Design af slipvinkler til metalstøbninger: En praktisk guide til ingeniører
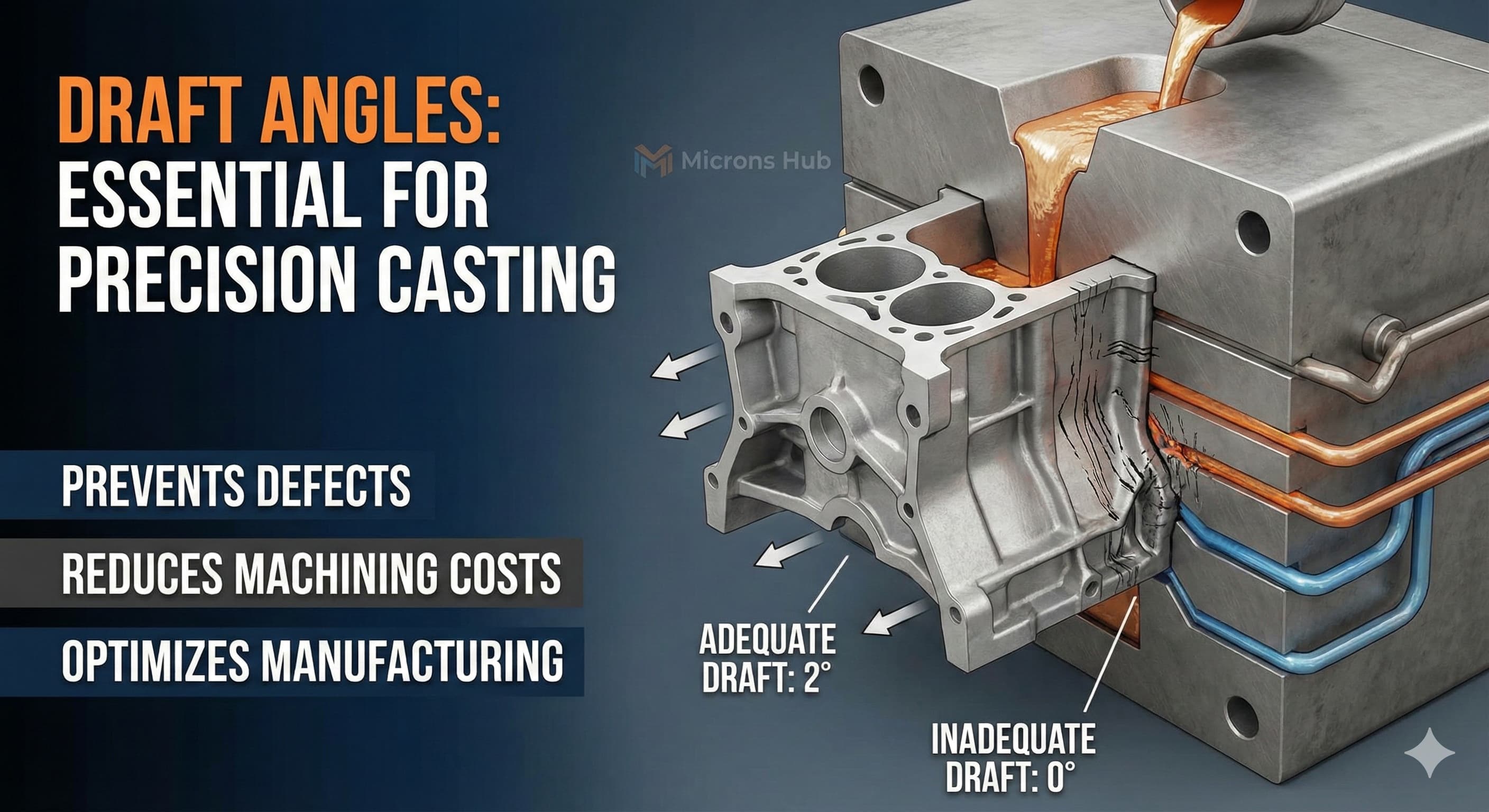
Slipvinkler overses ofte i designfasen, men utilstrækkelige slipvinkelspecifikationer forårsager op til 40 % af støbningsfejlene i præcisionsmetalkomponenter. Forskellen mellem en del, der slipper rent fra formen, og en, der kræver dyre sekundære operationer, ligger i forståelsen af det komplekse forhold mellem materialegenskaber, geometri og produktionsbegrænsninger.
Vigtigste pointer
- Slipvinkler varierer typisk fra 0,5° til 3° afhængigt af støbeprocessen, hvor trykstøbning kræver minimale vinkler (0,5-1°), mens sandstøbning kræver 1-3°
- Indvendige funktioner kræver 25-50 % stejlere slipvinkler end udvendige overflader på grund af krympningskræfter under afkøling
- Korrekt design af slipvinkler kan reducere bearbejdningsomkostningerne med 30-60 % ved at eliminere sekundære operationer på ikke-kritiske overflader
- Materialevalg påvirker direkte kravene til slipvinkler, hvor aluminiumslegeringer tillader strammere vinkler end stål- eller jernstøbninger
Forståelse af grundlæggende slipvinkler
Slipvinkler fungerer som den primære mekanisme for vellykket udstødning af dele fra støbeforme. Uden tilstrækkelig slipvinkel krymper det afkølende metal på formoverfladerne, hvilket skaber interferens, der forhindrer ren adskillelse. Denne grundlæggende krympningsadfærd varierer betydeligt på tværs af forskellige legeringssystemer og kræver præcis beregning for optimale resultater.
Fysikken bag kravene til slipvinkler er centreret omkring termiske kontraktionskoefficienter. Aluminiumslegeringer som A356-T6 udviser lineære krympningshastigheder på ca. 1,3 %, mens duktilt jern (ASTM A536) trækker sig sammen med 1,0 %. Disse forskelle oversættes direkte til varierende krav til slipvinkler, hvor aluminiumstøbninger ofte kan rumme stejlere vinkler på grund af lavere krympningskræfter.
Produktionstolerancer spiller en kritisk rolle i specifikationen af slipvinkler. Standardpraksis følger ISO 2768-m tolerancer for støbninger med medium præcision, hvilket typisk tillader ±0,5° variation i slipvinkler. Applikationer med høj præcision kan dog kræve strammere kontrol ved ±0,2°, hvilket nødvendiggør mere sofistikeret værktøj og proceskontrolforanstaltninger.
Processpecifikke krav til slipvinkler
Trykstøbning repræsenterer den mest krævende applikation til optimering af slipvinkler. Højtryksindsprøjtningsprocessen og hurtige afkølingscyklusser skaber unikke udfordringer, der kræver specifikke designovervejelser. Typiske slipvinkler for trykstøbning varierer fra 0,5° til 1,5°, hvor den nedre ende er forbeholdt udvendige overflader og simple geometrier.
Sandstøbningsprocesser giver mulighed for mere generøse slipvinkler på grund af sandformenes tilgivende natur. Udvendige overflader kræver typisk 1° til 2° slipvinkel, mens indvendige funktioner har brug for 1,5° til 3°. Sandblandingens trykstyrke påvirker direkte disse krav, hvor forme med højere styrke tillader reducerede slipvinkler.
Investeringsstøbning tilbyder de strammeste tolerancer, men kræver omhyggelig overvejelse af slipvinkler for fjernelse af voksmønstre. Slipvinkler på 0,25° til 1° er almindelige, hvor den keramiske skalproces giver mulighed for produktion af næsten-netto-form. Denne præcision kommer med en omkostningspræmie på 20-40 % sammenlignet med konventionelle sandstøbningsmetoder.
| Støbeproces | Ekstern slipvinkel (°) | Intern slipvinkel (°) | Typisk tolerance (±°) | Relative omkostninger |
|---|---|---|---|---|
| Trykstøbning | 0.5-1.5 | 0.75-2.0 | 0.2 | Høj |
| Sandstøbning | 1.0-2.0 | 1.5-3.0 | 0.5 | Lav |
| Investeringsstøbning | 0.25-1.0 | 0.5-1.5 | 0.2 | Meget høj |
| Permanent form | 0.75-1.5 | 1.0-2.5 | 0.3 | Medium |
Materialespecifikke overvejelser om slipvinkler
Aluminiumslegeringer dominerer præcisionsstøbningsapplikationer på grund af deres gunstige krympningsegenskaber og fremragende bearbejdelighed. A356-T6, den mest almindelige legering til støbning i rumfartsindustrien, tillader slipvinkler så lave som 0,5° for simple geometrier. T6-varmebehandlingen giver dimensionsstabilitet, der opretholder slipvinkelintegriteten under hele den termiske cyklusproces.
Stålstøbninger giver større udfordringer på grund af højere krympningskræfter og øget vedhæftning til formen. Kulstofstålkvaliteter som ASTM A216 WCB kræver minimum slipvinkler på 1,5° for udvendige overflader, stigende til 2,5° for indvendige funktioner. Den højere smeltetemperatur og termiske ekspansionskoefficient bidrager til disse øgede krav.
Støbejernsapplikationer, især duktilt jern i overensstemmelse med ASTM A536, udviser moderate krav til slipvinkler mellem aluminium og stål. Grade 65-45-12 duktilt jern kræver typisk 1° til 2° slipvinkel på udvendige overflader, hvor indvendige funktioner har brug for 1,5° til 2,5°. Grafitstrukturen giver en vis smøreevne under udstødning, hvilket reducerer vedhæftningskræfter sammenlignet med stål.
| Materiale | Svindehastighed (%) | Min. ekstern slipvinkel (°) | Min. intern slipvinkel (°) | Bearbejdeligheds vurdering |
|---|---|---|---|---|
| A356-T6 Aluminium | 1.3 | 0.5 | 0.75 | Fremragende |
| A380 Aluminium | 1.2 | 0.5 | 0.75 | God |
| ASTM A216 WCB Stål | 2.1 | 1.5 | 2.5 | Rimelig |
| A536 Duktilt jern | 1.0 | 1.0 | 1.5 | God |
Geometrisk kompleksitet og optimering af slipvinkler
Komplekse geometrier kræver sofistikerede strategier for slipvinkler, der tager højde for varierende vægtykkelser, underskæringer og overgangszoner. Dybde hulrum giver særlige udfordringer, da det øgede overfladekontaktareal forstærker udstødningskræfterne. En generel regel anvender en stigning på 0,1° i slipvinklen for hver 25 mm hulrumsdybde ud over de første 50 mm.
Ribber og boss-funktioner kræver omhyggelig overvejelse af slipvinkler for at forhindre spændingskoncentration under udstødning. Ribber skal opretholde ensartede slipvinkler med de primære overflader, mens bosser kræver uafhængig slipvinkelanalyse. Krydsningszonerne mellem funktioner bliver ofte kritiske områder, hvor utilstrækkelig slipvinkel fører til rivning eller fastklemning under fjernelse af delen.
Multiretningsdelingslinjer komplicerer implementeringen af slipvinkler betydeligt. Hver delingsoverflade kræver uafhængig overvejelse af slipvinkler, hvilket ofte resulterer i kompromisløsninger, der balancerer fremstillingsmuligheder med funktionelle krav. Avancerede CAD-systemer inkorporerer nu værktøjer til analyse af slipvinkler, der visualiserer potentielle udstødningskonflikter før værktøjsfremstilling.
Overfladefinishs indvirkning på kravene til slipvinkler
Overfladefinishspecifikationer påvirker direkte kravene til slipvinkler gennem deres effekt på vedhæftning mellem form og del. Ra-værdier under 3,2 μm øger overfladekontaktarealet, hvilket kræver stejlere slipvinkler for at overvinde vedhæftningskræfter. Omvendt kan kontrollerede ruhedsmønstre reducere kravene til slipvinkler ved at minimere kontaktarealet.
Teksturerede overflader giver unikke udfordringer for beregning af slipvinkler. Læderkornteksturer, der almindeligvis specificeres til æstetiske applikationer, kan øge de effektive krav til slipvinkler med 0,25° til 0,5° afhængigt af teksturdybden. Retningen af teksturapplikationen i forhold til slipvinkelretningen bliver kritisk for vellykket udstødning af delen.
For højpræcisionsresultater, Modtag et detaljeret tilbud inden for 24 timer fra Microns Hub.
EDM (Electrical Discharge Machining) overfladefinisher, der giver fremragende dimensionsnøjagtighed, skaber mikrostrukturer, der kan øge vedhæftningskræfterne. Dele, der kræver EDM-finish, har ofte brug for 0,2° til 0,3° yderligere slipvinkel for at kompensere for den øgede overfladeinteraktion. Denne overvejelse bliver særlig vigtig for præcisionsværktøjsapplikationer, hvor overfladeintegritet er altafgørende.
Økonomisk optimering gennem design af slipvinkler
Optimering af slipvinkler påvirker direkte produktionsomkostningerne gennem dens effekt på sekundære bearbejdningskrav. Dele designet med tilstrækkelig slipvinkel kan ofte eliminere bearbejdningsoperationer på ikke-kritiske overflader, hvilket reducerer de samlede produktionsomkostninger med 30-60 %. Denne omkostningsreduktion bliver mere betydelig, efterhånden som produktionsvolumenerne stiger.
Værktøjsomkostninger korrelerer stærkt med kompleksiteten af slipvinklen. Simple, ensartede slipvinkler minimerer værktøjskompleksiteten og reducerer fremstillingstiden. Komplekse krav til slipvinkler kan øge værktøjsomkostningerne med 25-40 % på grund af den ekstra bearbejdningstid, der kræves til formhulrum. Afvejningen mellem delens funktionalitet og produktionsomkostninger kræver omhyggelig analyse i designfasen.
Sekundære operationer som CNC-bearbejdning efter støbning bliver nødvendige, når slipvinkler ikke kan give den krævede overfladefinish eller dimensionsnøjagtighed. Strategisk placering af disse bearbejdede overflader, kombineret med optimerede slipvinkler på resterende overflader, giver den mest økonomiske produktionsmetode.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service betyder, at hvert projekt får den opmærksomhed på detaljer, det fortjener, med optimering af slipvinkler inkluderet i vores omfattende designgennemgangsproces.
Avancerede teknikker til slipvinkler
Variable slipvinkler repræsenterer en avanceret teknik til optimering af komplekse geometrier. Denne tilgang anvender forskellige slipvinkler på forskellige sektioner af den samme funktion baseret på lokale geometrikrav. Dybde lommer kan starte med 0,5° slipvinkel ved delingslinjen, stigende til 2° ved maksimal dybde for at lette udstødningen.
Sammensatte slipvinkler kombinerer lineær slipvinkel med buede overgange for at rumme komplekse overfladegeometrier. Bilapplikationer anvender ofte denne teknik til æstetiske komponenter, hvor lige slipvinkellinjer ville være visuelt stødende. Beregningskompleksiteten stiger betydeligt, hvilket kræver specialiserede CAD-værktøjer til nøjagtig implementering.
Split-line slipvinkelstyring bliver kritisk i multiværktøj, hvor individuelle hulrum kan have forskellige krav til slipvinkler. Balancering af slipvinklerne på tværs af flere hulrum, samtidig med at der opretholdes ensartet delkvalitet, kræver sofistikeret proceskontrol og værktøjsdesign. Denne kompleksitet berettiger ofte den ekstra ingeniørinvestering til produktionskørsler med højt volumen.
Kvalitetskontrol og verifikation af slipvinkler
Verifikation af slipvinkler kræver specialiserede måleteknikker ud over konventionel dimensionsinspektion. Koordinatmålemaskiner (CMM'er) udstyret med drejeborde giver den mest nøjagtige måling af slipvinkler, typisk opnåelse af ±0,05° nøjagtighed, når de er korrekt kalibreret. Denne præcision bliver afgørende for produktion med højt volumen, hvor små variationer kan akkumuleres til betydelige kvalitetsproblemer.
Optiske målesystemer tilbyder hurtig verifikation af slipvinkler til produktionsmiljøer. Disse kontaktløse systemer kan måle slipvinkler på tværs af hele deloverflader og identificere variationer, der kan indikere værktøjsslitage eller procesdrift. Implementering af sådanne systemer reducerer typisk inspektionstiden med 40-60 % sammenlignet med traditionelle kontaktmetoder.
Statistisk proceskontrol (SPC) anvendt på målinger af slipvinkler giver tidlig advarsel om værktøjsnedbrydning. Sporing af variationer i slipvinkler over tid afslører mønstre, der forudsiger, hvornår værktøjsvedligeholdelse eller udskiftning bliver nødvendig. Denne proaktive tilgang kan forhindre kvalitetsproblemer og reducere skrothastigheder betydeligt.
For applikationer, der kræver lækagetætte samlinger, fungerer korrekte slipvinkler i forbindelse med vakuumimprægneringsprocesser for at sikre optimal tætningsydelse. Overfladeintegriteten opnået gennem korrekt design af slipvinkler forbedrer effektiviteten af efterfølgende tætningsoperationer.
Integration med moderne produktion
Digitale produktionsworkflows inkorporerer nu optimering af slipvinkler som et automatiseret designtjek. AI-drevne designsystemer kan analysere komplekse geometrier og anbefale optimale slipvinkler baseret på materialevalg, støbeproces og kvalitetskrav. Disse systemer reducerer designiterationstiden og forbedrer samtidig forudsigelser om fremstillingsmuligheder.
Additiv fremstilling af støbemønstre giver mulighed for mere komplekse implementeringer af slipvinkler, der ville være vanskelige eller umulige med traditionelle mønsterfremstillingsteknikker. 3D-printede mønstre kan inkorporere variable slipvinkler og komplekse geometrier, samtidig med at dimensionsnøjagtigheden opretholdes. Denne kapacitet åbner nye muligheder for optimering af deldesign uden traditionelle produktionsbegrænsninger.
Integrationen af støbeprocesser med supplerende produktionsmetoder som pladebearbejdningstjenester kræver omhyggelig overvejelse af slipvinkler i hybridmonteringer. Komponenter, der skal svejses eller sammenføjes med støbte dele, har brug for kompatible slipvinkler for at sikre korrekt pasform og finish i den endelige samling.
Industry 4.0-implementeringer sporer ydeevnen af slipvinkler på tværs af hele produktets livscyklus, fra design til produktion og feltservice. Denne omfattende dataindsamling muliggør løbende forbedringer i specifikationer for slipvinkler og produktionsprocesser. Den resulterende optimering kan forbedre delkvaliteten og samtidig reducere produktionsomkostningerne på tværs af vores produktionstjenester.
Ofte stillede spørgsmål
Hvad er den minimale slipvinkel for trykstøbning af aluminium?
Trykstøbning af aluminium kræver typisk minimale slipvinkler på 0,5° for udvendige overflader og 0,75° for indvendige funktioner. Disse værdier gælder for standard A380- og A356-legeringer med vægtykkelser over 2 mm. Tyndere vægge eller komplekse geometrier kan kræve øgede slipvinkler op til 1,5°.
Hvordan påvirker overfladefinish kravene til slipvinkler?
Overfladefinish påvirker direkte kravene til slipvinkler gennem vedhæftning mellem form og del. Glattere overflader (Ra< 3,2 μm) øger kontaktarealet og kræver stejlere slipvinkler, hvilket typisk tilføjer 0,2-0,3° til standardkravene. Teksturerede overflader kan have brug for yderligere 0,25-0,5° afhængigt af teksturdybde og retning.
Kan slipvinkler elimineres fuldstændigt gennem bearbejdning efter støbning?
Selvom bearbejdning kan eliminere behovet for slipvinkler på færdige overflader, kræver støbeprocessen stadig slipvinkel for vellykket formfrigivelse. Strategisk design placerer bearbejdede overflader på kritiske dimensioner, samtidig med at der opretholdes tilstrækkelig slipvinkel på resterende overflader for omkostningseffektiv produktion.
Hvilke slipvinkler kræves til investeringsstøbningsprocesser?
Investeringsstøbning tillader de mindste slipvinkler, typisk 0,25-1,0° for udvendige overflader og 0,5-1,5° for indvendige funktioner. Den keramiske skalproces og fjernelse af voksmønstre muliggør disse stramme tolerancer, hvilket gør investeringsstøbning ideel til applikationer med næsten-netto-form.
Hvordan beregner jeg slipvinkler for dybde hulrum og lommer?
Dybde hulrum kræver øgede slipvinkler for at overvinde højere udstødningskræfter. Anvend en stigning på 0,1° for hver 25 mm dybde ud over de første 50 mm. For eksempel vil en 100 mm dyb lomme kræve yderligere 0,2° ud over standard slipvinklen for den pågældende støbeproces.
Kræver forskellige aluminiumslegeringer forskellige slipvinkler?
Ja, aluminiumslegeringssammensætning påvirker kravene til slipvinkler gennem varierende krympningshastigheder og vedhæftningsegenskaber til formen. A356-T6 tillader minimale vinkler på grund af fremragende dimensionsstabilitet, mens legeringer med højere siliciumindhold kan kræve lidt øgede slipvinkler på grund af forskellige krympningsadfærd.
Hvad sker der, hvis slipvinkler er utilstrækkelige under produktionen?
Utilstrækkelige slipvinkler forårsager støbningsfejl, herunder overfladerivning, dimensionsforvrængning, øgede cyklustider og for tidligt værktøjsslitage. I alvorlige tilfælde kan dele være umulige at fjerne fra forme uden skader, hvilket resulterer i 100 % skrothastigheder, indtil værktøjsmodifikationer er fuldført.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece