Dybtrækning vs. Spinding: Fremstilling af cylindriske metalformer
Fremstilling af cylindriske metalkomponenter præsenterer ingeniører for to primære formningsprocesser: dybtrækning og metalspinding. Hver proces tilbyder forskellige fordele med hensyn til materialeudnyttelse, værktøjsomkostninger, produktionsvolumener og opnåelige tolerancer. Forståelse af de grundlæggende forskelle mellem disse processer er afgørende for at optimere produktionsresultater og omkostningseffektivitet.
Vigtigste pointer
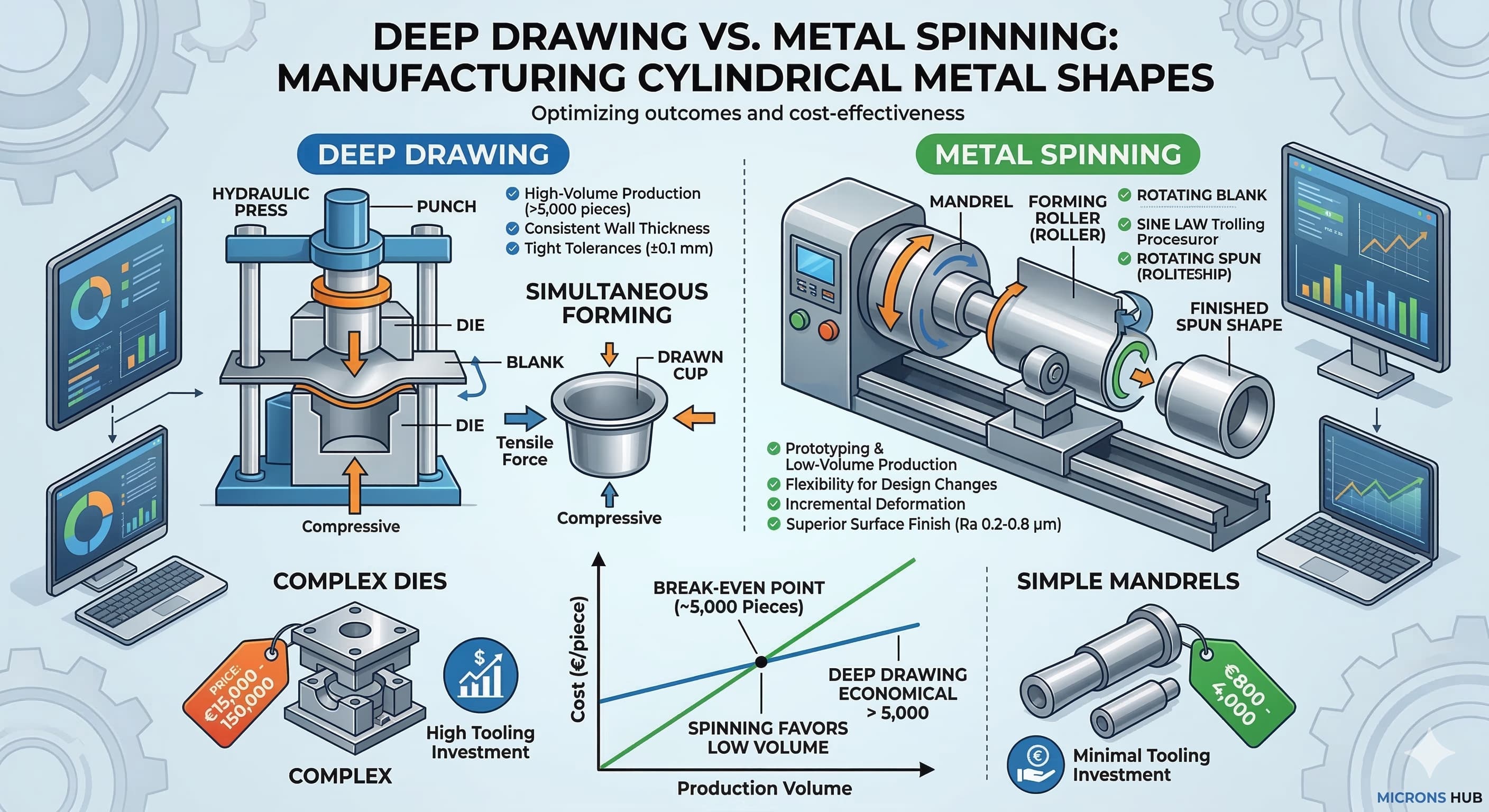
- Dybtrækning udmærker sig ved højvolumenproduktion med ensartet vægtykkelse og snævre tolerancer (±0,1 mm)
- Metalspinding tilbyder overlegen fleksibilitet til prototypefremstilling og lavvolumenproduktion med minimal værktøjsinvestering
- Materialevalg har stor indflydelse på processens levedygtighed, hvor dybtrækning kræver højere duktilitetsforhold
- Omkostningsanalyse afslører, at dybtrækning bliver økonomisk ved volumener, der overstiger 5.000 stykker årligt
Grundlæggende om dybtrækningsprocessen
Dybtrækning omdanner flade metalpladeemner til cylindriske eller kasseformede komponenter gennem en kombination af træk- og trykkræfter. Processen bruger et stempel- og diesystem, hvor stemplet tvinger emnet gennem diehulrummet og skaber en sømløs hul form med en dybde, der er større end halvdelen af diameteren.
Den kritiske parameter ved dybtrækning er trækningsforholdet (DR), beregnet som emnets diameter divideret med stempel diameteren. For de fleste materialer kan en enkelt trækningsoperation opnå forhold mellem 1,8:1 og 2,2:1. Når der kræves højere forhold, bliver flere trækningsstadier nødvendige, hvor hvert efterfølgende trin reducerer diameteren med ca. 20-30 %.
Materialeflow under dybtrækning følger specifikke mønstre. Emnet ydre områder oplever omkredskomprimering, mens sidevægsmaterialet udsættes for trækspænding. Denne dobbeltspændingstilstand kræver materialer med fremragende duktilitet og ensartet kornstruktur. Stålkvaliteter som DC04 (EN 10130) og aluminiumslegering 3003-H14 demonstrerer optimal ydeevne på grund af deres høje r-værdier (stammeratio) på 1,8-2,2.
Værktøjsdesign spiller en afgørende rolle for at opnå ensartede resultater. Dieradiusen varierer typisk fra 6-10 gange materialetykkelsen, mens stempelradiusen holdes på 4-8 gange tykkelsen. Disse forhold forhindrer materialerivering under formningsoperationen og minimerer samtidig spring-back-effekter.
Mekanik i metalspindingsprocessen
Metalspinding, også kendt som spinformning, former cylindriske komponenter ved at rotere et metalemne ved høje hastigheder, mens der påføres lokaliseret tryk gennem formningsværktøjer. Emnet spændes fast mod en dorn, der definerer den indre geometri, og materialet formes gradvist over denne dorn ved hjælp af ruller eller specialiserede spindeværktøjer.
Processen fungerer efter fundamentalt forskellige principper end dybtrækning. I stedet for samtidig formning skaber spinding den ønskede form gennem trinvis deformation. Materialet flyder radialt indad og aksialt langs dornoverfladen, hvor vægtykkelsen varierer i henhold til sinusloven: t₁ = t₀ × sin α, hvor t₁ er den endelige tykkelse, t₀ er den oprindelige tykkelse, og α er vinklen fra rotationsaksen.
Spindedorne kræver præcis bearbejdning, men repræsenterer betydeligt lavere værktøjsomkostninger sammenlignet med dybtrækningsdyser. En typisk ståldorn til spinding koster €800-1.500, mens tilsvarende dybtrækningsværktøj koster fra €15.000-50.000 afhængigt af kompleksitet og produktionskrav.
Processen rummer en bredere vifte af materialer, herunder arbejds-hærdende legeringer, der kan vise sig at være udfordrende for dybtrækning. Rustfrit stål 316L, titanium Ti-6Al-4V og Inconel 625 kan spindes med succes på grund af den trinvise deformation, som forhindrer overdreven spændingskoncentration.
Materialevalg og kompatibilitet
Materialevalg er et kritisk beslutningspunkt mellem dybtræknings- og spindeprocesser. Hver formningsmetode stiller forskellige krav til materialegenskaber, hvilket påvirker både processens gennemførlighed og den endelige komponentkvalitet.
| Materialeegenskab | Krav til dybtrækning | Krav til spinding | Typiske værdier |
|---|---|---|---|
| Forlængelse (%) | ≥25% | ≥15% | DC04: 38-42% |
| r-værdi (stammeratio) | ≥1.4 | ≥0.8 | Al 3003: 0.6-0.8 |
| n-værdi (stammehærdning) | 0.20-0.25 | 0.15-0.30 | 304 SS: 0.45 |
| Flydespænding (MPa) | 140-300 | 200-600 | Ti-6Al-4V: 880 |
Dybtrækning kræver materialer med høje plastiske stammeratioer (r-værdier) for at forhindre øredannelse og sikre ensartet materialeflow. R-værdien repræsenterer forholdet mellem breddestamme og tykkelsesstamme under trækprøvning. Materialer med r-værdier under 1,0 har tendens til at tynde for meget under trækningsoperationer, hvilket kan føre til potentielt svigt.
Spindeprocesser rummer materialer med lavere formbarhedsindeks, fordi deformation sker trinvist snarere end samtidigt over hele emnet. Denne egenskab gør spinding særligt velegnet til højstyrke legeringer og eksotiske materialer, hvor dybtrækning ville overskride materialets formningsgrænser.
Kornstørrelse påvirker begge processer betydeligt, men med forskellige implikationer. Finkornede materialer (ASTM kornstørrelse 7-9) giver bedre overfladefinish i dybtrækningsapplikationer, mens spinding kan tolerere grovere kornstrukturer uden at gå på kompromis med dimensionsnøjagtigheden.
Værktøjsdesign og investeringsanalyse
Den grundlæggende forskel i værktøjskrav mellem dybtrækning og spinding påvirker direkte projekters økonomi og leveringstider. Dybtrækning nødvendiggør præcisionsbearbejdede progressive dyser fremstillet af værktøjsstål såsom D2 eller A2, med hårdhedsværdier fra 58-62 HRC.
Progressiv dysekonstruktion involverer flere stationer til komplekse geometrier, hvor hver station kræver præcis justering og frigangskontrol. Typiske dysefrigange varierer fra 1,1-1,3 gange materialetykkelsen for stål og 1,2-1,4 gange for aluminiumslegeringer. Disse snævre tolerancer kræver højpræcisionsfremstilling, hvilket driver værktøjsomkostningerne opad.
Spindedorne tilbyder dramatisk reducerede værktøjsinvesteringer. En typisk dorn kan fremstilles af aluminium 7075-T6 til prototypeapplikationer eller stål 4140 til produktionskørsler. Dornen kræver kun den endelige indre geometri, hvilket eliminerer de komplekse hulrumsprofiler, der er nødvendige for dybtrækningsdyser.
| Værktøjskomponent | Omkostninger til dybtrækning (€) | Omkostninger til spinding (€) | Leveringstid (uger) |
|---|---|---|---|
| Simpel cylindrisk (Ø100mm) | 15.000 - 25.000 | 800 - 1.500 | 6-8 vs 2-3 |
| Kompleks trinform | 35.000 - 60.000 | 2.000 - 4.000 | 10-12 vs 3-4 |
| Fler-trins progressiv | 75.000 - 150.000 | N/A (Enkelt trin) | 12-16 vs N/A |
| Vedligeholdelse af værktøj (årligt) | 5-10% af startomkostningerne | 2-3% af startomkostningerne | Løbende |
Overvejelser om værktøjslevetid differentierer processerne yderligere. Dybtrækningsdyser kan typisk modstå 500.000-2.000.000 cyklusser afhængigt af materiale og kompleksitet, mens spindedorne kan overstige 10.000 cyklusser med korrekt vedligeholdelse. Spindeværktøjer (ruller og formningsredskaber) kræver dog periodisk udskiftning hver 5.000-15.000 cyklus.
For højpræcisionsresultater, Indsend dit projekt for et 24-timers tilbud fra Microns Hub.
Dimensionsnøjagtighed og overfladekvalitet
Opnåelse af præcis dimensionskontrol kræver forståelse af, hvordan hver proces påvirker den endelige komponentgeometri. Dybtrækning leverer typisk overlegen koncentricitet og vægtykkelses ensartethed på grund af den samtidige formningshandling over hele emnet.
Vægtykkelsesvariation i dybtrukne komponenter forbliver generelt inden for ±10-15 % af den originale emnetykkelse, hvor de tyndeste sektioner forekommer ved stempel næseradius. Dette forudsigelige udtyndingsmønster giver ingeniører mulighed for at kompensere gennem valg af emnetykkelse og planlægning af trækningsreduktion.
Spindeoperationer producerer komponenter med vægtykkelse efter sinuslovsforholdet, hvilket resulterer i tilsigtet tykkelsesvariation, der skal rummes i designberegninger. Spinding tilbyder dog overlegen kontrol over lokal geometri, hvilket muliggør funktioner som flanger, riller og komplekse kurver, der ville kræve flere dybtrækningsoperationer.
Overfladefinishkvaliteten er markant forskellig mellem processerne. Dybtrukne komponenter udviser ensartede overfladekarakteristika, der matcher den originale emnetilstand, typisk Ra 0,8-1,6 μm for koldvalsede stålsubstrater. Spindeoperationer kan opnå overlegne overfladefinisher (Ra 0,2-0,8 μm) gennem poleringsvirkningen af formningsværktøjer, hvilket er særligt fordelagtigt for applikationer, der kræver minimal efterbehandling.
Dimensions tolerancer, der kan opnås gennem hver proces, afspejler de grundlæggende formningsmekanismer. Dybtrækning opnår rutinemæssigt ±0,1 mm på diameter og ±0,15 mm på højde for komponenter op til 200 mm i diameter. Spindetolerancer afhænger af dornnøjagtighed og proceskontrol, der typisk leverer ±0,2 mm på diameter og ±0,25 mm på højde for komponenter af lignende størrelse.
Produktionsvolumenoptimering
Økonomisk analyse afslører forskellige break-even-punkter, hvor hver proces bliver fordelagtig. Dybtrækningens høje værktøjsinvestering kræver betydelige produktionsvolumener for at retfærdiggøre de oprindelige udgifter, mens spindingens lavere opsætningsomkostninger favoriserer mindre partier og prototypeudvikling.
Omkostningsberegningen pr. styk omfatter materialeudnyttelseseffektivitet, hvilket i høj grad favoriserer dybtrækning for simple geometrier. Dybtrukne cylindre opnår typisk 85-92 % materialeudnyttelse, mens spindeoperationer varierer fra 95-98 % på grund af minimalt spild. Spindingens materialeeffektivitetsfordel mindskes dog, når man overvejer potentialet for tykkere startemner, der kræves for at opnå den ønskede endelige tykkelse i kritiske områder.
| Produktionsvolumen | Dybtrækning (€/stk) | Spinding (€/stk) | Anbefalet proces |
|---|---|---|---|
| 1-100 stykker | 45.00 - 65.00 | 12.00 - 18.00 | Spinding |
| 500-1.000 stykker | 18.00 - 25.00 | 10.00 - 15.00 | Spinding |
| 5.000-10.000 stykker | 4.50 - 6.50 | 8.00 - 12.00 | Dybtrækning |
| 50.000+ stykker | 2.20 - 3.80 | 7.50 - 11.00 | Dybtrækning |
Cyklustidsanalyse afslører dybtrækningens overlegenhed i højvolumenscenarier. En typisk dybtrækningsoperation afsluttes på 3-8 sekunder afhængigt af kompleksiteten, mens spindeoperationer kræver 2-15 minutter pr. komponent. Denne dramatiske forskel i produktionshastighed gør dybtrækning til det klare valg til højvolumenapplikationer på trods af den oprindelige værktøjsinvestering.
Sekundære operationer påvirker de samlede fremstillingsomkostninger betydeligt. Dybtrukne komponenter kræver ofte trimning, piercing eller yderligere formningsoperationer, der tilføjer €0,50-2,00 pr. styk. Spindeoperationer leverer typisk near-net-shape-komponenter, der kræver minimal sekundær behandling, hvilket giver omkostningsfordele ved komplekse geometrier.
Kvalitetskontrol og inspektionsmetoder
Kvalitetssikringsprotokoller for begge processer skal adressere de unikke karakteristika og potentielle fejltilstande for hver formningsmetode. Dybtrækningskvalitetskontrol fokuserer på at forhindre almindelige defekter såsom øredannelse, rynker, rivning og overdreven udtynding gennem optimering af procesparametre og statistisk proceskontrol.
Kritiske målepunkter for dybtrukne komponenter omfatter vægtykkelsesfordeling ved hjælp af ultralydsmåling, dimensionsnøjagtighed gennem koordinatmålemaskiner (CMM) og vurdering af overfladekvalitet. Inline-overvågningssystemer kan registrere stempelkraftvariationer, der indikerer potentielt værktøjsslid eller ændringer i materialegenskaber.
Spindekvalitetskontrol understreger dornnøjagtighed, formningsværktøjets tilstand og konsistens i rotationshastigheden. Spindingens trinvise karakter giver mulighed for justeringer under processen, hvilket giver muligheder for at korrigere dimensionsafvigelser under formning i stedet for at kassere færdige komponenter.
Implementering af statistisk proceskontrol er forskellig mellem processerne. Dybtrækning drager fordel af Cpk-værdier, der overstiger 1,33 for kritiske dimensioner, hvilket kan opnås gennem tæt kontrol af emnepositionering, smørekonsistens og pressetonnage. Spindeoperationer kræver overvågning af rotationshastighedsstabilitet (±2 %), konsistens i tilførselshastighed (±5 %) og ensartethed i formningstryk.
Når du bestiller fra Microns Hub, får du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service tilgang betyder, at hvert projekt får den opmærksomhed på detaljer, det fortjener, med omfattende kvalitetsdokumentation og sporbarhed.
Integration med fremstillingssystemer
Moderne fremstillingsmiljøer kræver problemfri integration af formningsprocesser med upstream- og downstream-operationer. Dybtrækningslinjer omfatter typisk automatisk emnetilførsel, overførselssystemer og integrerede præcisions CNC bearbejdningstjenester til sekundære operationer.
Den høje hastighed i dybtrækningsoperationer kræver sofistikerede automationssystemer, der er i stand til at opretholde cyklustider og samtidig sikre ensartet delkvalitet. Progressive dysesystemer kan integrere flere formningsoperationer, piercing og trimning inden for et enkelt pressetryk, hvilket maksimerer effektiviteten og minimerer håndteringsomkostningerne.
Spindeoperationer, der generelt kræver mere manuel indgriben, tilbyder fleksibilitet til at imødekomme designændringer og produktvariationer. CNC-spindedrejebænke giver automatiseret kontrol af formningssekvenser, samtidig med at processens iboende tilpasningsevne til forskellige komponentgeometrier opretholdes.
Integration med vores fremstillingstjenester giver mulighed for omfattende projektstyring fra indledende design til endelig inspektion. Denne integrerede tilgang sikrer optimal procesvalg baseret på specifikke projektkrav snarere end at begrænse mulighederne til enkelte fremstillingsmetoder.
Overvejelser om forsyningskæden påvirker også procesvalget. Dybtrækningens afhængighed af specialiseret værktøj skaber afhængighed af værktøjs- og dyseproducenter, hvilket potentielt forlænger leveringstiderne for nye projekter. Spindeoperationer kan ofte udnytte eksisterende dornlager eller hurtigt fremstille nye dorne ved hjælp af standard bearbejdningsfunktioner.
Avancerede applikationer og casestudier
Luftfartsapplikationer demonstrerer den kritiske betydning af procesvalg i krævende miljøer. Dybtrækning udmærker sig ved at producere brændstoftankkomponenter, hvor ensartet vægtykkelse og lækagetæt konstruktion er altafgørende. Processen leverer den dimensionsmæssige repeterbarhed, der kræves til automatiserede samleoperationer, samtidig med at den strukturelle integritet opretholdes, der er nødvendig for trykbeholderapplikationer.
Spinding finder anvendelse i luftfart til komplekse keglesektioner, næsekegler og overgangskanaler, hvor evnen til at forme sammensatte kurver og varierende vægtykkelse giver designfordele. Processens kompatibilitet med titanium- og Inconel-legeringer gør den særligt værdifuld til højtemperaturapplikationer, hvor materialegenskaber overskrider formningsgrænserne for konventionel dybtrækning.
Bilapplikationer viser volumenstyret beslutningstagning. Dybtrækning dominerer højvolumenkomponentproduktion såsom oliekar, brændstoftanke og strukturelle elementer, hvor de afskrevne værktøjsomkostninger bliver ubetydelige på tværs af millioner af komponenter. Procesintegrationen med bilsamlebånd giver den hastighed og konsistens, der kræves til just-in-time-fremstilling.
Fremstilling af medicinsk udstyr præsenterer unikke udfordringer, hvor biokompatibilitet, overfladefinish og dimensionspræcision konvergerer. Spindeoperationer udmærker sig ved at producere kirurgiske instrumenter og implanterbare enhedskomponenter, hvor den overlegne overfladefinish og materialekompatibilitet med eksotiske legeringer giver kliniske fordele.
Elektronikindustrien udnytter begge processer afhængigt af volumenkrav. Dybtrækning tjener højvolumenapplikationer såsom køleplader og elektromagnetiske afskærmningskomponenter, mens spinding adresserer specialiserede krav som EMI-afskærmningsapplikationer, hvor komplekse geometrier og overlegen overfladefinish påvirker ydeevnen.
Fremtidige teknologitrends
Fremspirende teknologier fortsætter med at udvide mulighederne for begge formningsprocesser. Servodrevne dybtrækningspresser giver programmerbare bevægelsesprofiler, hvilket muliggør optimering af materialeflow og reduktion af springback-effekter. Disse avancerede systemer opnår formningskræfter med præcision, der tidligere var uopnåelig med konventionelle mekaniske presser.
Varmformningsteknikker udvider udvalget af materialer, der er egnede til dybtrækningsoperationer. Aluminiumslegeringer, der traditionelt krævede flere trækningsstadier, kan nu formes i enkelte operationer gennem kontrolleret opvarmning af emner og dyser. Denne fremskridt reducerer værktøjskompleksiteten og forbedrer samtidig materialeudnyttelseseffektiviteten.
CNC-spinding fortsætter med at udvikle sig gennem forbedret procesovervågning og adaptive kontrolsystemer. Realtidsmåling af formningskræfter og komponentdimensioner muliggør automatisk justering af procesparametre, hvilket reducerer operatørfærdighedskrav og forbedrer dimensionskonsistensen.
Additiv fremstilling påvirker begge processer gennem hurtige værktøjsapplikationer. 3D-printede dorne og formningsværktøjer muliggør omkostningseffektiv prototypeudvikling og lavvolumenproduktionskørsler, hvilket bygger bro mellem traditionelle værktøjsinvesteringer og projektkrav.
Simuleringssoftware fremskridt giver stadig mere nøjagtig forudsigelse af materialeflow, spændingsfordeling og potentielle fejltilstande. Finite element analyse (FEA) muliggør procesoptimering forud for værktøjsfremstilling, hvilket reducerer udviklingstiden og forbedrer succesraterne for første stykke.
Ofte stillede spørgsmål
Hvad er den minimale vægtykkelse, der kan opnås med dybtrækning versus spinding?
Dybtrækning opretholder typisk vægtykkelsen inden for 85-90 % af den originale emnetykkelse, med en minimal praktisk tykkelse omkring 0,3 mm for stål og 0,5 mm for aluminium. Spinding kan opnå tyndere vægge i lokaliserede områder, potentielt nå 0,2 mm tykkelse, men dette varierer i henhold til sinuslovsforholdet og dorngeometrien.
Hvordan sammenlignes materialomkostningerne mellem de to processer?
Materialomkostningerne favoriserer dybtrækning på grund af bedre materialeudnyttelse (85-92 %) sammenlignet med spindingens højere udnyttelse (95-98 %), men krav om tykkere startemner. Dybtrækning bruger typisk 15-25 % mindre råmateriale til simple cylindriske former, selvom denne fordel mindskes med komplekse geometrier, der kræver flere operationer.
Hvilken overfladefinishkvalitet kan opnås med hver proces?
Dybtrækning opretholder den originale emneoverfladefinish, typisk Ra 0,8-1,6 μm for koldvalsede stålsubstrater. Spinding kan opnå overlegne overfladefinisher på Ra 0,2-0,8 μm gennem poleringsvirkningen af formningsværktøjer, hvilket gør det at foretrække til applikationer, der kræver minimal efterbehandling eller dekorative finish.
Hvilken proces tilbyder bedre dimensions tolerancekontrol?
Dybtrækning opnår rutinemæssigt ±0,1 mm tolerancer på diameter og ±0,15 mm på højde for komponenter op til 200 mm i diameter. Spinding leverer typisk ±0,2 mm på diameter og ±0,25 mm på højde, selvom overlegen lokal geometrikontrol er mulig gennem dygtig drift og korrekt værktøj.
Hvordan påvirker produktionsvolumen procesøkonomien?
Dybtrækning bliver økonomisk fordelagtig ved volumener, der overstiger 5.000 stykker årligt på grund af høje værktøjsomkostninger (€15.000-60.000), men lave omkostninger pr. styk (€2.20-6.50). Spinding favoriserer lavvolumenproduktion med minimal værktøjsinvestering (€800-4.000), men højere omkostninger pr. styk (€8.00-18.00) ved høje volumener.
Hvad er de typiske leveringstider for værktøj og første artikler?
Dybtrækningsværktøj kræver 6-16 uger afhængigt af kompleksiteten, hvor simple cylindriske dyser tager 6-8 uger, og progressivt flertrinsværktøj strækker sig til 16 uger. Spindedorne kræver typisk 2-4 uger, hvilket muliggør hurtigere projektinitiering og designiterationscyklusser.
Hvilken proces er bedre til at imødekomme designændringer under produktionen?
Spinding tilbyder overlegen fleksibilitet til designmodifikationer, der ofte kun kræver dornjusteringer eller ny dornfremstilling, der koster €800-4.000. Dybtrækningsdesignændringer nødvendiggør typisk dysemodifikationer eller komplet dyseudskiftning, hvilket repræsenterer betydelige tids- og omkostningsinvesteringer på €5.000-25.000 afhængigt af omfanget af de krævede ændringer.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece