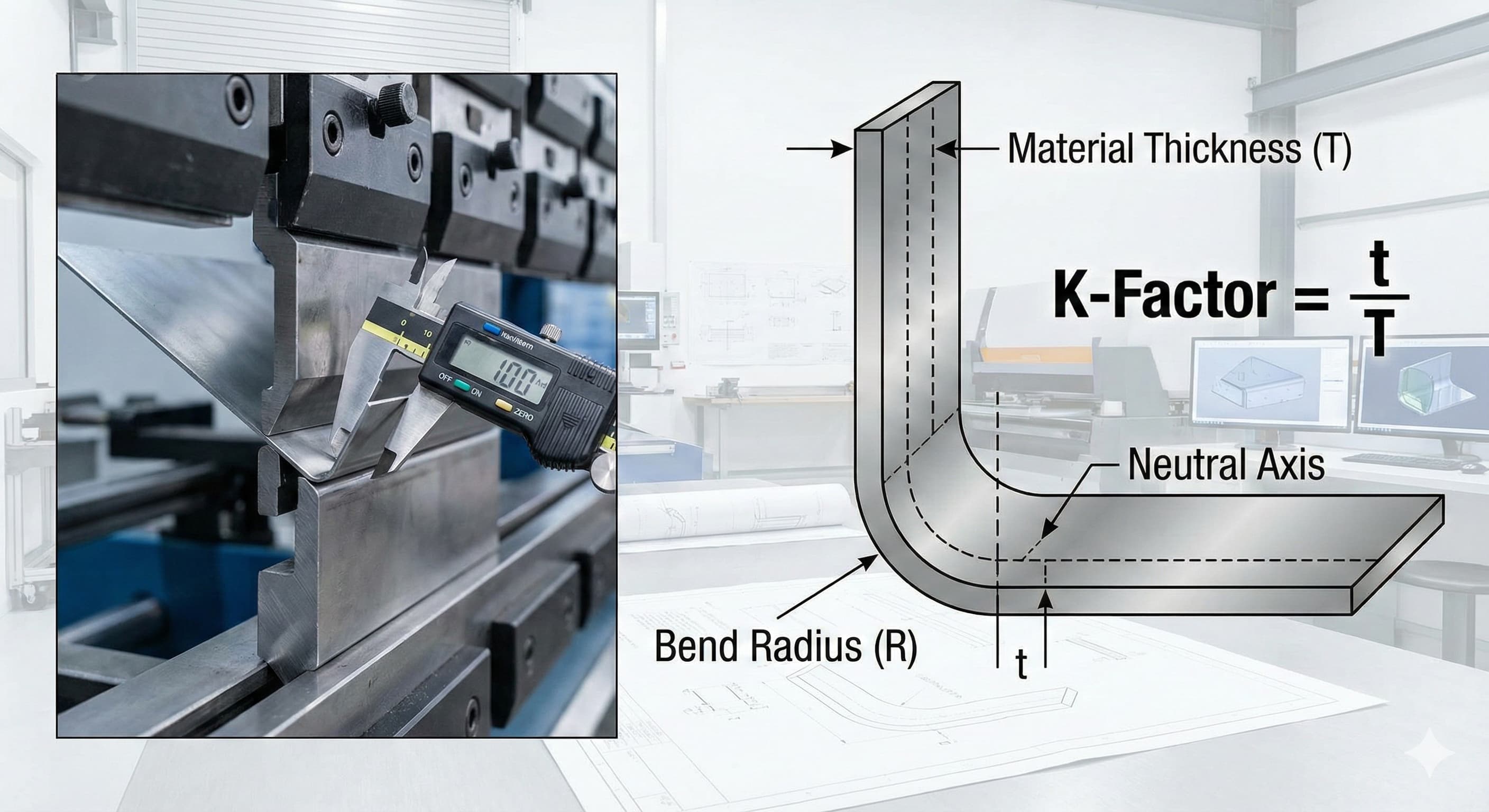
K-faktoren kvantificerer forholdet mellem et materiales neutrale akse og dets tykkelse under bukkeprocessen. Når plademetal bukkes, strækkes den ydre overflade, mens den indre overflade komprimeres, hvilket skaber en neutral akse, hvor materialelængden forbliver konstant. Denne neutrale akseposition bestemmer det bøjetillæg, der kræves for nøjagtig fladmønsterudvikling.
Matematisk set er K-faktoren lig med afstanden fra den indre bøjeradius til den neutrale akse, divideret med materialetykkelsen. For en del med 2,0 mm tykkelse og neutral akse placeret 0,8 mm fra den indre overflade, beregnes K-faktoren til 0,40. Denne dimensionsløse værdi forbliver relativt konsistent for specifikke materialeværktøjskombinationer.
Materialegenskaber påvirker K-faktorværdierne betydeligt. Duktile materialer som aluminium 1100-O udviser højere K-faktorer (0,45-0,50) på grund af større materialeflow under formning. Omvendt viser hårdere materialer som rustfrit stål 304 typisk lavere K-faktorer (0,30-0,40) på grund af reducerede deformationsegenskaber.
Værktøjsgeometri påvirker også K-faktorbestemmelsen. Mindre stempelradier skaber skarpere bukninger med lavere K-faktorer, mens større radier fremmer gradvis formning med højere værdier. Forholdet mellem stempelradius og materialetykkelse, udtrykt som R/T-forholdet, giver foreløbig K-faktor estimeringsvejledning.
| Materialekvalitet | Typisk K-faktorområde | Trækstyrke (MPa) | Formningsegenskaber |
|---|---|---|---|
| Aluminium 1100-O | 0,45 - 0,50 | 90 - 165 | Fremragende formbarhed, høj duktilitet |
| Aluminium 6061-T6 | 0,35 - 0,42 | 310 - 380 | God formbarhed, moderat styrke |
| Stål 1008/1010 | 0,40 - 0,45 | 320 - 420 | God formbarhed, lavt kulstofindhold |
| Rustfrit stål 304 | 0,30 - 0,40 | 515 - 620 | Moderat formbarhed, arbejdsafhærdning |
| Rustfrit stål 316 | 0,32 - 0,42 | 515 - 670 | Bedre formbarhed end 304 |
Beregning af Bøjetillæg - Metoder og Formler
Bøjetillæg repræsenterer buelængden af den neutrale akse gennem bøjezonen, hvilket giver den kritiske dimension for fladmønsterudvikling. Den grundlæggende formel inkorporerer bøjevinklen, indvendig radius, materialetykkelse og K-faktor: BA = (π/180) × (R + K × T) × A, hvor BA er lig med bøjetillæg, R repræsenterer indvendig radius, K betegner K-faktoren, T angiver materialetykkelse, og A specificerer bøjevinklen i grader.
For en 90-graders bukning i 1,5 mm aluminium 6061-T6 med 3,0 mm indvendig radius og K-faktor på 0,38 giver beregningen: BA = (π/180) × (3,0 + 0,38 × 1,5) × 90 = 9,42 + 0,90 = 10,32 mm. Denne bøjetillægsværdi bestemmer den buelængde, der skal inkluderes i fladmønsterudviklingen.
Bøjefradragsmetoden tilbyder en alternativ tilgang, der beregner materialelængdeforskellen mellem de bukkede og ubukkede tilstande. Bøjefradrag er lig med 2 × (udvendig tilbagetrækning) - bøjetillæg, hvor udvendig tilbagetrækning repræsenterer afstanden fra bøjelinjen til den udvendige overflade. Denne metode er særlig nyttig til CAD-systemer og automatiseret nesting software.
Avancerede applikationer kan kræve korrektionsfaktorer for bøjetillæg for at tage højde for tilbagespring, værktøjsslitage og materialevariationer. Disse korrektionsfaktorer, typisk i området 0,95 til 1,05, finjusterer teoretiske beregninger baseret på empirisk testning og produktionserfaring.
Flere bukninger kræver omhyggelig overvejelse af bøjesekvens og mellemliggende flade længder. Hver bukning bidrager med sit individuelle tillæg, samtidig med at de overordnede deldimensioner opretholdes. Komplekse geometrier med flere bukninger, returer og forskydninger kræver systematiske beregningsmetoder for at forhindre kumulative fejl.
Materialegenskabers Indflydelse på K-Faktorvalg
Materialekornstruktur påvirker K-faktorbestemmelsen og bukkeadfærden betydeligt. Koldvalsede materialer udviser retningsbestemte egenskaber med forskellige K-faktorer parallelle og vinkelrette på valseretningen. Aluminium 6061-T6 kan udvise en K-faktor på 0,38 parallel med korn og 0,42 vinkelret, hvilket kræver orienteringsspecifikke beregninger til kritiske applikationer.
Arbejdshærdningsegenskaber påvirker K-faktorstabiliteten under formningsoperationer. Materialer med høje arbejdshærdningshastigheder, såsom rustfrit stål 301, kan udvise K-faktorvariationer afhængigt af bøjestyrke og formningshastighed. Progressiv hærdning reducerer materialeflow, hvilket effektivt sænker K-faktorerne, efterhånden som bukningen skrider frem.
Overfladeforhold og materialefinish påvirker bukkeadfærden gennem friktionseffekter og spændingskoncentration. Materialer med møllefinish giver typisk konsistent K-faktor ydeevne, mens coatede eller teksturerede overflader kan kræve justeringsfaktorer. Forlakeret stål udviser ofte lidt højere K-faktorer på grund af belægningens smøreeffekter.
Tykkelsesvariationer inden for standardtolerancer kan påvirke K-faktornøjagtigheden i præcisionsapplikationer. Materialer specificeret som 2,0 mm ±0,1 mm kan udvise K-faktorvariationer på ±0,02, hvilket potentielt påvirker de endelige deldimensioner med 0,05 mm eller mere i kritiske bøjezoner.
For højpræcisionsresultater, Anmod om et gratis tilbud og få priser inden for 24 timer fra Microns Hub.
| Tykkelsesområde (mm) | Aluminium 6061-T6 K-faktor | Stål 1008 K-faktor | Rustfrit stål 304 K-faktor |
|---|---|---|---|
| 0,5 - 1,0 | 0,33 - 0,38 | 0,35 - 0,42 | 0,27 - 0,33 |
| 1,0 - 2,0 | 0,36 - 0,41 | 0,38 - 0,44 | 0,30 - 0,37 |
| 2,0 - 3,0 | 0,38 - 0,43 | 0,40 - 0,46 | 0,32 - 0,39 |
| 3,0 - 5,0 | 0,40 - 0,45 | 0,42 - 0,48 | 0,34 - 0,41 |
Værktøjseffekter og Overvejelser om Kantpresse
Stempelspidsradius påvirker direkte K-faktorværdierne gennem sin effekt på bøjeformningen. Skarpe stempler med små radier koncentrerer spændingen og reducerer materialeflowet, hvilket resulterer i lavere K-faktorer. Omvendt fremmer større stempelradier gradvis formning med højere K-faktorer og forbedret overfladekvalitet.
Matriceåbningsbredden påvirker materialestøtten under bukning, hvilket påvirker spændingsfordelingen og den neutrale akseposition. Standardpraksis anbefaler matriceåbninger på 8 til 12 gange materialetykkelsen, hvor bredere åbninger fremmer højere K-faktorer. Smalle matricer kan forårsage bundeffekter, der kunstigt reducerer beregnede K-faktorer.
Bundbukning versus luftbukningsteknikker producerer forskellige K-faktorkarakteristika. Luftbukning tillader naturligt materialeflow med konsistente K-faktorer på tværs af forskellige vinkler, mens bundbukning skaber kontrolleret deformation, der kan kræve vinkelspecifikke K-faktorjusteringer. Prægningsoperationer udviser typisk de laveste K-faktorer på grund af materialekomprimeringseffekter.
Kantpressetonnage og formningshastighed påvirker materialeflow under bukkeoperationer. Utilstrækkelig tonnage kan resultere i ufuldstændig formning med inkonsistente K-faktorer, mens overdreven kraft kan forårsage materialetynding og ændrede neutrale aksepositioner. Optimale formningshastigheder tillader korrekt materialeflow uden at inducere spændingskoncentrationer.
Værktøjsslitage påvirker bukkekonsistensen over produktionskørsler. Slidte stempler kan skabe lidt forskellige bøjeradier, hvilket ændrer K-faktor beregninger. Regelmæssig værktøjsinspektion og udskiftningsplaner opretholder K-faktorkonsistens for præcisionsapplikationer, der kræver præcisions CNC bearbejdningstjenester integration.
Empirisk K-Faktor Bestemmelse og Testmetoder
Teoretiske K-faktorer giver udgangspunkter for bøjebereregninger, men præcisionsapplikationer kræver empirisk validering gennem systematisk testning. Testbøjningsprocedurer involverer formning af prøvedele med kendte dimensioner, måling af faktiske bøjereresultater og beregning af effektive K-faktorer fra observeret geometri.
Standardtestproceduren begynder med at forberede teststrimler af produktionsmateriale, typisk 150 mm lange og 25 mm brede. Marker præcise bøjelinjer 50 mm fra hver ende, hvilket sikrer nøjagtige målereferencer. Form 90-graders bukninger ved hjælp af produktionsværktøj og indstillinger, og oprethold konsistente formningsparametre.
Måleteknikker kræver præcisionsinstrumenter, der er i stand til 0,01 mm opløsning. Mål den indvendige radius ved hjælp af radiusmålere eller optiske målesystemer, og verificer bøjevinkler med præcisionsvinkelmålere eller koordinatmålemaskiner. Beregn den effektive K-faktor ved at arbejde baglæns fra målte dimensioner til teoretiske krav.
Flere testprøver giver statistisk validering af K-faktorkonsistens. Minimum prøvestørrelser på 5 stykker pr. materialeværktøjskombination etablerer pålidelige gennemsnitsværdier og variationsområder. Dokumenter miljøforhold, materialepartinumre og værktøjsidentifikation for sporbarhed.
Produktionsvalidering involverer formning af repræsentative dele og måling af kritiske dimensioner i forhold til designkrav. Dele, der kræver tap- og slidskonstruktion kræver særlig opmærksomhed på bøjenøjagtighed for korrekt tilpasning.
Avancerede K-Faktor Applikationer i CAD/CAM Systemer
Moderne CAD-systemer integrerer omfattende K-faktor databaser til automatiseret fladmønsterudvikling. Disse databaser indeholder empirisk validerede værdier for almindelige materialeværktøjskombinationer, hvilket reducerer designtiden og forbedrer nøjagtigheden. Førende softwarepakker tillader brugerdefineret K-faktor indtastning til specialiserede applikationer.
Parametriske designtilgange forbinder K-faktorer med materialegenskaber og formningsparametre, hvilket muliggør automatiske opdateringer, når designændringer forekommer. Funktionsbaserede modelleringssystemer genkender bøjefunktioner og anvender passende K-faktorer baseret på materialevalg og værktøjsspecifikationer.
CAM-integration udvider K-faktor applikationer til produktionsplanlægning og kvalitetskontrol. CNC kantpresseprogrammering bruger K-faktor data til automatisk bøjesekvensoptimering og værktøjsvalg. Realtids vinkelkorrektionssystemer justerer formningsparametre baseret på K-faktor forudsigelser og måletilbagemeldinger.
Simuleringssoftware inkorporerer finite element analyse med K-faktor validering til komplekse formningsoperationer. Disse værktøjer forudsiger materialeadfærd, spændingsfordeling og endelig geometri før fysisk prototyping. Avancerede simuleringer tager højde for materialeanisotropi, arbejdshærdning og værktøjs-del interaktioner.
Datahåndteringssystemer sporer K-faktor ydeevne på tværs af produktionskørsler, identificerer tendenser og optimeringsmuligheder. Statistiske proceskontrolapplikationer overvåger bøjenøjagtighed og justerer K-faktorer for løbende forbedringer. Integration med vores produktionstjenester sikrer ensartet kvalitetskontrol gennem hele produktionsprocessen.
Kvalitetskontrol og Måleverifikation
Præcisionspladeapplikationer kræver strenge kvalitetskontrolprocedurer for at verificere K-faktornøjagtighed og bøjekonformitet. Statistiske stikprøvekontrolplaner baseret på ISO 2859-1 giver systematiske inspektionstilgange til produktionsvalidering. Kritiske applikationer kan kræve 100% inspektion med automatiserede målesystemer.
Koordinatmålemaskiner (CMM'er) tilbyder den højeste nøjagtighed til bøjeverifikation, med måleusikkerheder under ±0,005 mm. Optiske målesystemer giver hurtige inspektionsmuligheder til produktionsmiljøer, der kombinerer hastighed med tilstrækkelig nøjagtighed til de fleste applikationer. Bærbare måleværktøjer muliggør in-process verifikation og hurtig feedback.
Måleusikkerhedsanalyse tager højde for instrumentbegrænsninger, delvariationer og miljøeffekter. Type A usikkerheder fra statistisk analyse af gentagne målinger kombineres med Type B usikkerheder fra instrumentspecifikationer for at bestemme den samlede måletillid. Præcisionsapplikationer kræver usikkerhedsbudgetter for at sikre, at målekapaciteten overstiger de krævede tolerancer.
Proceskapabilitetsstudier evaluerer K-faktorkonsistens over udvidede produktionskørsler. Cp- og Cpk-beregninger kvantificerer procesydelsen i forhold til specifikationsgrænser og identificerer forbedringsmuligheder. Kontrolkort overvåger nøgleparametre og registrerer procesdrift, før der udvikles kvalitetsproblemer.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service tilgang betyder, at hvert projekt får den opmærksomhed på detaljer, det fortjener, med omfattende kvalitetsdokumentation og sporbarhed gennem hele produktionsprocessen.
| Målemetode | Nøjagtighed (mm) | Hastighed | Bedste anvendelse |
|---|---|---|---|
| CMM | ±0,002 | Langsom | Kritiske dimensioner, kalibrering |
| Optisk scanner | ±0,010 | Hurtig | Produktionsinspektion |
| Radiusmålere | ±0,025 | Hurtig | Verifikation på værksted |
| Skydelære | ±0,020 | Hurtig | Grundlæggende dimensionskontrol |
Omkostningsoptimering Gennem Nøjagtig K-Faktor Anvendelse
Nøjagtig K-faktorbestemmelse reducerer materialespild gennem præcis fladmønsterudvikling. Overvurderede bøjetillæg skaber overdreven materialeforbrug, mens undervurderede værdier fører til korte dele, der kræver omarbejdning eller skrot. En 2% forbedring i K-faktornøjagtighed kan reducere materialeforbruget med 1-3% i komplekse dele med flere bukninger.
Produktionseffektivitetsgevinster skyldes reduceret opsætningstid og færre iterative justeringer. Nøjagtige K-faktorer minimerer trial-and-error tilgange, hvilket muliggør succes med første artikel og hurtigere produktionsopstart. Tidsbesparelser i prototypeudvikling og produktionsopsætning giver betydelige omkostningsfordele på konkurrencedygtige markeder.
Værktøjsoptimering gennem K-faktoranalyse identificerer de mest effektive stempel- og matricekombinationer til specifikke applikationer. Standardisering på gennemprøvede værktøjssæt med validerede K-faktorer reducerer lagerkravene og forbedrer konsistensen. Værktøjslevetidsforbedringer skyldes optimerede formningsparametre og reduceret overformning.
Kvalitetsomkostningsreduktion gennem defektforebyggelse giver den største økonomiske effekt. Skrotrater under 1% bliver opnåelige med korrekt validerede K-faktorer sammenlignet med 5-10% rater med teoretiske værdier alene. Reducerede inspektionskrav og garantikrav forbedrer yderligere rentabiliteten.
Fordele i forsyningskæden opstår som følge af ensartet delkvalitet og pålidelige leveringsplaner. Kunder værdsætter leverandører, der demonstrerer proceskontrol og forudsigelige resultater. Langsigtede partnerskaber udvikles, når præcisionskrav konsekvent opfyldes gennem korrekt K-faktor anvendelse.
Industrispecifikke K-Faktor Krav
Luftfartsapplikationer kræver de højeste niveauer af K-faktorvalidering og dokumentation. AS9100 kvalitetssystemer kræver fuld sporbarhed af formningsparametre og empirisk validering for flyvekritiske komponenter. Materialecertificeringer, værktøjsregistreringer og procesparametre skal demonstrere statistisk kontrol for overholdelse af lovgivningen.
Medicinsk udstyrsproduktion kræver K-faktorvalidering i henhold til FDA's kvalitets systemreguleringer. Biokompatible materialer såsom titanium Grade 2 og rustfrit stål 316L kræver specifik K-faktorbestemmelse på grund af deres unikke formningsegenskaber. Procesvalidering inkluderer worst-case analyse og designmargin verifikation.
Automotive applikationer fokuserer på højvolumen konsistens og omkostningsoptimering. Statistiske proceskontrolsystemer overvåger K-faktor ydeevne på tværs af millioner af dele og identificerer subtile tendenser og optimeringsmuligheder. Leverandørkvalitetsaftaler specificerer K-faktor valideringskrav og løbende overvågningsprotokoller.
Elektronikkabinetter kræver præcise K-faktorer for EMI-skærmningseffektivitet og komponentpasform. Tynde materialer (0,5-1,0 mm) med stramme bøjetolerancer udfordrer traditionelle K-faktor tilgange. Særlig hensyntagen til PEM fastgørelseselementer integration kræver koordinerede designtilgange.
Arkitektur- og konstruktionsapplikationer understreger vejrforsegling og termisk ekspansionsindkvartering. Stor panelformning med flere bukninger kræver omhyggelig K-faktorvalidering for at forhindre kumulative fejl. Feltmonteringsovervejelser påvirker designtilgange og toleranceallokeringsstrategier.
Ofte Stillede Spørgsmål
Hvilken K-faktor skal jeg bruge til 2 mm aluminium 6061-T6?
For 2 mm aluminium 6061-T6 skal du starte med en K-faktor på 0,38-0,40 til luftbukningsoperationer. Den nøjagtige værdi afhænger af din stempelradius, matriceåbning og formningshastighed. Valider dette indledende skøn gennem testbukninger ved hjælp af dit faktiske værktøj og produktionsparametre for at opnå optimal nøjagtighed.
Hvordan påvirker stempelradius K-faktor beregninger?
Mindre stempelradier skaber skarpere bukninger med lavere K-faktorer (0,25-0,35), mens større radier fremmer gradvis formning med højere K-faktorer (0,40-0,50). Forholdet følger R/T-forholdet - radius divideret med tykkelse. Oprethold stempelradius mindst lig med materialetykkelsen for konsistente resultater og undgå revner.
Kan jeg bruge den samme K-faktor til forskellige bøjevinkler?
Luftbukning opretholder relativt konsistente K-faktorer på tværs af forskellige vinkler (30-135 grader), hvilket gør dette til den foretrukne metode til dele med variabel geometri. Bundbukning og prægningsoperationer kan kræve vinkelspecifikke K-faktorer på grund af forskellige materialeflowkarakteristika. Valider altid kritiske vinkler gennem testdele.
Hvorfor stemmer mine beregnede dimensioner ikke overens med faktiske bukkede dele?
Dimensionsforskelle skyldes typisk brug af teoretiske K-faktorer i stedet for empirisk validerede værdier, tilbagespringseffekter, der ikke er taget højde for i beregningerne, eller inkonsistent værktøjsopsætning. Mål dine faktiske indvendige radier og bøjevinkler, og beregn derefter effektive K-faktorer fra rigtige dele for at forbedre nøjagtigheden.
Hvor ofte skal jeg verificere K-faktorer i produktionen?
Verificer K-faktorer månedligt for højvolumenproduktion eller efter eventuelle værktøjsændringer, materialepartiændringer eller udstyrsvedligeholdelse. Kritiske applikationer kan kræve daglig verifikation gennem statistisk stikprøvekontrol. Oprethold kontrolkort for at identificere tendenser og forhindre kvalitetsproblemer, før de opstår.
Hvilken målenøjagtighed kræves for K-faktorvalidering?
K-faktorvalidering kræver måleusikkerhed mindst 10 gange bedre end dine endelige tolerancekrav. For dele med ±0,1 mm bøjetolerancer skal du bruge instrumenter med ±0,01 mm nøjagtighed eller bedre. CMM'er giver den højeste nøjagtighed, mens optiske scannere tilbyder et godt kompromis mellem hastighed og præcision til produktionsmiljøer.
Hvordan håndterer jeg K-faktorer for brugerdefinerede legeringer eller eksotiske materialer?
Brugerdefinerede legeringer kræver empirisk K-faktorbestemmelse gennem systematisk testning. Start med værdier for lignende basismaterialer, og udfør derefter bøjetest på tværs af dit typiske tykkelses- og radiusområde. Dokumenter materialegenskaber, herunder trækstyrke, forlængelse og arbejdshærdningsegenskaber for at forudsige K-faktoradfærd og etablere procesvinduer.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece