Affasninger vs. Fileter: Hvilken kantbrydningsmetode er billigst at bearbejde?
Produktionsingeniører står over for en kritisk omkostningsbeslutning på hver bearbejdet del: skal kantbrydninger være affasninger eller fileter? Denne tilsyneladende mindre detalje kan svinge produktionsomkostningerne med 15-40 % afhængigt af delens geometri, materialevalg og produktionsvolumen. Valget påvirker ikke kun bearbejdningstiden, men også værktøjsslitage, overfladekvalitet og efterfølgende samleprocesser.
De fleste ingeniører vælger som standard affasninger på grund af deres tilsyneladende enkelhed, men denne antagelse fører ofte til suboptimale omkostningsresultater. Virkeligheden involverer komplekse interaktioner mellem skæreværktøjets geometri, spindelhastigheder, materialefjernelseshastigheder og værktøjsbaneeffektivitet, der kræver dybere analyse.
- Affasninger reducerer typisk bearbejdningstiden med 25-35 % sammenlignet med fileter i standard CNC-operationer
- Filetradier under 0,5 mm kræver specialværktøj, der øger omkostningerne med €0,15-€0,45 pr. lineær meter
- Materialehårdhed over 45 HRC favoriserer signifikant affasningsgeometri for optimering af værktøjets levetid
- Produktionsvolumener over 500 enheder retfærdiggør ofte investeringer i filetværktøj på trods af højere opsætningsomkostninger
Forståelse af grundlæggende kantbrydning
Kantbrydninger tjener flere tekniske funktioner ud over æstetik. Skarpe kanter skaber spændingskoncentrationer, der kan starte træthedsrevner, især i applikationer med cyklisk belastning. De udgør også sikkerhedsrisici under håndtering og samling. Fra et fremstillingsperspektiv eliminerer kontrollerede kantbrydninger de mikroskopiske grater og skarpe fremspring, der uundgåeligt opstår som følge af bearbejdningsoperationer.
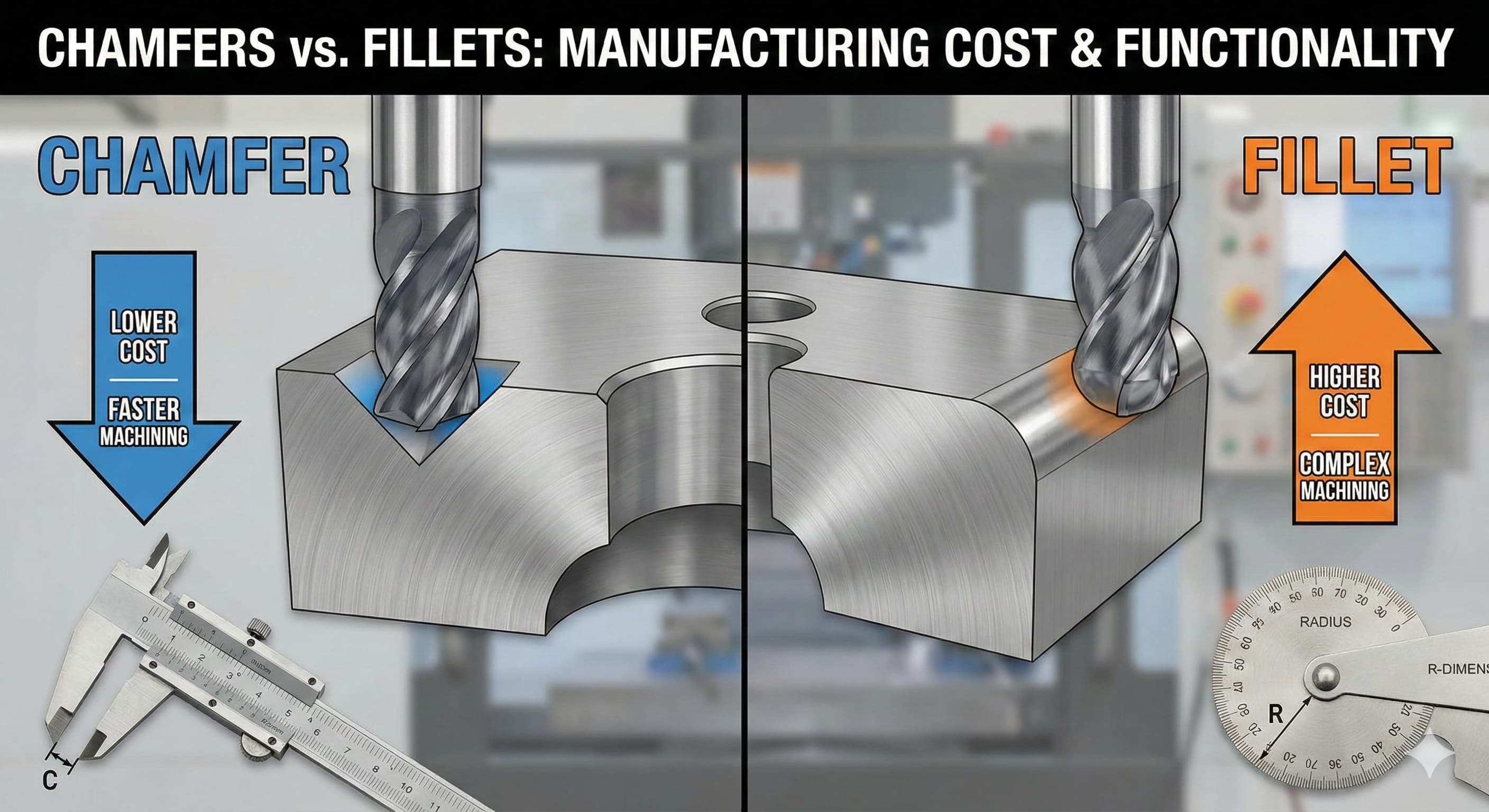
Affasninger repræsenterer den enkleste geometriske løsning - et lige vinkelskåret snit, der fjerner den skarpe kantkrydsning. Standard affasningsvinkler spænder fra 30° til 60°, hvor 45° er mest almindelig på grund af værktøjstilgængelighed og nem inspektion. Affasningsdimensioner følger typisk notationen "C0.5", der angiver en 0,5 mm affasning ved 45°, selvom andre vinkler kræver specifikke angivelser som "0,5 x 30°".
Fileter skaber en jævn radiusovergang mellem overflader og eliminerer den vinkelrette krydsning fuldstændigt. Almindelige filetradier spænder fra R0,2 mm for fine funktioner op til R5,0 mm eller større for strukturelle applikationer. I modsætning til affasninger giver fileter overlegen spændingsfordeling og træthedsmodstand, hvilket gør dem foretrukne til højt belastede komponenter.
Fremstillingsimplikationerne er væsentligt forskellige mellem disse tilgange. Affasninger kan ofte oprettes ved hjælp af standard pindfræsere eller affasningsværktøjer i en enkelt passage, mens fileter kræver kugleformede pindfræsere eller radiusværktøjer med omhyggeligt programmerede værktøjsbaner for at opretholde en ensartet overfladekvalitet.
Analyse af bearbejdningsprocessen
Affasningsbearbejdning udnytter ligetil skæremekanik. Standard affasningsværktøjer har enkeltpunkts skærekanter slebet til præcise vinkler, hvilket giver mulighed for fuldbreddesnit i en enkelt passage. Denne tilgang minimerer spindeltiden og reducerer programmeringskompleksiteten. Værktøjsindgrebet forbliver ensartet under hele snittet, hvilket muliggør forudsigelige skærekræfter og fremragende overfladekvalitet.
For affasninger op til 2,0 mm på materialer som aluminium 6061-T6 inkluderer typiske skæreparametre:
| Parameter | Værdiområde | Optimeringsnoter |
|---|---|---|
| Spindelhastighed | 8.000-15.000 RPM | Højere hastigheder for mindre faser |
| Fremføringshastighed | 1.500-4.000 mm/min | Juster baseret på materialets hårdhed |
| Skæredybde | Fuld bredde i et enkelt pass | Eliminerer flere passager |
| Værktøjslevetid | 15-25 lineære meter | Carbidværktøjer i aluminium |
Filetbearbejdning giver større kompleksitet på grund af de buede geometrikrav. Kugleformede pindfræsere skal følge præcise 3D-værktøjsbaner for at opretholde ensartede radiusdimensioner. Overfladekvaliteten afhænger stærkt af trinoverafstanden - tættere afstand forbedrer finishen, men øger bearbejdningstiden eksponentielt.
Kritiske overvejelser ved filetbearbejdning inkluderer værktøjsafbøjning, som bliver problematisk med værktøjer med lille radius. En 2,0 mm kugleformet pindfræser, der strækker sig 15 mm fra spindlen, kan afbøje 0,02-0,05 mm under normale skærebelastninger, hvilket direkte påvirker radiusnøjagtigheden. Dette nødvendiggør kortere, mere stive værktøjer eller reducerede skæreparametre.
Vores præcisions CNC-bearbejdningstjenester bruger specialiserede fixturer og forkortede værktøjsholdere for at minimere afbøjningsproblemer, samtidig med at de opretholder optimale skæreparametre for både affasnings- og filetoperationer.
Omkostningsdriveranalyse
Værktøjsanskaffelsesomkostninger viser umiddelbare forskelle mellem affasnings- og filetoperationer. Standard affasningsværktøjer spænder fra €45-85 pr. værktøj for kvalitetskarbidmuligheder, hvor hvert værktøj er i stand til at behandle 15-25 lineære meter i aluminium eller 8-12 meter i stål. Specialiseret filetværktøj koster €65-150 pr. værktøj, afhængigt af radiusstørrelse og belægningsspecifikationer.
Værktøjslagerets indvirkning forværrer disse omkostninger. Affasningsværktøjer dækker brede dimensionsområder - et enkelt 45° affasningsværktøj kan skabe enhver affasningsstørrelse, der kun er begrænset af værktøjets diameter. Filetoperationer kræver dedikerede værktøjer til hver radiusstørrelse, hvilket multiplicerer lagerkravene. En typisk jobshop vedligeholder 3-4 affasningsværktøjer versus 12-18 radiusværktøjer for tilsvarende kapacitetsdækning.
Bearbejdningstidsforskelle viser sig at være endnu mere signifikante end værktøjsomkostninger i højvolumenproduktion. Affasninger kræver typisk 0,8-1,2 minutter pr. lineær meter kantbrydning, mens fileter kræver 2,5-4,5 minutter pr. lineær meter på grund af de komplekse værktøjsbanekrav og langsommere tilspændingshastigheder, der er nødvendige for kugleformet pindfræsergeometri.
| Operation | Opsætningstid | Cykeltid/Meter | Værktøjsomkostninger | Værktøjslevetid |
|---|---|---|---|---|
| Fase (Standard) | 8-12 minutter | 0,8-1,2 minutter | €45-85 | 15-25 meter |
| Fase (Kompleks) | 12-18 minutter | 1,2-1,8 minutter | €65-120 | 12-18 meter |
| Afrunding R0.5-2.0 | 15-25 minutter | 2,5-3,5 minutter | €85-140 | 8-15 meter |
| Afrunding R2.0-5.0 | 12-20 minutter | 1,8-2,8 minutter | €95-150 | 12-22 meter |
Sekundære operationer påvirker også de samlede omkostningsligninger. Affasede kanter kræver ofte let afgratning for at fjerne mindre værktøjsmærker, hvilket tilføjer €0,08-0,15 pr. lineær meter i manuelle efterbehandlingsomkostninger. Veludførte filetoperationer har typisk ikke brug for sekundær efterbehandling, selvom opnåelse af dette kvalitetsniveau kræver præcis maskinopsætning og optimale skæreparametre.
Materialespecifikke overvejelser
Materialeegenskaber påvirker dramatisk omkostningsligningen mellem affasninger og fileter. I aluminiumslegeringer som 6061-T6 fungerer begge operationer godt med standardværktøj og -parametre. Materialets fremragende bearbejdelighed og spånevakueringskarakteristika understøtter aggressiv skæring i begge geometrier.
Rustfri stålkvaliteter som 316L giver forskellige udfordringer. Materialets tendens til koldhærdning favoriserer affasningsgeometri, hvor ensartet skæreindgreb forhindrer dannelsen af hærdede lag, der kan beskadige efterfølgende snit. Filetoperationer i rustfrit stål kræver omhyggelig opmærksomhed på skærehastighed og tilspændingshastighedsforhold for at opretholde korrekt spåndannelse og undgå koldhærdning i de buede overgangszoner.
Højstyrkestål over 40 HRC favoriserer signifikant affasningsoperationer. Den lineære skærebane giver mulighed for ensartet værktøjsindgreb og forudsigelige slidmønstre. Filetskæring i hærdede materialer producerer ofte rystelser på grund af varierende skærekræfter gennem hele den buede værktøjsbane, hvilket fører til dårlig overfladekvalitet og accelereret værktøjsslitage.
For udfordrende materialer kan valg af tilgang påvirke omkostningerne med 200-300 %. I Inconel 718 kan affasningsoperationer koste €2,50-3,20 pr. lineær meter, mens tilsvarende filetoperationer kan nå €7,50-9,80 pr. lineær meter på grund af specialiserede værktøjskrav og dramatisk reducerede skæreparametre.
Når du arbejder med eksotiske materialer eller kritiske applikationer, bliver specialiserede bearbejdningsstrategier afgørende for at opretholde både kvalitet og omkostningseffektivitet.
For højpræcisionsresultater, Få dit tilpassede tilbud leveret inden for 24 timer fra Microns Hub.
Design til fremstillingsoptimering
Smarte designvalg kan helt eliminere omkostningsdilemmaet mellem affasning og filet. Strategisk featureplacering, dimensionsstandardisering og fremstillingsbevidste geometribeslutninger reducerer produktionsomkostningerne uanset valg af kantbrydning.
Standardisering på almindelige affasningsstørrelser som C0.5, C1.0 og C1.5 giver mulighed for maksimal værktøjsudnyttelse på tværs af flere projekter. Ligeledes reducerer filetstandardisering omkring R0.5, R1.0, R2.0 og R3.0 værktøjslager og opsætningskompleksitet. Dele designet omkring disse standarddimensioner drager fordel af optimerede skæreparametre og etablerede værktøjslevetidsdata.
Featuretilgængelighed påvirker bearbejdningseffektiviteten betydeligt. Affasninger på eksterne kanter kræver minimal værktøjsfrigang og kan ofte bearbejdes med standardværktøj. Interne fileter kræver overvejelse af værktøjsadgang, frigangskrav og potentiel interferens med arbejdsfastholdelsesarmaturer.
Interaktionen mellem kantbrydninger og tilstødende features skaber yderligere omkostningsovervejelser. Affasninger afsluttes typisk rent ved krydsende features, mens fileter kan kræve kompleks blandingsgeometri, der øger programmeringstiden og bearbejdningskompleksiteten. Disse krydsninger bør overvejes nøje under designfasen for at undgå dyre overraskelser under produktionen.
Tolerancespecifikationer påvirker også omkostningsforhold. Affasninger kan typisk holdes til ±0,1 mm uden særlig overvejelse, mens filetradiustolerancer under ±0,05 mm kan kræve specialiseret måleudstyr og strammere proceskontrol, hvilket tilføjer €0,25-0,45 pr. feature til inspektionsomkostningerne.
Volumenproduktionsøkonomi
Produktionsvolumen ændrer fundamentalt omkostningsligningen mellem affasnings- og filetoperationer. Lavvolumenprototyper og tilpasset arbejde favoriserer kraftigt affasninger på grund af reduceret opsætningskompleksitet og værktøjskrav. Tidsinvesteringen i filetprogrammering og specialiseret værktøjsopsætning kan ikke afskrives på tværs af tilstrækkelige dele til at retfærdiggøre den ekstra kompleksitet.
Ved moderate volumener (50-500 dele) skifter beslutningspunktet baseret på delspecifikke faktorer. Komplekse geometrier med flere radiuskrav kan retfærdiggøre dedikerede værktøjsinvesteringer, mens simple dele med minimale kantbrydningskrav fortsætter med at favorisere affasningstilgange.
Højvolumenproduktion over 1.000 dele åbner yderligere optimeringsmuligheder. Dedikerede fixturer, specialiseret værktøj og optimerede programmer kan reducere omkostningerne pr. del for fileter under affasningsalternativer i specifikke applikationer. Nøglen ligger i en omfattende analyse af alle omkostningsfaktorer, herunder sekundære operationer, kvalitetskrav og efterfølgende samlingshensyn.
Automatiserede produktionssystemer viser særlig affinitet for affasningsoperationer på grund af deres forudsigelige skærekræfter og forenklede værktøjsbanekrav. Lights-out fremstillingsscenarier drager fordel af den reducerede kompleksitet og forbedrede pålidelighed af affasningsprocesser.
| Volumenområde | Faseomkostninger/Emne | Afrundingsomkostninger/Emne | Anbefalet Fremgangsmåde |
|---|---|---|---|
| 1-25 emner | €0,85-1,20 | €1,85-3,20 | Fase foretrækkes |
| 25-100 emner | €0,65-0,95 | €1,25-2,10 | Fase typisk bedre |
| 100-500 emner | €0,45-0,75 | €0,85-1,45 | Afhænger af kompleksitet |
| 500-2000 emner | €0,35-0,55 | €0,55-0,95 | Afrunding konkurrencedygtig |
| 2000+ emner | €0,25-0,45 | €0,35-0,65 | Fuld analyse kræves |
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service tilgang betyder, at hvert projekt får den opmærksomhed på detaljer, det fortjener, uanset om det optimeres til affasnings- eller filetoperationer.
Kvalitets- og inspektionsovervejelser
Kvalitetskontrolkrav påvirker i væsentlig grad de reelle omkostninger ved affasnings- versus filetoperationer. Affasningsinspektion bruger ligetil måleteknikker - grundlæggende skydelære, højdemålere eller optiske komparatorer kan verificere dimensioner hurtigt og præcist. Standard affasningsangivelser som "C1.0" giver klare, entydige inspektionskriterier, der minimerer kvalitetsstridigheder og omarbejde.
Filetinspektion kræver mere sofistikerede tilgange. Radiusmålere giver grundlæggende verifikation for større fileter, men præcisionsmåling kræver koordinatmålemaskiner (CMM) eller specialiseret optisk udstyr. Den buede geometri gør det vanskeligt at etablere klare måledatums, hvilket potentielt fører til fortolkningsforskelle mellem leverandørens og kundens kvalitetsstandarder.
Overfladekvalitetskrav adskiller sig også mellem de to tilgange. Affasninger opnår typisk Ra 1,6-3,2 μm direkte fra bearbejdningsoperationer, hvilket er egnet til de fleste applikationer uden sekundær efterbehandling. Fileter kræver mere omhyggelig opmærksomhed på skæreparametre og værktøjsbanestrategier for at opnå tilsvarende overfladekvalitet, især i overgangszonerne, hvor værktøjsindgrebet varierer kontinuerligt.
For applikationer, der kræver overlegen overfladekvalitet (Ra 0,8 μm eller bedre), kan fileter faktisk give omkostningsfordele. Den glatte buede overgang eliminerer den vinkelrette krydsning, der kan opsamle forurenende stoffer eller skabe rengøringsvanskeligheder i fødevaregodkendte eller farmaceutiske applikationer.
Dokumentations- og sporbarhedskrav favoriserer affasningsoperationer på grund af deres ligetil måle- og registreringsprocedurer. Kvalitetscertifikater kan tydeligt angive "C1.0 ±0.1" med sikkerhed, mens filetdokumentation kan kræve mere komplekse geometriske dimensionerings- og toleranceangivelser (GD&T) for tilstrækkeligt at definere acceptkriterier.
Applikationsspecifikke anbefalinger
Strukturelle applikationer, der kræver maksimal træthedsmodstand, favoriserer klart filetgeometri på trods af højere fremstillingsomkostninger. Den glatte spændingsovergang, der leveres af korrekt designede fileter, kan forlænge komponentens levetid med 200-400 % sammenlignet med tilsvarende affasede designs. I rumfarts-, bil- eller medicinsk udstyr, hvor konsekvenserne af fejl er alvorlige, viser den ekstra fremstillingsinvestering sig berettiget.
Omvendt fungerer forbrugerprodukter, kabinetter og generelle industrielle komponenter ofte tilstrækkeligt med affasede kanter til væsentligt reducerede fremstillingsomkostninger. Nøglen ligger i at matche kantbrydningsvalg til faktiske ydeevnekrav snarere end at vælge en af tilgangene som standard uden analyse.
Æstetiske overvejelser kan tilsidesætte ren omkostningsoptimering i synlige komponenter. Fileter giver generelt et mere raffineret, færdigt udseende, som forbrugerne forbinder med højere kvalitet. Denne opfattelsesværdi kan retfærdiggøre yderligere fremstillingsomkostninger i forbrugerrettede applikationer.
Samlings- og håndteringskrav påvirker også det optimale valg. Affasninger giver ensartet, forudsigelig geometri, der forenkler automatiserede samlingsprocesser og reducerer risikoen for interferens eller binding under pardannelse. Fileter, selvom de er glattere, kan skabe tvetydige kontaktforhold, der komplicerer automatiserede samlingssystemer.
Forholdet mellem kantbrydninger og andre fremstillingsprocesser som boreoperationer bør overvejes under designoptimering for at sikre den samlede fremstillingseffektivitet.
Vores omfattende tilgang gennem vores fremstillingstjenester sikrer, at kantbrydningsvalg stemmer overens med dine specifikke applikationskrav, samtidig med at de samlede produktionsomkostninger optimeres.
Fremtidige teknologitrends
Fremspirende fremstillingsteknologier omformer omkostningsdynamikken mellem affasnings- og filetoperationer. Avanceret CAM-software med automatiseret værktøjsbaneoptimering reducerer programmeringskompleksiteten, der traditionelt er forbundet med filetoperationer. Maskinlæringsalgoritmer kan nu optimere skæreparametre i realtid, hvilket reducerer ekspertisekløften mellem affasnings- og filetbearbejdning.
Højhastighedsbearbejdningscentre med forbedret spindeldynamik og vibrationskontrol gør filetbearbejdning med lille radius mere økonomisk levedygtig. Værktøjsproducenter udvikler specialiserede belægninger og geometrier, der forlænger værktøjets levetid i vanskelige filetanvendelser og gradvist lukker omkostningskløften med affasningsoperationer.
Hybridfremstillingstilgange, der kombinerer additive og subtraktive processer, kan i sidste ende eliminere beslutningen om affasning versus filet fuldstændigt. Dele kan printes med integreret filetgeometri og finishbearbejdes til kritiske overflader, hvilket fanger fordelene ved begge tilgange.
Implementering af Industri 4.0 med realtidsovervågning og forudsigelige vedligeholdelsesfunktioner favoriserer mere komplekse operationer som fileter ved at give den proceskontrol, der er nødvendig for ensartede, gentagelige resultater. Smarte værktøjer med indlejrede sensorer kan optimere skæreparametre kontinuerligt, hvilket reducerer den procesvidenkløft, der traditionelt favoriserede enklere affasningsoperationer.
Ofte stillede spørgsmål
Hvad er den typiske omkostningsforskel mellem affasnings- og filetoperationer?
Affasninger koster typisk 40-60 % mindre end tilsvarende fileter i standard bearbejdningsoperationer. For aluminiumdele koster affasninger i gennemsnit €0,45-0,75 pr. lineær meter, mens fileter spænder fra €0,85-1,45 pr. lineær meter, inklusive værktøj, opsætning og bearbejdningstid. Den nøjagtige forskel afhænger af materiale, geometrisk kompleksitet og produktionsvolumen.
Kan affasninger og fileter bruges ombytteligt fra et funktionelt perspektiv?
Ikke altid. Mens begge eliminerer skarpe kanter, giver fileter overlegen spændingsfordeling og træthedsmodstand på grund af deres glatte radiusovergange. Affasninger er tilstrækkelige til generel afgratning og sikkerhedskrav, men kan ikke matche filetydelsen i højspændingsapplikationer. Strukturelle komponenter under cyklisk belastning kræver typisk filetgeometri uanset omkostningsimplikationer.
Hvilke radiusstørrelser gør filetoperationer omkostningskonkurrencedygtige med affasninger?
Større filetradier (R2,0 mm og derover) nærmer sig affasningens omkostningseffektivitet på grund af mere aggressive skæreparametre og forbedret værktøjslevetid. Små radier under R0,8 mm kræver specialiseret værktøj og konservative skæreparametre, der øger omkostningerne betydeligt. Krydspunket forekommer typisk omkring R1,5-2,0 mm afhængigt af materiale og produktionsvolumen.
Hvordan påvirker materialeegenskaber omkostningsligningen for affasning versus filet?
Hårde materialer over 45 HRC favoriserer stærkt affasningsoperationer på grund af ensartet værktøjsindgreb og forudsigelige slidmønstre. Bløde, klæbrige materialer som rent aluminium kan faktisk favorisere filetoperationer, fordi den kontinuerlige skærevirkning forhindrer dannelse af opbygget æg. Rustfrit stål og koldhærdende legeringer bearbejdes generelt mere økonomisk med affasningsgeometri på grund af deres følsomhed over for afbrudte snit.
Hvilke designfeatures kan minimere omkostningerne ved kantbrydningsbearbejdning uanset geometrisk valg?
Standardisering på almindelige størrelser (C0.5, C1.0, R0.5, R1.0) maksimerer værktøjsudnyttelsen og reducerer opsætningstiden. Sikring af tilstrækkelig værktøjsadgang og frigang eliminerer behovet for specialiserede fixturer eller udvidet værktøj. Undgåelse af komplekse krydsninger og blandinger reducerer programmeringskompleksiteten og bearbejdningstiden for både affasnings- og filetoperationer.
Hvordan påvirker produktionsvolumen det optimale kantbrydningsvalg?
Lave volumener under 100 dele favoriserer kraftigt affasninger på grund af reducerede opsætnings- og værktøjsomkostninger. Mellemstore volumener på 100-1000 dele skaber et beslutningspunkt, hvor delkompleksitet og ydeevnekrav bestemmer det optimale valg. Høje volumener over 1000 dele kan retfærdiggøre investeringer i filetværktøj, når funktionelle krav kræver radiusgeometri, hvilket potentielt opnår omkostninger pr. del, der er konkurrencedygtige med affasningsoperationer.
Hvilke inspektions- og kvalitetskontrolforskelle findes der mellem affasninger og fileter?
Affasninger bruger simple måleværktøjer som skydelære og højdemålere med klare dimensionsangivelser. Fileter kræver mere sofistikeret måleudstyr såsom radiusmålere eller CMM-systemer for nøjagtig verifikation. Denne forskel tilføjer €0,15-0,35 pr. feature til inspektionsomkostningerne for filetgeometri, hvilket er særligt vigtigt i højpræcisions- eller certificerede applikationer, der kræver fulde dimensionsrapporter.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece