Aluminium A380 vs. A356: Valg af den rette legering for styrke og flow
Aluminium A380 og A356 repræsenterer to af de mest udbredte trykstøbningslegeringer i europæisk produktion, men valget mellem dem kræver forståelse af kritiske kompromiser mellem styrkeegenskaber og flowegenskaber. Denne beslutning påvirker alt fra emnets ydeevne til produktionsomkostninger, hvilket gør det essentielt for ingeniører at forstå de nuancerede forskelle mellem disse legeringer.
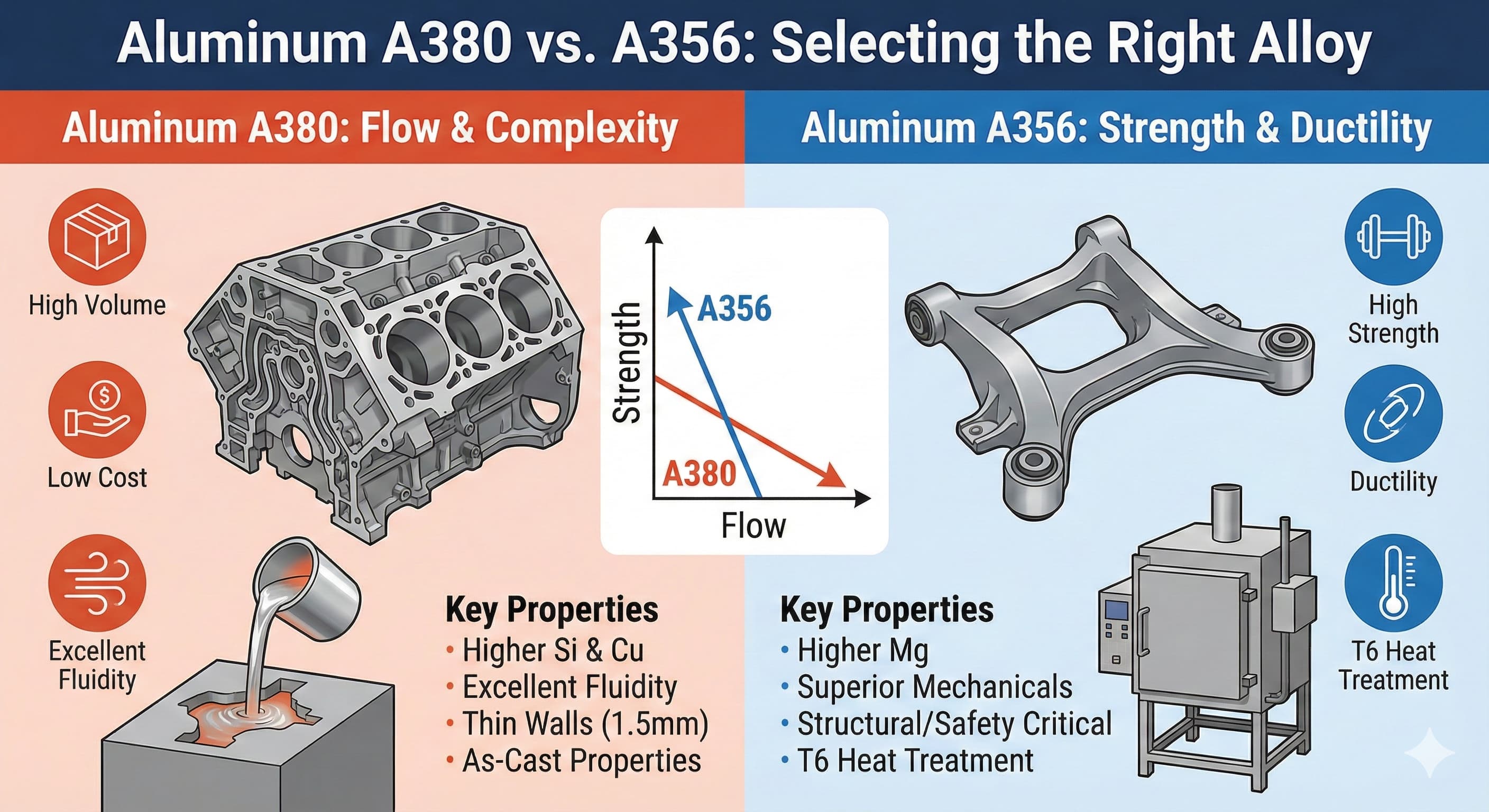
Begge legeringer tjener forskellige roller i aluminiumstøbningsøkosystemet, hvor A380 dominerer højvolumenapplikationer, der kræver fremragende flydeevne, mens A356 udmærker sig, hvor overlegne mekaniske egenskaber retfærdiggør de højere materiale- og behandlingsomkostninger.
Vigtigste pointer
- A380 tilbyder overlegne flowegenskaber og lavere omkostninger, hvilket gør den ideel til tyndvæggede, komplekse geometrier
- A356 giver betydeligt højere styrke og duktilitet, velegnet til strukturelle og sikkerhedskritiske applikationer
- Valg af støbeproces (trykstøbning vs. sandstøbning) påvirker i høj grad legeringens ydeevne og omkostningsovervejelser
- Mulighederne for varmebehandling efter støbning varierer dramatisk mellem legeringer, hvilket påvirker de endelige mekaniske egenskaber
Kemisk sammensætning og grundlæggende egenskaber
De kemiske sammensætningsforskelle mellem A380 og A356 driver deres forskellige ydeevneegenskaber. A380 indeholder et højere siliciumindhold (7,5-9,5 %) sammenlignet med A356 (6,5-7,5 %) sammen med betydeligt mere kobber (3,0-4,0 % vs. maksimalt 0,25 %). Denne sammensætning giver A380 fremragende flydeevne under støbning, men begrænser dens mekaniske egenskaber.
A356 inkorporerer omvendt magnesium (0,25-0,45 %) som sit primære styrkende element, mens det opretholder et lavere kobberindhold. Denne sammensætning muliggør varmebehandlingsreaktioner, som A380 ikke kan opnå, hvilket resulterer i overlegen træk- og flydespænding.
| Element | A380 (vægt%) | A356 (vægt%) | Indvirkning på egenskaber |
|---|---|---|---|
| Silicium (Si) | 7.5-9.5 | 6.5-7.5 | Højere Si forbedrer flydeevnen, reducerer krympning |
| Kobber (Cu) | 3.0-4.0 | 0.25 max | Cu øger styrken, men reducerer duktiliteten |
| Magnesium (Mg) | 0.10 max | 0.25-0.45 | Mg muliggør udskillelseshærdning |
| Jern (Fe) | 1.3 max | 0.20 max | Højere Fe-indhold reducerer duktiliteten |
| Zink (Zn) | 3.0 max | 0.10 max | Zn påvirker korrosionsbestandigheden |
Siliciumindholdet påvirker direkte støbeegenskaberne, hvor A380's højere siliciumindhold giver exceptionelle flowegenskaber og reduceret krympning under størkning. Imidlertid skaber den samme sammensætning skøre intermetalliske faser, der begrænser duktilitet og slagfasthed.
Sammenligning af mekaniske egenskaber
De mekaniske egenskabsforskelle mellem disse legeringer er betydelige og driver applikationsvalget. A380 i den støbte tilstand opnår typisk trækstyrker på 320-330 MPa med flydespændinger omkring 160 MPa. A356, især i T6-varmebehandlet tilstand, kan nå trækstyrker, der overstiger 280 MPa med flydespændinger på 205 MPa, samtidig med at den tilbyder betydeligt højere forlængelsesværdier.
| Egenskab | A380 (Som-Støbt) | A356 (T6) | A356 (Som-Støbt) |
|---|---|---|---|
| Trækstyrke (MPa) | 320-330 | 280-310 | 220-260 |
| Flydespænding (MPa) | 160 | 205-240 | 140-180 |
| Forlængelse (%) | 2.5-3.5 | 8-12 | 3-5 |
| Hårdhed (HB) | 80-85 | 70-90 | 60-70 |
| Udmatningsstyrke (MPa) | 110-130 | 140-160 | 100-120 |
Forlængelsesforskellen er særlig vigtig for applikationer, der oplever dynamisk belastning eller slagforhold. A356's 8-12 % forlængelse i T6-tilstand versus A380's 2,5-3,5 % repræsenterer forskellen mellem en duktil brudtilstand og skøre brudegenskaber.
Udmatningsydelsen viser lignende tendenser, hvor A356-T6 tilbyder overlegen udmattelsesstyrke på grund af dens raffinerede mikrostruktur og fravær af kobberrige intermetalliske forbindelser, der fungerer som revneinitieringssteder.
Flowegenskaber og støbeydelse
Flowegenskaber repræsenterer en af A380's primære fordele i forhold til A356. Det højere siliciumindhold og kobbertilsætningen skaber et længere størkningsområde, hvilket giver fremragende formfyldningsevner i komplekse geometrier. Dette oversættes til vellykket støbning af tynde vægge (ned til 1,5 mm under optimale forhold) og indviklede funktioner, der ville være udfordrende med A356.
A380's overlegne flydeevne muliggør korrekt implementering af slipvinkel i komplekse forme, samtidig med at dimensionsnøjagtigheden opretholdes. Legeringens støbeegenskaber understøtter højhastighedsproduktionscyklusser, der er typiske i bil- og forbrugerelektronikapplikationer.
A356 kræver, selvom den tilbyder tilstrækkelige flowegenskaber, mere omhyggelig opmærksomhed på indløbsdesign, kanaldimensionering og temperaturkontrol. Legeringens tendens til varmrivning i tynde sektioner nødvendiggør konservativ vægtykkelsesdesign (typisk 2,5 mm minimum for pålidelig produktion).
| Støbeparameter | A380 | A356 | Tekniske implikationer |
|---|---|---|---|
| Minimum Vægtykkelse | 1.5 mm | 2.5 mm | A380 muliggør lettere, mere komplekse designs |
| Størkningsområde | 90-120°C | 60-90°C | Bredere område forbedrer formfyldning |
| Tendens til varmrivning | Lav | Moderat | A380 mere tilgivende i design |
| Formfyldningsevne | Fremragende | God | Komplekse geometrier favoriserer A380 |
| Porøsitetssensitivitet | Lav | Moderat | A380 mere tolerant over for procesvariation |
Flowlængdekapaciteterne er væsentligt forskellige, hvor A380 opnår flowlængder på 200+ gange vægtykkelsen under optimerede forhold, mens A356 typisk når 150-180 gange vægtykkelsen. Denne forskel bliver kritisk i store, komplekse støbegods, hvor metal skal bevæge sig betydelige afstande gennem tynde sektioner.
Varmebehandlingsrespons og mikrostrukturelle overvejelser
Varmebehandlingsrespons repræsenterer en grundlæggende differentiator mellem disse legeringer. A380 tilbyder begrænsede varmebehandlingsmuligheder, der typisk forbliver i den støbte tilstand eller modtager spændingsudglødningsbehandlinger. Det høje kobberindhold forhindrer effektiv opløsningsvarmebehandling på grund af begyndende smeltning af kobberrige faser.
A356 reagerer fremragende på T6-varmebehandling (opløsningsbehandling ved 540 °C, bratkøling og ældning ved 150-160 °C i 2-8 timer). Denne proces opløser magnesium og silicium i fast opløsning og udfælder derefter styrkende faser under ældning, hvilket dramatisk forbedrer de mekaniske egenskaber.
For højpræcisionsresultater,Anmod om et gratis tilbud og få priser inden for 24 timer fra Microns Hub.
De mikrostrukturelle forskelle strækker sig ud over varmebehandlingsresponsen. A380's støbte struktur indeholder grove siliciumpartikler og kobber-aluminium-intermetalliske forbindelser, der giver styrke, men begrænser duktiliteten. A356's mikrostruktur, især efter T6-behandling, har fine, jævnt fordelte udfældninger, der forbedrer både styrke og sejhed.
| Varmebehandling | A380 Respons | A356 Respons | Egenskabsændring |
|---|---|---|---|
| Som-Støbt | Standardtilstand | Baseline egenskaber | - |
| T4 (Opløsning + Naturlig Ældning) | Ikke relevant | Moderat forbedring | +15% styrke |
| T6 (Opløsning + Kunstig Ældning) | Ikke relevant | Maksimal styrke | +25-35% styrke |
| Spændingsudglødning | Dimensionsstabilitet | Dimensionsstabilitet | Minimal egenskabsændring |
Omkostningsanalyse og økonomiske overvejelser
Omkostningsforskelle mellem A380 og A356 strækker sig ud over råvarepriser til at omfatte behandling, værktøj og efterbehandlingsovervejelser. A380 koster typisk €2.200-2.400 pr. ton, mens A356 spænder fra €2.600-2.900 pr. ton, hvilket repræsenterer en præmie på 15-20 % for den højere ydelseslegering.
Behandlingsomkostningerne favoriserer A380 på grund af dens overlegne støbeegenskaber. Højere produktionshastigheder, reducerede skrothastigheder og forenklede værktøjskrav opvejer ofte den lille materialeomkostningsfordel, som A356 måtte have på nogle markeder. A380's fremragende flowegenskaber muliggør tyndere vægge og mere komplekse geometrier, hvilket potentielt reducerer den samlede emnevægt og materialeforbrug.
A356's varmebehandlingskrav tilføjer dog behandlingstrin og energiomkostninger. T6-varmebehandling tilføjer typisk €150-250 pr. ton i behandlingsomkostninger, afhængigt af ovnens effektivitet og lokale energipriser. Dette skal afvejes i forhold til de opnåede ydelsesfordele.
| Omkostningskomponent | A380 | A356 | Forskel |
|---|---|---|---|
| Råmateriale (€/ton) | 2,200-2,400 | 2,600-2,900 | +15-20% |
| Varmebehandling (€/ton) | 0-50 | 150-250 | +300-400% |
| Bearbejdningsomkostninger | Højere (hårdere materiale) | Lavere (mere duktilt) | -10-15% |
| Skrotprocent (%) | 3-5 | 5-8 | +40-60% |
| Produktionshastighed | Højere | Lavere | -15-25% |
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service betyder, at hvert projekt får den opmærksomhed på detaljer, det fortjener, hvilket er særligt vigtigt, når der skal afbalanceres omkostninger og ydelseskrav.
Applikationsspecifikke udvælgelseskriterier
Applikationskrav driver i sidste ende legeringsvalget, hvor hvert materiale udmærker sig i specifikke anvendelsestilfælde. A380 dominerer bilapplikationer, der kræver komplekse geometrier, såsom transmissionshuse, motorbeslag og elektroniske styreenhedshuse. Legeringens fremragende flowegenskaber muliggør integration af monteringsbosses, kølefinner og indviklede interne passager i en enkelt støbning.
A356 foretrækkes i strukturelle applikationer, hvor mekaniske egenskaber har forrang over støbekompleksitet. Bilsophængskomponenter, flybeslag og højtydende sportsartikler udnytter A356's overlegne styrke-til-vægt-forhold og udmattelsesmodstand.
Elektroniske applikationer præsenterer interessante kompromiser. A380's fremragende termiske ledningsevne (96 W/m·K vs. 151 W/m·K for A356) gør den attraktiv til køleplader og elektroniske huse, hvor termisk styring er kritisk. A356's lavere elektriske ledningsevne kan dog foretrækkes i applikationer, der kræver elektromagnetisk afskærmning.
Integrationen med sprøjtestøbningstjenester påvirker ofte materialevalget til hybridkomponenter, hvor aluminiumstøbegods grænseflader med polymerindsatser eller overstøbningsoperationer.
Kompatibilitet med fremstillingsprocessen
Trykstøbning repræsenterer den primære fremstillingsproces for begge legeringer, men deres kompatibilitet med andre processer varierer betydeligt. A380 udmærker sig i højtrykstrykstøbningsoperationer (HPDC), hvor dens overlegne flowegenskaber muliggør hurtige cyklustider og ensartet emnekvalitet. Legeringens modstand mod lodning (klæbning til formoverflader) forlænger værktøjets levetid og reducerer vedligeholdelseskravene.
A356 viser bredere proceskompatibilitet og klarer sig godt i sandstøbning, permanent formstøbning og halvfast formningsprocesser. Denne alsidighed gør A356 attraktiv til lavvolumenapplikationer eller prototyper, hvor trykstøbningsværktøjsomkostninger ikke kan retfærdiggøres.
Efterfølgende bearbejdning egenskaber adskiller sig markant mellem legeringer. A380's højere hårdhed og kobberindhold skaber mere udfordrende bearbejdningsforhold, der kræver hårdmetalværktøj og omhyggelig spånevakuering. A356, især i T6-tilstand, bearbejdes lettere med konventionelt værktøj og genererer bedre overfladefinish.
| Proces | A380 Egnethed | A356 Egnethed | Vigtige Overvejelser |
|---|---|---|---|
| Højtryksstøbning | Fremragende | God | A380's flowfordel er kritisk |
| Lavtryksstøbning | God | Fremragende | A356's mekaniske egenskaber favoriseres |
| Sandstøbning | Rimelig | Fremragende | A356 standard for sandstøbning |
| Permanent Form | God | Fremragende | Begge legeringer er egnede |
| CNC Bearbejdning | Udfordrende | God | A356 er mere bearbejdelig |
Overfladebehandlingskompatibilitet varierer også. A380 anodiserer rimeligt godt, men kan vise små farvevariationer på grund af kobberindholdet. A356 giver fremragende anodiseringsrespons med ensartet farveudvikling. Pulverlakering og maling fungerer ens på begge legeringer efter korrekt overfladeforberedelse.
Kvalitetskontrol og testovervejelser
Kvalitetskontrolkrav adskiller sig mellem A380- og A356-applikationer, drevet af deres typiske anvendelsestilfælde og ydelsesforventninger. A380-emner gennemgår ofte dimensionsinspektion og grundlæggende mekanisk testning med vægt på støbeintegritet og overfladekvalitet. Ikke-destruktiv testning omfatter typisk visuel inspektion og dimensionsverifikation.
A356-komponenter, især dem i strukturelle applikationer, kræver mere omfattende testprotokoller. Trækprøvning, hårdhedsverifikation og varmebehandlingsvalidering bliver standardkrav. T6-varmebehandlingsprocessen nødvendiggør temperaturovervågning og metallurgisk verifikation for at sikre korrekt udfældningshærdning.
Implementering af statistisk proceskontrol (SPC) varierer mellem legeringer. A380's ensartede flowegenskaber muliggør tæt dimensionskontrol med standard procesovervågning. A356's varmebehandlingskrav introducerer yderligere variabler, der kræver kontrolkortovervågning af opløsningstemperatur, bratkølingshastighed og ældningsparametre.
Integration med vores produktionstjenester omfatter omfattende kvalitetsdokumentation, der opfylder ISO 9001-kravene, med materialecertificeringer og verifikation af mekaniske egenskaber som standardleverancer.
Miljømæssige og bæredygtighedsfaktorer
Miljømæssige overvejelser påvirker i stigende grad materialevalgsbeslutninger. Både A380 og A356 tilbyder fremragende genanvendelighed med aluminiums iboende bæredygtighedsfordele. Deres energiaftryk er dog forskellige på grund af behandlingskravene.
A380's enklere behandlingsvej (minimal varmebehandling) resulterer i lavere energiforbrug pr. produceret kilogram. A356's T6-varmebehandling tilføjer betydelige energikrav, især under opløsningsvarmebehandling ved 540 °C. Denne energistraf skal afvejes i forhold til de opnåede ydelsesfordele.
Genanvendt indholdskompatibilitet varierer mellem legeringer. A380's højere tolerance for sporelementer gør den mere kompatibel med genanvendte aluminiumsstrømme, mens A356's strammere sammensætningskrav kan nødvendiggøre primær aluminiumsanvendelse til kritiske applikationer.
Fremtidige tendenser og udviklingsretninger
Legeringsudviklingen fortsætter med at udvikle sig for at imødekomme ændrede industrikrav. Modificerede A380-sammensætninger med reduceret kobberindhold har til formål at forbedre duktiliteten og samtidig opretholde fremragende støbeegenskaber. Disse udviklinger er rettet mod bilindustriens initiativer til vægtreduktion, der kræver forbedret kollisionssikkerhed.
A356-udviklingen fokuserer på forbedrede varmebehandlingsresponser og forbedret termisk stabilitet. Avancerede ældningsbehandlinger og modificerede sammensætninger søger at udvide legeringens allerede imponerende mekaniske egenskabsfordele.
Kompatibilitet med additiv fremstilling repræsenterer en ny overvejelse. Selvom ingen af legeringerne i øjeblikket er udbredt i aluminium 3D-print, fortsætter forskningen i pulvermetallurgiske varianter, der kan udvide deres anvendelsesområder.
Ofte stillede spørgsmål
Hvilken legering giver bedre korrosionsbestandighed, A380 eller A356?
A356 tilbyder generelt overlegen korrosionsbestandighed på grund af dens lavere kobberindhold. Kobberet i A380 kan skabe galvaniske par, der accelererer korrosion i marine eller industrielle miljøer. Begge legeringer drager dog fordel af beskyttende belægninger i aggressive miljøer.
Kan A380 varmebehandles for at opnå egenskaber svarende til A356?
Nej, A380 kan ikke varmebehandles effektivt på grund af dens høje kobberindhold, som forårsager begyndende smeltning under opløsningsvarmebehandling. Legeringen bruges typisk i den støbte tilstand eller kun med spændingsudglødningsbehandlinger.
Hvilken minimumsvægtykkelse skal jeg designe for hver legering?
A380 kan pålideligt opnå vægtykkelser ned til 1,5 mm under optimale støbeforhold, mens A356 typisk kræver minimumsvægge på 2,5 mm for at undgå varmrivning og sikre ensartede mekaniske egenskaber.
Hvordan sammenlignes bearbejdningsomkostningerne mellem A380 og A356?
A356 bearbejdes generelt lettere og mere omkostningseffektivt end A380. Det højere kobberindhold og hårdheden af A380 kræver hårdmetalværktøj og resulterer i højere værktøjsslidhastigheder, hvilket typisk øger bearbejdningsomkostningerne med 10-15 %.
Hvilken legering er bedre til tyndvæggede elektroniske huse?
A380 foretrækkes typisk til tyndvæggede elektroniske huse på grund af dens overlegne flowegenskaber, der muliggør komplekse geometrier og tynde vægge. Dens gode termiske ledningsevne hjælper også med varmeafledning i elektroniske applikationer.
Hvad er de typiske leveringstider for emner i hver legering?
Leveringstiderne er generelt ens for begge legeringer i trykstøbningsapplikationer. A356-emner, der kræver T6-varmebehandling, kan dog tilføje 1-3 dage til behandlingstiden afhængigt af batchstørrelser og ovnplanlægning.
Hvordan sammenlignes genanvendelseshastighederne mellem A380 og A356?
Begge legeringer er meget genanvendelige, men A380's højere tolerance for sporelementer gør den lidt mere kompatibel med blandede aluminiumsskrotstrømme. A356's strammere sammensætningskrav kan kræve mere omhyggelig skrotadskillelse til kritiske applikationer.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece