Výztuhy panelů: Přidání žeber a přírub pro zabránění "olejovému vlnění"
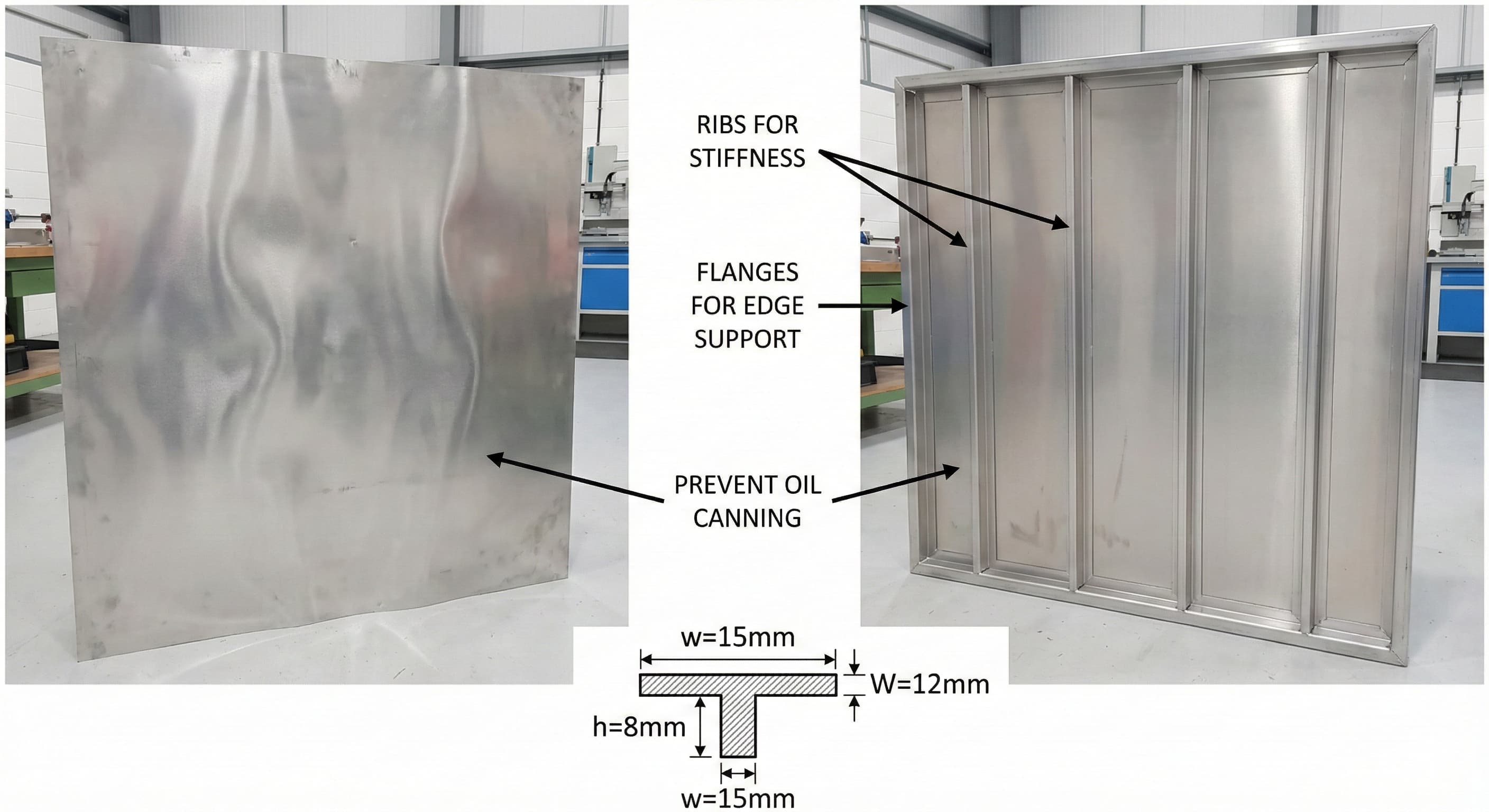
Olejové vlnění – nežádoucí ohybová deformace tenkých kovových panelů pod zatížením – představuje jednu z nejtrvalejších výzev při výrobě plechů. Tato strukturální nestabilita se projevuje jako viditelné vlnění nebo vyboulení, které narušuje estetický vzhled i funkční integritu vyráběných komponent.
Inženýři v Microns Hub se setkávají s problémy olejového vlnění v různých aplikacích, od architektonických panelů po elektronické kryty, kde omezení tloušťky materiálu kolidují s požadavky na tuhost. K tomuto jevu dochází, když rozměry panelu překročí přirozenou prahovou hodnotu tuhosti materiálu, obvykle když poměr tloušťky k rozpětí klesne pod kritické hodnoty.
- Strategické umístění žeber může zvýšit tuhost panelu o 300–400 % a zároveň přidat minimální náklady na materiál
- Optimalizace geometrie příruby snižuje náchylnost k olejovému vlnění rozložením zatížení po zesíleném obvodu
- Výběr materiálu mezi hliníkovými slitinami (6061-T6 vs. 7075-T6) významně ovlivňuje požadavky na zpevnění a výrobní náklady
- Správný návrh výztuh eliminuje problémy s deformací po výrobě, které trápí tenkostěnné konstrukce
Pochopení olejového vlnění: Inženýrská fyzika
K olejovému vlnění dochází, když aplikované síly překročí lokální mez klopení tenkých panelů, čímž vznikají elastické deformace, které se stanou vizuálně zřejmé za normálních pozorovacích podmínek. Kritické klopné napětí pro obdélníkové panely se řídí vztahem:
σ_cr = k × π² × E × (t/b)²
Kde k představuje součinitel klopení závislý na okrajových podmínkách, E je modul pružnosti, t je tloušťka panelu a b je rozměr nepodepřené šířky. U hliníku 6061-T6 s E = 68,9 GPa vykazují panely překračující poměr šířky k tloušťce 150:1 obvykle tendence k olejovému vlnění.
Vizuální práh pro detekci olejového vlnění se pohybuje od 0,2 do 0,5 mm amplitudy průhybu, v závislosti na povrchové úpravě a úhlu pohledu. Eloxované povrchy zesilují vzhled mírných deformací v důsledku vzorů odrazu světla, zatímco kartáčované povrchy poskytují lepší kamufláž pro drobné nepravidelnosti.
Vlastnosti materiálu přímo ovlivňují náchylnost k olejovému vlnění. Hliníkové slitiny vykazují různé úrovně odolnosti v závislosti na stavu temperování a složení:
| Kvalita slitiny | Mez kluzu (MPa) | Modul pružnosti (GPa) | Odolnost proti prohýbání | Nákladový faktor |
|---|---|---|---|---|
| Al 6061-T6 | 276 | 68.9 | Dobrý | 1.0x |
| Al 7075-T6 | 503 | 71.7 | Výborný | 2.2x |
| Al 5052-H32 | 193 | 70.3 | Uspokojivý | 0.9x |
| Ocel 304 SS | 290 | 200 | Výborný | 1.8x |
Základy návrhu žeber: Geometrie a strategie umístění
Efektivní návrh žeber vyžaduje pochopení vztahu mezi průřezovými vlastnostmi a odolností proti ohybu. Kvadratický moment plochy se zvyšuje úměrně třetí mocnině výšky, takže vysoká, úzká žebra jsou účinnější než široká, mělká žebra pro ekvivalentní použití materiálu.
Optimální rozteč žeber se řídí pravidlem třetin pro obdélníkové panely, přičemž primární žebra jsou umístěna na 33 % a 67 % hlavního rozměru. Tato konfigurace minimalizuje maximální průhyb při zachování efektivity výroby. Sekundární žebra, pokud jsou vyžadována, by měla udržovat poměr rozteče mezi 1:2 a 1:3 ve vztahu k primárním žebrům.
Výpočty výšky žeber závisí na podmínkách zatížení panelu a požadavcích na tuhost. Pro rovnoměrně zatížené panely se minimální efektivní výška žebra rovná:
h_min = t_panel × √(24 × L²/(E × t_panel × δ_max))
Kde L představuje nepodepřené rozpětí a δ_max definuje přijatelnou mez průhybu. Praktické výšky žeber se obvykle pohybují od 3 do 15 mm pro aplikace s plechy, přičemž 5 až 8 mm poskytuje optimální poměr tuhosti a hmotnosti.
Výrobní aspekty významně ovlivňují parametry návrhu žeber. Přesné CNC obrábění umožňuje složité profily žeber s úzkými tolerancemi, zatímco ohraňovací lis omezuje složitost žeber na jednoduché geometrické tvary. Volba mezi obráběnými a tvářenými žebry ovlivňuje jak náklady, tak výkonnostní charakteristiky.
Optimalizace profilu žeber
Průřezové profily žeber dramaticky ovlivňují účinnost zpevnění a složitost výroby. Mezi běžné profily patří obdélníkové, trojúhelníkové a profily ve tvaru T, z nichž každý nabízí odlišné výhody:
Obdélníková žebra poskytují maximální využití materiálu a jednoduchou výrobu, ale koncentrují napětí v ostrých rozích. Zaoblení o poloměru 0,5–1,0 mm eliminuje koncentrace napětí při zachování tvarovatelnosti v tenkých materiálech.
Trojúhelníková žebra nabízejí vynikající poměr tuhosti a hmotnosti a přirozené rozložení napětí, ale vyžadují specializované nástroje pro konzistentní tváření. Zahrnutý úhel se obvykle pohybuje od 60 do 90 stupňů pro optimální charakteristiky pevnosti.
Žebra ve tvaru T maximalizují kvadratický moment plochy, ale vyžadují složité tvářecí sekvence nebo obráběcí operace. Tyto profily se hodí pro aplikace s vysokým zatížením, kde optimalizace využití materiálu ospravedlňuje zvýšenou složitost výroby.
Inženýrství přírub: Strategie zpevnění obvodu
Návrh přírub představuje primární metodu pro prevenci olejového vlnění iniciovaného na hranách a zároveň poskytuje montážní rozhraní a strukturální kontinuitu. Efektivní geometrie příruby musí vyvážit zvýšení tuhosti s výrobními omezeními a požadavky na montáž.
Minimální šířka příruby se řídí vztahem: W_flange ≥ 3 × t_material + poloměr ohybu, což zajišťuje dostatečné množství materiálu pro spolehlivé tváření bez praskání. Pro 2,0 mm hliník 6061-T6 poskytují minimální šířky příruby 8–10 mm dostatečné zvýšení tuhosti při zachování mezí tvarovatelnosti.
Příspěvek tuhosti příruby závisí na efektivním modulu průřezu ohnuté konfigurace. Příruba o 90 stupních zvyšuje lokální tuhost přibližně 8–12krát ve srovnání s ekvivalentem plochého panelu, díky čemuž jsou příruby vysoce účinné zpevňující prvky.
Přechod mezi panelem a přírubou vyžaduje pečlivý výběr poloměru, aby se zabránilo koncentraci napětí při zachování maximálního přenosu tuhosti. Návrhy rohových úlev se stávají kritickými v průsečících přírub, kde omezení toku materiálu mohou způsobit praskání nebo neúplné tváření.
| Konfigurace příruby | Násobitel tuhosti | Složitost tváření | Využití materiálu | Dopad na náklady |
|---|---|---|---|---|
| Jednoduchý ohyb 90° | 8-10x | Nízká | 95% | +15% |
| Lemovaný okraj | 12-15x | Vysoká | 85% | +35% |
| Zpětná příruba | 6-8x | Střední | 90% | +25% |
| Složený ohyb | 15-20x | Velmi vysoká | 80% | +50% |
Integrace příruby s panelem
Přechodová zóna mezi panelem a přírubou představuje kritický konstrukční prvek, který určuje celkovou účinnost zpevnění. Ostré přechody vytvářejí koncentrace napětí, které mohou iniciovat únavové poruchy, zatímco příliš pozvolné přechody snižují výhody tuhosti.
Optimální poloměry ohybu pro hliníkové slitiny se pohybují od 1,0 do 2,0 násobku tloušťky materiálu, což zajišťuje dostatečný tok materiálu při zachování těsné definice rohu. Větší poloměry zlepšují tvarovatelnost, ale snižují účinnost přenosu tuhosti, což vyžaduje pečlivé vyvážení na základě požadavků aplikace.
Vícestupňové tváření přírub umožňuje složité profily, které maximalizují tuhost a zároveň zohledňují výrobní omezení. Progresivní sekvence zápustek mohou vytvářet složené příruby s proměnnými výškami a integrovanými montážními prvky, i když náklady na nástroje se zvyšují úměrně složitosti.
Vliv výběru materiálu na výkon výztuhy
Vlastnosti materiálu zásadně určují účinnost výztuhy a výrobní požadavky. Modul pružnosti, mez kluzu a charakteristiky tvarovatelnosti přímo ovlivňují konstrukční parametry a strategie optimalizace nákladů.
Hliníkové slitiny dominují aplikacím s plechy díky vynikajícímu poměru pevnosti a hmotnosti a odolnosti proti korozi. Různé složení slitin však vykazují různé reakce na integraci výztuhy:
Hliník 6061-T6 poskytuje optimální rovnováhu mezi tvarovatelností a pevností pro většinu aplikací zpevnění. Materiál snadno přijímá složité sekvence ohybu při zachování předvídatelných charakteristik zpětného pružení. Zpevnění za studena během tvářecích operací může zvýšit lokální mez kluzu o 10–15 % v oblastech s vysokým namáháním.
Hliník 7075-T6 nabízí vynikající pevnostní charakteristiky, ale představuje problémy s tvářením kvůli snížené tažnosti. Návrhy výztuh musí zohledňovat vyšší tvářecí síly a potenciální praskání v ostrých přechodech. Materiál vyniká v aplikacích, kde maximální poměr pevnosti a hmotnosti ospravedlňuje zvýšenou složitost výroby.
Hliník 5052-H32 vykazuje vynikající tvarovatelnost, ale nižší pevnostní charakteristiky vyžadují zvýšené rozměry výztuhy pro ekvivalentní výkon. Tato slitina se hodí pro aplikace, které upřednostňují složitou geometrii před požadavky na maximální pevnost.
Úvahy o korozi pro vyztužené panely
Integrace výztuhy vytváří geometrické prvky, které mohou zachycovat vlhkost a urychlovat korozní procesy, zejména ve venkovních aplikacích. Konstrukční strategie musí řešit jak výběr materiálu, tak požadavky na ochranný povlak.
Alternativy z pozinkované oceli poskytují zvýšenou odolnost proti korozi, ale vyžadují odlišné parametry tváření a přístupy k návrhu výztuhy kvůli tloušťce povlaku a úvahám o křehkosti.
Odváděcí prvky se stávají kritickými v návrzích žeber, kde se na vodorovných plochách může hromadit vlhkost. Zahrňte odvodňovací otvory o minimálním průměru 3 mm v nejnižších bodech, umístěné tak, aby se zabránilo strukturálnímu narušení a zároveň zajistilo účinné odvádění vody.
Integrace výrobního procesu
Metody výroby výztuh významně ovlivňují proveditelnost návrhu, nákladové struktury a výsledky kvality. Volba mezi tvářením, obráběním a hybridními přístupy závisí na objemech výroby, požadavcích na tolerance a geometrické složitosti.
Ohraňovací lis představuje nákladově nejefektivnější přístup pro jednoduché geometrie žeber a přírub. Standardní nástroje pojmou poloměry ohybu od 0,5 do 6,0 mm s opakovatelností v rozmezí ±0,1 mm. Složité sekvence s více ohyby vyžadují pečlivé plánování nástrojů, aby se zabránilo problémům s interferencí a zachovala se rozměrová přesnost.
Progresivní tváření zápustkou umožňuje velkoobjemovou výrobu s integrovanými operacemi děrování, tváření a ořezávání. Počáteční investice do nástrojů ve výši 15 000–50 000 EUR vyžaduje objemy výroby přesahující 10 000 kusů pro ekonomické odůvodnění, ale náklady na kus mohou klesnout na 0,50–2,00 EUR v závislosti na složitosti.
CNC obrábění poskytuje maximální flexibilitu pro vývoj prototypů a malosériovou výrobu. Složité profily žeber s proměnnými výškami a integrovanými montážními prvky jsou snadno dosažitelné, i když odpad materiálu a doby cyklu omezují ekonomickou životaschopnost na specializované aplikace.
| Způsob výroby | Počáteční náklady (€) | Rozsah jednotkových nákladů (€) | Doba realizace | Flexibilita návrhu | Objemový práh |
|---|---|---|---|---|---|
| Ohraňovací lis | 200-500 | 2.50-8.00 | 3-5 dní | Střední | 50-1000 kusů |
| Progresivní lisování | 15,000-50,000 | 0.50-2.00 | 6-8 týdnů | Vysoká | 10,000+ kusů |
| CNC obrábění | 100-300 | 8.00-25.00 | 1-2 dny | Velmi vysoká | 1-500 kusů |
| Hydroforming | 5,000-15,000 | 3.00-7.00 | 4-6 týdnů | Vysoká | 1,000+ kusů |
Kontrola kvality a rozměrové ověření
Kontrola vyztuženého panelu vyžaduje specializované techniky měření pro ověření geometrické přesnosti i strukturálního výkonu. Souřadnicové měřicí stroje (CMM) poskytují přesné rozměrové ověření, ale mohou vyžadovat zakázkové přípravky pro složité geometrie.
Měření rovinnosti se stává kritickým pro panely s integrovanými výztuhami, kde se lokální deformace mohou šířit přes nevyztužené oblasti. Laserové skenovací systémy umožňují rychlé profilování povrchu s rozlišením až 0,01 mm, čímž identifikují potenciální problémy s olejovým vlněním před konečnou montáží.
Zatěžovací zkoušky ověřují výkon výztuhy za provozních podmínek. Jednoduše podepřené zkoušky nosníku s rozloženým zatížením simulují skutečné provozní podmínky a zároveň poskytují kvantitativní měření průhybu pro ověření návrhu.
Pro vysoce přesné výsledky si vyžádejte cenovou nabídku do 24 hodin od Microns Hub.
Strategie optimalizace nákladů
Optimalizace nákladů na výztuhy vyžaduje vyvážení využití materiálu, složitosti výroby a požadavků na výkon. Celkové náklady zahrnují suroviny, zpracovatelské operace, amortizaci nástrojů a činnosti ověřování kvality.
Efektivita využití materiálu významně ovlivňuje ekonomiku projektu. Vnořené rozvržení pro laserové řezání může dosáhnout 85–95% využití materiálu, zatímco složité operace tváření zápustkou mohou plýtvat 15–20 % kvůli požadavkům na kostru a operacím ořezávání.
Standardizace výztuh snižuje náklady na nástroje a zlepšuje efektivitu výroby. Vývoj rodin profilů žeber a konfigurací přírub umožňuje opětovné použití nástrojů v několika projektech při zachování flexibility návrhu pro specifické aplikace.
Strategie konsolidace objemu mohou snížit jednotkové náklady kombinací několika čísel dílů do jedné výrobní série. Náklady na skladování zásob a požadavky na doručení zákazníkům však musí být vyváženy s výrobními úsporami z rozsahu.
Zásady návrhu pro výrobu
Zásady DFM pro vyztužené panely se zaměřují na snížení složitosti výroby při zachování strukturálního výkonu. Mezi klíčové aspekty patří optimalizace sekvence ohybu, přístupnost nástrojů a minimalizace sekundárních operací.
Plánování sekvence ohybu zabraňuje interferenci nástrojů a udržuje rozměrovou přesnost během procesu tváření. Složité díly mohou vyžadovat několik nastavení s mezilehlými operacemi žíhání, aby se zabránilo zpevnění za studena a praskání.
Konsolidace prvků eliminuje sekundární operace integrací montážních otvorů, štěrbin a dalších prvků do primárních operací tváření. Tento přístup snižuje náklady na manipulaci a zlepšuje rozměrové vztahy mezi kritickými prvky.
Pokročilé techniky zpevnění
Kromě tradičních žeber a přírub se pokročilé techniky zpevnění zabývají specializovanými požadavky pro aplikace kritické z hlediska hmotnosti, extrémní podmínky zatížení a estetická omezení.
Korálkové zpevnění vytváří lineární výztužné prvky řízenou deformací bez přidání materiálu. Profily korálků obvykle měří 2–5 mm na výšku s postupnými přechody pro minimalizaci koncentrací napětí. Tato technika se hodí pro aplikace, kde vyčnívající žebra interferují s montáží nebo estetickými požadavky.
Ražené zpevnění zahrnuje lokalizované přemístění materiálu pro vytvoření mělkých výztužných vzorů. Tento proces vyžaduje vyšší tvářecí síly, ale vytváří prakticky neviditelné zpevňující prvky, které jsou ideální pro aplikace kritické z hlediska vzhledu. Hloubky ražby 0,3–0,8 mm poskytují měřitelné zlepšení tuhosti při zachování kontinuity povrchu.
Sendvičová konstrukce s voštinovým jádrem představuje dokonalý přístup ke zpevnění pro aplikace kritické z hlediska hmotnosti. Hliníková voštinová jádra poskytují výjimečný poměr tuhosti a hmotnosti, ale vyžadují specializované procesy lepení a úvahy o utěsnění proti vlivům prostředí.
Integrované přístupy k návrhu
Moderní strategie zpevnění integrují několik technik zpevnění pro optimalizaci výkonu při minimalizaci složitosti výroby. Hybridní přístupy kombinují žebra, příruby a tvářené prvky v koordinovaných návrzích, které maximalizují strukturální účinnost.
Optimalizace FEA umožňuje umístění výztuhy na základě výkonu, které minimalizuje využití materiálu při splnění kritérií průhybu. Algoritmy optimalizace topologie mohou identifikovat optimální umístění výztuhy, která nemusí být intuitivní prostřednictvím tradičních přístupů k návrhu.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup ke službám znamenají, že každý projekt obdrží pozornost k detailu, kterou si zaslouží, od počáteční konzultace návrhu až po konečné ověření kvality.
Techniky aditivní výroby umožňují složité vnitřní geometrie zpevnění, které jsou nemožné konvenčními metodami tváření. 3D tištěné zpevňující prvky lze integrovat s tradičními plechovými komponentami a vytvářet hybridní struktury s optimalizovanými výkonnostními charakteristikami.
Ověření výkonu a testování
Ověření výkonu vyztuženého panelu vyžaduje komplexní testovací protokoly, které ověřují jak okamžitý strukturální výkon, tak dlouhodobé charakteristiky trvanlivosti. Testovací metodiky musí simulovat skutečné provozní podmínky a zároveň poskytovat kvantitativní data pro optimalizaci návrhu.
Statické zatěžovací zkoušky poskytují základní měření tuhosti za kontrolovaných podmínek. Tříbodové a čtyřbodové ohybové zkoušky kvantifikují vztahy mezi zatížením a průhybem a zároveň identifikují režimy poruch a mezní limity kapacity. Testovací přípravky musí pojmout různé geometrie panelů při zachování konzistentních okrajových podmínek.
Dynamické testování vyhodnocuje odezvu vyztuženého panelu na vibrace a nárazové zatížení. Modální analýza identifikuje přirozené frekvence a tvary režimů, které by mohly vést k problémům s rezonancí v provozních prostředích. Nárazové testování ověřuje odolnost proti poškození a charakteristiky absorpce energie pro scénáře přepravy a manipulace.
Únavové testování se stává kritickým pro vyztužené panely vystavené cyklickým podmínkám zatížení. Vývoj křivky S-N pro specifické konfigurace výztuhy umožňuje predikci životnosti a optimalizaci plánování údržby. Testovací parametry musí odrážet skutečná spektra zatížení a environmentální podmínky očekávané v provozu.
Prostřednictvím našich výrobních služeb zajišťujeme, že každý vyztužený panel splňuje nebo překračuje specifikovaná výkonnostní kritéria prostřednictvím přísných testovacích a protokolů zajištění kvality.
Často kladené otázky
Jaký poměr tloušťky k rozpětí obvykle vyžaduje zpevnění, aby se zabránilo olejovému vlnění?
Panely s poměrem tloušťky k rozpětí pod 1:150 obecně vyžadují zpevnění pro hliníkové slitiny. Například panel o šířce 300 mm by měl být alespoň 2,0 mm silný, aby se zabránilo olejovému vlnění, nebo by měl obsahovat žebra/příruby, pokud je nutný tenčí materiál. Ocelové panely mohou tolerovat poměry až 1:200 díky vyššímu modulu pružnosti.
O kolik se může zlepšit tuhost žeber ve srovnání s plochými panely?
Správně navržená žebra mohou zvýšit tuhost panelu o 300–400 % a zároveň přidat pouze 10–15 % nákladů na materiál. Žebro o výšce 5 mm v hliníku o tloušťce 2,0 mm může poskytnout ekvivalentní tuhost jako plný panel o tloušťce 4,5 mm, což představuje významnou úsporu hmotnosti a nákladů u velkých panelových aplikací.
Jaká je minimální šířka příruby potřebná pro efektivní zpevnění?
Minimální efektivní šířka příruby se rovná 3násobku tloušťky materiálu plus poloměr ohybu. Pro 2,0 mm hliník s poloměrem ohybu 2,0 mm je minimální šířka příruby 8,0 mm. Šířky 10–15 mm však poskytují lepší zvýšení tuhosti a snadnější výrobní tolerance.
Lze výztuhy přidat ke stávajícím panelům bez kompletního přepracování?
Ano, dodatečné zpevnění je možné pomocí lepení nebo mechanického připevnění vnějších žeber. Strukturální lepidla, jako je 3M VHB nebo Loctite strukturální akryláty, mohou lepit hliníkové výztuhy s pevností přesahující 15 MPa. Integrované přístupy k návrhu však obvykle poskytují lepší výkon a estetiku.
Jak ovlivňují environmentální podmínky požadavky na návrh výztuhy?
Teplotní výkyvy způsobují rozdílnou roztažnost, která může namáhat upevnění výztuhy. Navrhněte dilatační spáry nebo flexibilní spoje pro teplotní rozsahy přesahující 50 °C. Venkovní aplikace vyžadují odvodňovací prvky a ochranu proti korozi. UV záření může degradovat lepené spoje, což vyžaduje mechanické záložní systémy.
Jaké výrobní tolerance jsou dosažitelné pro žebrované panely?
Ohraňovací lis udržuje rozměrovou toleranci ±0,1 mm pro jednoduché geometrie žeber. Progresivní operace zápustky dosahují opakovatelnosti ±0,05 mm, ale vyžadují vyšší investice do nástrojů. CNC obráběná žebra mohou udržet ±0,02 mm, ale stojí 3–4krát více než tvářené alternativy.
Jak ovlivňuje směr vláken materiálu výkon výztuhy?
Ohýbání rovnoběžně se směrem vláken (s vláknem) poskytuje o 10–15 % lepší tvarovatelnost, ale mírně sníženou pevnost kolmo k ose ohybu. Pro maximální tuhost orientujte žebra kolmo ke směru válcování, kdykoli je to možné. Ohýbání napříč vláknem vyžaduje větší poloměry ohybu, aby se zabránilo praskání, ale poskytuje izotropní charakteristiky pevnosti.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece