Zink vs. hliníkové tlakové lití: Proč zinek nabízí delší životnost nástrojů
Životnost nástrojů pro tlakové lití zůstává jedním z nejdůležitějších faktorů ovlivňujících náklady ve velkosériové výrobě, přesto se mnoho inženýrů stále rozhoduje o výběru materiálu pouze na základě vlastností komponent. Krutá realita je taková, že operace tlakového lití hliníku obvykle vyžadují údržbu nástrojů každých 50 000–80 000 výstřelů, zatímco nástroje pro tlakové lití zinku běžně překračují 500 000 výstřelů před většími intervaly údržby. Tento zásadní rozdíl v trvanlivosti nástrojů může rozhodnout o ziskovosti projektu během celého výrobního cyklu.
Klíčové poznatky
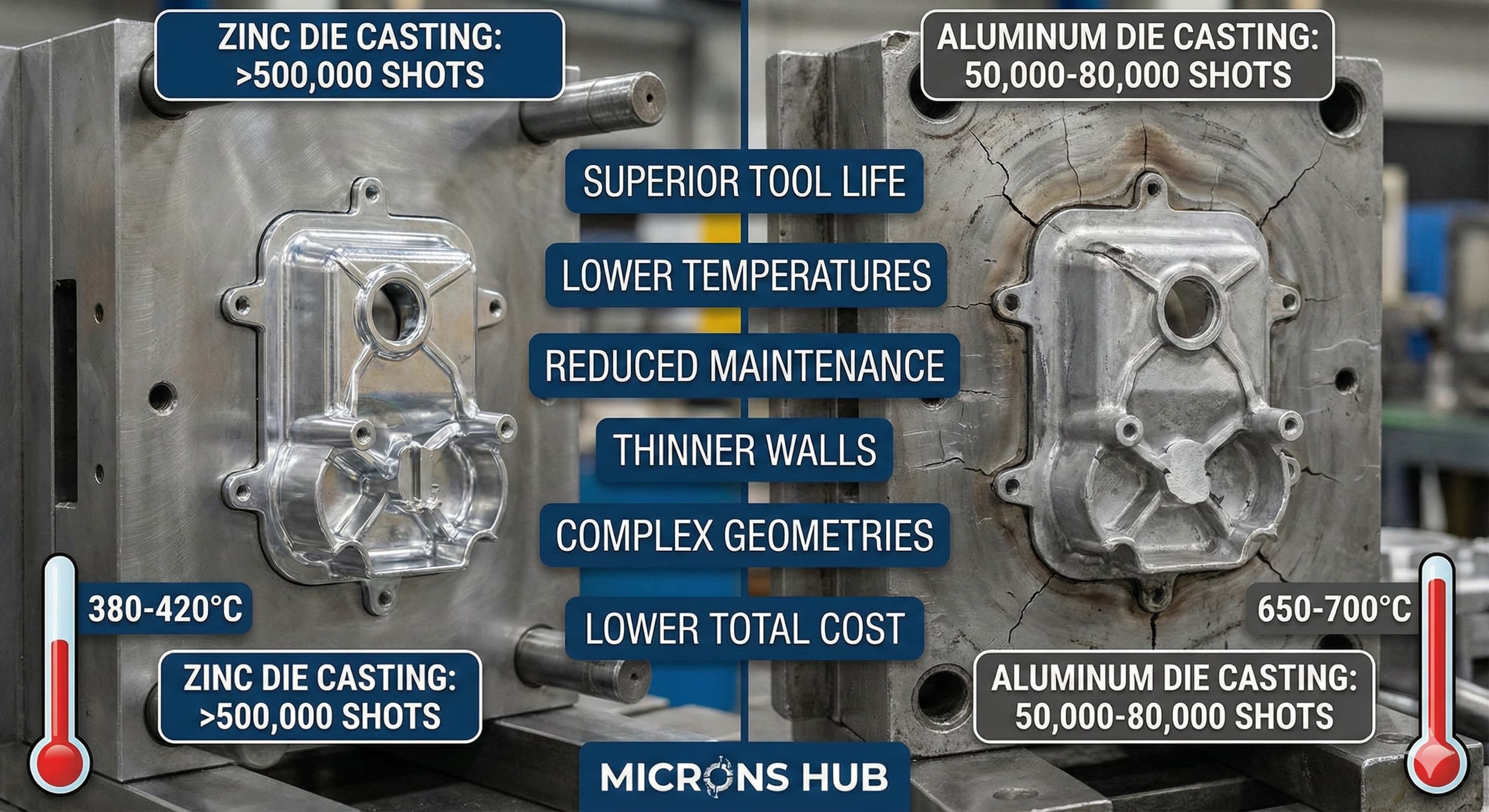
- Nástroje pro tlakové lití zinku dosahují 6–10krát delší životnosti ve srovnání s hliníkem, s typickými intervaly údržby přesahujícími 500 000 výstřelů oproti 50 000–80 000 výstřelům u hliníku
- Nižší provozní teploty (380–420 °C pro zinek vs. 650–700 °C pro hliník) výrazně snižují tepelné namáhání a degradaci nástroje
- Vynikající charakteristiky toku zinku umožňují tenčí stěny a složitější geometrie při zachování konzistentní rozměrové přesnosti
- Celkové náklady na vlastnictví upřednostňují zinek pro velkosériovou výrobu navzdory vyšším nákladům na suroviny, a to díky snížené údržbě nástrojů a delším výrobním sériím
Fyzika rozdílů v životnosti nástrojů
Zásadním důvodem, proč zinek překonává hliník v životnosti nástrojů, je rozdíl v provozní teplotě a vlastnostech interakce materiálů. Slitiny zinku se taví přibližně při 380–420 °C, zatímco slitiny hliníku vyžadují pro správné operace tlakového lití 650–700 °C. Tento teplotní rozdíl 270–300 °C vytváří dramaticky odlišné prostředí tepelného namáhání uvnitř dutiny formy.
Nástrojová ocel zažívá cykly tepelné roztažnosti a smršťování s každým výstřelem. Při provozních teplotách hliníku pracuje nástrojová ocel H13 (průmyslový standard pro formy pro tlakové lití) blíže svému limitu popouštěcí teploty. Opakované vystavení těmto zvýšeným teplotám způsobuje postupné měknutí povrchu nástroje, což vede k předčasnému opotřebení, praskání a rozměrové nestabilitě.
Nižší teplota zpracování zinku udržuje nástrojovou ocel H13 v optimálním rozsahu tvrdosti po celou dobu výrobního cyklu. Snížený tepelný šok minimalizuje tvorbu tepelných trhlin (jemné sítě trhlin, které se vyvíjejí na površích forem) a výrazně prodlužuje interval mezi cykly renovace.
Charakteristiky toku materiálu a plnění formy
Slitiny zinku vykazují ve srovnání s hliníkem vynikající tekutost, vyplňují tenké profily a složité geometrie s pozoruhodnou konzistencí. Tato vylepšená charakteristika toku pramení z nižší viskozity zinku v roztaveném stavu a jeho schopnosti udržovat teplotní uniformitu během celého procesu plnění.
Praktický dopad tohoto zlepšeného toku se projeví ve schopnostech tloušťky stěny. Tlakové odlitky ze zinku běžně dosahují tloušťky stěny 0,5–0,8 mm ve výrobě, zatímco hliník obvykle vyžaduje minimální stěny 1,5–2,0 mm pro spolehlivé plnění. Tato schopnost umožňuje konstruktérům optimalizovat hmotnost komponent a spotřebu materiálu při zachování strukturální integrity – což je klíčová výhoda tam, kde strategické umístění žeber může zlepšit strukturální výkon v tenkostěnných profilech.
Rovnoměrný tok také snižuje pravděpodobnost studených spojů, toků a dalších defektů souvisejících s plněním, které mohou ohrozit kvalitu komponent i životnost nástroje. Když hliník zažívá turbulentní plnění, výsledné tlakové variace mohou způsobit mechanické namáhání povrchů forem, což přispívá k předčasné degradaci nástroje.
Řízení teploty a optimalizace doby cyklu
Efektivní řízení teploty přímo souvisí jak s efektivitou výroby, tak s životností nástroje. Nižší teplota zpracování zinku umožňuje agresivnější strategie chlazení bez rizika ohrožení kvality komponent. Chladicí systém může extrahovat teplo z odlitků zinku rychleji, čímž se zkracují doby cyklu při zachování rozměrové stability.
Typické rychlosti chlazení pro tlakové lití zinku se pohybují od 15 do 25 °C za sekundu, ve srovnání s 8–15 °C za sekundu u hliníku. Tato zrychlená schopnost chlazení se promítá do výhod doby cyklu o 20–30 % v mnoha aplikacích. A co je důležitější, snížené tepelné zatížení systému formy minimalizuje deformaci a tepelnou únavu v nástroji.
Teplotní rozdíl má také vliv na systémy mazání forem. Mírná provozní teplota zinku umožňuje efektivnější pokrytí mazáním, protože maziva nepodléhají rychlé tepelné degradaci. Vyšší teploty hliníku mohou způsobit rozklad maziva, což vede ke zvýšenému tření, zadírání a zrychlenému opotřebení pohyblivých součástí formy.
| Vlastnost | Slitiny zinku (ZA-8, ZA-12) | Slitiny hliníku (A380, A383) |
|---|---|---|
| Teplota zpracování | 380-420°C | 650-700°C |
| Typická životnost nástroje (výstřely) | 500 000-1 000 000 | 50 000-80 000 |
| Minimální tloušťka stěny | 0,5-0,8 mm | 1,5-2,0 mm |
| Rychlost chlazení | 15-25°C/sec | 8-15°C/sec |
| Rozměrová stálost | ±0,05-0,08 mm | ±0,08-0,13 mm |
| Povrchová úprava (Ra) | 0,8-1,6 μm | 1,6-3,2 μm |
Ekonomická analýza: Celkové náklady na vlastnictví
Zatímco zinek obvykle stojí o 15–25 % více než hliník na kilogram, celková nákladová rovnice se dramaticky mění, když se vezme v úvahu životnost nástroje, intervaly údržby a efektivita výroby. Komplexní analýza nákladů musí zohledňovat náklady na suroviny, amortizaci nástrojů, náklady na údržbu a prostoje výroby.
Zvažte scénář velkosériové výroby vyžadující 2 miliony komponent ročně. Operace tlakového lití hliníku by mohla vyžadovat 25–40 cyklů údržby nástrojů během této výrobní série, zatímco operace se zinkem by obvykle vyžadovala pouze 2–4 zásahy údržby. Každý cyklus údržby zahrnuje 2–4 dny prostojů, náklady na renovaci 8 000–15 000 EUR a potenciální problémy s kvalitou během spouštění.
Prodloužená životnost nástroje pro tlakové lití zinku umožňuje delší nepřetržité výrobní série, zlepšuje celkovou efektivitu zařízení (OEE) a snižuje výrobní náklady na díl. Tato výhoda se stává obzvláště výraznou v automatizovaných výrobních prostředích, kde je prvořadá konzistence a spolehlivost.
Pro vysoce přesné výsledky si nechte doručit vlastní cenovou nabídku do 24 hodin od Microns Hub.
Výhody rozměrové přesnosti a kvality povrchu
Vynikající rozměrová stabilita zinku během celého výrobního cyklu významně přispívá ke konzistentní kvalitě dílů a sníženému opotřebení nástrojů. Nižší míra smrštění materiálu (přibližně 0,6–0,8 %) ve srovnání s hliníkem (1,0–1,3 %) vede k předvídatelnějším rozměrovým výsledkům a sníženému namáhání součástí formy.
Tato rozměrová konzistence se promítá do přísnějších tolerancí. Tlakové odlitky ze zinku běžně dosahují tolerancí ±0,05–0,08 mm v kritických rozměrech, zatímco hliník obvykle vyžaduje tolerance ±0,08–0,13 mm pro spolehlivou výrobu. Zlepšená přesnost snižuje potřebu sekundárních obráběcích operací a minimalizuje přerušení výroby související s kvalitou.
Kvalita povrchové úpravy také upřednostňuje zinek, přičemž typické hodnoty Ra 0,8–1,6 μm lze dosáhnout přímo z formy. Hliníkové povrchy obvykle vyžadují další dokončovací operace k dosažení srovnatelné kvality povrchu, což zvyšuje náklady a složitost výrobního procesu. Vynikající povrchová úprava zinkových komponent často eliminuje potřebu rozsáhlého následného zpracování, což je zvláště výhodné pro aplikace vyžadující estetický vzhled nebo přesná montážní rozhraní.
Výběr slitiny a optimalizace vlastností
Moderní slitiny zinku pro tlakové lití nabízejí řadu mechanických vlastností vhodných pro náročné aplikace. Slitiny řady ZA (ZA-8, ZA-12, ZA-27) poskytují výjimečný poměr pevnosti k hmotnosti a odolnost proti opotřebení, což zpochybňuje tradiční předpoklad, že hliník nabízí vynikající mechanické vlastnosti.
Například ZA-12 dosahuje pevnosti v tahu 350–400 MPa s vynikajícími ložiskovými a opotřebovávacími vlastnostmi. Tato úroveň výkonu splňuje nebo překračuje mnoho specifikací hliníkových slitin při zachování výhod zpracování, které prodlužují životnost nástroje. Samomazné vlastnosti slitiny dále snižují opotřebení povrchů forem během procesu vyhazování.
| Slitina | Pevnost v tahu (MPa) | Mez kluzu (MPa) | Tažnost (%) | Tvrdost (HB) |
|---|---|---|---|---|
| ZA-8 | 280-320 | 200-240 | 2-6 | 100-115 |
| ZA-12 | 350-400 | 290-320 | 1-3 | 115-125 |
| A380 (Al) | 320-330 | 160-170 | 2,5-3,5 | 80-85 |
| A383 (Al) | 310-320 | 150-160 | 3-4 | 75-80 |
Výběr vhodných slitin zinku závisí na specifických požadavcích na výkon a provozní prostředí. Pro aplikace vyžadující maximální životnost nástroje s dobrými mechanickými vlastnostmi poskytuje ZA-8 optimální rovnováhu. Pokud je nezbytná vyšší pevnost, ZA-12 poskytuje vynikající výkon při zachování výhod životnosti nástroje, které jsou vlastní tlakovému lití zinku.
Úvahy o návrhu nástroje pro prodlouženou životnost
Optimalizace návrhu nástroje pro tlakové lití zinku může dále zlepšit již tak vynikající charakteristiky životnosti nástroje. Nižší provozní teploty umožňují použití sofistikovanějších geometrií chladicích kanálů bez ohrožení pevnosti nástroje. Konformní chladicí kanály, vytvořené pomocí technik aditivní výroby, lze snadněji začlenit do zinkových nástrojů díky sníženému tepelnému namáhání.
Návrh vtokového systému se stává méně kritickým u zinku díky jeho vynikajícím charakteristikám toku, ale správné vtokování stále ovlivňuje životnost nástroje. Schopnost zinku rovnoměrně vyplňovat tenké profily umožňuje menší velikosti vtoků, čímž se snižuje mechanické namáhání oblastí vtoků během operací lámání a ořezávání. Tato úvaha se stává obzvláště důležitou v automatizované výrobě, kde je pro nepřetržitý provoz nezbytné konzistentní lámání vtoků.
Konstrukce vyhazovacího systému také těží z vlastností zinku. Přirozená mazivost materiálu a nižší teplota zpracování snižují sílu potřebnou pro vyhazování dílů, čímž se minimalizuje opotřebení vyhazovacích kolíků a snižuje se pravděpodobnost zlomení vyhazovacích kolíků – častá příčina prostojů výroby při operacích s hliníkem.
Integrace s moderními výrobními systémy
Výhody spolehlivosti a konzistence tlakového lití zinku se dobře shodují s moderními výrobními přístupy, včetně štíhlé výroby a implementací Průmyslu 4.0. Prodloužená životnost nástroje a snížené požadavky na údržbu podporují strategie výroby just-in-time minimalizací neplánovaných prostojů a zajištěním předvídatelných výrobních plánů.
Při integraci tlakového lití s dalšími výrobními procesy, jako jsou služby výroby plechů nebo sekundární obráběcí operace, poskytuje rozměrová konzistence zinku výhody v následném zpracování. Vynikající povrchová úprava a rozměrová přesnost snižují dobu nastavení a opotřebení nástrojů v sekundárních operacích, což přispívá k celkové efektivitě systému.
Systémy řízení kvality těží ze stability procesu zinku. Implementace statistické regulace procesu (SPC) vykazují přísnější kontrolní limity a méně variací zvláštních příčin v operacích tlakového lití zinku. Tato stabilita snižuje frekvenci úprav procesu a přerušení výroby souvisejících s kvalitou, což dále zvyšuje celkové nákladové výhody.
Moderní výrobci, kteří si vyberou Microns Hub, těží z přímých vztahů se specializovanými zařízeními pro tlakové lití, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technické znalosti v oblasti výběru materiálů a optimalizace procesů znamenají, že každý projekt obdrží soustředěnou pozornost potřebnou k dosažení optimální životnosti nástroje a efektivity výroby.
Úvahy o životním prostředí a udržitelnosti
Prodloužená životnost nástroje pro tlakové lití zinku pozitivně přispívá k environmentální udržitelnosti prostřednictvím několika cest. Snížená frekvence údržby nástroje znamená méně náhradních dílů, menší spotřebu energie na renovaci nástroje a sníženou produkci odpadu z opotřebovaných součástí nástroje.
Nižší teplota zpracování zinku se přímo promítá do snížené spotřeby energie na vyrobený díl. Ve velkosériové výrobě může tato energetická výhoda představovat významné úspory nákladů a sníženou uhlíkovou stopu. Zlepšená efektivita využití materiálu, umožněná tenčími stěnami a lepšími charakteristikami toku, dále zlepšuje environmentální profil.
Recyklovatelnost slitin zinku i nástrojových ocelí podporuje principy oběhového hospodářství. Zinkový odpad z tlakového lití si udržuje vysokou hodnotu a lze jej snadno recyklovat na nové slitiny. Prodloužená životnost nástroje znamená, že vložená energie a obsah materiálu nástroje jsou amortizovány během mnohem více výrobních cyklů, což zlepšuje celkovou efektivitu zdrojů výrobního procesu.
Výrobci mohou využít tyto výhody udržitelnosti k dosažení firemních environmentálních cílů a zároveň dosáhnout vynikající ekonomické výkonnosti. Kombinace snížené spotřeby energie, prodloužené životnosti nástroje a zlepšené efektivity materiálu vytváří přesvědčivý argument pro tlakové lití zinku v aplikacích, kde je environmentální dopad důležitý.
Pro výrobce hledající komplexní výrobní řešení naše výrobní služby zahrnují celou řadu procesů potřebných k optimalizaci efektivity výroby a životnosti nástrojů v různých požadavcích aplikací.
Často kladené otázky
Jaký je skutečný rozdíl v nákladech mezi tlakovým litím zinku a hliníku při zohlednění životnosti nástroje?
Zatímco náklady na zinkový materiál jsou obvykle o 15–25 % vyšší než u hliníku, celkové náklady na vlastnictví často upřednostňují zinek ve velkosériových aplikacích. Zinkové nástroje s životností 500 000–1 000 000 výstřelů oproti 50 000–80 000 výstřelů u hliníku znamenají výrazně nižší náklady na údržbu nástrojů, snížené prostoje a zlepšenou efektivitu výroby. Ve většině výrobních scénářů přesahujících 100 000 dílů ročně vynikající životnost nástroje zinku více než kompenzuje vyšší náklady na materiál.
Může tlakové lití zinku dosáhnout stejných pevnostních vlastností jako hliníkové slitiny?
Moderní slitiny zinku, jako je ZA-12, dosahují pevnosti v tahu 350–400 MPa, což splňuje nebo překračuje mnoho hliníkových slitin pro tlakové lití. Zatímco hliník nabízí výhody ve specifické pevnosti (poměr pevnosti k hmotnosti), zinek poskytuje vynikající ložiskové vlastnosti, odolnost proti opotřebení a rozměrovou stabilitu. Volba závisí na specifických požadavcích aplikace, ale zinek by neměl být automaticky odmítnut na základě zastaralých předpokladů o pevnosti.
Jak se porovnávají minimální tloušťky stěn mezi materiály?
Tlakové lití zinku běžně dosahuje tloušťky stěny 0,5–0,8 mm ve výrobních aplikacích, zatímco hliník obvykle vyžaduje minimální stěny 1,5–2,0 mm pro spolehlivé plnění. Tato schopnost pramení z vynikajících charakteristik toku zinku a nižší viskozity v roztaveném stavu. Tenčí stěny umožňují významné úspory materiálu a zlepšenou flexibilitu návrhu v mnoha aplikacích.
Jaké faktory určují, zda je zinek nebo hliník vhodnější pro konkrétní aplikaci?
Mezi klíčové faktory patří objem výroby (výhody zinku se zvyšují s objemem), požadavky na rozměrovou toleranci (zinek nabízí přísnější tolerance), potřeby poměru pevnosti k hmotnosti (výhoda hliníku), požadavky na povrchovou úpravu (výhoda zinku) a očekávání životnosti nástroje. Aplikace vyžadující vysokou přesnost, konzistentní kvalitu a dlouhé výrobní série obvykle upřednostňují zinek, zatímco aplikace kritické z hlediska hmotnosti mohou upřednostňovat hliník navzdory kompromisům v životnosti nástroje.
Jak se porovnává rozměrová přesnost mezi tlakovým litím zinku a hliníku?
Tlakové lití zinku obvykle dosahuje tolerancí ±0,05–0,08 mm v kritických rozměrech, zatímco hliník vyžaduje tolerance ±0,08–0,13 mm pro spolehlivou výrobu. Tento rozdíl vyplývá z nižší míry smrštění zinku (0,6–0,8 % vs. 1,0–1,3 % u hliníku) a vynikající rozměrové stability během výrobních cyklů. Zlepšená přesnost často eliminuje požadavky na sekundární obrábění.
Jaké intervaly údržby lze očekávat u nástrojů pro tlakové lití zinku a hliníku?
Nástroje pro tlakové lití zinku obvykle vyžadují větší údržbu každých 500 000–1 000 000 výstřelů, zatímco hliníkové nástroje potřebují pozornost každých 50 000–80 000 výstřelů. To představuje 6–10násobný rozdíl v životnosti nástroje. Prodloužené intervaly vyplývají z nižších provozních teplot (380–420 °C vs. 650–700 °C), sníženého tepelného namáhání a méně agresivní interakce mezi roztaveným kovem a povrchy nástrojové oceli.
Jak se porovnávají doby cyklu mezi procesy tlakového lití zinku a hliníku?
Tlakové lití zinku často dosahuje o 20–30 % rychlejších dob cyklu díky efektivnějšímu odvodu tepla umožněnému nižšími teplotami zpracování. Typické rychlosti chlazení pro zinek se pohybují od 15 do 25 °C za sekundu ve srovnání s 8–15 °C za sekundu u hliníku. Rychlejší cyklování v kombinaci s prodlouženou životností nástroje významně zlepšuje celkovou efektivitu zařízení a výrobní kapacitu.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece